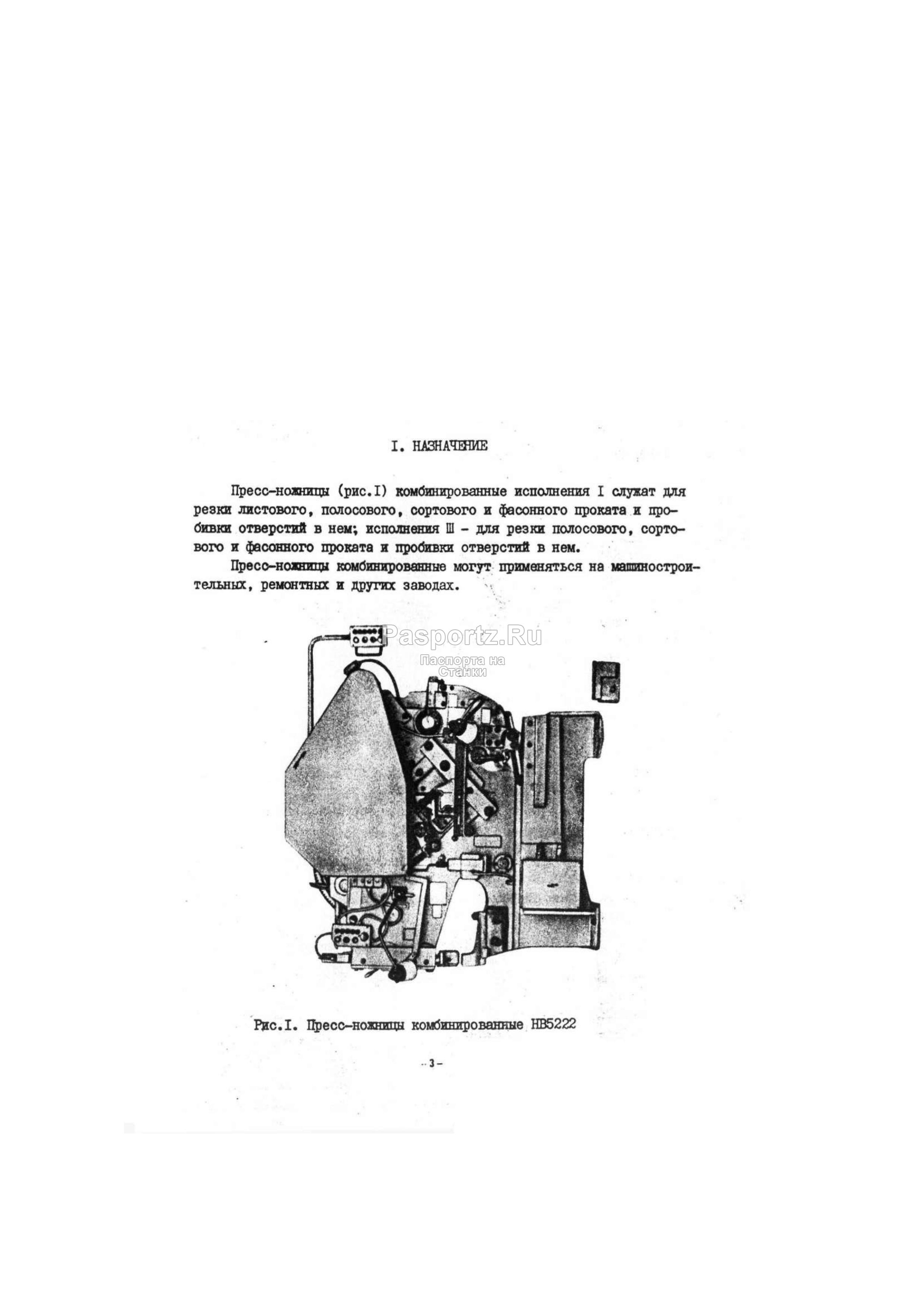
Документация к оборудованию
- Технический паспорт НВ5222
- Руководство по эксплуатации
- Сертификат соответствия
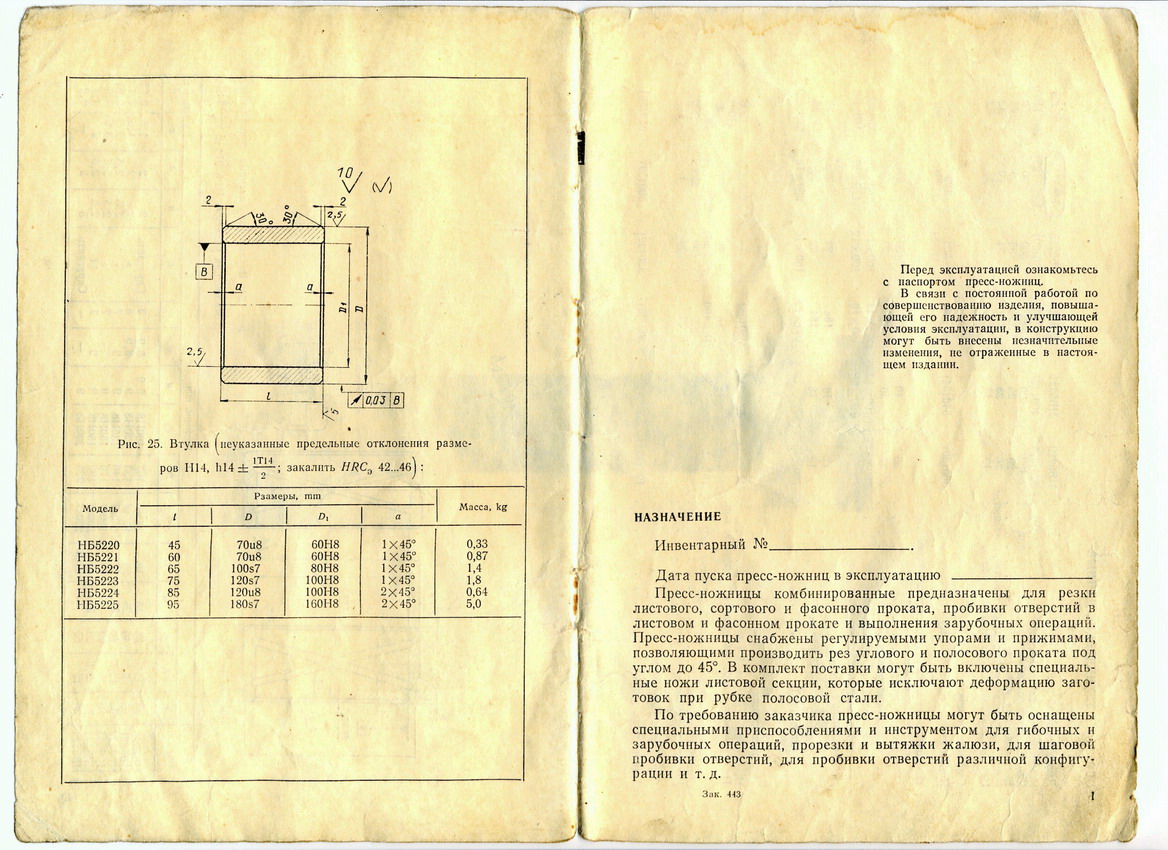
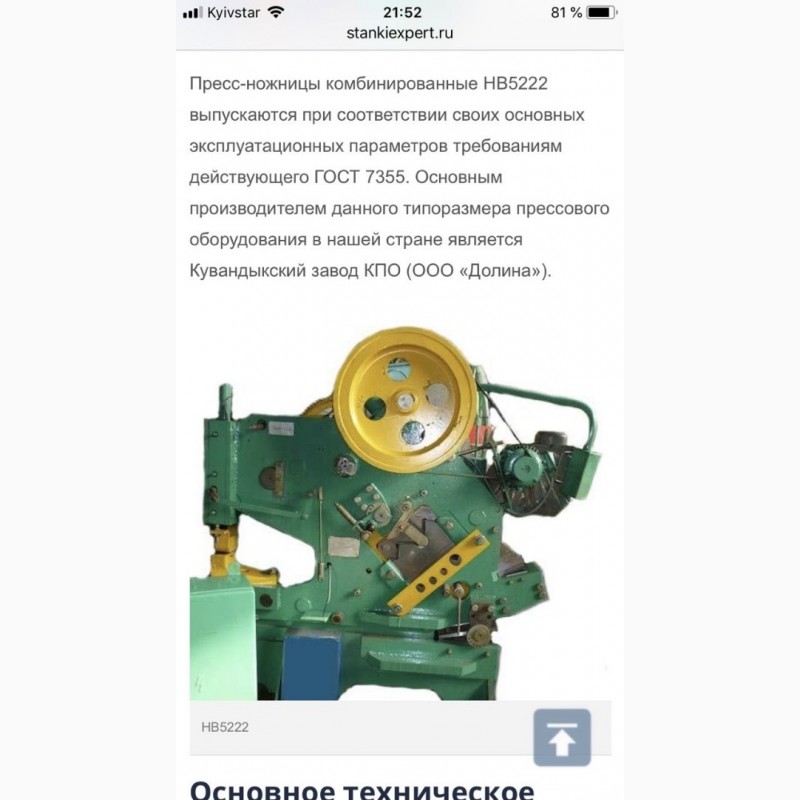
Наши пресс-ножницы комбинированные НГ5222 обладают высокой надежностью за счет применения комплектующих известных мировых фирм. Каждый пресс перед отправкой проходит испытания на соответствие нормам точности и жесткости. Основные проверяемые показатели:
- Параллельность вертикальной опорной поверхности ползуна в месте прилегания верхнего ножа ходу ползуна листовых ножниц
- Параллельность вертикальной опорной поверхности станины в месте прилегания нижнего ножа ходу ползуна листовых ножниц
- Параллельность вертикальных опорных поверхностей ползуна и станины в месте прилегания и верхнего и нижнего ножей листовых ножниц в горизонтальной плоскости
- Перпендикулярность хода ползуна относительно горизонтальной опорной поверхности станины пресса для пробивки отверстий
- Радиальное и торцовое биение маховика
- Точность отрезаемых заготовок по длине
На пресс-ножницы действует гарантия завода-изготовителя, возможно послегарантийное обслуживание, а также заказ оригинальных запасных деталей, узлов и дополнительных комплектующих.
