

Преимущества клинков из клапанной стали Х40
Клапанная сталь ножа характеризуется большим количеством преимуществ перед другими сплавами. Среди них можно отметить нижеприведенные моменты:
- Точение проводится не слишком сложно, для этого можно использовать обычный точильный камень.
- Даже при использовании изделия для резки труднообрабатываемого материала на поверхности режущей кромки не образуются зазубрины и другие дефекты.
- Служит устройство достаточно долго. Это связано с тем, что поверхность характеризуется повышенной устойчивостью к воздействию повышенной влажности.
- Простота в уходе. Для того чтобы изделие прослужило в течение длительного периода не нужно проводить какие-либо работы, связанные с обслуживанием.

Нож для рыбалки из клапана
Небольшим недостатком можно назвать то, что подобная сталь обладает достаточно высоким показателем хрупкости на излом. Однако, сломать лезвие достаточно сложно, для этого приходится прикладывать большое усилие.
Секреты закалки: источник тепла
Существует несколько вариантов приспособлений, способных довести нагрев стальной детали до желаемого температурного порога. Идеальный вариант – муфельная печь промышленного или самостоятельного изготовления.
При отсутствии подобного инструмента возможно использование еще одного домашнего помощника – паяльной лампы.
Достаточно мощная струя пламени позволяет легко прогреть детали небольшой толщины до требуемой температуры. Не забывайте перемещать горелку вдоль закаляемой пластины для достижения равномерного прогрева.
Кроме этого возможно использование обыкновенного древесного угля вкупе с паяльной лампой. Для этого выкопайте небольшое углубление в почве, засыпьте туда уголь, в который уложите на ребро закаляемые пластины ножей. Прогревайте лампой уголь вместе с пластинами до достижения последними требуемого нагрева. Подобный способ предохраняет быстрое остывание непрогреваемой части заготовки и ее перегрева.
Опыт ковки ножа из клапана (попался впускной клапан)
Данная самоделка размещена исключительно в ознакомительных целях. Запрещено создание и применение в качестве холодного оружия, согласно ст223.4 УК РФ грозитлишение свободы до двух лет!
— клапан от двигателя (попался впуск); — кусок сухой ветки клена; — кусок резьбового стержня и гайка; — суперклей; — масло или другая пропитка для дерева.Список инструментов: — молоток; — мини-горн (мой самодельный); — импровизированная наковальня из кувалды и пенька; — ленточная шлифовальная машина; — болгарка (УШМ); — дрель. Процесс изготовления самоделки:
Сперва в качестве ручки приварил к штоку куски стальной проволоки, но со временем они отвалились. Дальше уже работал, держа заготовку плоскогубцами.
Куется все легко при помощи легкого молоточка. Когда сталь раскалена до температуры ковки, она не звенит, так по слуху я определял, до какого момента мне ковать.
Проковал шток в пластину довольно быстро и просто.
Также от руки вывел спуски, их нужно делать максимально пологими, сталь выдержит, а резать нож будет хорошо даже не с бритвенно заточенным лезвием.
Шаг третий. Закалка Шаг третий. Рукоять и финальные штрихи
Смотрится нож хорошо, в древнем стиле, режет тоже вполне себе нормально, на уровне бытового ножа, мне нравится.
Есть также у меня еще один клапан, этот уже выпускной, но там шток значительно уже, не знаю, а стоит ли с ним связываться?
На этом проект завершен, надеюсь, вам самоделка понравилась, и вы нашли для себя полезные мысли. Удачи и творческих вдохновений, если решите повторить подобное. Не забывайте делиться с нами своими идеями и самоделками!










