

Регулировка токарного станка 1ис611в
Регулирование подшипников шпинделя:
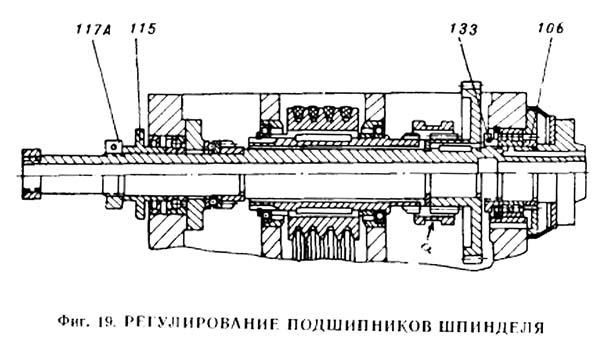
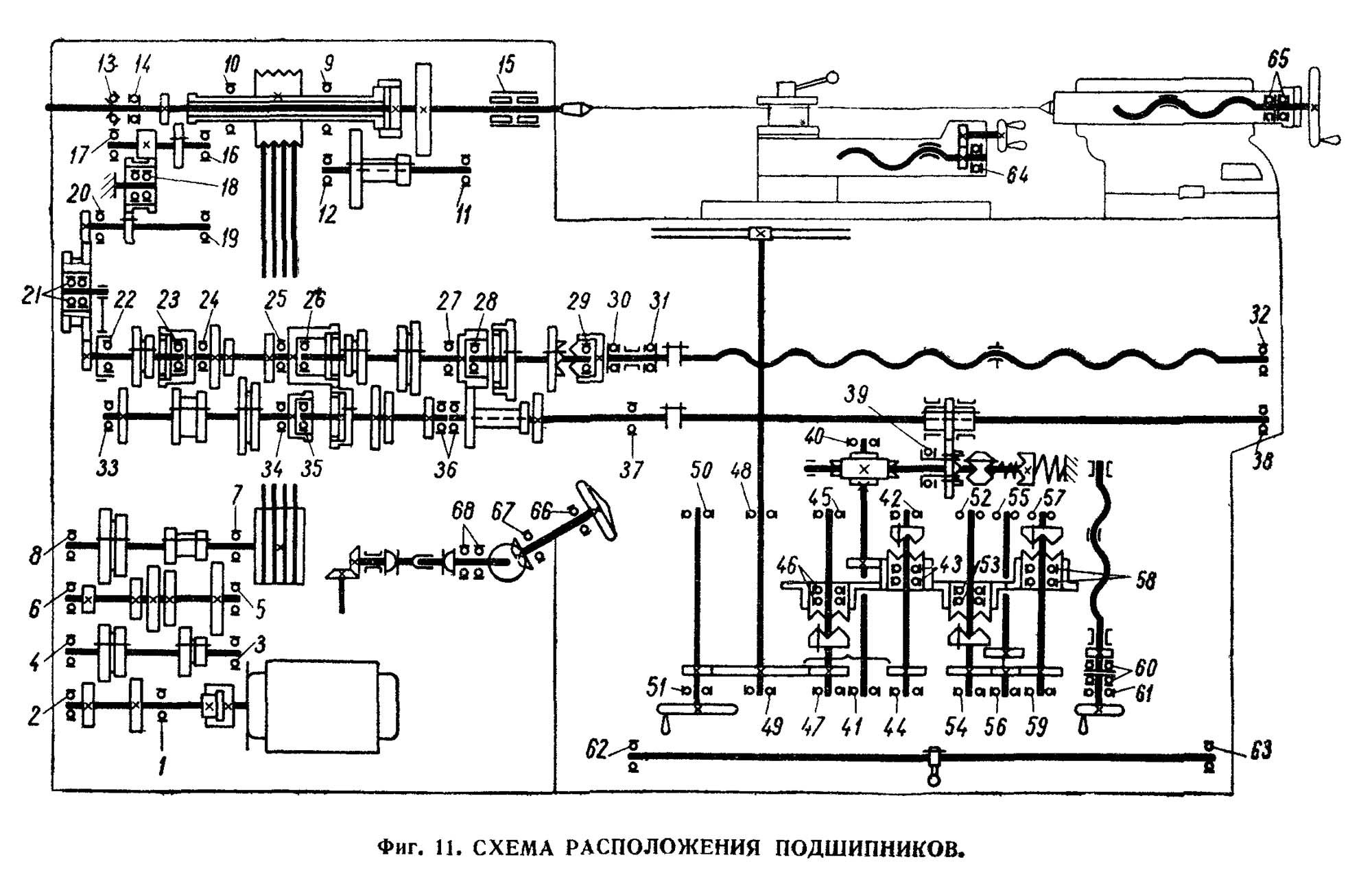
Регулирование пошипников шпинделя станка 1ис611в
Регулирование радиального зазора переднего подшипника шпинделя производится следующим образом:
Наружное кольцо подшипника устанавливают в корпус, после чего замеряют внутренний диаметр кольца — Д.
На конусную шейку шпинделя устанавливают внутреннее кольцо подшипника с роликами и натягивают его с помощью втулки с длинным направлением до тех пор, пока размер диаметра по ратинам не достигнет величины Д + (2…3 мкм).
После этого втулку удаляют и фиксируют подшипник гайкой 133.
Регулирование осевого зазора в задних подшипниках производится ганкой 117А через диск 115. Для этого необходимо нажать на передний центр по направлению оси шпинделя и подтянуть гайку 117А и диск 115 до касания с подшипником, сохраняя плавность вращения.
Регулирование натяжения ремней
Регулирование натяжения ремней (фиг. 20) производится следующим образом: ослабить винты, крепящие плиты 017 и 018 к тумбе станка, вращением винта 121 переместить плиты с укрепленным на них редуктором.
