

Технические характеристики
При выборе наиболее подходящей модели всегда рассматриваются технические характеристики. Они определяют особенности работы и возможность применения в той или ной ситуации.
Основные технические характеристики заносятся в описание. К ним можно отнести:
- Количество оборотов: минимальный и максимальный показатель. Основные технические характеристики определяют возможность обработки по заданным параметрам. Создавая чертеж технолог указывает то, при какой скорости вращения должно проходить резание.
- Класс точности. В чертеж заносятся данные о том, с какой точностью должна проводится обработка. В ГОСТ установлены нормы определения класса точности, по которым маркируется оборудование.
- Для того чтобы можно было регулировать показатель скорости вращения шпинделя устанавливается коробка передач. Установленные стандарты ГОСТ требуют указания в паспорте число передач.
- Деталь может иметь самые различные размеры, что определяет возможность установки.
- Вес и габаритные размеры.
- Величина подачи и максимального перемещения по оси.
Все технические характеристики можно узнать их паспортных данных и другой документации.

Общий вид токарно-винторезного станка
Related Posts via Categories
- Характеристики 1К62 – особенности станка в цифрах
- 1М63 – солидный инструмент для токаря и мастера резьбы
- Школьный токарный станок – почему он популярен не только на уроках труда?
- Токарный мини-станок – незаменимое оборудование для миниатюрной обработки
- ДИП-500 – токарно-винторезный станок для единичных работ
- Токарный станок JET BD-7 – настольный агрегат для бытового использования
- Приспособления для токарного станка – как сделать агрегат более функциональным?
- ИЖ-250 – легендарный токарный станок Ижмаша
- Корвет 403 – функциональный токарный станок для любителей и профессионалов
- TRENS SE 320 и другие станки известного европейского производителя
Конструкция и принцип работы
Рассмотрим конструкцию на примере одного из популярных и массовых универсальных токарно-винторезных станков 1К62 (рис. 2). Разработан был этот станок в 1954 Московским станкостроительным заводом в году и до сих пор выпускается с небольшими модификациями. Универсальный станок 1К62 оказался настолько удачным, что по его образу и подобию выпускались аналогичные станки на многих станкостроительных предприятиях. Также похожие конструкции параллельно разрабатывались зарубежными предприятиями независимо от отечественных производителей.
Рисунок 2. Схема универсального токарного станка 1К62.
Рисунок 2. Схема универсального токарного станка 1К62.
Основанием станка, на котором закрепляются остальные узлы и элементы, называется станина (4).
В передней части станка располагается так называемая передняя бабка (1) со шпинделем (14) в качестве основного рабочего органа. В передней бабке имеется коробка скоростей (13), которая предназначена для изменения скорости вращения шпинделя.
Коробка передач (10) служат для передачи вращательного движения на суппорт при помощи ходового винта. Работает в непосредственной связке со шпинделем (рис. 3).
Рисунок 3. Шпиндель универсального токарного станка.
Рисунок 3. Шпиндель универсального токарного станка.
Ходовой винт (7) служит для выставления определенной скорости подачи в процессе нарезания резьбы. Ходовой валик (8) предназначен для обработки других поверхностей, не связанных с нарезанием резьбы.
В фартуке (6) происходит преобразование вращения ходового винта (рис.4) или валика в поступательное движение суппорта (2).
Рисунок 4. Примеры ходовых винтов.
Рисунок 4. Примеры ходовых винтов.
В суппорте закрепляется металлорежущий инструмент и производится подача к обрабатываемой детали. Суппорт имеет возможность закрепления в нем одновременно четырех различных резцов, которые можно быстро сменить поворотом каретки (рис. 5). Резцовая каретка на некоторых модификациях имеет несколько степеней свободы, что позволяет выполнять обработку недоступных для стандартных токарных станков поверхностей. Перемещается суппорт на так называемых салазках.
Рисунок 5. Резцовая каретка.