Данная самоделка размещена исключительно в ознакомительных целях. Запрещено создание и применение в качестве холодного оружия, согласно ст223.4 УК РФ грозитлишение свободы до двух лет! Становитесь автором сайта, публикуйте собственные статьи, описания самоделок с оплатой за текст. Подробнее здесь.
Сборка рукоятки
Заключительный этап касается в сборке рукоятки. Эту процедуру можно связать с использованием текстиля или ясеня, береста. Выбору материала нужно уделить довольно много внимания, так как от их качества зависит удобство применения. Среди особенностей этого этапа отметим следующие моменты:
- В металле делаются отверстия. Для этого потребуется дрель и сверло из износостойкого материала. Отверстия создаются для заклепок.
- Из выбранного материала создаются две части, которые будут скрепляться. Ни должны быть максимально симметричными, иначе изделие будет плохо лежать в руке.
- Зачастую соединение двух элементов рукоятки проводится при применении заклепок.
После сборки рукоятки нож из клапана будет практически готов к применению.
При желании можно проводить декорирование рукоятки путем выжигания различных рисунков.
Если вы нашли ошибку, пожалуйста, выделите фрагмент текста и нажмите Ctrl+Enter.
Температурный режим
Может показаться, что в закалке ножа нет ничего сложного, но, как и в любой другой технологической операции, при ее выполнении надо учитывать ряд нюансов. Первое, что следует контролировать, чтобы правильно закалить клинок, – это равномерность и постепенность нагрева. Если пренебречь этим требованием и выполнять нагрев ножа слишком быстро, это приведет к тому, что в структуре металла будут формироваться слишком крупные зерна, что сделает изделие хрупким. Для стальных сплавов, относящихся к различным категориям, используются разные температурные режимы выполнения закалочных операций:
- стали, относящиеся к группе низкоуглеродистых сплавов, – 727–950°;
- высокоуглеродистые стальные сплавы – 680–850°;
- стали, содержащие в своем составе легирующие элементы, – 850–1150°.
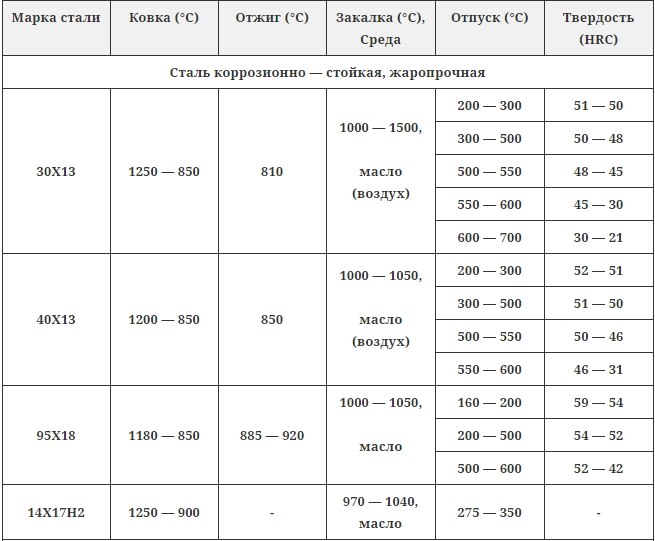
Режимы обработки коррозионно стойких жаропрочных сталей
В домашних условиях не всегда можно воспользоваться таким прибором, как пирометр, при помощи которого определяют температуру нагрева металла. Между тем определить степень нагрева изделия из стали можно, если воспользоваться обычным магнитом. Суть этой несложной методики заключается в том, что у каждого металла есть так называемая точка Кюри, при которой из ферромагнитного он превращается в парамагнитный материал, то есть перестает притягиваться к магниту.
Сборка самодельного ножа
Выполнив все указанные выше операции и доведя сталь ножа до необходимой твердости, переходим к сборке. Подгоняем форму накладок к хвостовику ножа и вырезаем дополнительно две вставки из кожи.
Затем смазываем детали клеем, устанавливаем на клею латунные вставки и оставляем сушиться на несколько часов.
Крайнюю вставку лучше изготовить не из стержня, а из трубочки требуемого диаметра. Это поможет крепить готовое изделие при эксплуатации на кожаный ремешок, что предохранит его потерю в походах, на рыбалке или охоте.










После высыхания клея тщательно обработайте рукоятку и лезвие наждачной бумагой. Для защиты клинка от коррозии его достаточно хорошо отполировать после окончательной заточки и доводки.
Секреты закалки: температура нагрева
Один из самых важных моментов при самостоятельной закалке стали – достижение заготовкой оптимальной температуры нагрева. В производственных условиях эта величина контролируется специальными высокотемпературными термометрами. В быту же лучше использовать старинные, дедовские способы.
Первый из них – определение температуры по цвету накала заготовки. Замечено, что при нагревании металл изменяет свой цвет в зависимости от достижения той или иной температуры. Для закалки стали наиболее оптимален светло-вишневый или малиновый, что соответствует нагреву в 800-850 С.