Осуществляем доставку и проведение пуско-наладочных работ по всей России и странам СНГ.
Специалисты «ПРЕССМАШ» при необходимости проведут обучение производственного персонала Заказчика по обслуживанию и эксплуатации оборудования.
У нас действует гибкая система оплаты. По согласованию с Заказчиком, возможна отсрочка платежа, а также есть возможность сотрудничества с ведущими лизинговыми компаниями.
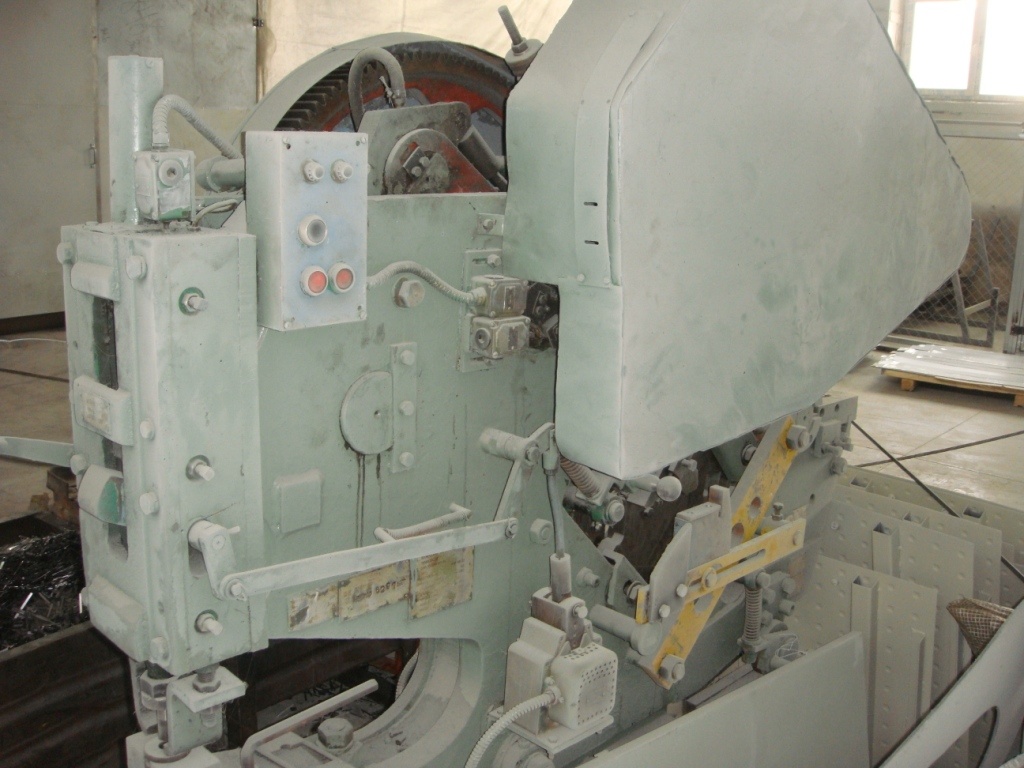
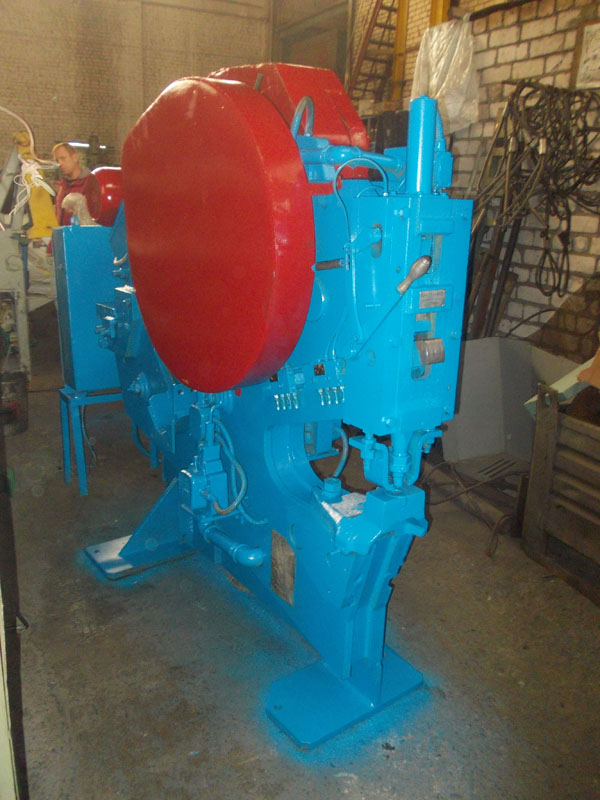
Фотографии пресс-ножниц комбинированных нашего производства:
| Параметр | |||
|---|---|---|---|
| Наибольшие размеры обрабатываемого проката, мм: | |||
| Толщина и ширина полосы | 16х150 | 18х190 | 28х200 |
| Диаметр круга | 45 | 50 | 67 |
| Уголок, резка под углом: | |||
| 90° | 125х125х12 | 125х125х14 | 160х160х20 |
| 45° | 90х90х9 | 100х100х10 | 125х125х14 |
| Пробиваемое отверстие, мм: | |||
| Диаметр | 30 | 32 | 40 |
| Толщина материала | 16 | 16 | 25 |
| Устройство для пробивки пазов прямоугольной формы, мм, не более: | |||
| Толщина материала | 10 | 10 | 10 |
| Длина вырубаемого материала | 70 | 80 | 100 |
| Ширина | 65 | 65 | 85 |
| Наибольший размер профиля: | |||