Оглавление
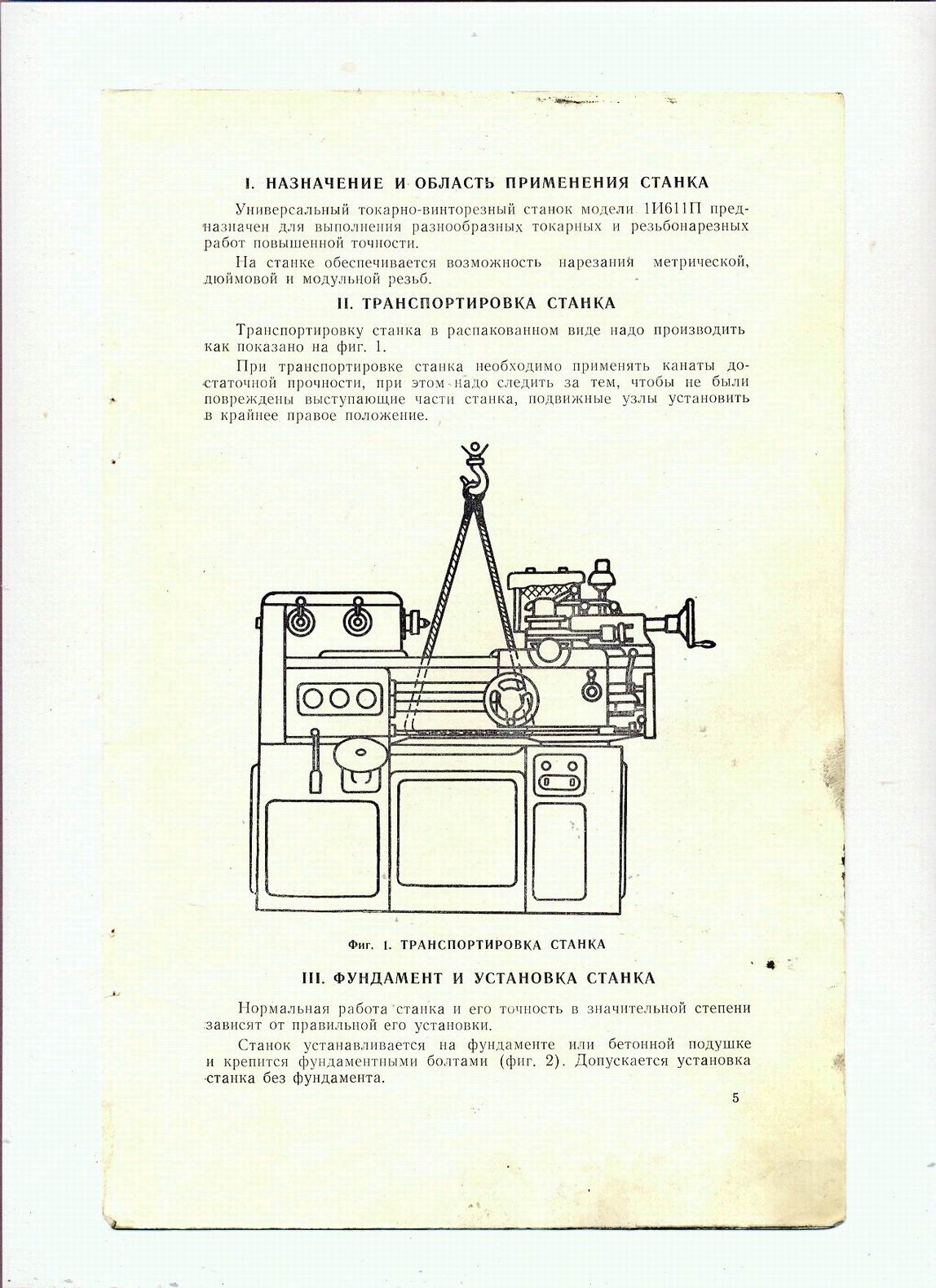
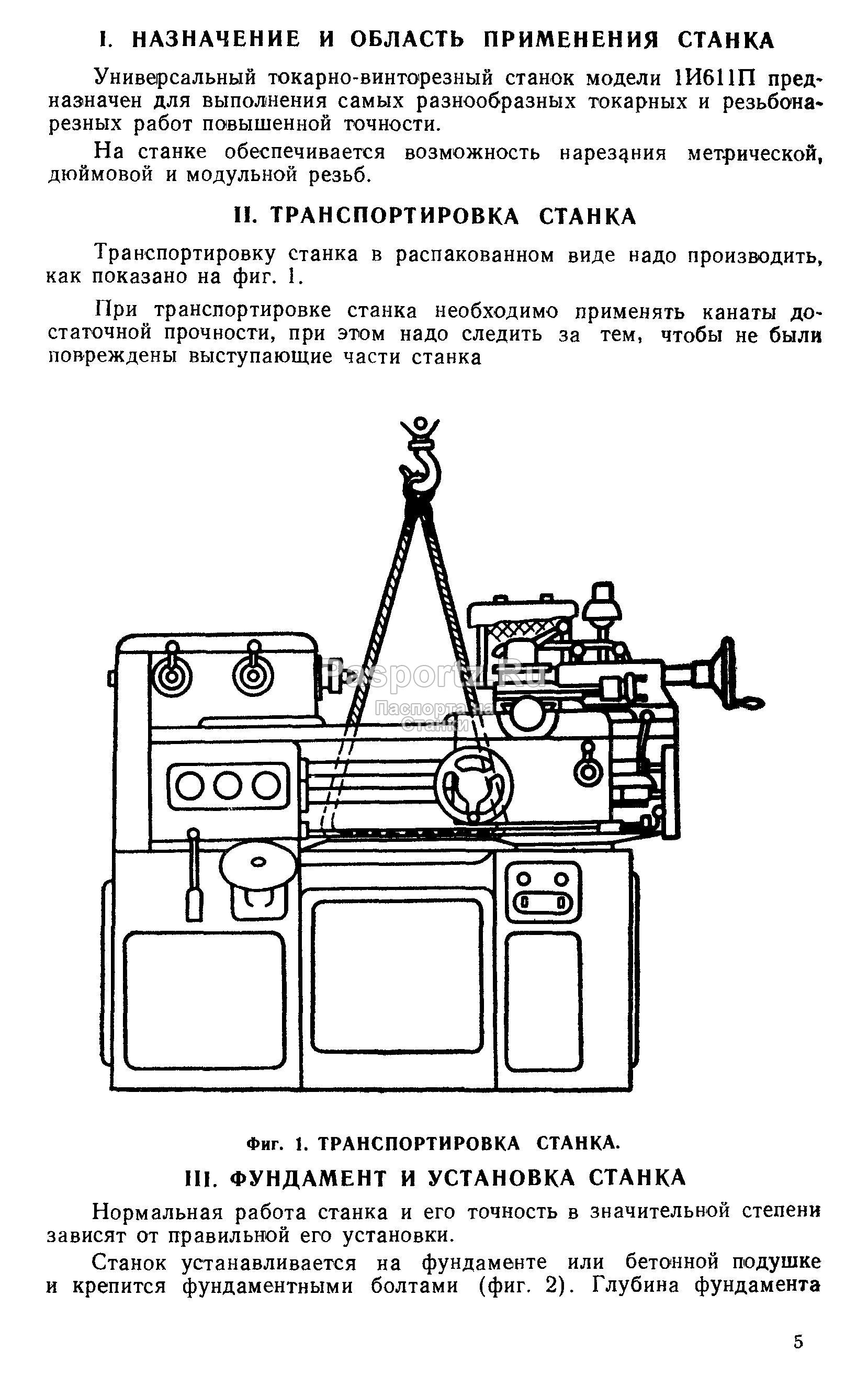
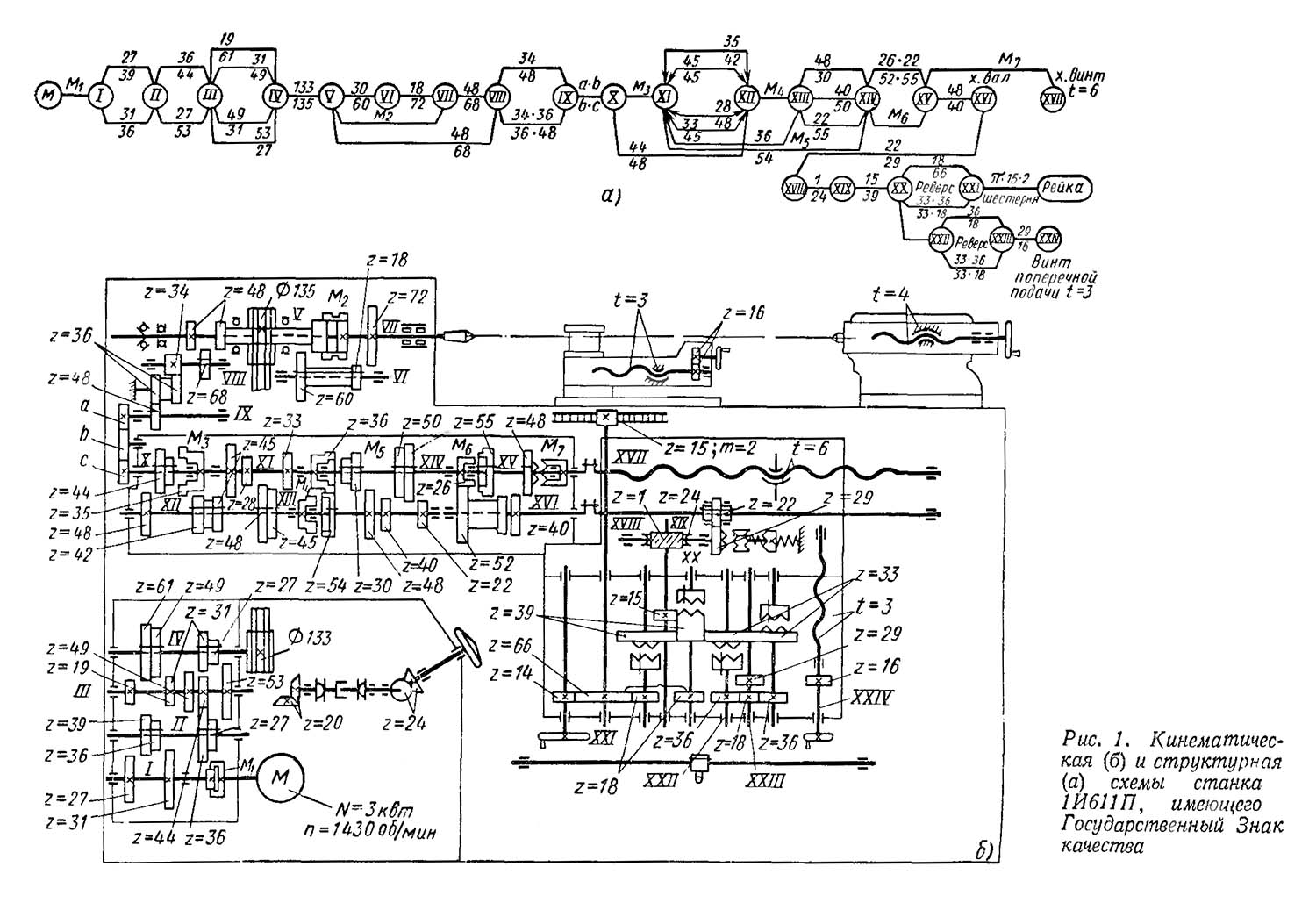
Токарно-винторезный станок 1П611 является универсальным станком и предназначен для выполнения разнообразных токарных работ повышенной точности в патроне или центрах, в том числе нарезание метрических, дюймовых, питчевых и модульных резьб. Данный станок более высокого класса, позволяет обрабатывать детали с большой точностью размеров, геометрических форм чем обычные токарные станки.