Второй способ – изменение магнитный свойств. Еще одно свойство стали при нагреве – изменение ее магнитных свойств. Достаточно прислонить нагретую заготовку к сильному магниту и отсутствие «притяжения» между ними так же даст сигнал о достаточности нагрева заготовки.
Преимущества клинков из клапанной стали х40
Сделав нож из такого клапана своими руками, он будет служить десятилетиями, но обязательно изготовить нужно, соблюдая все технологические процессы. Тогда реально, 20 лет как минимум гарантированного удовольствия, ведь таким изделием будет приятно выполнять любую работу.

Сталь х40.
Еще есть несколько преимуществ:
- заточке поддается довольно легко и держит ее долго;
- даже после использования с твердыми материалами, зазубрин на лезвии не будет;
- отличные режущие свойства;
- твердость клинка получится около 57-58 единиц по шкале Роквелла;
- не надо постоянно шлифовать, блеск будет постоянным;
- прост в уходе.
По некоторым данным, любители изготовления ножей своими руками, пишут получаемую твердость в 62-64 HRC. И как пример приводят такой интересный факт, якобы таким изделием можно перерубить болт на 12 и лезвию ничего не будет. Но поверить словам бывает сложно, пока сам не попробуешь.
Процесс изготовления ножа из клапана своими руками
А для того, чтобы попробовать, для начала следует изготовить нож из клапана. О чем пойдет дальше речь. А уже изготовив по всем правилам, собственный клинок, можно будет испытать его на чем угодно.
 Самодельный нож из клапанной стали. Единственное, о чем говорят бывалые сталевары, нож будет иметь некую хрупкость, хотя сложно себе представить что надо сделать с ножом, чтобы он сломался.
Самодельный нож из клапанной стали. Единственное, о чем говорят бывалые сталевары, нож будет иметь некую хрупкость, хотя сложно себе представить что надо сделать с ножом, чтобы он сломался.
Первичная обработка
Для обработки клапана, для начала следует срезать его головку, затем приварить пруток, для нагревания в печи. В технических характеристиках стали 40х, сказано, что для начальной ковки требуется разогреть деталь до 1250 °C, а заканчивать при 800 °C. Для такого разогрева обязательно потребуется горн или муфельная печь.
Достигнув данной температуры, заготовка вынимается и начинается процесс ковки. Ковать требуется большим молотом не 6 кг. Возможно, на начальном этапе потребуется помощь, друга или соседа.
Затем молотом поменьше продолжаем выковывать в длину. Не забывая при этом нагревать деталь. Когда, на ваш взгляд, заготовка получила нужные формы, оставляем ее остывать.
Спуски и закалка клинка
На этом этапе отрезаем болгаркой или другим инструментом пруток. Делаем на заготовке разметку, и на шлифовальном станке обрабатываем заготовку. Круг для станка используйте крупной зернистости, это черновая обработка. Не забываем про хвостовик.
Когда деталь начинает принимать очертания клинка, сменяем круг на более мелкое зерно и начинаем делать спуски.
Это очень тонкая работа, если мало опыта, лучше опять же нанести симметричную разметку на заготовку, дабы не допустить ошибок, которые чреваты нехорошими последствиями. Изделие можно загубить. Спуски тонкими делать нельзя, иначе после закалки клинок может «повести» и он треснет.
 Закалка и спуск клинка для ножа.
Закалка и спуск клинка для ножа.
Теперь опять придется вернуться к горну или печи. Процесс закалки делается на воздухе, без применения каких-либо жидкостей. Требуется равномерно разогреть заготовку до ярко-красного цвета, что будет соответствовать приблизительно 900-1050 °C. А затем просто вынуть ее и подержать на воздухе, до остывания.
Сборка рукоятки
Перед сборкой рукояти обязательно зачистите клинок от нагара после закалки. И выведите режущую кромку. Если хвостовик короткий, не беда, допустимо ее нарастить прутком. Лезвие лучше обернуть малярным скотчем, чтобы не порезаться и удобнее будет работать.
Как вариант сделать сборную рукоять, из различных компонентов, здесь ограничение только в вашей фантазии. Используйте: текстолит, оргстекло, бересту, дерево различных пород и т.д. Как больстер сгодится и металлическая деталь.
При наборе не забываем, все проклеивать. А затем на шлиф машинке придаем рукояти форму. Если ваша задумка была изготовить ручку из двух планок, то при ковке, нужно сразу же выковывать плоский хвостовик.
Также материал выбирайте на свой вкус, затем насверливаем отверстия в хвостовике, крепим больстер. Вытачиваем из заготовок симметричные половинки, просверливаем их в соответствии с хвостовиком. И закрепляем клепками.
 Деревянная рукоять ножа. Во всех случаях, после закрепления материала на рукояти и обработав ее. Следует провести обработку, если имеется дерево, обязательно пропитываем воском или другими влагостойкими специальными средствами.
Деревянная рукоять ножа. Во всех случаях, после закрепления материала на рукояти и обработав ее. Следует провести обработку, если имеется дерево, обязательно пропитываем воском или другими влагостойкими специальными средствами.
Сборка самодельного ножа
Выполнив все указанные выше операции и доведя сталь ножа до необходимой твердости, переходим к сборке. Подгоняем форму накладок к хвостовику ножа и вырезаем дополнительно две вставки из кожи.