| Двутавра | №18 | №18а | №30 |
| Швеллера | №18 | №18а | №30 |
| Частота ходов ползуна, минˉ¹: | |||
| Одиночных | ≤ 18 | ≤ 17 | ≤ 14 |
| Номинальное усилие пресса, кН (тс) | 400 (40) | 630 (63) | 1250 (125) |
| Расстояние от оси ползуна пресса до станины, мм | 500 | 500 | 600 |
| Габаритные размеры, мм: | |||
| Длина | 1885±40 | 1800±40 | 2735±40 |
| Ширина | 1660±30 | 1700±40 | 1760±40 |
| Высота над уровнем пола, мм | 1950±40 | 1865±40 | 2445±40 |
| Масса, кг | 2150±40 | 2500±100 | 7050±40 |
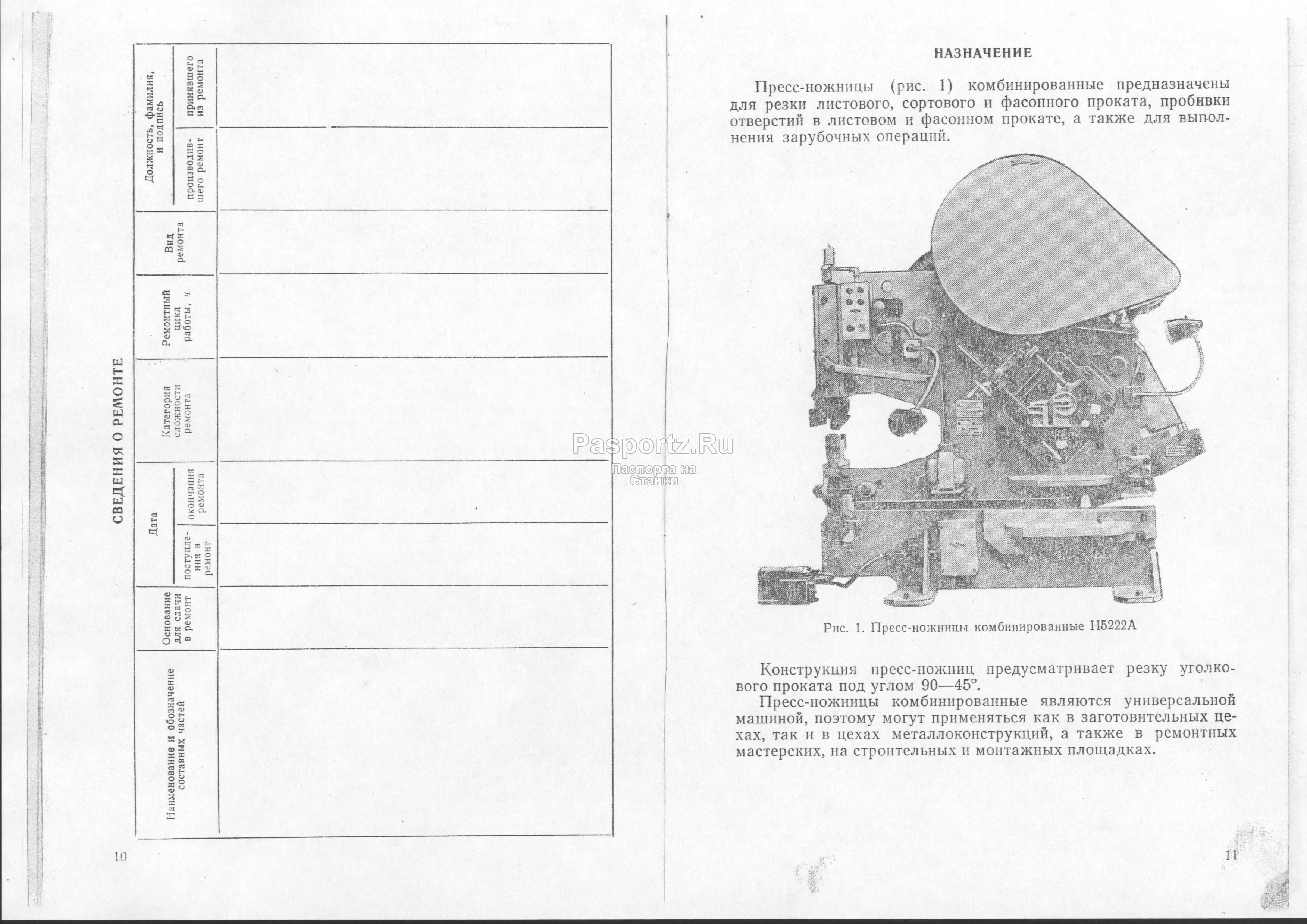
Устройство и назначение основных узлов
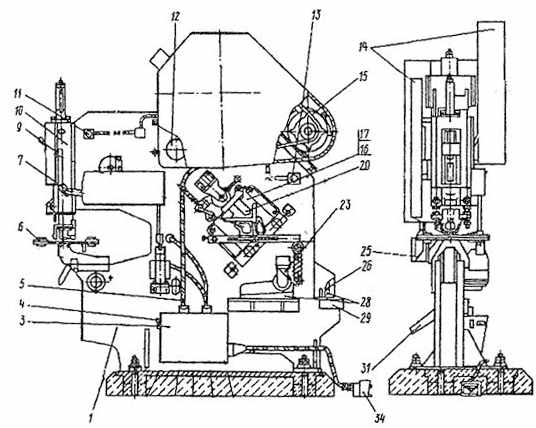
Приводимая в паспорте на оборудование блок-схема ножниц НВ5222 включает в себя три основных узла:
- для разделения полосового материала;
- для резки сортового профиля;
- прессовой головки для пробивки отверстий.
Кинематически все эти узлы собраны на общей станине и снабжены совместным приводом от одного электродвигателя (электрическая схема станка предусматривает наличие двигателя с короткозамкнутым ротором).
Система управления комбинированными ножницами – смешанная, с применением как педального включения (используется с целью включения/выключения дыропробивного пресса), так и рычажного, для приведения в движение исполнительного механизма резки.