Рисунок 5. Резцовая каретка.
Задняя бабка (3) имеет пиноль (рис. 6) для монтажа приспособления, поддерживающего обрабатываемую деталь, или установки стержневого инструмента (развертки, сверла, зенкера и др.), при помощи которого производится сверление или обработка осевого отверстия в заготовке.
Рисунок 6. Пиноль.








Рисунок 6. Пиноль.
Станина устанавливается на тумбах (5) и (9). Тумбы играют роль подставок и имеют ряд настроек, которые позволяют выставить станок в горизонтальное положение даже на неровной поверхности.
Гитара сменных шестерен (11) в совокупности с коробкой скоростей предназначена для регулировки передаточных чисел и изменения соотношения между скоростью вращения шпинделя и скоростью подачи инструмента.
Блок электроаппаратуры (12) включает в себя электродвигатель, управляющую, контрольную и предохранительную электроаппаратуру.
Варианты с ЧПУ

Токарно-винторезный станок с ЧПУ
Современным подходом можно назвать установку оборудования с числовым программным управлением. Электрическая схема с принципиальной измененной конструкцией основных узлов позволяет добиться высокой точности обработки. К особенностям электросхемы и всей конструкции данного типа можно отнести нижеприведенные моменты:
- Токарно-винторезный станок ЧПУ производится в соответствии с ГОСТ: класс точности и другие параметры также указываются в паспорте. В ГОСТ установлены и другие стандарты, которые стоит учитывать при выборе оборудования.
- Все подвижные органы работают от мини блока управления. Это определяет то, что токарно-винторезный станок имеет сложную электрическую схему.
- Многие модели мини, могут устанавливаться в домашних условиях по причине небольшого веса. При этом подобные токарно-винторезные станки с высокой точностью мини типа могут выдерживать большую нагрузку.
- У конструкции есть блок индикации и ввода основной информации. Государственный стандарт и ГОСТ определяет применение определенных языков программирования, которые применяются для указания пути обработки и основных режимов.
- Настольный токарно-винторезный станок по металлу (мини тип) применяется для высокоточной обработки и получения малогабаритных деталей. Токарно-винторезные станки повышенной точности широко используются при производстве деталей различной электроники и бытовой техники. Мини оборудование имеет высокую точность и небольшую потребительскую мощность, что определяет рентабельность установки.
Мини токарно-винторезный станок обойдется намного дешевле, но у них есть ограничение по размерам заготовки.
https://youtube.com/watch?v=3khYABSX5-8
В заключение отметим, что рассматривая типы токарно-винторезных станков, следует уделять внимание возможности установки самой различной оснастки. Токарно-винторезные станки по металлу имеют классификацию, которая указывается в маркировке
Каждая цифра и буква обозначают самую различную информацию, применяется маркировка с учетом принятых норм.
Кинематическая схема токарного станка
Несмотря на большое разнообразие конструкций токарных станков, в их механизмах и агрегатах есть много общего и сходного. Поэтому применяют упрощенные, условные обозначения механизмов и их элементов (рис. 12), дающие наглядное представление о кинематике станков и, в некоторой степени, представление об их конструкции.
