

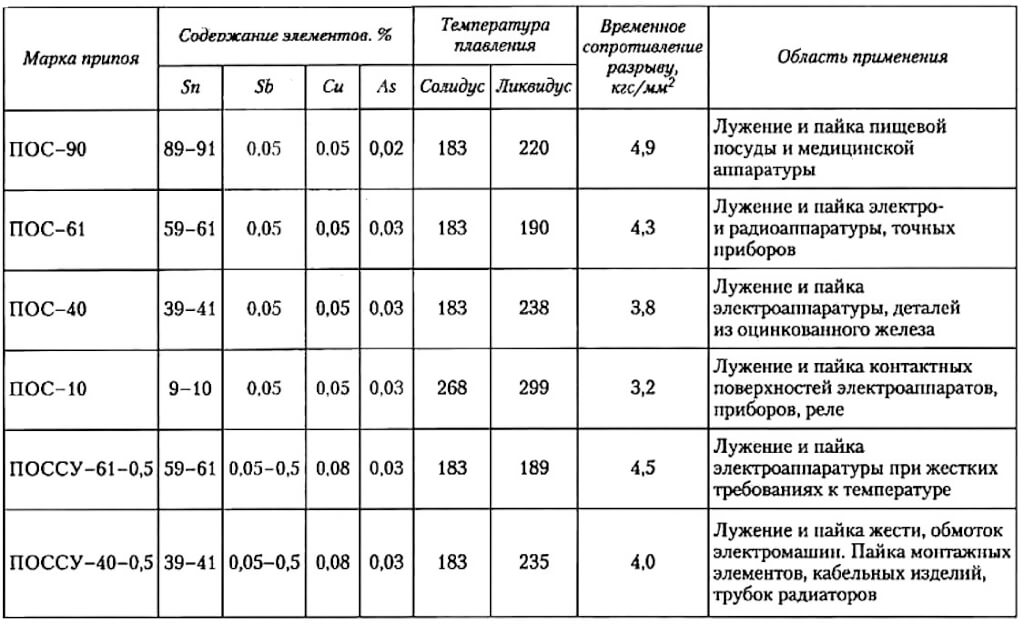
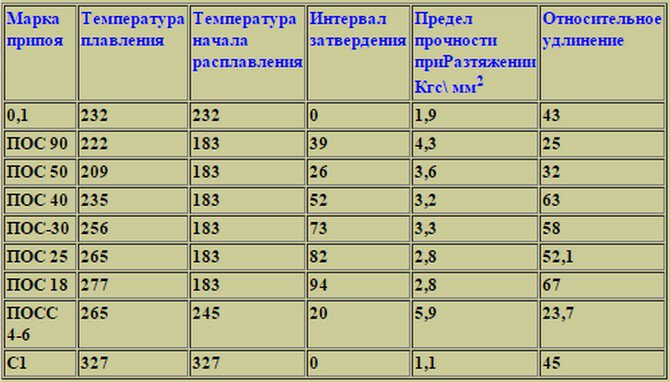
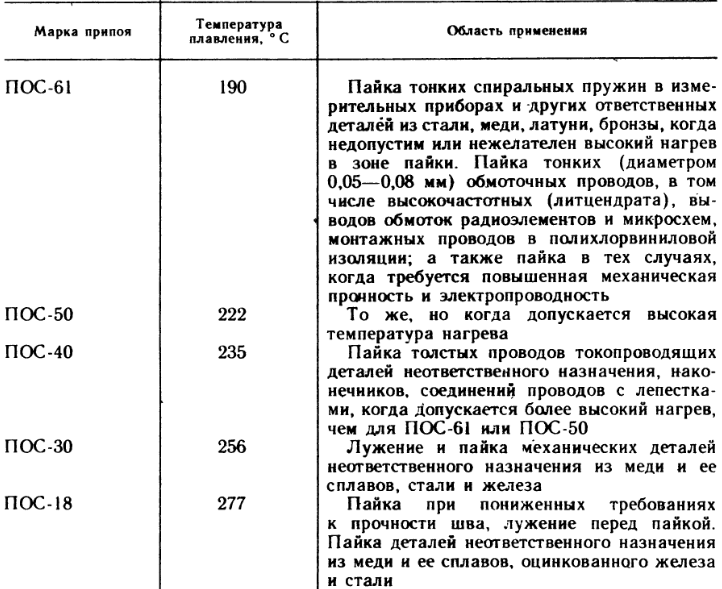
Технические характеристики припоя ПОС-40
По химическому составу состоит на 39-41 % из олова, на 59 % из свинца. Остальные примеси в таком же соотношении, как и у ПОС-10. Припой для пайки ПОС-40 часто применяется для пайки и лужения корпусов радиоаппаратуры из оцинкованного железа с оцинкованными швами.