Затем смазываем детали клеем, устанавливаем на клею латунные вставки и оставляем сушиться на несколько часов.

Крайнюю вставку лучше изготовить не из стержня, а из трубочки требуемого диаметра. Это поможет крепить готовое изделие при эксплуатации на кожаный ремешок, что предохранит его потерю в походах, на рыбалке или охоте.

После высыхания клея тщательно обработайте рукоятку и лезвие наждачной бумагой. Для защиты клинка от коррозии его достаточно хорошо отполировать после окончательной заточки и доводки.
Уважаемые читатели, если у вас остались вопросы, задавайте их, используя форму ниже. Мы будем рады общению с вами
Ковка ножа из советского вторичного сырья
Вторичное сырье не позволит сделать клинок высочайшего качества. Но многим нравится ощущение перерождения других материалов в режущие и колющие предметы. Например, ковка ножа из напильника или цепи, рессоры, клапана, подшипника, троса, сверла.










Ножи из троса
Из троса получаются хорошие клинки, но дамасские свойства не высокие из-за крупных рисунков. Ножи из троса содержат небольшое количество углерода, поэтому к их телам нужно приваривать режущую кромку из дамаска.
Ножи из рессоры
Многие предпочитают делать ножи своими руками из рессоры, которая была изготовлена еще в советский период. Тогда использовалась для рессоры высококачественная сталь 65Г. Свойства металла рессоры повышаются за счет правильного соотношения составных частей и технологичной термообработки. Если ножи из рессоры перекалить, то они станут хрупкими.
Ножи из цепи
Широко применяется для ковки такой вторичный материал, как цепи. Чаще это цепи от бензопилы, но бывают и моторные цепи от бензинового двигателя.
Ножи из клапана
Для изготовления ножей своими руками из клапана берутся пустотелые выпускные клапаны. Не каждый умелец знает, как грамотно оттянуть нож из клапана. Поэтому это не лучший вариант.
Ножи из сверла
Хорошие ножи получаются из сверла. Инструментальная сталь, из которой изготовлены сверла, говорит сама за себя. Если правильно закалить клинок, сделанный своими руками из сверла, то он не будет ломаться при ударных нагрузках и сможет противостоять высокой нагрузке на изгиб.
Ножи из напильников
Чтобы изготовить нож из напильника своими руками нужно сначала нарисовать эскиз – форму лезвия и ручки, выбрать способ крепления, как на видео. Металлом для напильника является углеродистая сталь У10. Ее твердость составляет 57 — 58 HRC. Эти свойства металла при ковке сохраняются, и ножи из напильника получаются крепкими, с высокими режущими показателями и выдерживают большую нагрузку.
Ножи из пилы
Альтернативой может быть использование механической пилы для железнодорожного рельса. Их прочность даже выше, чем у напильников. Оба эти изделия как нельзя лучше подходят для ковки ножей в домашних условиях. Так как старый напильник более доступен, то технологию ручной ковки из него и рассмотрим более подробно. Также процесс можно посмотреть на видео.
Этапы переделки напильника в нож
Ковка в домашних условиях должна происходить при строгом соблюдении всех мер предосторожности. Будем пользоваться:
- Напильником (желательно советским).
- Материалом для изготовления рукоятки (пластик, кость, дерево и др).
- Обувным кремом и воском.
- Газовой плитой или другим нагревательным устройством.
- Станком, тисками и болгаркой.
- Магнитом.
- Наждачной бумагой.
- Материалом для заклепок (желательно латунь).
- Клеем для кожи и металла.
Сначала производим обжиг напильника в печи, как на видео. Накаливаем его на протяжении 6 часов и оставляем там до полного остывания. Это делаем для того, чтобы сталь стала такой, как перед заводской обработкой. Вместо печи можно использовать раскаленные угли костра. В домашних условиях для этого можно использовать газовую конфорку. На нее кладут будущий нож тем местом, где предполагается режущая часть. Сверху ставят металлический тепловой экран так, чтобы он не касался напильника. Заготовку посыпают солью, которая при нагревании должна расплавиться. Время процесса – 6 часов.








