

Угловые головки с быстросъемными оправками
Различный угол наклона рабочего инструмента к оси шпинделя станка — 30°, 45°, 60°, 90°. Возможность поворота оправки на 360°. Для контроля угла поворота имеется удобная шкала. Стандартные конусы BT-40, BT-50. Возможно исполнение с конусом IT-40, IT-50. Возможна поставка стопора в комплекте. Максимальная скорость вращения — 2000 об/мин. Для угловых головок NIKKEN выпускает следующие быстросменные оправки (на фото слева направо): оправка для сверления, оправка для нарезания резьбы, оправка для дисковых фрез, оправка для торцевого фрезерования (составная фреза диаметром 50, 60 или 80 мм), цанговая фрезерная оправка. А также оправки для сменных составных фрез, переходник на конус морзе и переходник на сверлильный патрон.
Порядок работы
Непосредственное деление
Непосредственное деление применяется при делении окружности на 2, 3, 4, б, 8, 12 и 24 части в тех случаях, когда не требуется большой точности.
При непосредственном делении необходимо:
- выключить червяк из зацепления с червячным колесом поворотом рукоятки 24 (см. рис. 3) до упора
- освободить от зацепления фиксатор лимба непосредственного деления
Поворот шпинделя осуществляется от руки вращением обрабатываемой детали или патрона. Отсчет угла поворота производится по градусной шкале, нанесенной на лимбе непосредственного деления, и по штриху на передней втулке шпинделя.
Закрепить шпиндель в требуемом положении с помощью зажима 23 (см. рис. 2).
При делении на части или грани расчет производить по формуле
N = 360°/a(1)
где n — число частей или граней; а
a — угол поворота шпинделя.
Простое деление
Простое деление окружности на равные и неравные части производится при неподвижном делительном диске с помощью рукоятки с фиксатором. Величина поворота рукоятки отсчитывается по отверстиям на делительном диске и фиксируется стержнем фиксатора.
Дифференциальное деление
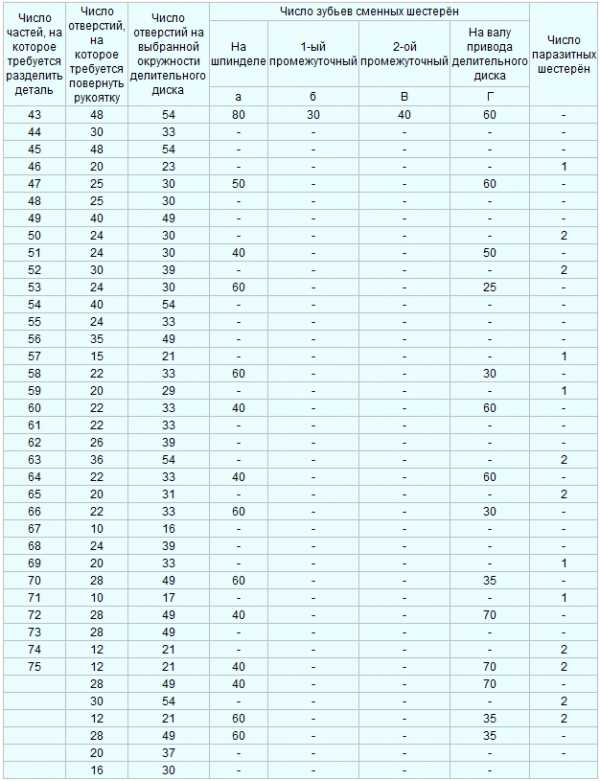
Деление окружности на число частей свыше 42, не кратное числу отверстий на делительном диске, можно производить дифференциальным методом, сущность которого заключается в том, что угол поворота шпинделя определяется величиной поворота рукоятки с фиксатором относительно делительного диска и величиной поворота диска, получающего вращение от шпинделя через сменные шестерни гитары.
Гитара устанавливается на цилиндрический хвостовик, на котором она может быть повернута и закреплена в требуемом положении. Для установки сменных шестерен гитара укомплектована передвижными пальцами и переходными втулками. Для передачи вращения сменным шестерням в задний конус шпинделя вставляется оправка, на цилиндрическую шейку которой устанавливается сменная шестерня.
До начала работы следует поворотом рукоятки проверить плавность вращения всех установленных шестерен.