Температура пайки припоя равна 238 градусов Цельсия, а солидус — 183 градуса.
Достоинства припоя ПОС-40:
- хорошее соотношение пластичности и температуры плавления;
- из-за этого лучше переносит термоцикличность, чем ПОС-61.
Недостатки припоя ПОС-40:
- высокое содержание свинца, что вредно для здоровья;
- завышенная температура ликвидуса.
Применение канифоли
Перед применением канифоли важно понимать, что с тугоплавкими припоями использование невозможно. Температура кипения – 250 °C, в этом состоянии вещество испаряется
Флюсом определяется вспомогательное сырье, с помощью которого очищается поверхность от окисления, грязи и прочих неудовлетворяющих при пайке воздействий.
Благодаря характерной особенности к очищению от окислов, применяется при очистке металла при пайке. Изделие применяется зачастую в домашних условиях, на производственных линиях используется припой с добавлением к составу флюса.

Использование канифоли при пайке
Наиболее распространенный способ пайки колофонской смолой:
- паяльник подготавливается к работе, путем нагрева до рабочей температуры;
- на конце жала инструмента размещается вещество легкоплавкого типа, оно применяется качеством припоя, обычно состоит из отлива со свинцом с добавлением цинка, кадмия или висмута;
- вместе с веществом паяльник опускается во флюс, характерный дым указывает на произведенную реакцию, процесс происходит как можно быстрее, до испарения.
Метод применяется при наличии определенного опыта, при работе могут возникнуть некоторые трудности у неопытных мастеров.
Техника пайки канифолью
Любые работы можно облегчить с применением некоторых изделий, пайка материалов не исключение. Для работы понадобится основа жидкого флюса – этиловый спирт. Изготовление возможно собственными усилиями, достаточно измельчить продукт и смешать с растворителем.

Пайка канифолью
Жидкий раствор позволяет проникнуть к труднодоступным местам, наносится непосредственно на площадь объекта.
- Нанесение производится при помощи кисти или зубочистки, после этого подготавливается паяльник.
- На разогретый паяльник наносится припой нужными количествами, в зависимости от размера соединения. Большим количеством припоя можно задеть соседние контакты, что нарушит схему работы ремонтируемого прибора.
- Распределение припоя происходит равномерно, надежного соединения можно достигнуть, прижав элемент к плате небольшим усилием.
- После снижения температуры, удаляются остатки флюса, т.к. он может растечься по соседним деталям и нарушить электропроводность.
Данный способ более удобен, помогает соединить даже мелкие детали. Паяльник используется в зависимости от соединения, температурный режим подбирается от параметров плавления припоя.
Где еще применяется
Всем, кто связан с ремонтом приборов, известна только канифоль паяльная. Но вещество может использоваться и в других сферах:
- Отходы смолы применяются в целлюлозной промышленности для склеивания слоев картонных изделий.
- Применяется в качестве эмульгатора при изготовлении искусственного каучука, резины, эко кожи, мастики и красок.
- Вещество уменьшает скольжение, поэтому им натирают струны музыкальных инструментов, бильярдный кий, пуанты балерин.
- Мелкие частицы канифоли используют для формирования искусственного дыма в кинематографе.
- В спорте «мука» из канифоли используется как смазка рук, чтобы обеспечить крепкий хват без скольжения.
- В устройствах с большой инерцией смазку из смолы используют в качестве вспомогательного покрытия для ремней.
- Некоторые эфиры канифоли используются, как пищевые добавки. Они не только безвредны, но даже полезны.
Вам это будет интересно Особенности SMD маркировки

Сферы применения
Вещество настолько многогранно, что может использоваться в разных отраслях пищевой, тяжелой, легкой промышленности. Главным преимуществом данного сырья является его доступность и дешевизна.
Смола
Чтобы сделать качественный и эффективный припой, нужно использовать канифольную смолу, получаемую из живицы хвойных смол. Сырье добавляют в состав лакокрасочных продуктов, смазывают детали производственных станков. В спорте это тоже актуальный вариант для снижения трения и крепкого захвата рук на спортивном инвентаре.
Технические характеристики припоя ПОС-61
Обозначение припоя , как мы выяснили, довольно спорное, но против ГОСТа не попрешь. ПОС-61 применяют для пайки и лужения электронных компонентов и печатных плат точных приборов с высокогерметичными швами, для которых не допускается перегрев.