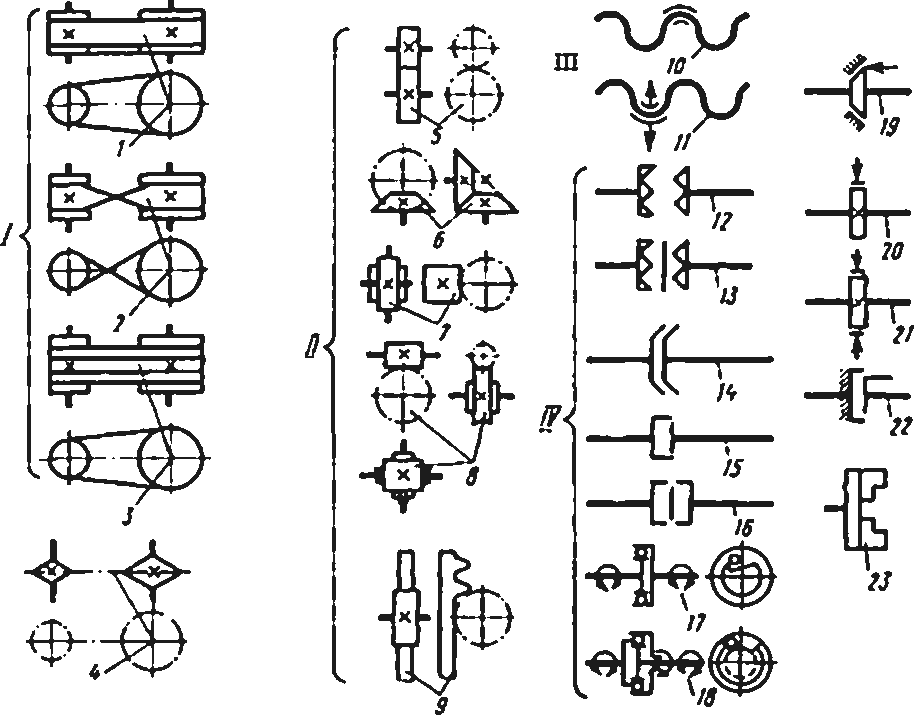
Рис. 12. Условные обозначения основных элементов на кинематических схемах станков: I — ременные передачи: 1-плоская, 2-перекрестная, 3-клиновая, 4 — цепная передача; II — зубчатые передачи: 5-цилиндрическая, 6-коническая, 7-винтовая, 8-червячная,9- реечная; IIIпередача ходовым винтом с неразъемной 10 и разъемной 11 гайками; IV — муфты: 12-кулачковая односторонняя, 13-кулачковая двусторонняя,14- конусная, 15-дисковая односторонняя, 16-дисковая двусторонняя, 17-обгонная односторонняя, 18-обгонная двусторонняя; V — тормоза: 19-конусный, 20-колодочный, 21-ленточный, 22-дисковый; 23- патронный конец шпинделя
Схемы устройства станков, вычерченные с применением условных обозначений, называют кинематическими. На них дополнительно к условному изображению указывают диаметры шкивов, число зубьев и модуль зубчатых и червячных колес, число заходов червяка, шаг ходового винта, мощность и частоту вращения электродвигателя, опоры рычагов, порядковую нумерацию валов, рукоятки и маховички для ручного перемещения сборочных единиц (узлов) и др.
Упрощенная кинематическая схема токарно-винторезного станка представлена на рис. 13. Обрабатываемая заготовка установлена в центрах. Вращение заготовке передается от шпинделя станка через поводковый патрон и хомутик, закрепленный на заготовке (детали). Обработка заготовки производится резцом, который перемещается (с подачей 5) суппортом, связанным с ходовым винтом, имеющим шаг Рхв. Движение от шпинделя передается к ходовому винту через трензель, гитару сменных колес z1 и z2, zз и z4) и коробку подач.
Частота вращения шпинделя рассчитывается по формуле п = 1000v/πd, где п — частота вращения шпинделя, об/мин; v — скорость резания, м/мин; d — диаметр обрабатываемой детали, мм.
Изменение частоты вращения шпинде я производится ступенчато в соответствии с геометрическим рядом со знаменателем φ, т.е. n2=n1φ; n3=n2φ=n1φ2; n4=n3φ=n1φ3 и т.д. В практике станкостроения применяют φ =1,26; 1,41; 1,58.