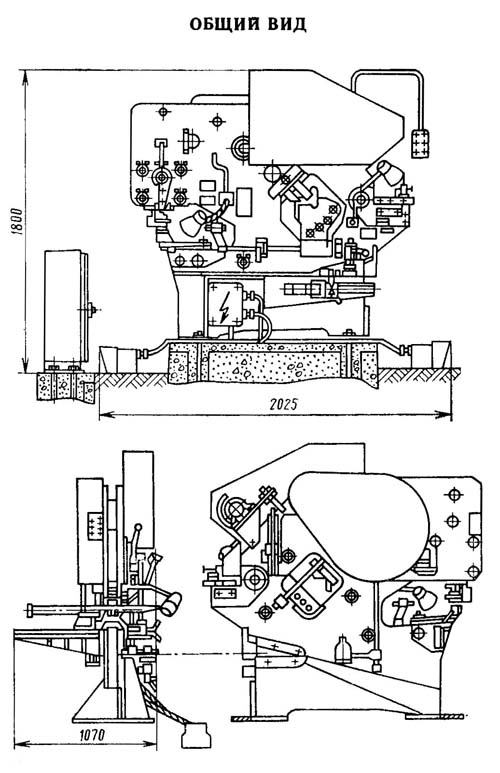
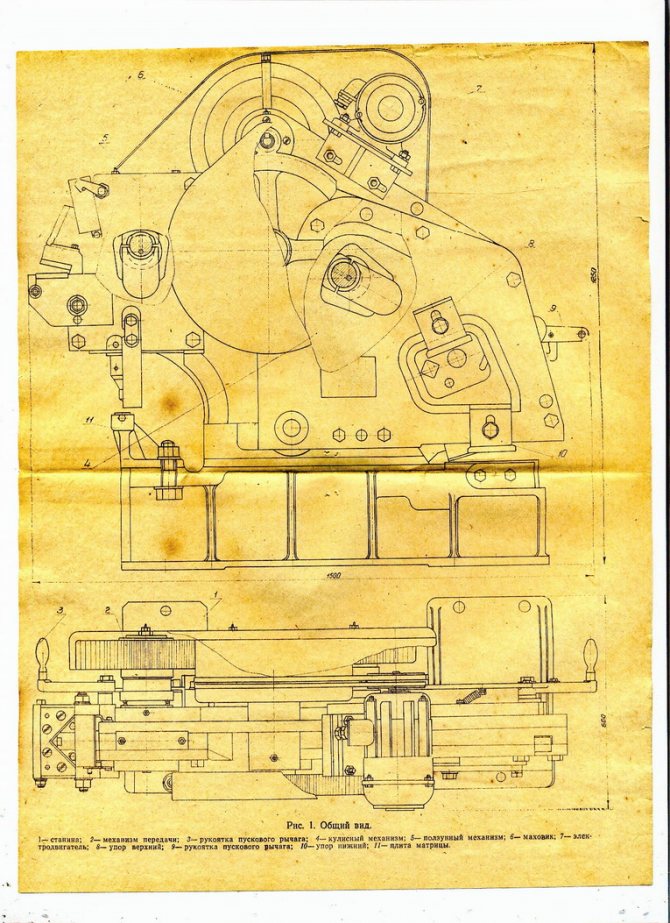
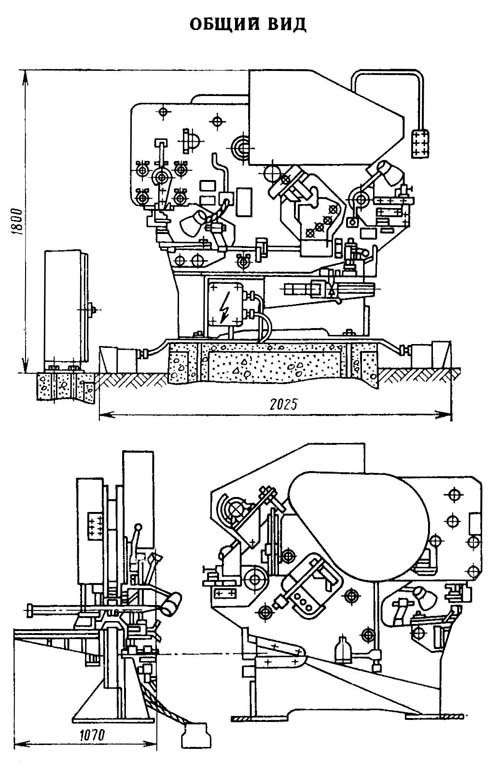
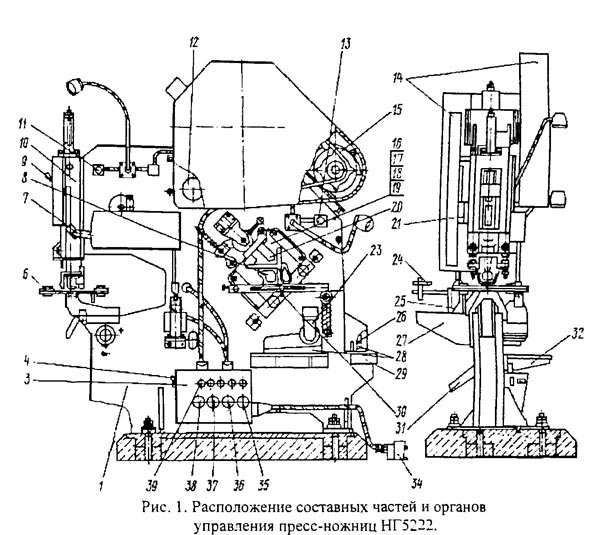
Общий вид и габаритные размеры
Описание последовательности действия комбинированных ножниц, согласно паспорту, следующее:
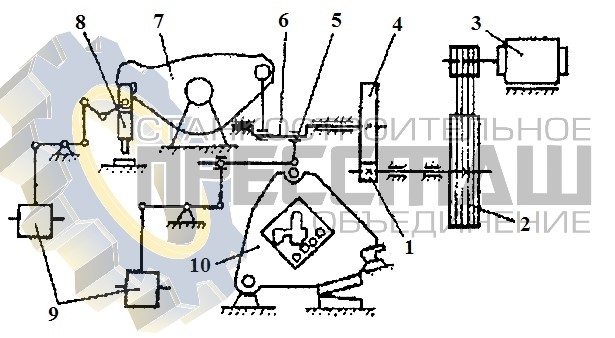
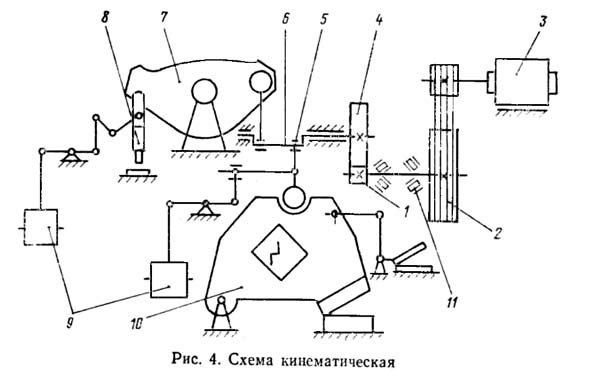
- При включении электродвигателя вращение через маховик передаётся на приёмный вал, на противоположном конце которого установлена прямозубая понижающая передача.
- Через зубчатое колесо вращение сообщается эксцентриковому валу, на кривошипе которого установлены качающиеся балансир и ползун.
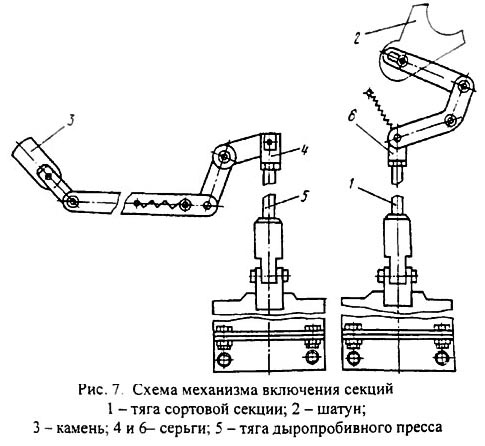
- Переключение узлов производится при помощи рычажного механизма включения.
- Предварительно в один из неподвижных ножей вставляется разрезаемая заготовка. Всего ножей в основной комплектации станка три – для круга, квадрата и сортового проката, хотя по дополнительному заказу могут быть изготовлены и ножи с иным набором рабочих профилей.
- Прокат фиксируется по упору, после чего ползун включается на рабочий ход, производя разрезание металла.
- Переводя рычаг в противоположное положение, останавливают ползун в его крайней верхней точке, после чего извлекают изделие из зоны реза.
- Для включения привода дыропробивного пресса, используют педаль включения. При её нажатии включается в работу балансир, с закреплённым на его нижнем торце подпружиненным штоком.
- Предварительно в матрицу по упорам устанавливается полуфабрикат, в котором требуется выполнить отверстие.
- Перемещаясь в направляющих станины ножниц, шток воздействует на ползун, к которому прикреплён дыропробивной пуансон. Дыропробивная матрица установлена на столе, который конструктивно находится сзади оборудования и снабжена жёстким съёмником. Происходит пробивка.
- После пробивки вал возвращает балансир в исходное положение. При наличии заусенца, во избежание застревания пуансона в заготовке, пружинный механизм снимает её с ползуна.
Кинематическая схема
На комбинированных ножницах могут одновременно работать два оператора – один отвечает за разделение полосового или объёмного стального проката, а второй – за производство операции пробивки отверстия.
Электросхема пресс-ножниц комбинированных модели НВ5222 допускает их эксплуатацию как в автоматическом режиме, так и в режиме одиночных ходов.