При выполнении дифференциального деления стопор делительного диска должен быть выключен.
Порядок настройки при дифференциальном делении такой же, как и при простом делении.
Дифференциальное деление возможно только при горизонтальном положении шпинделя.
Фрезерование спиральных канавок
Фрезерование спиральных канавок производится при продольном перемещении стола фрезерного станка и одновременном вращении детали, закрепленной в делительной головке, относительно своей оси. Для согласованного вращения детали с продольным перемещением стола устанавливается гитара с набором сменных шестерен, которые передают вращение от ходового винта станка шпинделю делительной головки.
Достоинства
С помощью делительной головки, при работах по металлу на фрезерном станке, можно выделить следующие дополнительные функциональные возможности:
- значительно расширить спектр рабочих операций;
- обрабатывать заготовку, которая расположена в удобном или нужном положении относительно плоскости стола, как по вертикали, так и по горизонтали;
- упростить работы по металлу с заготовками различных размеров.
к меню
Классификация
Универсальные делительные головки имеют свое обозначение, по которому можно определить их основные рабочие параметры:
- УДГ 100 — обрабатываются заготовки диаметром 100 мм, размеры по основанию — 260×180 мм, вес — 25 кг;
- УДГ 125 — с ее помощью можно обрабатывать заготовки, максимальный диаметр которых не превышает 125 мм. Размеры основания — 260×180 мм. Вес — 28 кг;
- УДГ 250 — максимально допустимый диаметр обрабатываемой заготовки — 250 мм, габариты — 260×180 мм, вес — 53,6 кг;
- УДГ 320 — заготовка не должна превышать по диаметру 320 мм, размеры по основанию — 290×234 мм, вес — 101 кг;
- УДГ 400 — самая большая делительная головка, которая позволяет работать с заготовками сечением до 400 мм. Габаритные размеры основания — 290×234 мм, вес — 106 кг.
Все вышеперечисленные приспособления имеют цену деления на лимбе 15º.
Универсальная делительная головка УДГ-250
Многие параметры являются одинаковыми, так как использование данных устройств рассчитано на стандартное оборудование. Различие в основном — по диаметрам обрабатываемых деталей — чем он больше, тем крупнее и тяжелее устройство.
Используется еще один тип обозначений. К примеру — УДГ 40 Д250. Это означает, что делительная головка является универсальной, для полного оборота шпинделя требуется повернуть рукоятку 40 раз, максимальный диаметр обрабатываемой детали не должен превышать 250 мм. к меню
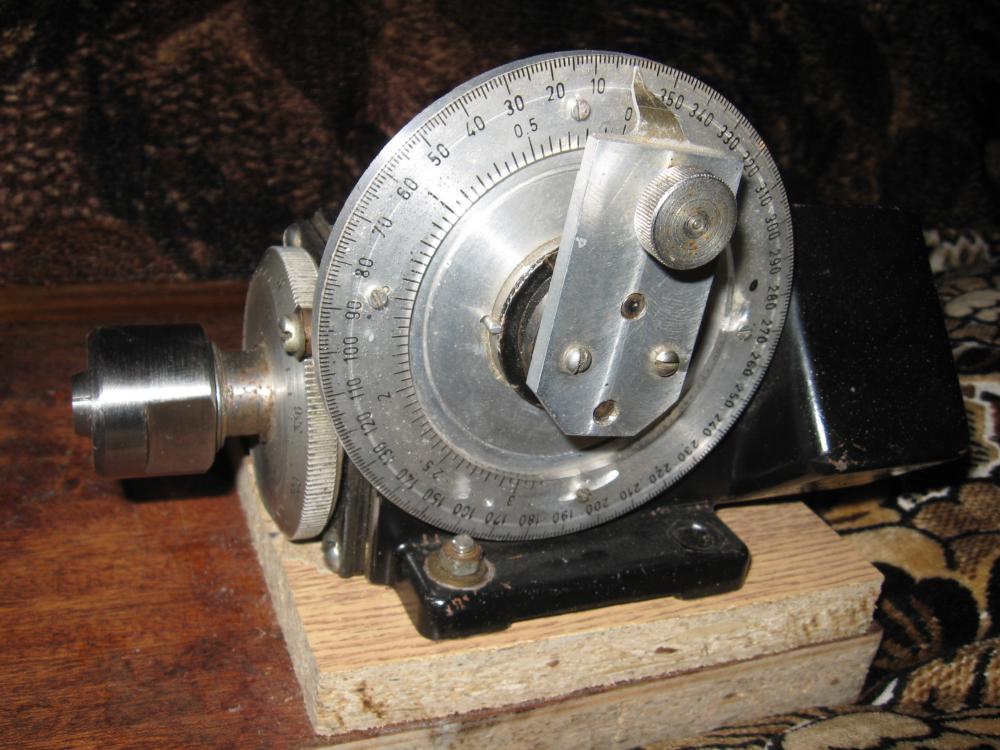
Оптическая делительная головка
Такое устройство используются для выполнения особо точных делений, и в некоторых случаях, для проверки правильности выполненного деления на другом устройстве.