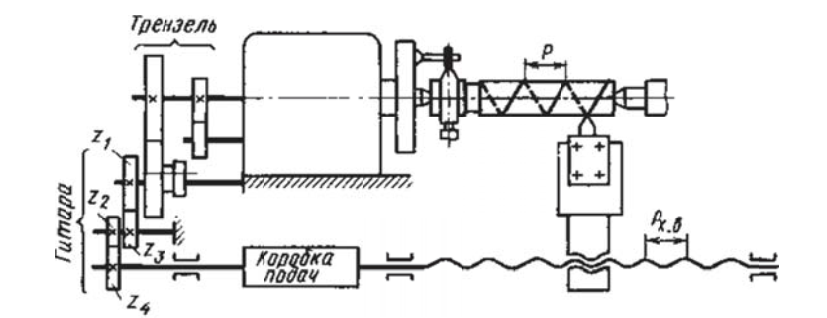
Рис. 13. Упрощенная кинематическая схема токарного станка.
Быстрое изменение частоты вращения шпинделя в процессе обработки детали, производится с помощью коробки скоростей. Кинематическая цепь коробки скоростей обеспечивает частоту вращения шпинделя по геометрическому ряду с выбранным знаменателем φ.
Структурная формула коробки скоростей зависит от числа ступеней частоты вращения шпинделя: z=р1·р2·р3·…·рк, где рк — число ступеней в каждой группе передач между валами. Структурная формула (z=12=2·3·2) коробки скоростей, кинематическая схема которой приведена на рис. 14, указывает на то, что коробка включает в себя три группы передач (р1=2; р2=3 и р3=2). Цифрами обозначены числа зубьев колес, расположенных на 1, 11, III, IV валах коробки скоростей.
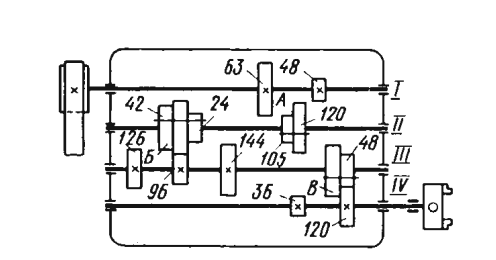
Рис. 14. Кинематическая схема коробки скоростей
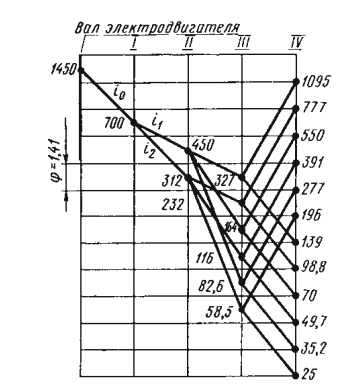
Рис. 15. График изменения частоты вращения вало в коробки скоростей










График изменения частоты вращения валов коробки скоростей (см. рис. 14) приведен на рис. 15. Число вертикальных линий графика соответствует числу валов коробки скоростей, число горизонтальных линий — числу ступеней частоты вращения шпинделя. Частота вращения шпинделя изменяется от n1=25 об/мин до n12=1095 об/мин (см. рис. 15) по геометрическому ряду с φ=1,41. Луч, соединяющий на графике две точки соседних валов, обозначает передачу с передаточным отношением и=φm, где m — число интервалов, равных φ и перекрываемых этим лучом. Если луч отклоняется вниз, то передача понижающая (m<0), если вверх, то передача повышающая (m>0). Если луч горизонтальный, то передаточное отношение равно единице (m=0).
Просмотров:
160
Типовой блок управления
Рассматривая современный универсальный токарно-винторезный станок следует уделить внимание блоку управления. Для указания основных параметров обработки устанавливаются рычаги и рукоятки, кнопки и другие блоки управления
К основным особенностям отнесем следующие моменты:
- Как правило, устанавливается рукоятка для указания количества оборотов. Универсальный токарно-винторезный современный станок может изменять данный показатель, который выбирают в зависимости от требуемых режимов резания.