Технические характеристики комбинированных пресс-ножниц НВ5222
| Наименование параметра | НВ5221 | НВ5222 | НГ5222 |
| Основные параметры пресс-ножниц | |||
| Наибольшая толщина листа, мм | 13 | 16 | |
| Наибольшие размеры обрабатываемой полосы листовыми ножницами (толщина х ширина), мм | 16 х 150 | 18 х 190 | 16 х 150 |
| Наибольшие размеры круга (диаметр), обрабатываемого сортовыми ножницами, мм | 45 | 50 | 45 |
| Наибольшие размеры квадрата, обрабатываемого сортовыми ножницами, мм | 40 | 45 | |
| Наибольшие размеры уголка под 90°, мм | 125 х 125 х 12 | 125 х 125 х 14 | 125 х 125 х 12 |
| Наибольшие размеры уголка под 45°, мм | 90 х 90 х 9 | 100 х 100 х 10 | 90 х 90 х 9 |
| Наибольшие размеры уголка при резке специальными ножами под 90°, мм | 160 х 160 х 12 | 160 х 160 х 12 | |
| Наибольшие размеры швеллера, номер профиля | 18 | 18а | 18 |
| Наибольшие размеры двутавра, номер профиля | 18 | 18 | 18 |
| Наибольший диаметр пробиваемого отверстия дыропробивным прессом (диаметр х толщина материала), мм | Ø 30 х 16 | Ø 32 х 16 | Ø 30 х 16 |
| Наибольшие размеры пробиваемых пазов (длина х ширина х толщина), мм | 80 х 63 х 10 | 70 х 65 х 10 | |
| Наибольшее расстояние от оси дыропробивного пресса до станины (вылет), мм | 500 | 500 | 500 |
| Число непрерывных ходов ножа в минуту не более | 58 | 53 | |
| Число одиночных ходов ножа в минуту не более | 18 | 17 | 18 |
| Наибольшая длина разрезаемых листов по заднему упору, мм | 70..1000 | 70..1000 | 70..1000 |
| Номинальное усилие реза, кН (тс) | 400 (40) | 630 (63) | 400 (40) |
| Электрооборудование машины | |||
| Электродвигатель, кВт (об/мин) | 4,8 (2790) | 4,8 (2790) | 4,8 (2900) |
| Габарит и масса пресс-ножниц | |||
| Габарит пресс-ножниц (длна х ширина х высота), мм | 1900 х 700 х 1950 | 1780 х 1030 х 1865 | 1900 х 1660 х 1950 |
| Масса пресс-ножниц, кг | 2070 | 2500 | 1940 |
Список литературы:
Банкетов А.Н., Бочаров Ю.А., Добринский Н.С. и др. Кузнечно-прессовое оборудование, 1970
Бочаров Ю.А., Прокофьев В, Н. Гидропривод кузнечно-прессовых машин, 1969
Белов А.Ф., Розанов Б. В., Линц В. П. Объемная штамповка на гидравлических прессах, 1971
Живов Л.И. Кузнечно-штамповочное оборудование, 2006
Кузьминцев В.Н. Ковка на молотах и прессах, 1979
Розанов Б.В. Гидравлические прессы, 1959
Титов Ю.А. Оборудование кузнечно-прессовых цехов, 2001
Щеглов В.Ф. Кузнечно-прессовые машины, 1989
Берлет Разработка чертежей поковок, 2001
Рудман Л.И. Справочник по оборудованию для листовой штамповки, 1989
Романовский В.П. Справочник по холодной штамповке, 1965
Охрименко Я.М. Технология кузнечно-штамповочного производства, 1966
Кузьминцев В.Н. Ковка на молотах и прессах, 1979
Мещерин В.Т. Листовая штамповка. Атлас схем, 1975
Связанные ссылки. Дополнительная информация
- Заводы производители кузнечно-прессового оборудования в России
- Классификация и обозначение гидравлических и кривошипных прессов
- Прессы механические
- Прессы гидравлические
- Автоматы кузнечно-прессовые
- Машины гибочные и правильные
- Ножницы гильотинные, пресс-ножницы
- Молоты
- Ремонт гидравлических систем металлорежущих станков
- Обозначения гидравлических схем металлорежущих станков
- Ремонт шестеренных гидравлических насосов
Главная О компании Новости Статьи Прайс-лист Контакты Справочная информация Интересное видео Деревообрабатывающие станки КПО Производители
Эксплуатация
Для более эффективного, безопасного использования комбинированных ножниц нужно придерживаться ряда эксплуатационных правил:
- Поскольку пресс не работает в ударном режиме, не нужно создавать сверхпрочное основание для его установки.
- Прочные виды металлов, толстые листы рекомендуется нагревать до 200 градусов перед разрезанием, чтобы не испортить ножи.
- Дыропробивной пресс требует особой настройки, чтобы не браковать заготовки. Для этого между заготовкой и направляющими съемника устанавливают большие зазоры.
- Запускать рабочий механизм с помощью педали расположенной на нижней части установки.
- Если техника располагается на улице, над ней следует построить влагозащитный козырек. На зиму прятать в помещение.
- Не пытаться разрезать детали большой толщины без их предварительной подготовки.
- Отключать питание, если металл зажевало лезвиями.
- Нужно менять оснастку при изменении обрабатываемого материала, его формы, толщины.
- На моделях с ЧПУ должен работать оператор, которые имеет практический опыт настройки программного обеспечения, создания алгоритмов.
Нельзя забывать, что ножи со временем тупятся, требуют переточки. Дополнительно нужно использовать защитные перчатки, чтобы не порезать руки о кромки металлических листов, очки для зашиты глаз.

Пресс ножницы по металлу — популярный вид оборудования, применяемый на металлургических заводах. Принцип работы инструмента заключается в том, что острые ножи разрезают заготовки под силой давления. Грубой деформации не происходит благодаря отсутствию ударного воздействия. Для частных мастерских актуальны компактные модели, работающие от усилия человека, передающегося через систему рычагов.