Состав припоя ПОС-61
Химический состав припоя ПОС-61 следующий:
- Олово 59 — 61 %;
- Сурьма — не более 0,1 %;
- Медь — не более 0,05 %;
- Висмут — не более 0,02 %;
- Мышьяк — не более 0,02 %;
- Железо — не более 0,02 %;
- Никель — не более 0,02 %;
- Сера — не более 0,02 %;
- Цинк — не более 0,002 %;
- Алюминий — не более 0,002 %;
- Свинец — все остальное — около 38,7 — 40,7 %.
Температура пайки припоя ПОС-61 составляет 220 градусов Цельсия. Солидус равен 183 градуса. Я даже снял видеоролик о плавлении этого припоя в замедленной съемке на свой Olympus Tough TG-860 с частотой 240 кадров в секунду.
- Плотность определяет вес и равна 8,5 г/куб. см.;
- Удельное электрическое сопротивление равно 0,139 Ом х кв.мм./м;
- Теплопроводность равна 0,12 ккал/см х с х град;
- Временное сопротивление разрыву составляет 4,3 кгс/кв.мм.;
- Относительное удлинение равно 46 %.
Достоинства припоя марки ПОС-61:
- наилучшее соотношение температуры плавления и прочности;
- хорошая адгезия к поверхности металлов;
- универсальный припой для пайки и большинства радиомонтажных работ;
- доступность и распространенность;
- низкая стоимость;
- часто выпускается в виде проволоки, например припой ПОС 61 Т2А.
Недостатки припоя типа ПОС-61:
- универсальность снижает характеристики в частных случаях, например при пайке цинка;
- температура плавления подходит не для всех устройств;
- пары припоя (свинца в нем) вредны для здоровья.
Виды сосновой канифоли
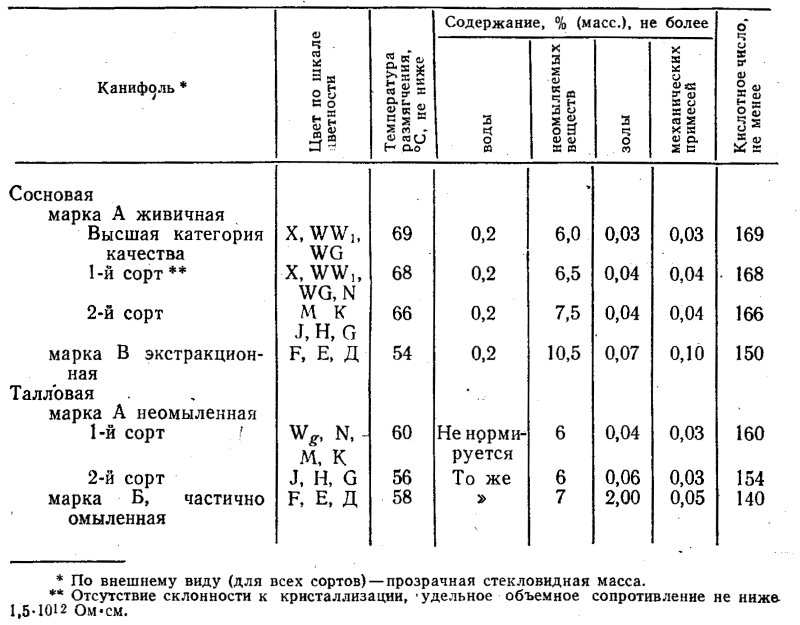
Подразделяют сосновую канифоль по качеству и методу получения. Разделение по качеству регламентировано ГОСТ 19113-84. В зависимости от количества примесей выделяют второй, первый и высший сорт.
По способу получения различают два вида сосновой канифоли:
- Живичная. По цвету – светлая полупрозрачная масса. Получается при нагревании живицы (смолы сосны) и удалении скипидара, который составляет четверть веса сырой смолы. Самый дешевый способ получения. Сосна – распространенное растение. И живицу получать несложно. И продукт получается натуральный, без использования химических средств. Плавится и размягчается канифоль живичная при более высокой температуре, чем экстракционная.