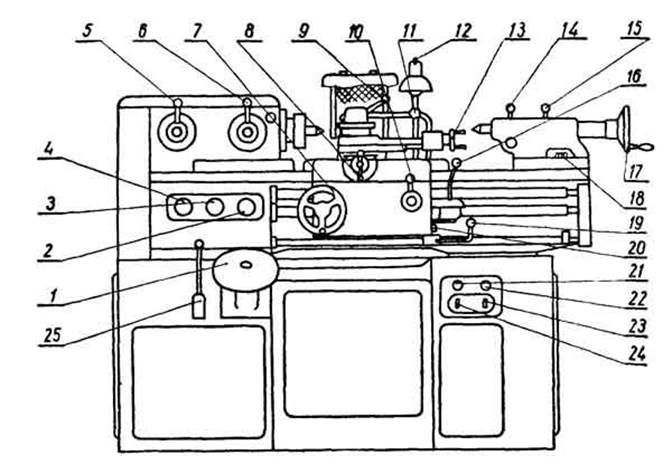
Устройство токарного станка 1П611
- Станина станка;
- Тумба;
- Редуктор;
- Механизм управления;
- Передняя бабки;
- Гитара;
- Коробка подач станка;
- Фартук станка;
- Суппорт станка;
- Задняя бабка;
- Конусная линейка;
- Система охлаждения;
- Неподвижный люнет;
- Подвижный люнет;
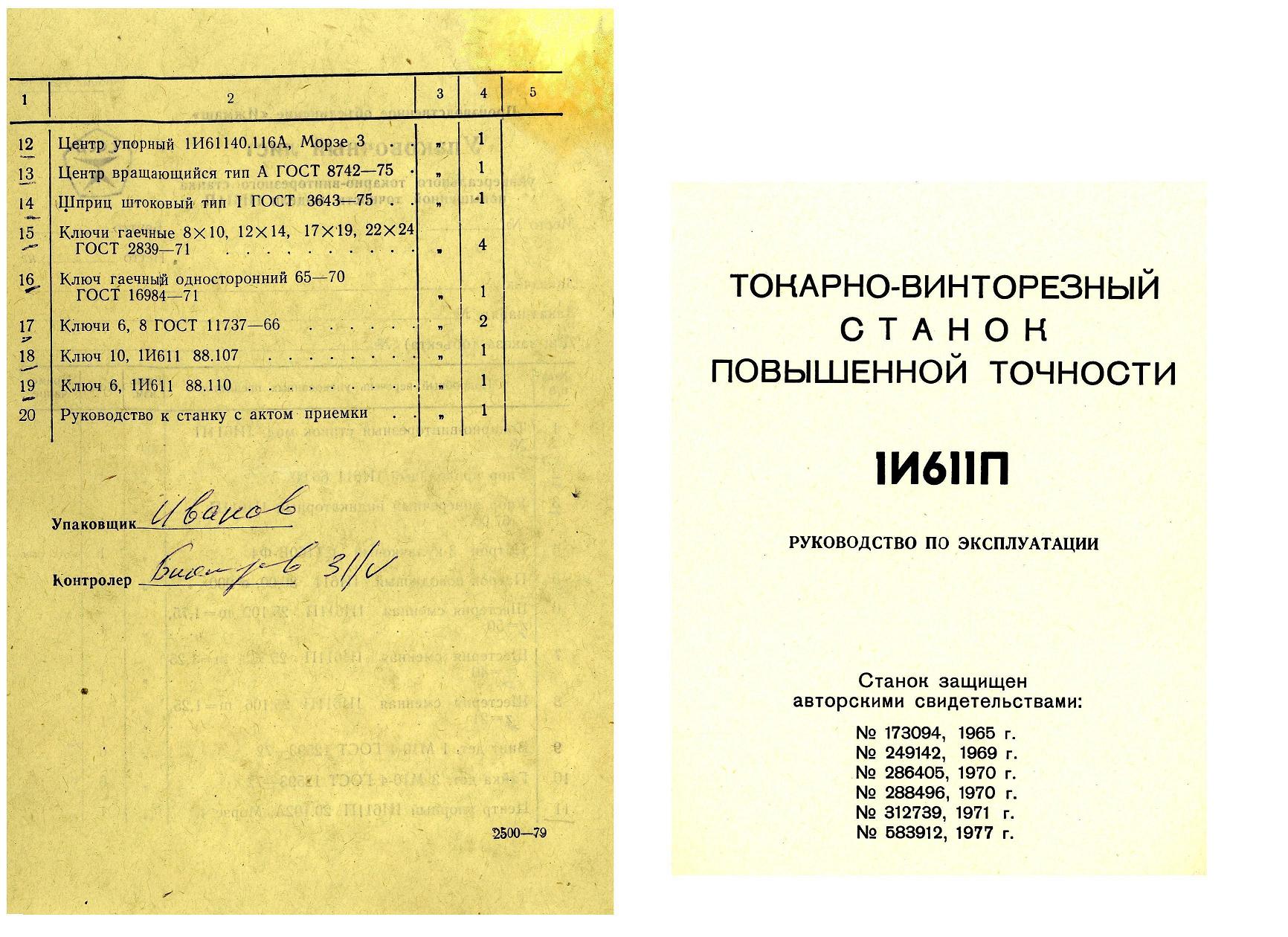
- Принадлежности;
- Защита;
- Электрооборудование;
- Переключатель
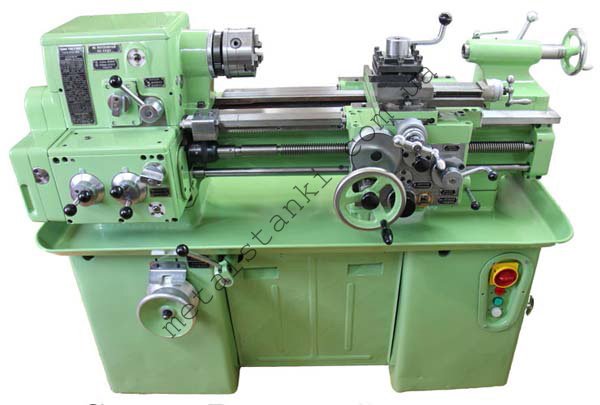
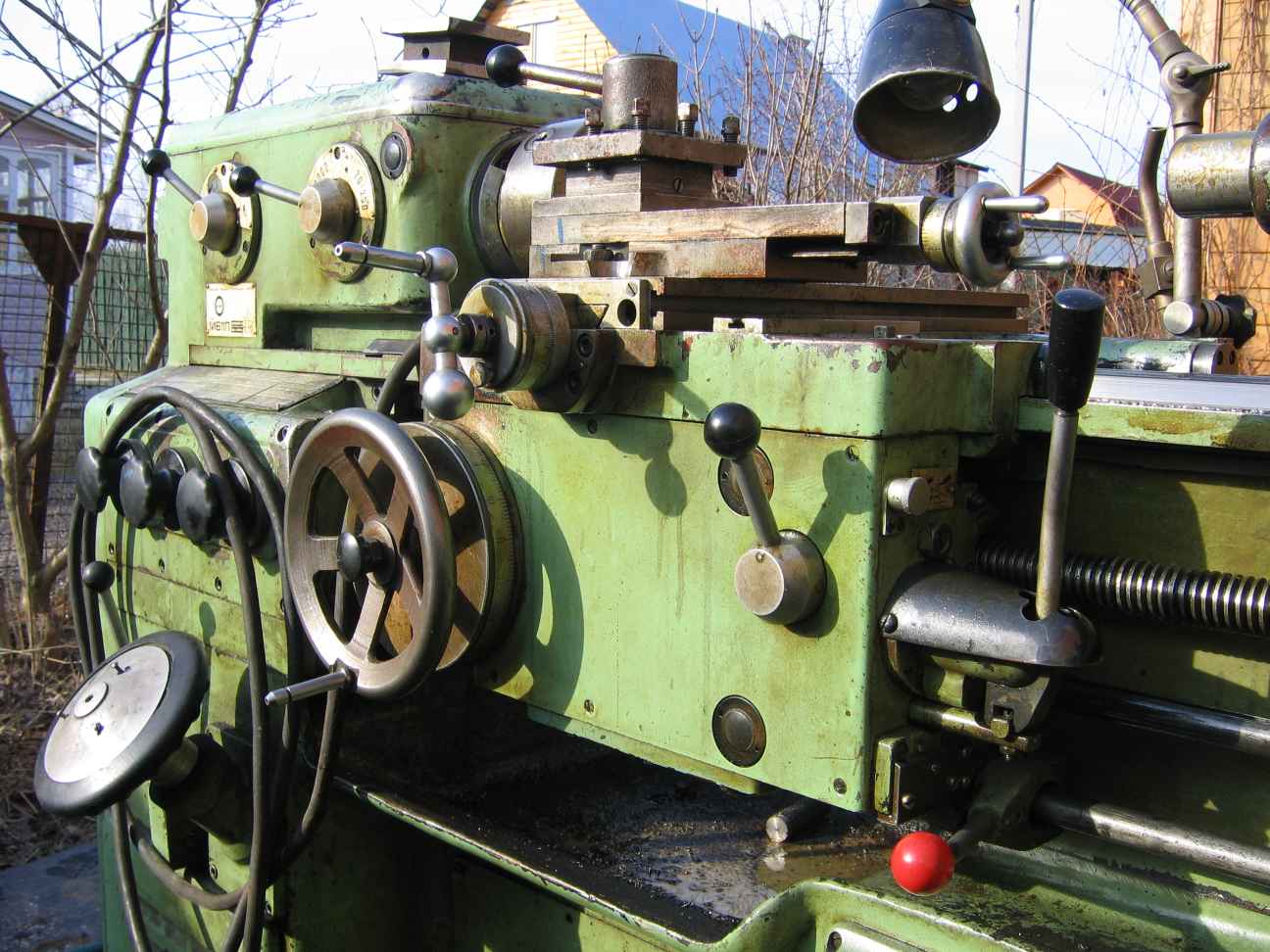
фото:токарный станок 1П611
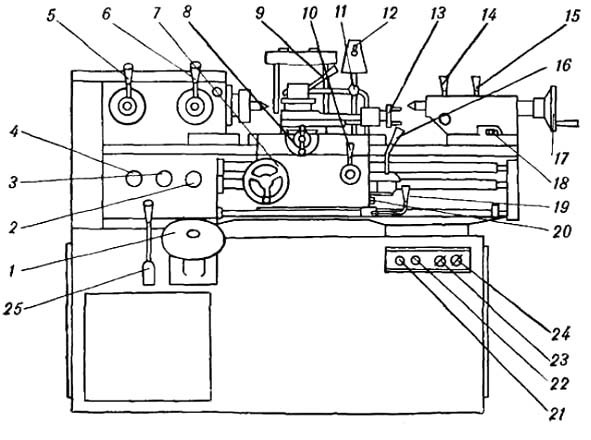
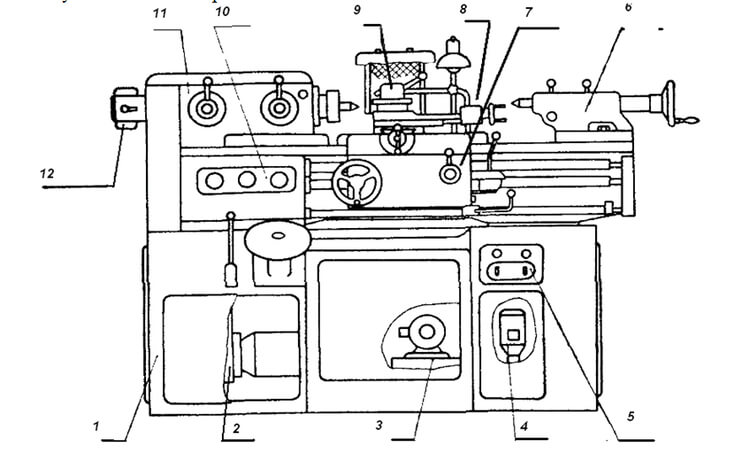
Органы управления токарного станка 1П611
- Выключатель;
- Включение освещения;
- Включение охлаждения;
- Ручка перегрузочной муфты;
- Ручка механического продольного и поперечного перемещения;
- Ручка ручного поперечного перемещения;
- Ручка ручного продольного перемещения;
- Ручка включения маховика;
- Зажим резцедержателя;
- Маховик изменения частоты вращения шпинделя;
- Ручка изменения реверса вращения шпинделя и торможения;