Наверху головки имеется окуляр микроскопа, в оптическую систему которого помещена неподвижная шкала. Цена деления в ней равна 1′, а общее количество частей 60-ти. Деления просматриваются настолько четко, что отсчитать долю в ¼ минуты не представляет никакой сложности.
Рассчитывается угол поворота шпинделя также как и для механической головки. Но следует учесть, что необходимо составлять таблицу всех последовательных углов, так как они суммируются. к меню
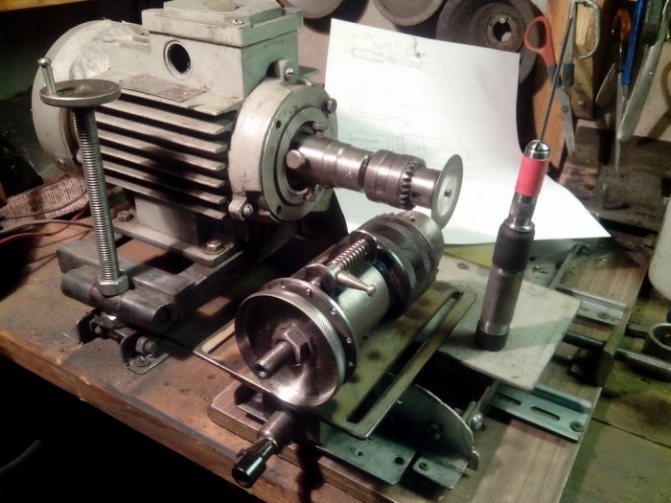
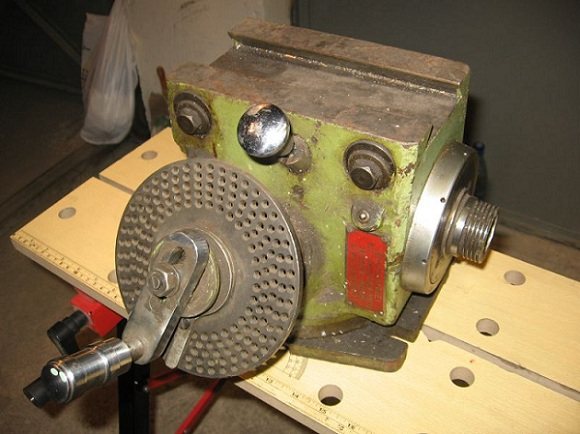
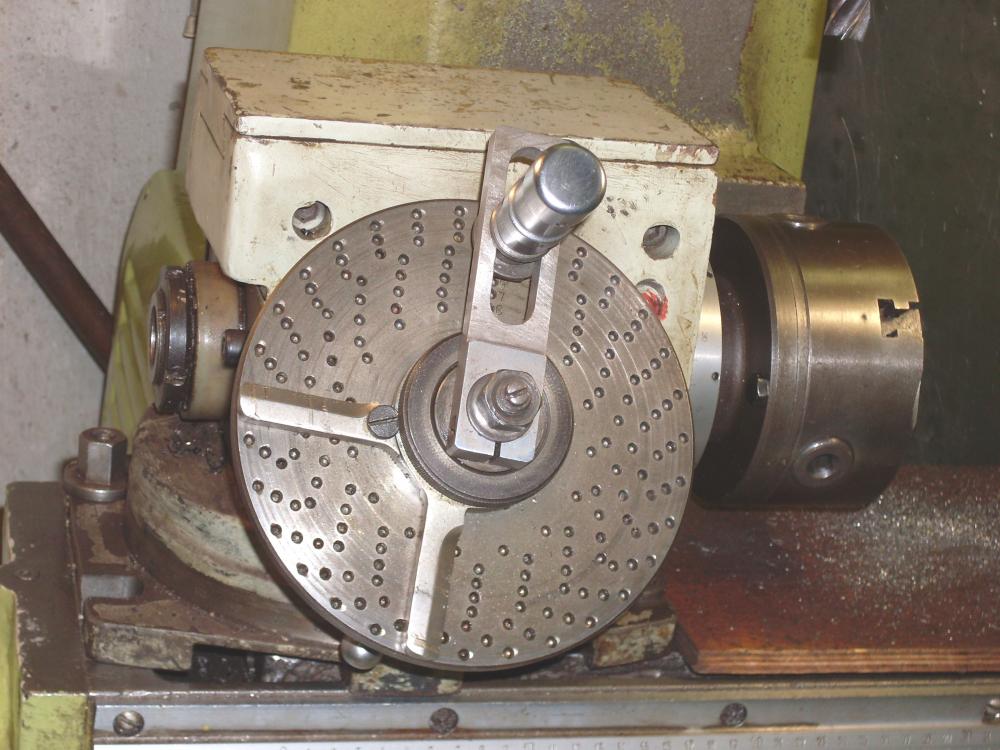
Самодельная делительная головка
При небольших объемах работ по металлу проводимых своими руками, покупать дорогостоящее дополнительное оборудование не имеет смысла, так как затраченные вложения никогда не окупятся.
Самодельная делительная головка
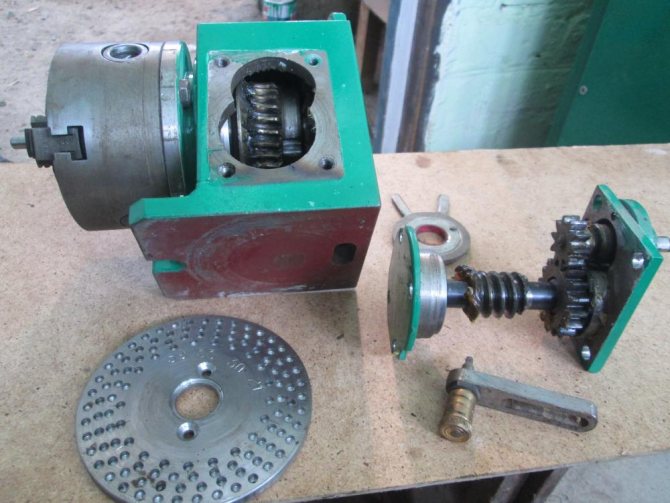
Но домашним мастерам, имеющим в своем распоряжении фрезерный станок, такое приспособление, как делительная головка, все же необходимо. Для ее создания понадобится червячный редуктор, токарный патрон, диаметром в пределах 65 мм, и диск (лимб).
Компоновка этих элементов является стандартной, ничего нового придумывать не нужно. Деления (отверстия) на диске делаются под свои индивидуальные потребности. Все остальное аналогично промышленным вариантам.
После сборки самодельной конструкции необходимо провести ее юстировку. Это делается после того, как деталь сделанная на фрезерном станке при использовании самодельной делительной головки, сравнивается по параметрам с заводским образцом. к меню
Дополнительная информация
Использование различного вида фрезерных головок позволяет выполнять обработку деталей на одном станке, в то время как без их применения, необходимо задействовать несколько. Существует дополнительное оборудование для фрезерных станков в виде таких типов головок:
- угловая;
- расточная;
- долбежная.
В свою очередь они могут быть изготовлены в нескольких вариантах, например — со сменными ножами или пластинами.
Головка делительная полууниверсальная HOMGE BS-0
Угловая головка также имеет несколько вариантов исполнения:
- головка 90º:
- модульного типа;
- универсальная.