- Экстракционная. Получают из измельченных отходов деревообрабатывающей промышленности (сосновой древесины). Их заливают бензином. Он растворяет и вымывает смолу из древесины. Затем выделяют смесь бензина и скипидара. Остающаяся сосновая канифоль имеет темный цвет. Содержит в составе жирные кислоты – до 10 %. Имеет более низкую температуру плавления – от 52-55 °С. Ее можно химически осветлить.
Иногда различают твердую и жидкую канифоль. Это не совсем верно. Жидкая – это смесь сосновой канифоли и спирта.
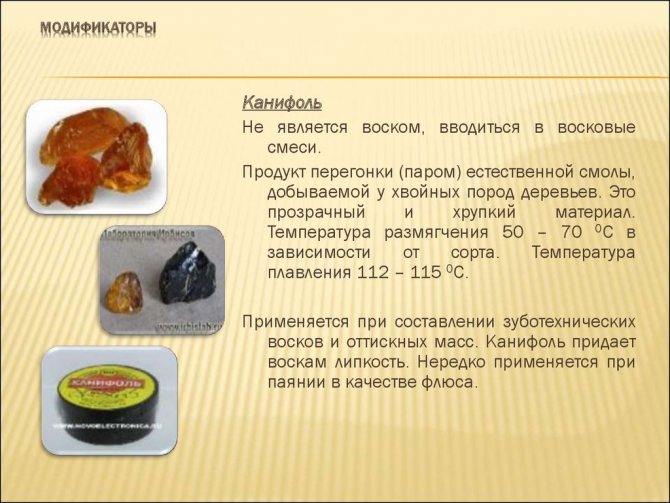
Канифоль
Выход из строя электроприбора ведет за собой его ремонт. Основными причинами поломок современной техники являются вышедшие из строя платы, конденсаторы, другие изделия, крепление которых производиться путем пайки.
Обладая определенными навыками, домашний мастер может отремонтировать устройство самостоятельно, но для этого понадобятся сопутствующее сырье. Пайка происходит с использованием припоя, электрического паяльника.
Канифоль
Что такое канифоль
Флюс в твердом состоянии это хрупкое амфорное вещество, состоящие из кусков стекловидного типа. Из чего делают канифоль — производится путем очищения специальными химическими реакциями смол хвойных растений.
Канифоль для пайки используется для противостояния окислительным процессам, которые могут разрушить соединение при эксплуатации, устойчивый к потере химических свойств элемент при воздействии высоких температур.
Состав канифоли позволяет надежно соединить металлы процессом пайки.
Жидкое состояние при нагреве содействует растеканию материала по элементам нужной формой
Перед тем, как узнать, для чего нужен канифоль, важно разобраться с химическими свойствами состава. Сырье, из которого изготовлена смола, имеет свойства диэлектрика, однако на способность соединения передавать электрический ток это не отражается
Нормируемые параметры канифоли по ГОСТ 19113-84
Скачать ГОСТ 19113-84 «Канифоль сосновая»
В сфере ремонта радиотехники, канифоль является наиболее доступным вариантом флюса. Некоторые новички, не имеющие опыта в паяльном деле, не осознают, что такое канифоль и применяют повсеместно.