- Ручка переключения подач;
- Ручка переключения подач;
- Маховик зажима цанги;
- Ручка трензеля и зажима маточной гайки;
- Ручка переключение с резьбы на подачу;
- Ручка переключение ходового винта и валика;
- Ручка перебора;
- Ручка зажима пиноли задней бабки;
- Ручка верхней каретки;
- Ручка зажима задней бабки;
- Ручка маслонасоса
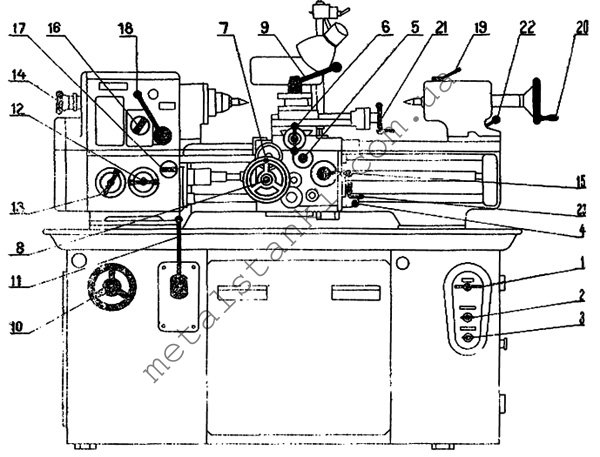
фото:органы управления токарного станка 1П611
Передняя бабки токарного станка 1П611
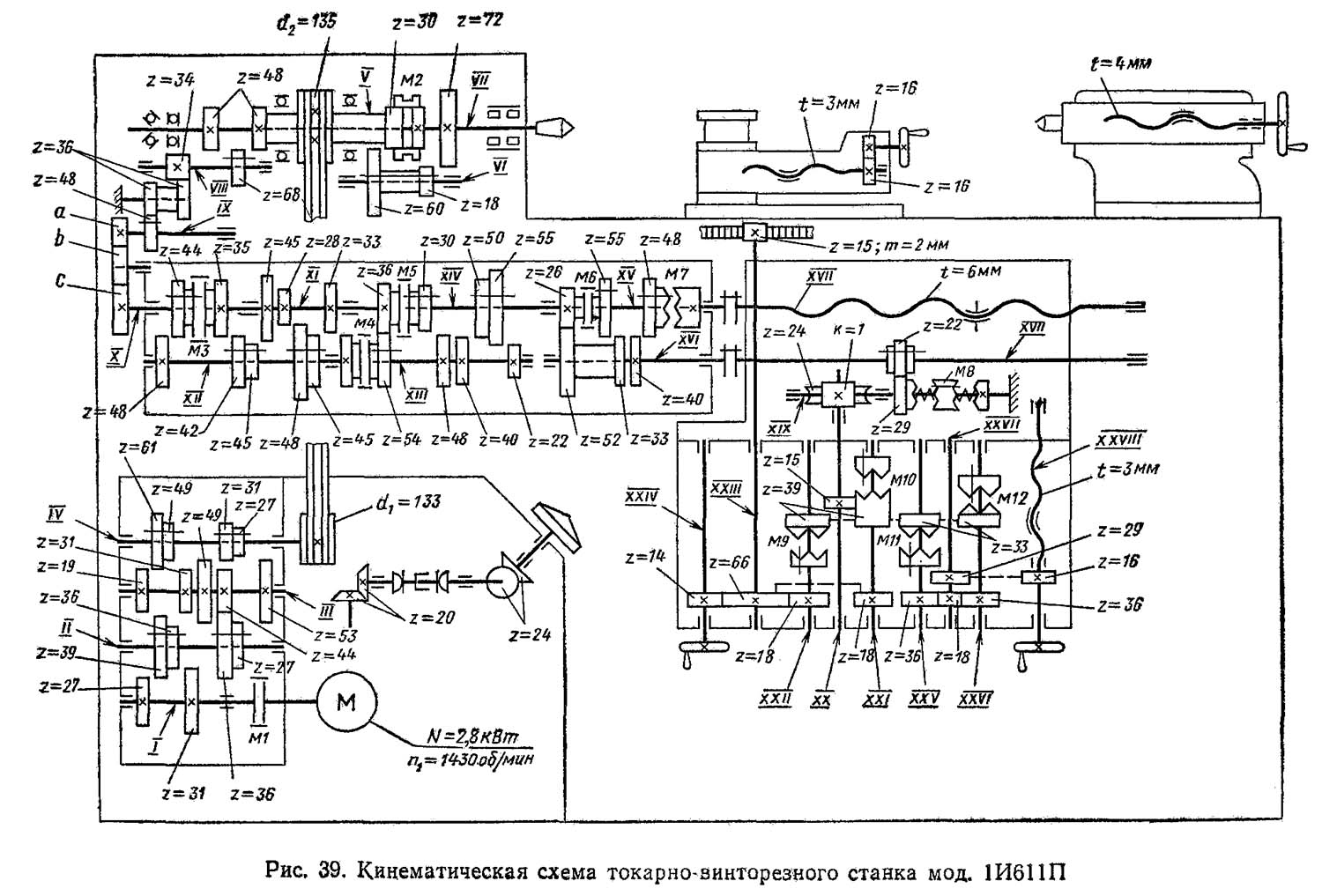
Передняя бабки устанавливается в левой верхней части станины. Состоит из следующих элементов: шпиндель 31б,переборные шестерни 32,33,привод подачи и механизм управления.
Вращательное движение шпиндель получает от шкива 104а либо через перебор, либо через зубчатую муфту 61. Шпиндель имеет 14 ступеней скоростей и частоту вращения 33,5-3000 оборотов в минуту. В передней опоре шпинделя установлены роликовый подшипник 1 , воспринимающий радиальные нагрузки и два упорных подшипника, воспринимающие осевые нагрузки. В задней опоре установлен радиально упорный подшипник 3.