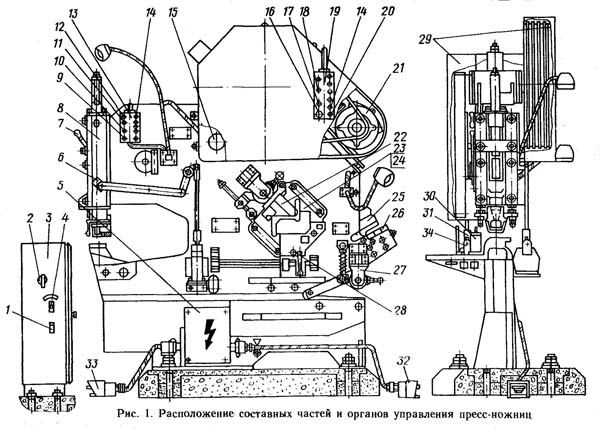
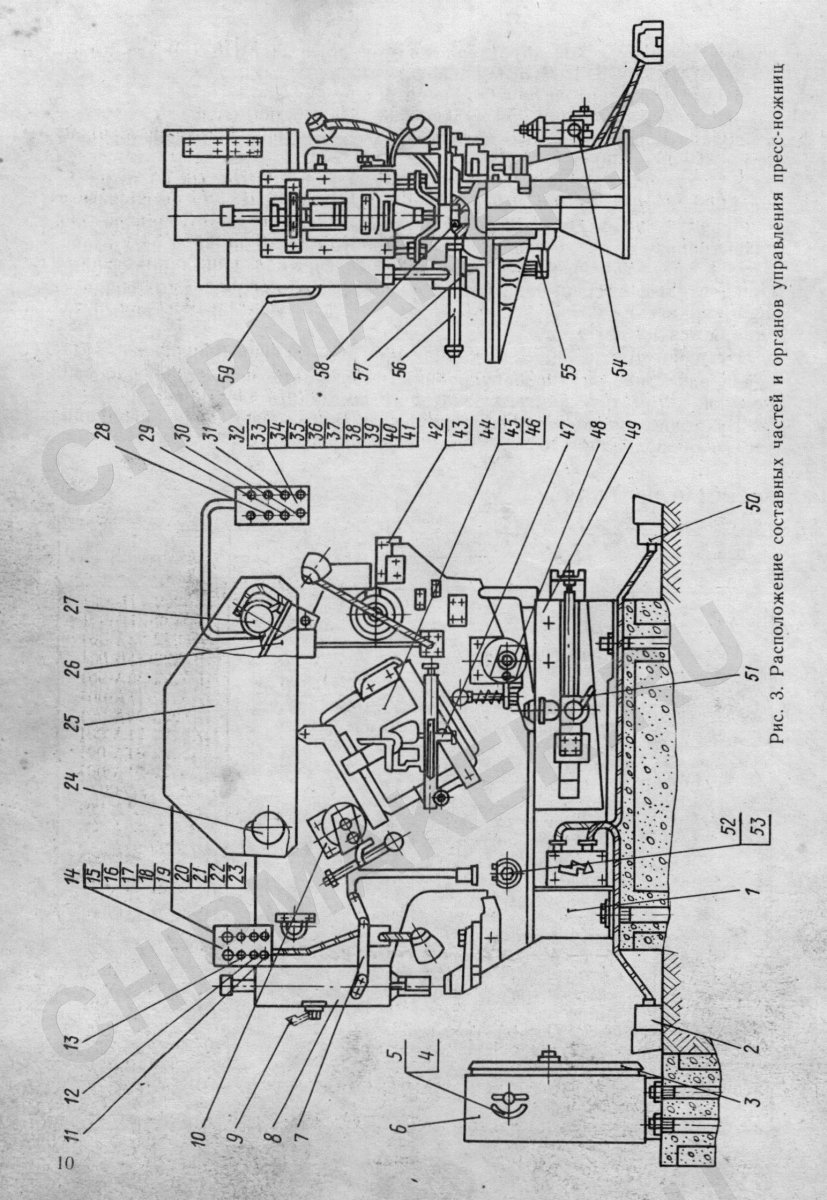
Общий вид ножниц НГ5222
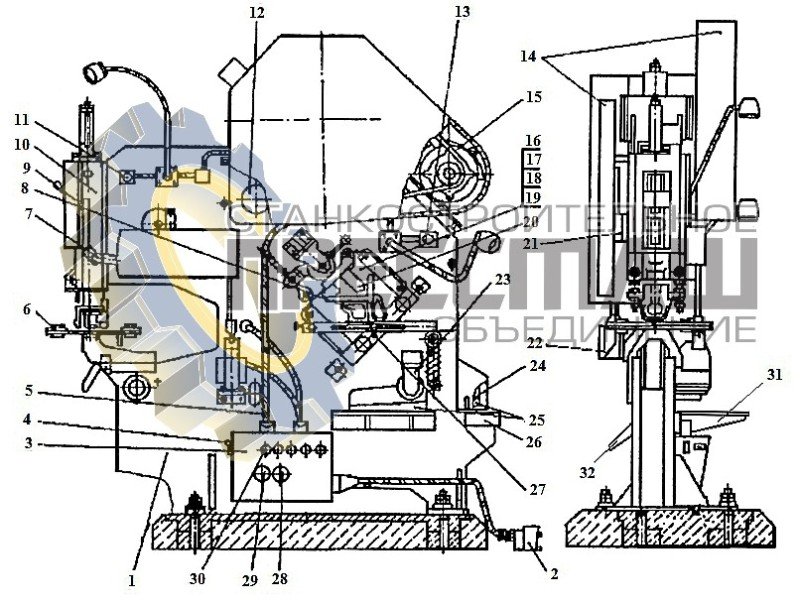
Расположение составных частей и органов управления пресс ножниц НГ 5222:
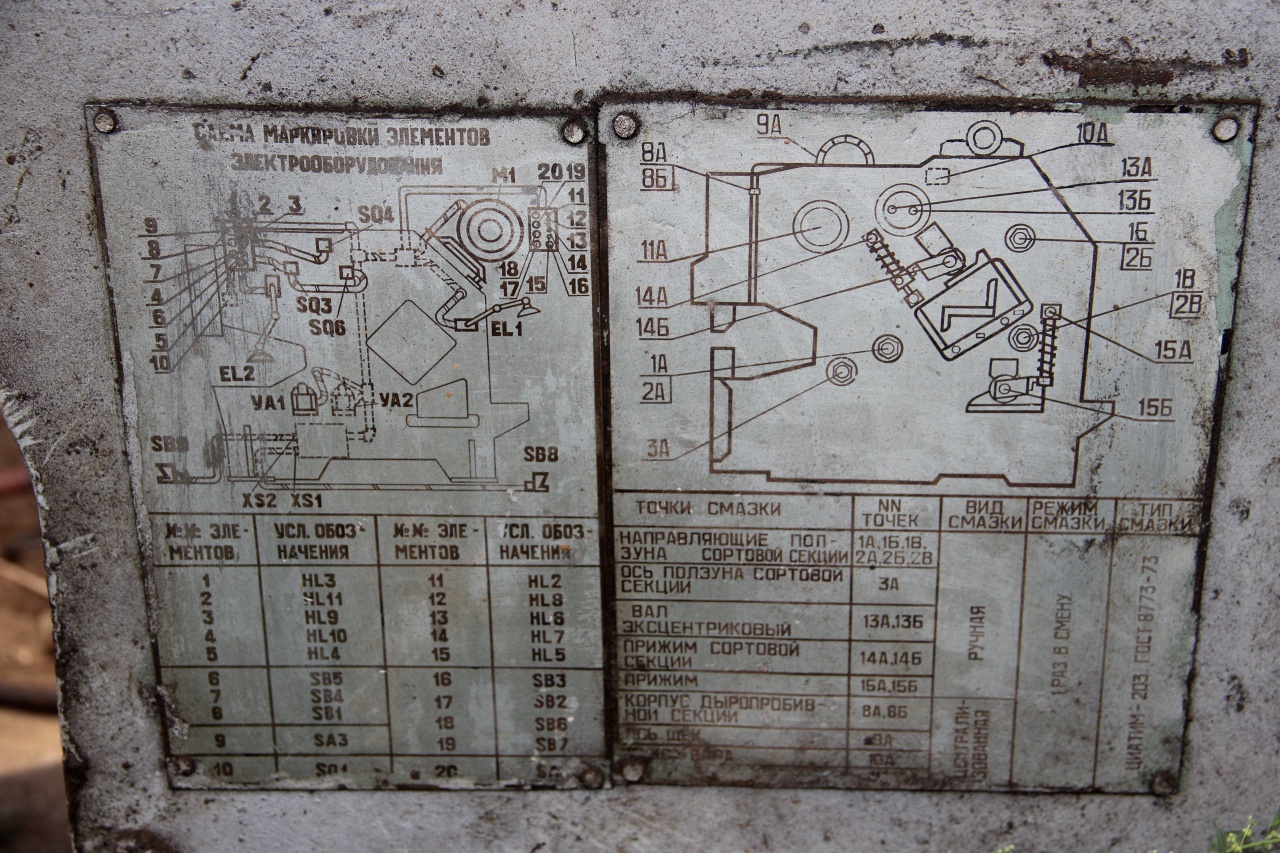
1 – станина сварная 2 – педаль 3 – электрошкаф 4 – выключатель 5 – электрооборудование 6 – стол дыропробивного пресса 7 – управление дыропробивным прессов 8 – приспособление для резки специального проката 9 – механизм центрирования 10 – пресс дыропробивной 11 – общий стоп 12 – кулачки управления электромагнитами 13 – общий стоп 14 – ограждения 15 – привод 16 – нож-плита подвижная 17 – нож-плита неподвижная 18 – нож-плита неподвижная для резки швеллера и двутавра 19 – нож-плита подвижная для резки швеллера и двутавра 21 – смазка 22 – прижим 23 – прижим 24 – упор для отрезки мерных заготовок 25 – управление сортовой секцией 26 – сортовая секция 27 –рукоятка фиксации плиты 28 – переключатель подачи напряжения дыропробивной секции и сортовой секции 29 – кнопка пуска электродвигателя 30 – лампы сигнальные 31 – стол 32 – лоток
Четыре основных механизма и выполнение работ:
- Механизм для пробивки отверстий – пробивка отверстий круглой формы в листовом и фасонном прокате.
- Механизм для резки листа – отрезка полосы под различными углами.
- Механизм для резки сортового проката – резка круга, уголка, а также возможность резки швеллера и двутавра.
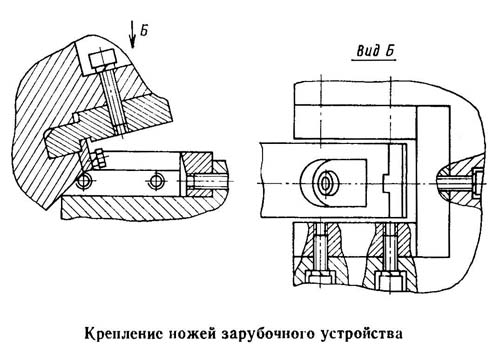
- Механизм для зарубки пазов – зарубка пазов прямоугольной и треугольной формы.
Технологические возможности ножниц
Диапазон применения рассматриваемого оборудования может быть расширен путём установки неприводного модульного рольганга типа МРП. В частности, возможна резка прутков круглого или квадратного поперечного сечения длиной до 3…6 м. Поставляемый основной комплект инструмента и приспособлений включает в себя:
- Ножи для вырубки прямых и треугольных пазов, плоские пластинчатые ножи из стали марок У8А или 9ХС (уточняется в паспорте при поставке изделия потребителю);
- Механизм центрирования дыропробивного пуансона, который обеспечивает повышенную точность пробивки отверстия;