- Токарно-винторезный станок имеет устройство, позволяющее образовывать резьбовую поверхность. Ее параметры устанавливаются при помощи специального блока управления. Не стоит забывать о том, что некоторые параметры можно задать исключительно путем установки требующихся сменных колес.
- Есть и рукоятки, которые позволяют управлять суппортом. Токарно-винторезные станки имеют основные узлы, которые позволяют обеспечивать механическую подачу для быстрой установки позиции и обработки с неизменяемым показателем скорости перемещения.
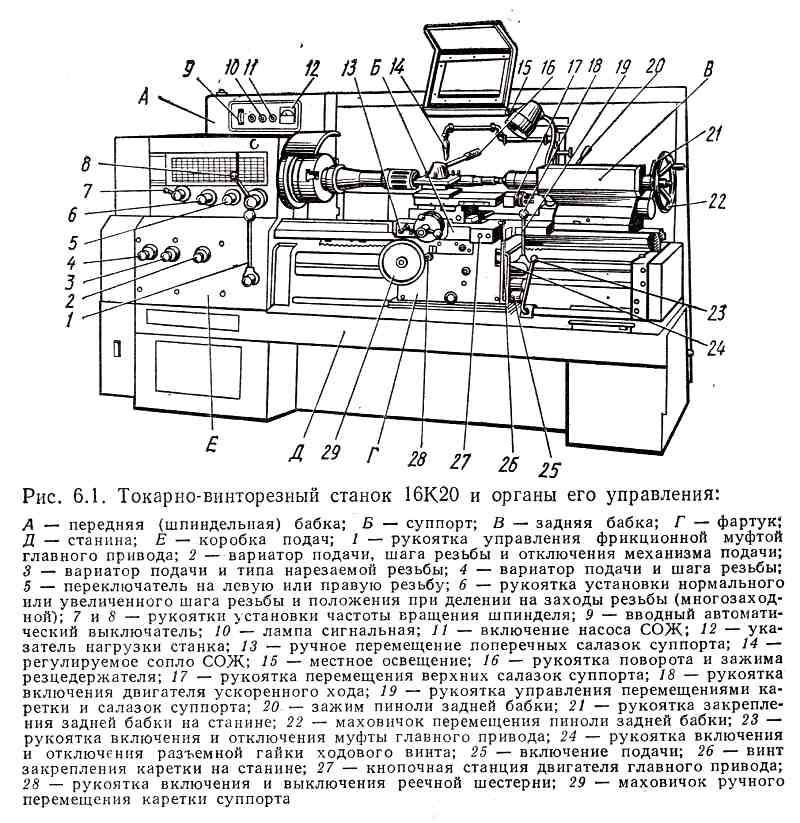
Органы управления токарно-винторезных станков на примере модели 16К20
Токарно-винторезный станок с ЧПУ имеет более сложную компоновку. Это связано с тем, что подобное оборудование может работать без вмешательства оператора на промежуточных этапах.
Какие детали может обрабатывать
На токарных станках могут обрабатываться детали, имеющие вид тела вращения. К ним относятся:
- валы;
- оси;
- диски;
- цапфы;
- фланцы;
- муфты;
- кольца;
- втулки;
- гайки и т. д.
Кроме этого, можно сделать нарезку внутренней и наружной резьбы, точение и растачивание различных поверхностей, подрезание торцов, точение внутренних и наружных канавок, сверление, развертывание отверстий и т. д.
Как видим, токарный станок служит для множества операций и необходим в любом производстве. Рассматривая различные виды оборудования, нужно иметь в виду, что возможность установки дополнительного оборудования позволяет значительно расширить производимые операции.
Поговорим о двигателях
 Коллекторный двигатель
Коллекторный двигатель
На торцевых устройствах устанавливаются коллекторные и асинхронные двигатели. Чем они отличаются? Коллекторный двигатель имеет высокий показатель крутящего момента, но уступает асинхронному двигателю в простоте обслуживания (замена щеток). Второй двигатель отличается долгим сроком службы и меньшим уровнем шума.