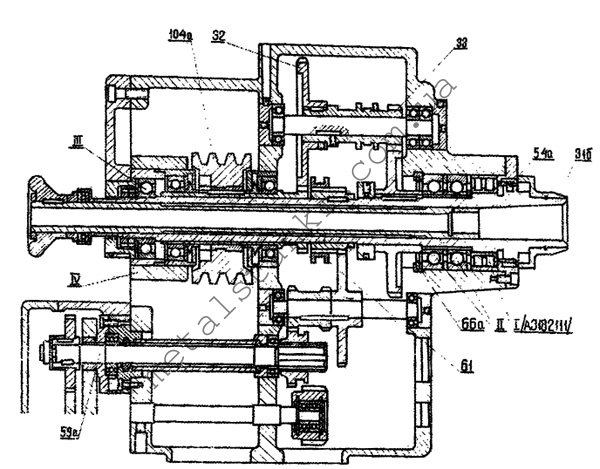
фото:передняя бабки токарного станка 1П611
Гитара токарного станка 1П611
Гитара сменных зубчатых колес предназначена для нарезания различных резьб. Состоит из корпуса 81а, прикрепленного к передней бабки и коробки приклона 11 и крышки 82а. Приклон проворачивается на фланце выводного вала передней бабки и фиксируется в нужном положении болтом 1. Настройка привода подачи обеспечивается установки различных наборов сменных зубчатых колес.
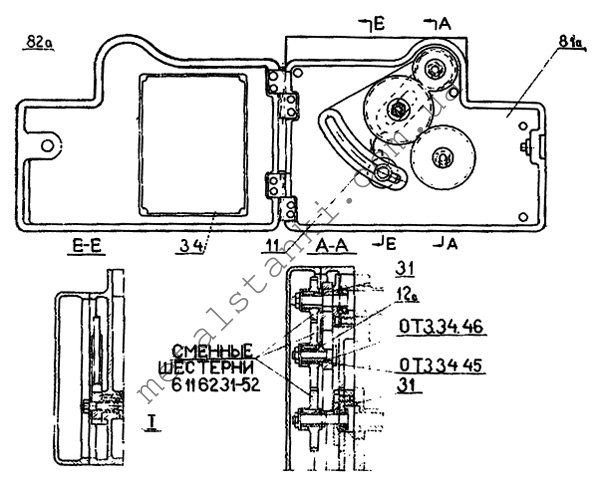
фото:гитара токарного станка 1П611
Суппорт токарного станка 1П611
Суппорт пере перемещается по двум призматическим направляющим в продольном направлении станины. Снизу к продольным салазкам крепится фартук. В верхней части по направляющим продольных салазок перемещаются поперечные салазки. Перемещаются при помощи винта 31. Сзади и сверху на салазках выполнены Т-образные пазы, предназначенные для монтажа заднего резцедержателя. Резцедержатель 33а установлен на верхней каретке.