При таком подходе возможно совершить ошибку, т. к. продукт применяется не ко всем типам соединений. В основном изделие применяют в домашних условиях, при нечастой работе, т. к.
флюс имеет неограниченный срок годности простым исполнением.
Как пользоваться?
Несмотря на кажущуюся простоту, важно знать, как правильно пользоваться паяльником. Весь процесс пайки с использованием канифоли в качестве флюса в общих чертах можно представить следующим образом:
- тщательная очистка паяемых поверхностей (механическая), если речь идет о схемах, необходимо удалить с платы мусор и частицы пыли;
- нагреть паяльник;
- нагреть точку пайки;
- обработка жала паяльника флюсом (канифолью);
- обработка канифолью соединяемых поверхностей;
- лужение под сварку;
- непосредственно само соединение и прокладка стыка сваркой;
- охлаждение наконечника.


Опытные специалисты настоятельно рекомендуют обратить внимание на несколько важных моментов
Учитывая свои характеристики, канифоль обладает способностью, растворяя оксидные пленки, частично восстанавливать их до состояния металла. Эта функция актуальна при наличии значительного загрязнения стыкуемых поверхностей.
Несмотря на то, что температура размягчения описываемого флюса составляет 55-70 градусов, его рекомендуется нагревать до 100-130 градусов.
Необходимость и степень нагрева свариваемых поверхностей в основном определяется их размерами. При подключении проводов малого сечения или установке схем этот шаг можно смело пропустить. Однако следует учитывать, что на холодной поверхности канифоль и припой очень быстро остынут. Следовательно, будет трудно добиться растворения оксидов и необходимой диффузии металла.
При использовании паяльника впервые или редко перед тем, как приступить к работе над его жалом, будет излишним пройтись проволочной щеткой или мелкой наждачной бумагой. Однако такие меры будут актуальны в самых крайних и запущенных случаях. Чаще всего достаточно хорошо нагреть инструмент, обработать прокол канифолью и покрыть припоем (оловом). После небольшого перерыва в лужении жала не требуется
Можно просто окунуть его в канифоль и приступить к пайке.
Особое внимание следует уделить подготовке поверхности
В процессе предварительного нагрева при необходимости важно учитывать как размер подключаемых элементов, так и размер жала паяльника
Предварительно поверхности необходимо жестко закрепить в том положении, где они будут свариваться. Затем при необходимости их нагревают и покрывают канифолью
Следующим шагом является непосредственное нанесение расплавленного припоя и установка. После этого остается остудить место склеивания и смыть остатки потока.


Отдельно есть смысл рассмотреть использование канифольного припоя. Это палочки для еды, свернутые в маленькие катушки. Это тонкие оловянно-свинцовые трубки с канифолью внутри. В процессе пайки такие прутки используются как заполняющий материал. На начальном этапе соединяемые элементы нагреваются паяльником, а затем в зону пайки вставляется трубка припоя с канифолью. Шов залуживают одновременными движениями присадки и паяльника. Соединение равномерно покрывается расплавленным припоем одновременно с флюсом, что само по себе ускоряет и значительно упрощает весь процесс.