Двигатель приводит в движение режущий элемент. Крутящий момент диска обеспечивается двумя типами передачи – за счет ремней или зубьев. Каждый тип передачи имеет ряд достоинств и недостатков: например, зубчатая передача исключает возможность проскальзывания (холостого хода) во время запредельных нагрузок. Ремневой тип передачи крутящего момента меньше нагружает мотор и способствует его долголетию. Однако ремни часто рвутся в неподходящий момент, останавливая работу.
 Асинхронный двигатель
Асинхронный двигатель
Торцовочный аппарат имеет большую ширину реза, который дополнительно ограничивается при работе под углом. Угол реза увеличивается за счет установки штанги вдоль линии реза.
Технические характеристики
При выборе наиболее подходящей модели всегда рассматриваются технические характеристики. Они определяют особенности работы и возможность применения в той или ной ситуации.
Основные технические характеристики заносятся в описание. К ним можно отнести:
- Количество оборотов: минимальный и максимальный показатель. Основные технические характеристики определяют возможность обработки по заданным параметрам. Создавая чертеж технолог указывает то, при какой скорости вращения должно проходить резание.
- Класс точности. В чертеж заносятся данные о том, с какой точностью должна проводится обработка. В ГОСТ установлены нормы определения класса точности, по которым маркируется оборудование.
- Для того чтобы можно было регулировать показатель скорости вращения шпинделя устанавливается коробка передач. Установленные стандарты ГОСТ требуют указания в паспорте число передач.
- Деталь может иметь самые различные размеры, что определяет возможность установки.
- Вес и габаритные размеры.
- Величина подачи и максимального перемещения по оси.
Все технические характеристики можно узнать их паспортных данных и другой документации.
Общий вид токарно-винторезного станка
Основные параметры и возможности
Токарно-винторезные станки используются для работы по металлу уже достаточно давно.
Данное оборудование постоянно совершенствуется и дополняется новыми функциями, что дает возможность проводить еще более сложные работы.
Все современные агрегаты состоят не только из рабочих органов, но и устройств ЧПУ, которые дают возможность наладить автоматическое управление всеми рабочими операциями.
Они обладают достаточной точностью для выполнения операций практически любой сложности.
Данного класса станки достаточно просто обслуживать, особенно если они дополнительно оснащены управляющим устройством ЧПУ.
Такие универсальные агрегаты достаточно долговечны даже при активной эксплуатации.
Даже настольный вариант станка имеет хорошую производительность и способен решать многие задачи по своему прямому назначению.
ВАЖНО ЗНАТЬ: Особенности горизонтально фрезерных станков по металлу
Такие устройства имеют жесткую и прочную станину, выполненную преимущественно из стали.
Для крепления заготовок в них используется либо усовершенствованный патрон, либо специальные центры, расположенные в области рабочей зоны.
Видео:
https://youtube.com/watch?v=o6jnsOUivS0







В агрегатах данного типа и класса отмечается стабильная фиксация рабочего резца за счет некоторых конструктивных особенностей держателя.
Станок, в том числе и настольный, имеет шпиндель, который особым образом устанавливается на подшипниках качения, относящихся к прецизионной группе.
Для обеспечения максимальной безопасности, в станках предусматриваются специальные комплексы в виде блокирующих и ограждающих механизмов.
В большинстве модификаций станков токарно-винторезного класса предусмотрено удобное отключение суппорта, которое происходит за счет нажатие на устройство, расположенное на фартуке агрегата.
Оборудование данного класса выпускается на протяжении многих лет, при этом качество выполнения всевозможных работ по металлу, даже на устройствах раннего выпуска, всегда оставалось на высоком уровне.
Современные агрегаты, конечно, имеют более высокие технические характеристики, что позволяет добиться еще более качественной обработки всевозможных металлических поверхностей.