Смазка подшипников суппорта осуществляется при помощи шариковых масленок.
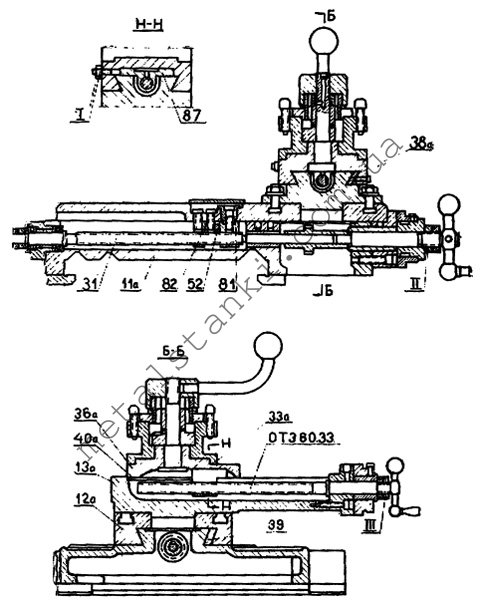
фото:суппорт токарного станка 1П611
Задняя бабка токарного станка 1П611
Задняя бабка предназначена для поддержания длинных заготовок центром во избежание радиального биения, а также для установки режущего инструмента (сверло, метчик, плашка).
Задняя бабка монтируется на плоские направляющие станины. Фиксируется положение бабки при помощи эксцентрикового прижима 40. Смещение в поперечном направлении корпуса задней бабки 11а осуществляется двумя винтами 43. Данное смещение необходимо при точении конусов. В Корпусе перемещается пиноль 31а. Пиноль прижимается с помощью рукоятки 2, стягивающие сухари 33 и 42а.






Смазка задней бабки осуществляется шариковой масленкой.
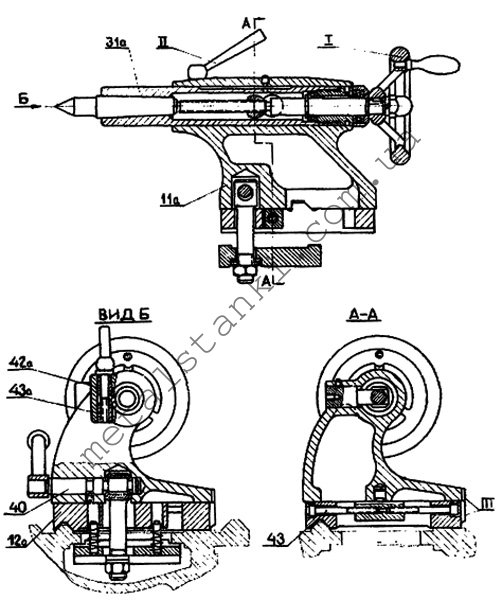
фото:задняя бабка токарного станка 1П611
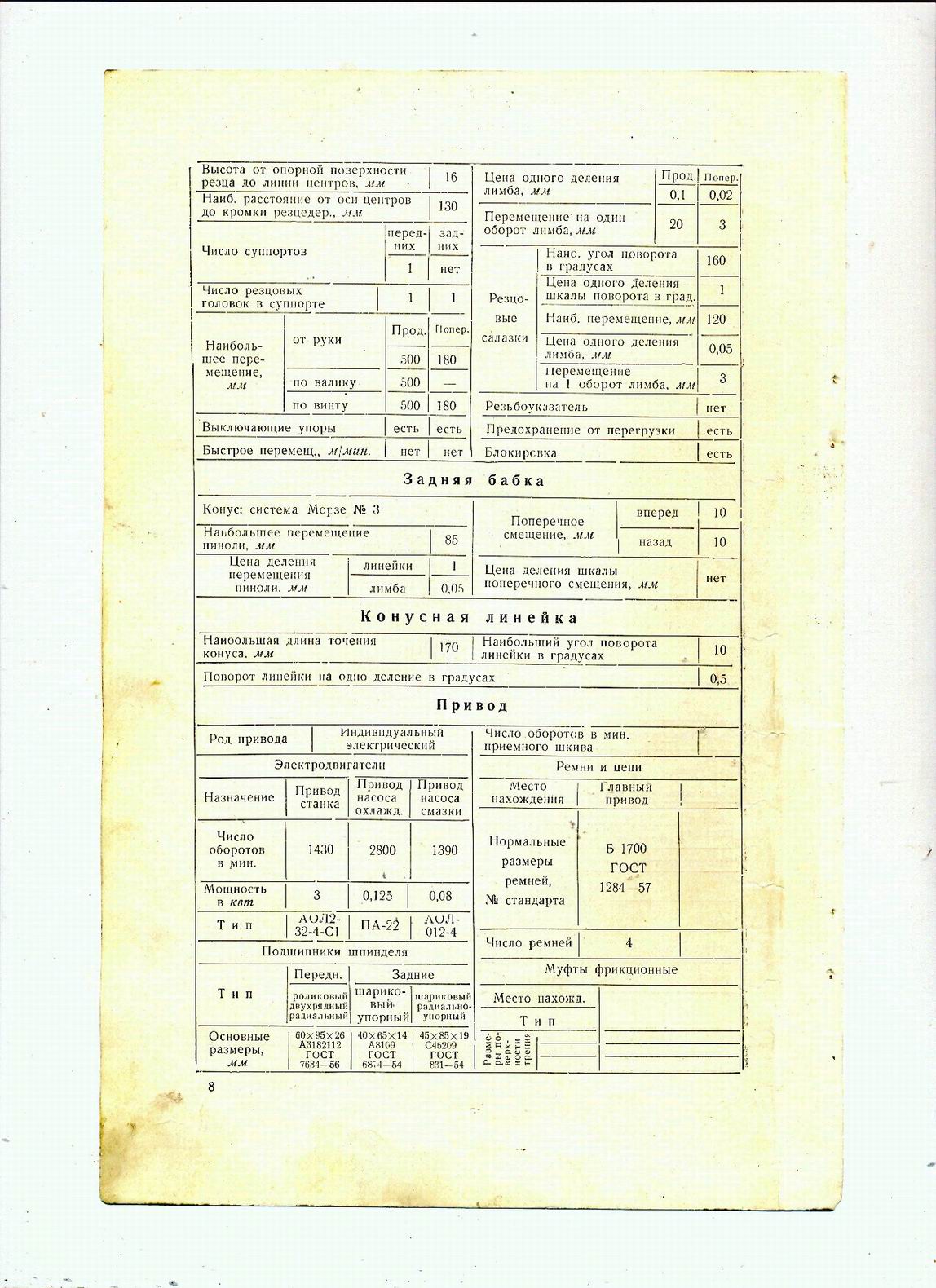
Технические характеристики токарно-винторезного станка 1П611
| Основные параметры | 1П611 |
|---|---|
| Высота центров над станиной,мм | 135 |
| Расстояние между центрами,мм | 500 |
| Наибольший диаметр обрабатываемой заготовки,мм: | |
| над суппортом | 145 |
| над станиной | 250 |
| прутка в патроне | 25 |
| прутка в цанге | 16 |
| Наибольшая длина проточки,мм | 450 |
| Число скоростей шпинделя | 14 |
| Частота вращения шпинделя, об/мин | 33,5-3000 |
| Пределы продольных подач,мм/об | 0,05-0,7 |
| Пределы поперечных подач,мм/об | 0,025-0,35 |
| Диаметр отверстия шпинделя,мм | 26,5 |
| Конус шпинделя | Морзе 4 |
| Наибольшее перемещение пиноли задней бабки,мм | 70 |
| Конус пиноли | Морзе 3 |
| Габариты станка,мм: | |
| длина | 1510 |
| ширина | 700 |
| высота | 1360 |
| Вес станка,кг | 560 |
https://youtube.com/watch?v=5y5JL2bUNPo
Общие сведения
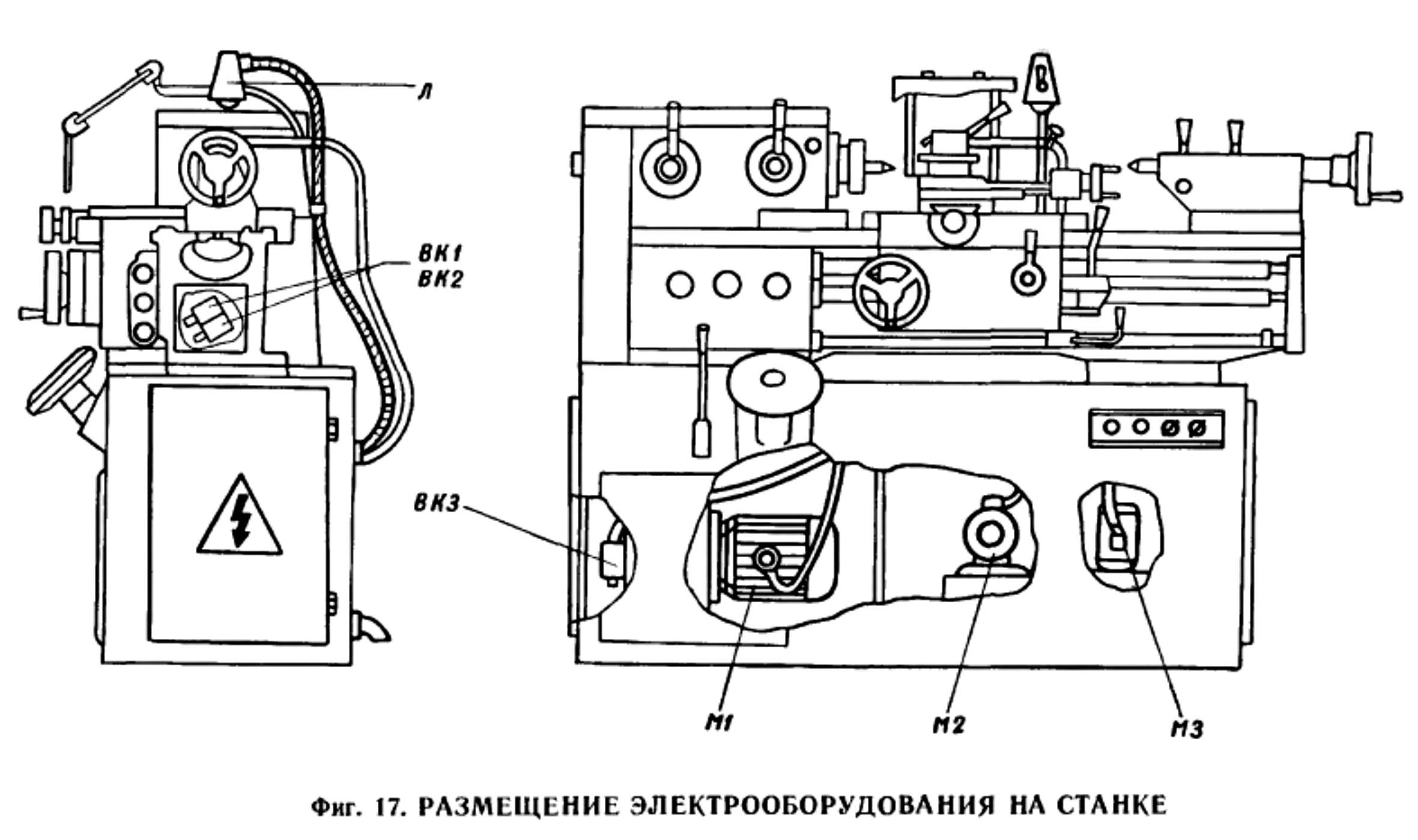
На станке установлены три трехфазных асинхронных электродвигателя:
Электродвигатель главного привода 1Д.
Электродвигатель смазки 2Д.
Электродвигатель насоса охлаждения ЗД.
Электродвигатели и аппаратура рассчитаны на включение в сеть с частотой и номинальным напряжением, соответствующим заказу. Напряжение местного освещения 36 в. и цепи управления 127 в. Динамическое торможение напряжением 60 в. постоянного тока.