Все эти дополнительные приспособления (угловая, расточная, долбежная головки) значительно повышают точность и увеличивают производительность фрезерного оборудования, так как позволяют осуществлять вертикальную и горизонтальную обработку, а также проведение работ под углом, без переустановки заготовки.
data-full-width-responsive=»true» data-ad-client=»ca-pub-8514915293567855″data-ad-slot=»8040443333″>
Это интересно: Делительные головки для фрезерных станков — виды, инструкции
ТПК, он же ЛУАЗ 967
22 октября 2012, 22:06
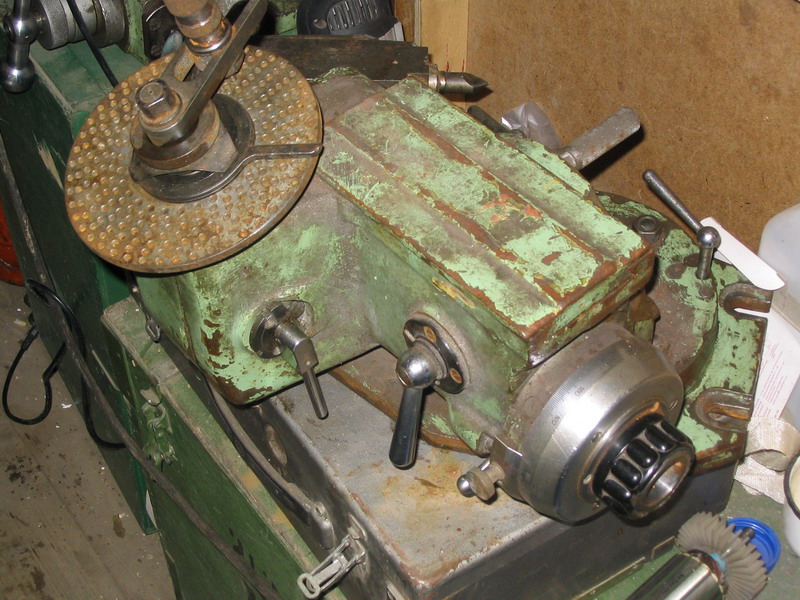
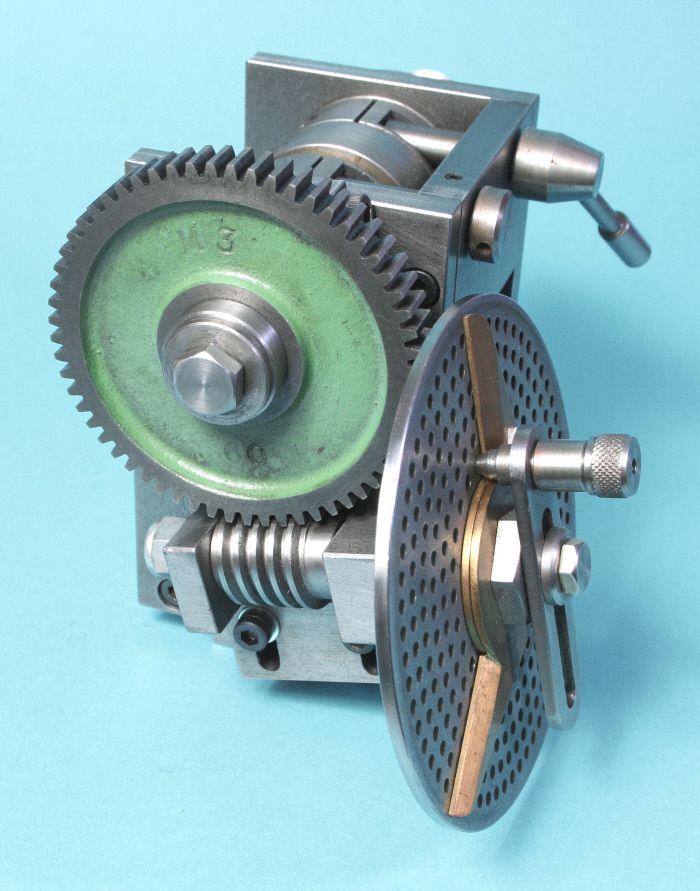
Идея снабдить токарный станок средствами точного позиционирования шпинделя не новА — на многих промышленных станках есть градусная шкала шпинделя, в интернете попадались конструкции, в которых на хвостовик шпинделя крепился делительный диск, превращая шпиндель в делительную головку прямого деления. Но при этом еще нужен тормоз шпинделя, да такой чтобы не сдвигал шпиндель при затяжке. Но неужели нет способа лучше? Вот например на шпинделе уже есть шестерня привода гитары (45 зубов), причем металлическая — а нельзя ли ее использовать как червячное колесо? Хм. а почему бы и нет?! А что у шестерни зубы прямые — так можно наклонить ось червяка!