Как провести процедуру самостоятельно
Для этого не обязательно иметь какой-либо опыт – достаточно точно следовать инструкции, которая подскажет, как закалить ножи в домашних условиях своими силами. Процедура может применяться для любого типа лезвий – топора, ножниц, прочего режущего инструмента.
Источник нагрева
На открытом воздухе часть тепла, исходящая от костра, улетучивается – полученной температуры, особенно при термообработке высокоуглеродистой стали, может оказаться недостаточно. В этих случаях лучше использовать муфельную печь, резак, паяльную лампу, кузнечный горн, даже обычную электро или газовую плиту. При изготовлении партии ножей время закалки лучше определить экспериментально с помощью теста. Для этого несколько пластин из металла нагревают: одну по максимуму, другую – чуть меньше.
Топливом выступают угли, которые разогревают максимально до белого цвета. Оттенок пламени при этом – желто-оранжевый или малиновый. Огонь должен распределяться равномерно по всей площади костра. После термообработки раскаленный предмет трижды опускается на несколько секунд в масло. Последний этап – погружение в емкость с водой. Жидкость следует предварительно хорошо перемешать (взболтать).
 Паяльная лампа
Паяльная лампа Печь
Печь Горн
Горн Газовая плита
Газовая плита
Температурный режим
Существует несколько способов закалки стали с разной температурой нагрева, временем выдержки и скоростью охлаждения. Для каждой марки металла нужен определенный температурный режим:
- для ножей из низкоуглеродистой стали диапазон температур должен составлять 757-950 °С;
- клинки из высокоуглеродистых марок закаливают при 680-850 °С;
- легирующим сплавам потребуется разогрев до 850-1150 °С.
В производственных условиях для определения степени нагрева используют прибор для бесконтактного измерения – пирометр, в быту применяют обычный магнит. При значительном повышении температуры магнитные свойства металла снижаются: если стальная заготовка к нему не притягивается – температура оптимальна.
Опытные мастера способны определить качество закалки по цвету стали: чем он светлее, тем сильнее нагрев. Перекаливать металл не следует, иначе он почернеет и отчистить его будет невозможно. Затачиваемая часть клинка нагревается 3 раза до почти фиолетового цвета, то есть до температуры 285 °С. Режущую же часть обрабатывают на огне только раз, но нагревают сильнее, до появления желто-оранжевого оттенка, то есть до 950-1000 °С.
Красный цвет свидетельствует о нагреве до 720-950 °С. Малиновый или светло-вишневый оттенки стали означают, что температура разогрева соответствует 800-850 °С. Появление в пламени бордового цвета свидетельствует о том, что лезвие накалилось недостаточно, лишь до 650-720 °С, коричневого – температура не выше 530-580 °С.