Такой способ актуален в тех случаях, когда не требуется предварительная обработка соединяемых деталей. Выполняя описанные работы, всегда следует помнить о технике безопасности
Важно учитывать, что процесс сварки неизбежно связан с несколькими вредными факторами. Одним из ключевых моментов здесь являются потенциально опасные пары (дым канифоли, пары олова и свинца)

Талловая
Этот вид канифоли можно назвать побочным продуктом. Дело в том, что речь идет об отходах сульфатно-целлюлозного производства. Сырьем для получения припоя этого типа является сульфатное мыло. При этом выделяют несколько, учитывая характеристики и свойства материала. Кстати, самый высокий из них очень похож по своим характеристикам на канифоль.

Экстракционная
Этот тип канифоли получают методом экстракции, при котором обычно используют бензин и мягкую древесину. От каучука отличается более темным оттенком и более низкой температурой размягчения. Последний колеблется от 52 до 58 градусов. Кислотное число флюса для экстракции припоя составляет около 15 при содержании жирных кислот до 12%.

Живичная
Название канифоли появилось с учетом сырья для ее производства. Речь идет о соке (соке) хвойных пород. В подавляющем большинстве случаев в качестве исходного материала используется сосна. Во многом это связано с его доступностью. Главная отличительная черта жвачки – отсутствие в ней жирных кислот.


Технические характеристики припоя ПОС-63
Припой ПОС 63 описан в ГОСТе и в отраслевом стандарте OCT 4Г 0.033.200. Под припоем ПОС-63 понимают такой сплав, который состоит на 63 % из олова и на 37 % из свинца. Это некая модернизация припоя ПОС-61, подогнанная под международный стандарт J-STD 006В. Большинство также имеют маркировку Sn63Pb37. Это эвтектические сплавы с температурой плавления 183 градуса Цельсия.
Применяется ПОС-63 для пайки и лужения выводов микросхем и корпусированных радиокомпонентов, печатных плат, проводов и кабелей. В общем, из современных припоев — этот самый распространенный. Технические характеристики припоя ПОС 63 примерное такие же, как у ПОС-61. Но точных значений я пока не нашел.
Достоинства припоя ПОС-63:
- самый распространенный припой ПОС серии;
- сравнительно низкая температура плавления;
- совпадение точек солидуса и ликвидуса;
- низкая стоимость;
- поставляется в виде проволоки с заполнением флюсом.
Недостатки припоя ПОС-63:
- часто подделывают, особенно китайцы;
- содержит свинец, что увеличивает стоимость утилизации электронной техники согласно современных норм безопасности.
Что такое флюс?
Флюс — это вспомогательный материал, который призван во время пайки удалять оксидную пленку с деталей, подвергаемых пайке, и обеспечивать хорошее смачивание поверхности детали жидким припоем. Без флюса припой может не прикрепиться к поверхности металла. Назначение флюсов: надежно защищают поверхность металла и припоя от окисления, улучшают условия смачивания металлической поверхности расплавленным припоем. Действие флюса зависит от его состава, имеемые флюсы: или растворяют окисные пленки на поверхности металла (а иногда и сам металл), или предохраняют металл от окисления при нагреве. Таким образом, флюс образует защитную пленку над местом пайки.
Флюсы для пайки
Флюс уже содержится в современном припое в виде тонкого сердечника. При расплавлении припоя он распределяется по поверхности жидкого металла. Флюсом покрывают поверхности уже залуженных металлов также и перед их соединением (собственно пайкой). При этом флюс является ПАВ, то есть Поверхностно Активным Веществом. После соприкосновения деталей избыток флюса между ними вылезает наружу и все время испаряется потому, что температура его испарения ниже, чем у припоя.
Флюсы бывают разные. Например, для ремонта металлической посуды пользуются «паяльной кислотой» — раствором цинка в соляной кислоте. Паять радиоконструкции с таким флюсом нельзя — со временем он разрушает пайку. Для радиомонтажа надо применять флюсы, в которых нет кислоты, например, канифоль.
Пайка припоем с канифолью
В этом виде пруток припоя представляет собой смотанную в бухту трубку из оловянно-свинцового сплава, внутри которой находится канифоль. При пайке его используют, как присадочный материал. Разогревают паяльником соединяемые детали, а затем в зону пайки вводят конец прутка, и совместными движениями жала и присадки лудят место соединения.
Плавящиеся флюс и припой покрывают стык одновременно, сокращая время процесса. Такой способом можно производить пайку деталей в случаях, не требующих предварительной подготовки поверхностей.
Выбор паяльника
Вопрос выбора паяльника не случайно рассматривается после детального обзора особенностей процесса пайки. Его мощность и размеры жала находятся в прямой зависимости от того, что надо будет паять. Ранее говорилось, что для качественной пайки крупных деталей может понадобиться их предварительный разогрев, и нужно выбирать мощный инструмент с массивным медным жалом. В то же время для пайки тонких проводков в глубине электронных блоков лишнее тепло не нужно, достаточно тонкого жала, которым удобно паять в ограниченном пространстве.
Можно ли заменить спирт
Некоторые бывалые паяльщики, пытающиеся сэкономить спирт для других целей, советуют брать дешевые одеколоны. Рекомендация спорная. Пахнуть будет приятно, но содержащиеся в парфюме добавки могут навредить месту пайки.
Советы использовать водку вместо спирта тоже не очень правомерны. Канифоль — органический продукт, в воде растворяется плохо. Водка – это смесь спирта и воды. Смолу в водочной смеси растворить гораздо сложнее, даже при условии высокого качества водки.
Учитывая, что в домашних условиях расход флюса измеряется умеренными количествами, можно купить медицинский спирт. Гарантированное качество спирто-канифольной смеси стоит усилий
. На практике , сделанный правильно, не уступает продающейся продукции.
В последнее время для выбора радиолюбителю предоставляется широкий выбор флюсов, все возможные химические активные и сверх активные флюсы для пайки, которые стоят хорошо по денежки. Все имеют свои плюсы и минусы, и каждому паяльщику нравится свои. Мнения могут разбегаться, но выражаю я свое мнение.
На мой взгляд, канифоль один из лучших флюсов, пользуюсь канифолью уже 3 года своей практики. И почему канифоль лучшая у меня целый ряд причин:
—
Во-первых, это экологически чистый продукт. Для тех кто в танке, канифоль- это сосновая смола, а значит натуральна. — Во вторых канифоль легко смывается спиртом, а значит снять лишние остатки канифоли с печатной платы не составит никакого труда, а значит, не будет наводок меж дорожками…— В третьих канифоль легко достать. Где купить канифоль? Канифоль можно купить практически в любом хозяйственном магазине, в музыкальных магазинах(мой дед канифолил смычек от скрипки) и на радио рынках— В четвертых, это, наверное, индивидуальность, я обожаю запах канифоли (токсикоман похожеж:))