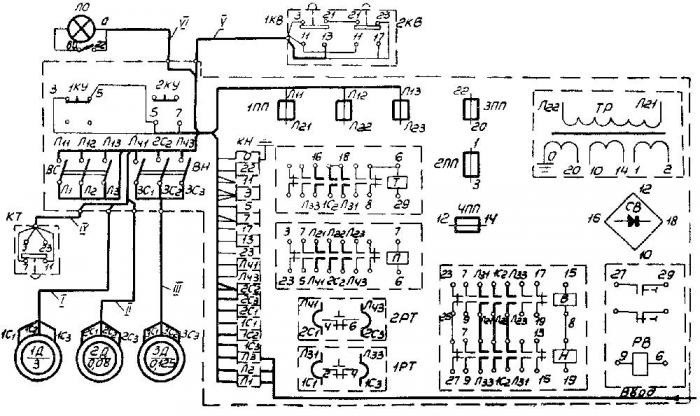
Рисунок – Монтажная электросхема
Описание работы электросхемы
Подключение электрической части станка к сети осуществляется пакетным выключателем ВС. Затем кнопкой 2КУ через магнитный пускатель П происходит включение электродвигателя смазки 2Д. После этого рукояткой валика управления, который связан с конечными выключателями 1КВ и 2КВ, осуществляется включение главного привода 1Д через реверсивный магнитный пускатель В (вперед) или Н (назад).

Рисунок – схема электрическая принципиальная
После включения одного из пускателей В или Н включается реле времени РВ и замыкает свой нормально разомкнутый контакт, подготавливая цепь для динамического торможения через пускатель Т. Пускатель Т включается после установки рукоятки валика управления в нейтральное положение через нормально замкнутые контакты конечных выключателей 1KB, 2КВ и магнитных пускателей В, Н. При этом катушка реле времени отключается, а его контакт размыкается с выдержкой времени и отключает пускатель Т.- Величина выдержки времени настраивается на время, необходимое для полного останова электродвигателя главного привода 1Д, но не более 2,5 сек, так как настройка на более длительное время может привести к выходу из строя селенового выпрямителя и трансформатора. Динамическое торможение происходит путем подачи постоянного тока через селеновый выпрямитель СВ в обмотку статора электродвигателя. Конечный выключатель КТ служит для притормаживания электродвигателя 1Д в момент переключения шестерен редуктора на ходу. Включение электронасоса охлаждения производится пакетным выключателем ВН при работающем электродвигателе смазки 2Д. Включение освещения осуществляется тумблером ВО.
Защита и блокировка
Защита электрооборудования станка от коротких замыканий обеспечивается плавкими предохранителями 1ПП, 2ПП, ЗПП, 4ПП.
Защита электродвигателей 1Д и 2Д от перегрузки осуществляется тепловыми реле 1РТ и 2РТ.
Нулевая защита схемы обеспечивается пускателем П. В схеме предусмотрены электрические блокировки магнитных пускателей с целью исключения возможности одновременного их включения.