- Пружинный уравновешиватель, гарантирующий оператору безопасные условия работы.
- Виды выполняемых операций
Применяемая комбинированная система смазки предусматривает эксплуатацию ножниц как внутри, так и вне производственных помещений, при этом необходимость в подаче к месту монтажа ножниц сжатого воздуха отпадает. В паспорте содержатся необходимые сведения об установке ножниц на постоянное основание, и условия для их укрытия от неблагоприятных атмосферных воздействий.
Рекомендации по оптимальному использованию станка
Поскольку комбинированные ножницы не являются разделительным оборудованием повышенной точности, то при выполнении наладочных операций необходимо следить за тем, чтобы глубина внедрения подвижного и неподвижного ножей в разрезаемый сортамент проката не превышало 25% от первоначального габаритного размера сечения металла, указанного в паспорте
Отмеченное условие крайне важно для резки высокопластичных металлов и сплавов (например, алюминия). В крайнем случае, допустимо применять резку с подогревом, когда исходный полуфабрикат нагревают до 150…200 °С. Данное условие чаще всего реализуется для разделения высокоуглеродистых (содержащих более 0,5% С) или легированных сталей
Данное условие чаще всего реализуется для разделения высокоуглеродистых (содержащих более 0,5% С) или легированных сталей.
Предусматривая использование дыропробивного пресса, стоит первоначально устанавливать повышенные (по сравнению с теми, что рекомендуются в паспорте) зазоры между боковыми направляющими съёмника и заготовкой, иначе возможен её изгиб и выпучивание в районе действия дыропробивного пуансона.
В паспорте на станок отмечаются также условия установки ножниц. Поскольку данное оборудование не отличается ударным характером работы, то специального фундамента не требуется. Отсутствие системы электропневматического включения позволяет устанавливать ножницы вне помещений, снабжая подвижные узлы смазкой, пригодной для применения в соответствующем температурном режиме. Техника должна быть укрыта влагозащитным козырьком.



Если вы нашли ошибку, пожалуйста, выделите фрагмент текста и нажмите Ctrl+Enter.