![Канифоль для пайки [зачем нужна, какую выбрать]](https://domdetaley.ru/wp-content/uploads/8/c/c/8cc3f84a8b2f07ce73f05cfdb6d3d0c3.jpeg)
Особенно хорошо, если канифоль жидкая. Но жидкая канифоль тоже стоит хорошо, поэтому жидкую канифоль можно изготовить в домашних условиях. Для самостоятельного изготовления жидкой канифоли нам понадобится канифоль обычная в кристаллах и обычный спирт “красная шапка”
Самодельная жидкая канифоль
И так берем обычный кристалл канифоли
1.
Перебиваем кристалл канифоли в пыль, очень удобно это сделать это, если у вас есть на кухне толчена(у всех по разному называется железный глубокий горшок), но если ее нет, не беда. Надо взять какую-нибудь очень плотную бумагу, складываем в конверт и ложем туда канифоль, заматываем это все в какую-нибудь не пористую ткань, это что бы ничего не пересыпалось, и бьем это все молотком, скалкой, в общем чем удобно. Разбиваются кристаллы, пока не будет однородной массы. Это нужно для хорошего растворения канифоли в спирте
Вот пыль разбитой канифоли
2.
Всю пыль надо залить спиртом с отношением 1:1.5 (канифоль: спирт). Это удобно сделать пользуясь той же бутылочкой от спирта. В половинку бутылочки спирта высыпаем канифоль до тех пор пока не появится нужное отношение составляющих. И смотрите что бы примерно 1/5 бутылки осталась свободной!
3.
Закрываем крышечкой и ложем бутылочку в мисочку с теплой водой (60-80C) когда нагреется раствор начинаем хорошо –хорошо болтать раствор, что бы он растворился в однородную массу! Вот и все, теперь раствор раскачиваем по шприцам и пользуемся с удобством
Удачи с повторением и будьте осторожны, соблюдайте меры предосторожности!. Заключается в защите металлических поверхностей от окисления
Раствор канифоли в этиловом спирте лучше растекается по металлической поверхности, чем расплавленная канифоль, благодаря чему пайка становится более экономичной, а сам спай более чистым. Канифоль в виде раствора наносится на зачищенные поверхности металла до прогрева места пайки, что в свою очередь еще более препятствует окислению этих поверхностей. Раствор канифоли в этиловом спирте наименее токсичен по сравнению с раствором в ацетоне, поэтому он находит наибольшее применение в технике
Заключается в защите металлических поверхностей от окисления. Раствор канифоли в этиловом спирте лучше растекается по металлической поверхности, чем расплавленная канифоль, благодаря чему пайка становится более экономичной, а сам спай более чистым. Канифоль в виде раствора наносится на зачищенные поверхности металла до прогрева места пайки, что в свою очередь еще более препятствует окислению этих поверхностей. Раствор канифоли в этиловом спирте наименее токсичен по сравнению с раствором в ацетоне, поэтому он находит наибольшее применение в технике.
Осваиваем пайку с канифолью
Состав канифоли для улучшения пайки изготовляется и продается как в чистом твердом виде, так и в виде жидких или вязких флюсов, цена его отличается.
Наиболее распространен спиртово-канифольный флюс (марка «СКФ»), который состоит по ГОСТ из 40-процентного канифолевого раствора и чистого этилового спирта.
Именно этот флюс с канифолью является диэлектриком, в отличие от хлоридно-аммониевого флюса
Кроме технических свойств этого флюса, важное значение играет невысокая цена
Видео:
Вместо жидкого флюса можно использовать канифоль в твердом виде, она также имеется в продаже в магазинах для радиолюбителей.
Цена одного килограмма твердой канифоли в пределах 400 — 500 рублей. Когда приобретена канифоль, имеется в наличии паяльник и обычный припой (олово), приступаем к работе.
Если вам до этого момента не приходилось паять, то сначала ознакомьтесь с видео инструкцией. Технология пайки с применением канифоли представлена на видео.
ВАЖНО ЗНАТЬ: Советы по сварке нержавейки полуавтоматом в среде углекислого газа
Чтобы крепко и правильно паять, придерживайтесь следующей последовательности.
Подготовка паяльника – лужение. Оно включает в себя зачистку жала паяльника напильников и последующее покрытие тонким слоем припоя.
Разогрейте жало и наберите на него небольшое количество канифоли, затем сразу же соедините с припоем. Как видно на видео, припой не прилипает к жалу, а нам нужно добиться его равномерного покрытия припоем.
Поэтому прикладываем жало к натуральной доске (лучше всего подойдет сосновая, но можно использовать любую) на непродолжительное время. Повторяем последовательность.
После нескольких циклов мы добьемся нужного результата.Подготовка спаиваемых поверхностей.
Если оголена бóльшая поверхность провода, чем требуется для пайки, то это, конечно, удобно новичку, именно это – причина, из-за которой происходят замыкания и возгорания схемы.
Обычно чистый медный провод можно залудить после одного цикла «канифоль-припой».
Опустим провод в канифоль, приложим горячее жало к верху оголенной поверхности и поднимем проводок.
Канифолевая масса задымится и обтечет провод, после чего нам остается покрыть место пайки оловом. Для этого набираем горячим жалом олово из припоя и переносим на провод.
Если провод из медно-желтого стал серебристым, то он считается правильно залуженным. Когда нужно соединить пайкой два провода, оба нужно залудить таким же образом.
Видео:
Рассмотрим, как подготовить для пайки медную деталь, к которой нужно припаять провод. Опускаем разогретое жало в канифоль и сразу же в припой.
Теперь у нас на кончике жала канифолево-оловянная смесь. Ее нужно качественно растереть по поверхности детали в месте пайки.
Лужение произведено правильно, если место, где будет производится пайка, стало серебристым.
Вместо твердой канифоли можно использовать любой флюс.
Для того чтобы правильно спаять залуженные детали, соединим их между собой, разогретым паяльником наберем олово (его можно заменить на любой другой чистый припой), покроем стык деталей горячим составом.
Теперь избегайте шевеления деталей под горячим припоем и дайте пайке полностью остынуть. Детали обволакиваются оловом при помощи канифоли.