Эксплуатация электрооборудования
При эксплуатации электродвигателей необходимо обращать внимание на их смазку. Не реже двух раз в год проверять шарикоподшипники и заменять старую смазку новой. Промывать подшипники следует бензином, употребление керосина не допускается
В случае сильного износа шарикоподшипники должны быть заменены новыми
Промывать подшипники следует бензином, употребление керосина не допускается. В случае сильного износа шарикоподшипники должны быть заменены новыми.
Электродвигатели и аппаратуру необходимо регулярно очищать от пыли и грязи сухой тряпкой. Во избежание разъедания слоя изоляции не допускается промывать обмотки электродвигателей бензином или керосином.
Не реже одного раза в декаду следует проверять состояние контактных соединений и проводов, подводящих ток к электродвигателям.
Необходимо также проверять плотность контакта болта заземления. Следить за исправностью магнитных пускателей, своевременно подчищать подгоревшие контакты наждачным полотном или бархатным напильником. Смазывать контакты нельзя. Износившиеся контакты должны быть своевременно заменены новыми.






Коррозия на магнитопроводах электроаппаратов вызывает усиленное гудение, поэтому их рабочие поверхности периодически должны смазываться машинным маслом и затем протираться насухо.
Не рекомендуется выключать станок пакетным выключателем ВС во время его работы.
В случае отключения электродвигателя тепловым реле необходимо выявить причину и после 15-минутного перерыва кнопкой включить тепловое реле. Только после этого можно продолжать работу.
Тепловые реле имеют регулировку в пределах 25% от номинального тока.
Устройство станка – основные узлы и механизмы
Составные элементы станка обуславливают его высокие технические характеристики и расширенную сферу применения. Винторезная модель обладает рядом своих преимуществ из-за использования качественных и профессиональных деталей.
Станина
Станина в станке ИЖ неподвижная. Ее разборка не требуется, так как конструкция не предусматривает переключения режимов, проведение смазки во время работы. Станина противоударная, собрана из качественного, толстого и прочного металла. Она защищает от получения электрического удара сотрудника.
Передняя бабка
В центре передней бабки есть шкив на гильзе. Он заставляет вращаться узел, который соединяется с редуктором ремнями. В результате работы узла получится 12 скоростей вращения плюс столько же через перебор.
В передней бабке установлен механизм, который позволяют увеличивать шаг резьбы. Есть трензель, необходимый для передачи вращения на коробку передач. Передняя бабка с блокировочным механизмом.
Задняя бабка
Задняя бабка в модели станка относится в округленному типу. Пинол отвечает за плавность хода. Устройство обеспечивает характерный плавный переход и поддержание во время действия режущего инструментария.
Шпиндель
Размер входа равен 2,5 сантиметрам, в то время как прутка отличается в меньшей сторону на 1 мм. Частота вращения минимальная от 20, максимальная до 2 тысяч оборотов в минуту. По ГОСТу конец — 4, размер внутреннего конуса — 4 М.
Суппорт и фартук
Узел рассматриваемой модели станка, на котором сверху расположен суппорт, имеет относительно небольшие размеры в сравнении в другими видами оборудования. Внутри есть механизм, отвечающий за трансформацию вращательного движения ходового вала и ходового винта.
Коробка подач
Длина хода каретки — 50 сантиметров. Предел продольной подачи — до 1,8, поперечной — до 0,9. Отличительной особенностью является отсутствие скорости быстрых перемещений суппорта (обеих). Отметим, что пределы производимых резьб (в миллиметрах):
- метрических — 0,2 — 48;
- дюймовых — 24 — 0,5;
- модульных — 0,2 — 30.
Коробка скоростей
Редуктор из четырех осей с шестернями. При помощи фланцев он соединяется с двигателем. Натяжение ремней регулируется тумбами.
Обслуживание и ремонт
Обслуживание заключается в поддержании уровня масла в системе смазки и периодической очистки от стружки магнитов на спускных пробках масляного бачка и редуктора.
- Смазка в передней бабке производится индивидуальным шестеренчатым насосом. Емкость масляного бачка – восемь литров.
- Смазка суппорта и фартука производится плунжерным насосом, установленным в нижней части фартука.
- Смазка механизмов редуктора и коробки подач осуществляется разбрызгиванием масла, налитого в корпус каждого узла.
- Общее количество масло необходимого для станка – 11 литров. При техническом осмотре следят за наличием масла через глазки указателей масла.
- Запрещается попадание масло или эмульсии на электрооборудование.
- Подшипники двигателей осматриваются не реже двух раз в год.
В случае выключения станка системами защиты, включать его повторно можно, только когда будет установлена причина отключения.
Как работать со станком
Внимание стоит обратить на технику безопасности. Изначально включается насос, а уже потом после смазывания деталей происходит включение электрической сети
Невыполнение этого правила грозит замыканием и небезопасно для специалиста.
Время работы не указано в паспорте. Станок относится к профессиональный виду, потому может работать бесперебойно несколько часов. Главное следить за тем, чтоб происходила смазка деталей.
1И611П — универсальное оборудование для промышленных целей. Но встречается оно в домашних мастерских. Выбирая устройство внимательно проверяйте его технические характеристики на практике самостоятельно.
Задняя бабка токарного станка 1и611п
Задняя бабка предназначена для поджатия длинной заготовки, во избежание радиального биения и несоосности. Задняя бабка закрепляется жестко к направляющим станины рукояткой через эксцентрик и тягу. Для обработки конусности, корпус задней бабки может смещаться от линии центров на 10 мм в обе стороны.
Положение пиноли фиксируется рукояткой, установленной в корпусе.
4 Электрическая схема станка и ее особенности
Установка работает от трех двигателей – насоса охлаждения, смазки и главного привода. Все они асинхронные трехфазные. К сети электрооборудование станка подключается выключателем (пакетным). Двигатель смазки запускается посредством магнитного устройства. И только после этого можно включать главный двигатель, используя валик управления (он снабжен рукояткой), в одно из двух направлений («Назад» и «Вперед»).




Когда пускатель находится во включенном состоянии, автоматически начинает функционировать реле времени, которое готовит цепь к торможению (динамическому) через второй пускатель (он маркируется буквой «Т»). Этот «Т»-пускатель запускается после того, как управляющий валик ставят в нейтральное положение.
Насос охлаждения запускается (только при включенном двигателе смазки) выключателем с маркировкой «ВН». А при помощи тумблера «ВО» можно включать локальное освещение установки. Притормаживание двигателя осуществляется посредством тумблера «КТ» (конечный выключатель).
Станина токарно-винторезного станка 1и611п
Станина токарного станка 1и611п устанавливается на монолитной тумбе. Имеет две плоские и две призматические равнобокие направляющие. Передняя призма служит базой для монтажа передней бабки. Спереди станины расположена полка для защиты ходового винта от эмульсии и стружки. Внутри станины смонтированы электродвигатель с редуктором главного движения, а также система охлаждения и смазки. Кроме этого, внутри тумбы расположен резервуар для сбора СОЖ. Справа станины установлена панель электрооборудования.
Основные размеры оборудования
Они указаны в ГОСТ 440-57 (не действует).
К таким размерам относят (мм):
- диаметр заготовки, устанавливаемый над: станиной – 250;
- суппортом – 145;
длина заготовки – 500;
от станины до центров – 135;
диаметр отверстия в шпинделе – 26,5;
перемещение суппорта:
- продольное – 580;
поперечное – 150;
длина передвижения пиноли – 70;
габарит станка (L*B*H) – 1510*700*1360.
Рабочие параметры:
- мощность:
- двигателя – 1,7 квт;
- насоса СОЖ – 120 Вт.
- число об/мин – до 3000.
Вес оборудования 560 кг.