Охлаждение и отпуск
В зависимости от метода термообработки и типа клинков используют разные способы охлаждения, к примеру, в минеральном масле (отработке) или обычной воде с добавлением соли. Варианты:
- если закаляемые лезвия нагревают докрасна, их остужают в масле, окуная в него трижды, чтобы каждое последующее охлаждение было продолжительнее предыдущего; последний этап – погружение в предварительно размешанную воду;
- для ножей с двухсторонними лезвиями, для придания им большей остроты и упругости, клинки, напротив, вначале опускают в воду на пару секунд, а затем в отработку;
- чтобы середина лезвия была максимально упругой, можно вначале прогреть ее металлическим прутком, затем на пару часов погрузить нож в кипяток, далее – в ледяную воду.
Следует учесть, что в масле (отработке) металл остывает в 2 раза быстрее. Для определения скорости охлаждения материала в разных растворах можно обратиться к сводной таблице.
| Используемая среда | Скорость охлаждения, °С |
| Вода, нагретая до 27 °С | 450 |
| Масло комнатной температуры | 150 |
| Ледяная вода | 600 |
| Машинное масло, прогретое до 20 °С | 150 |
Прошедшая закалку и охлаждение сталь все еще слишком хрупкая. Для дальнейшего увеличения характеристик пластичности и вязкости ее следует вновь прогреть в течение часа, но лишь до 150-200 °С (данную процедуру и называют отпуском). Для легированного металла температура должна быть в пределах 270-320 °С, для быстрорежущего – еще выше. Чтобы клинок при быстром охлаждении не прогнулся, его необходимо опускать в жидкость строго вертикально, режущая кромка должна быть внизу, а лезвие при этом – оставаться неподвижным.
 Охлаждение в масле
Охлаждение в масле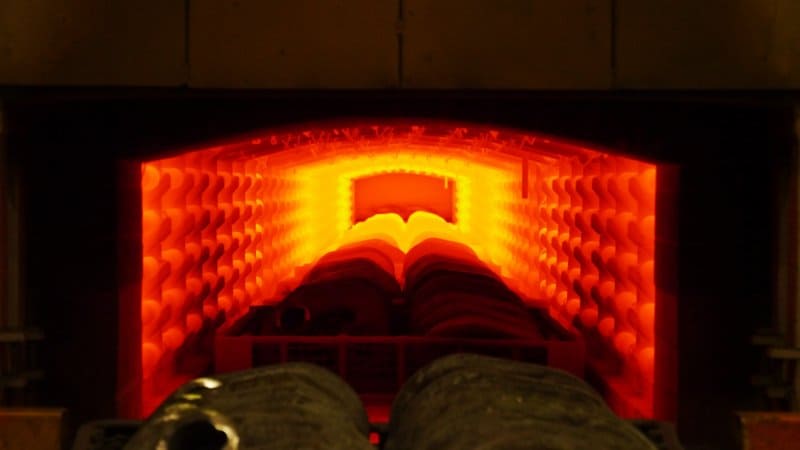 Отпуск
Отпуск
Клинки Х40
Возможно существующее в среде охотников поверье о том, что нож из клапанной стали круче даже ножа из дамасской – не более чем миф. Однако то, что этот материал отличают просто великолепные рабочие характеристики – чистейшая правда.
Клинком, выполненным из клапанной стали, например, можно без труда разрубить болт на 12. Для изготовления таких замечательных инструментов используется сталь выпускного клапана для мощных дизельных двигателей.
Мастера изготавливают клинки именно из этой детали. Дело в том, что старый металл нормализован и отличается отсутствием внутреннего напряжения. Лучше всего для данной цели подходят тепловозные клапана, на изготовление которых идет сталь Х40.
Самое главное при изготовлении клинка из клапанов – это правильно оттянуть металл. Выполнить из Х40 длинную пластинку достаточно непросто. Такая операция под силу только опытным кузнецам. Закалки данный материал не требует.
Основные характеристики стали Х40
Клапан просто идеально подходит для изготовления абсолютно любых типов клинков. Ножи из нержавеющей стали Х40 могут использоваться в тяжелых условиях.
Сталь Х40 относится к жаропрочным, высоколегированным. Ее высокие механические свойства не теряются даже при очень высоких температурах (до 600С). Однако при длительном воздействии может снизиться ударная вязкость.
Эту марку стали в промышленности применяют для изготовления клапанов тракторных, автомобильных, авиационных.
Основными отличительными характеристиками клапанов являются:
• Высокое содержание углерода в ножах, обеспечивающее клинкам повышенную твердость; • Хром, присутствующий в составе стали делает ее устойчивой к ржавлению. На таком клинке вы никогда не увидите рыжих пятен. Смазка ножа жиром при длительном хранении не нужна; • Доступность материала, делает его едва ли не самым распространенным на сегодняшний день из всех, используемых для изготовления.