ВАЖНО ЗНАТЬ: Контактная стыковая сварка
Если замечаете, что обволакивание происходит плохо, то добавляйте канифоли столько, сколько будет требоваться, но небольшими порциями.
Рассмотрим, как правильно отпаять детали. Разогреваем жало и прикладываем его к месту пайки. Это расплавит припой и детали легко отделятся друг от друга.
Теперь окуните кисточку в растворитель и уберите оставшийся флюс с канифолью с поверхности деталей.
Флюс: что это такое?
Флюс – вещество, обеспечивающее прочный контакт между деталями, подлежащими спайке. Благодаря его использованию, очищается поверхность соединяемых металлов, рабочие поверхности не окисляются во время паяния и после него. Это гарантирует мощное сцепление атомов металлов и предотвращает возникновение коррозии. Флюс и соединяемые поверхности обычно не вступают в химическую реакцию между собой (за исключением предназначенных для реактивно-флюсовой пайки).
 жидкий флюс во флаконе с кисточкой
жидкий флюс во флаконе с кисточкой
При паянии обычно используются следующие флюсы:
- нашатырь;
- бура;
- ортофосфорная кислота;
- ацетилсалициловая кислота;
- хлористый цинк, и т.д.
Каждый из них применяется исходя из физико-химических характеристик соединяемых поверхностей. Например, ортофосфорную кислоту необходимо использовать для соединения поверхностей из алюминия и нержавеющей стали, хлористый цинк лучше всего соединяет черные металлы, бура подойдёт для нержавеющих и жаропрочных сталей.
Многие флюсы представляют собой сложную смесь химических компонентов. Так, соединение хлористых калия, цинка и лития с фтористым натрием предназначено для растворения окислов алюминия. Соединив буру, борную кислоту и насыщенный раствор хлористого цинка, можно получить качественное вещество для спаивания нержавеющей стали.
 пайка с использованием флюса
пайка с использованием флюса
Отметим, что для того, чтобы самостоятельно изготовить многокомпонентное соединение, нужны хотя бы некоторые знания в области химии, знание пропорций, качественные ингредиенты и средства индивидуальной защиты. Поэтому, если хотите спаять детали в домашних условиях, флюс лучше всего приобрести в специализированном магазине. На сегодняшний день спектр предлагаемых веществ для пайки довольно широк.
Самым безопасным и популярным флюсом является канифоль. Это вещество наиболее распространено, поскольку имеет вполне доступную стоимость и его можно приобрести на любом рынке. В отличие от прочих флюсов, канифоль может плавиться при относительно низких температурах (от 52 градусов по Цельсию), поэтому применяется в том числе при пайке в домашних условиях.
Виды паяльной канифоли
Реализация канифоли происходит разбавленным и чистым видом. Очищенное сырье существует в форме палочки или кусков. Более дорогими и сложными по производству являются флюсы жидкого типа. Наиболее простой вариант спиртосодержащий, состоящий из раствора канифоли и спирта, разведенный практически равными пропорциями. Данный раствор не вызывает реакций при использовании, предотвращает коррозию и не проводит электрический ток.
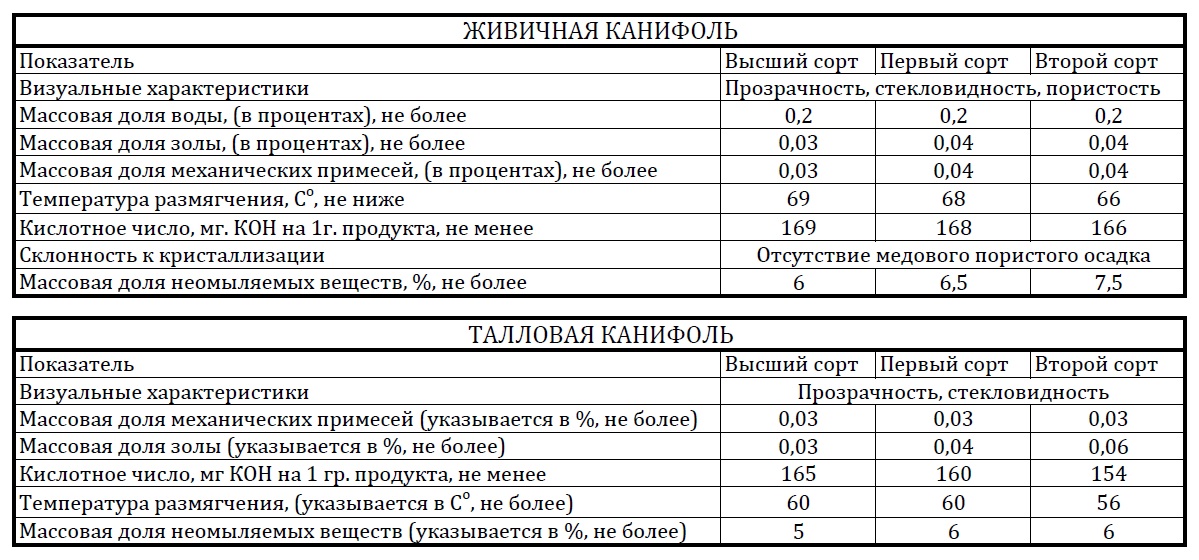
Живичная канифоль по ГОСТ 19113-84
Изготовления спиртового раствора может быть выполнено в домашних условиях
Важно соблюдать последовательность действий:
- Необходим этиловый спирт в малых количествах, крепостью не менее 70°. Найти его можно в аптеке или местах реализации подобных изделий.
- Канифоль живичная измельчается до песчаного состояния ступкой, после этого необходимо добавить спирт в соотношении 70 на 30.
- В случае отсутствия под рукой спирта, возможно использовать аналогичный растворитель, к примеру бензин или ацетон. Добавлять размягченную субстанцию необходимо малыми порциями, перемешивая до полного растворения.
Более современная модель раствора имеет вместо спирта глицерин. Приготовление происходит тем же способом, данный материал более удобен в работе. Его можно непосредственно наносить на спаиваемые детали, имеет более твердую форму относительно раствора. Некоторые припои реализуются уже с готовым флюсом посередине проволоки. Вариант удобен при действиях, однако высокая цена и отсутствие в мелких торговых токах могут привести к эксплуатации таловой канифоли.
Получение жидкой канифоли
Канифоль сосновая имеет следующие характеристики:
- Температура кипения начинается от 250 °C, зависит от состава и добавленных примесей.
- Размягчение происходит на пороге 52-72 °C.
- Теплопроводность элемента – 0,1 ккал/м, теплотворность – 9100 ккал/кг.
- Расширение в расплавленном состоянии равняется коэффициенту 0,05, кислотное число от 145 до 175.
Основной разновидностью материала является прозрачная колофонская смола, применяется твердым состоянием, имеет светло желтый оттенок. Основой для качественного производства продукции используется абиетиновая кислота, занимающая большую долю в составе вещества.