Преимущества клинков из клапанной стали Х40
Нож Х40 отличается просто замечательными режущими свойствами. Точится не слишком сложно, однако заточку при этом держит очень хорошо. На режущей кромке клинка из клапанной стали даже после использования на достаточно твердых материалах никаких зарубок не появляется.
Небольшим недостатком данного вида стали считается некоторая хрупкость на излом. Однако для того, чтобы сломать нож из клапана нужно приложить все же достаточно серьезное усилие (твердость стали 57 – 58, что в общем для клинков оптимально).
Прослужит такой клинок из клапана долго, так как металл Х40 не ржавеет. Кроме того, благодаря наличию в составе стали хрома, лезвие не тускнеет. То есть не требует периодической шлифовки. Простота в уходе – еще одна причина необыкновенной популярности подобных инструментов.
Купить нож клапанной стали отличного качества можно у нас в мастерской. Просматривайте наш каталог, и вы обязательно подберете для себя подходящую модель с замечательными рабочими характеристиками.
Кроме того мы продаем и другие модели – ножи из дамасской стали, алмазки, нержавеющей стали и т.д.
Секреты закалки: охлаждение
Для охлаждения нагретой до нужных температур заготовки возьмите удобную по объему емкость и налейте в нее отработку. Держа нож за хвостовик клещами с длинными рукоятками, опустите его в масло и подождите некоторое время. Вязкость жидкости обеспечивает оптимальное течение теплообмена. Будьте осторожны, на поверхности масло может воспламениться!
Второй способ охлаждения – использование воды. При этом чистую жидкость лучше не использовать. Перед работой растворите в ней несколько ложек поваренной соли или примените рассол для охлаждения металла. В старину, когда соль имела очень высокую цену, кузнецы в качестве соляного раствора применяли собственную мочу.
Одним из неприятных моментов, иногда возникающих во время закалки, является поводка клинка или его деформация, возникающая из-за неравномерного нагрева или охлаждения. Чтобы избежать ее, клинок лучше всего опускать в охлаждающую среду строго вертикально режущей кромкой вниз.
Источник
Первичная обработка
Этап первичной обработки проводится для того, чтобы придать заготовке первичную форму, которая будет приближенно напоминать конечное изделие. Подготовительный этап характеризуется следующими особенностями:
- Проводится ковка заготовки.
- Структура материала уплотняется.
Приведенная выше информация определяет то, что нож из клапана можно изготовить только в случае наличия навыков кузнеца. Кроме этого, требуется соответствующая оснастка, которая применяется для нагрева материала и его деформации.
Создание спусков проводится при применении наждака. Этот этап можно охарактеризовать следующим образом:
- Проводится формирование режущей кромки, а также острия.
- Для точения рассматриваемой заготовки следует применять подходящий камень.
Этому этапу нужно уделить довольно много внимания, так как на данном этапе формируется рабочая часть лезвия.
Повысить качество и твердость поверхностного слоя можно путем выполнения закалки. Данная процедура заключается в воздействии высокой температуры, после чего нож из клапана охлаждается на открытом воздухе. Особенностями процедуры назовем следующие моменты:
- Требуется печь.
- Температура выдержки и время выбираются в зависимости от размеров заготовки.
- Рекомендуется проводить охлаждение на открытом воздухе. За счет этого обеспечивается требуемая твердость, но выдерживается пластичность.
В целом можно сказать, что процедура закалки довольно проста и для этого не требуется специальное сложное оборудование.