Вспоминаем, что такое модуль зуба шестерни, и считаем шаг винта для него — получаем для модуля 1 шаг равен Пи, или
3.14мм. Указываем этот шаг в Программе расчета шестерен. Оказывается, с имеющимся набором шестерен гитары можно нарезать шаг 3.1429, что от требуемого отличается всего лишь на 0.04%, отлично!




Пять минут — и в руках готовый червяк. Примериваем к аналогичной шестерне:
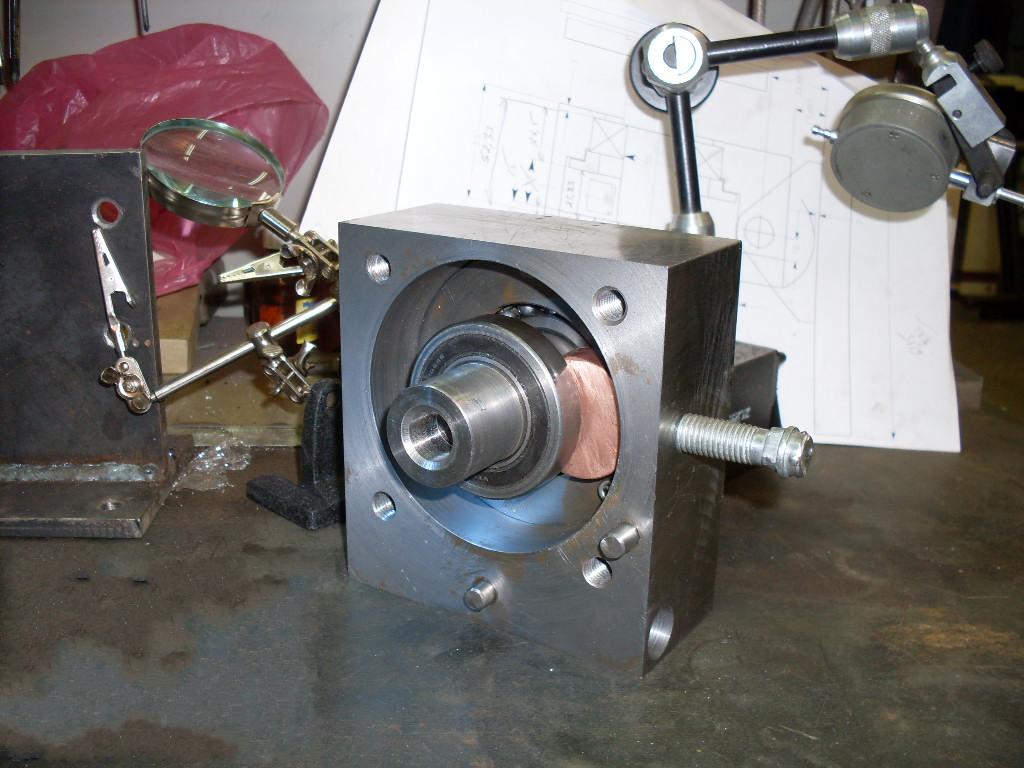
Вроде неплохо. Теперь макетируем расположение оси на станке, меряем полученные размеры и углы, и делаем чертеж кронштейна. Из чертежа выходит что для удобия изготовления его лучше делать из нескольких частей. в процессе изготовления деталей еще пару раз переделываем чертеж, и наконец-то он приобретает окончательный вид, и уже готово некоторое количество простых деталей по нему. Тут возникает один тонкий момент — ось должна быть наклонена на 11 градусов «на себя» относительно оси станка, и на 10 градусов вправо, а как это сделать на токарнике? Оказывается легко — достаточно повернуть на нужные углы одновременно малый продольный суппорт и фрезерный стол, закрепив на последнем деталь.
Потом делаются остальные детали, и все собирается для первой примерки.
C неким волнением конструкция примеривается к станку.
И наконец-то становится понятно — идея здравая, конструкция жить будет!
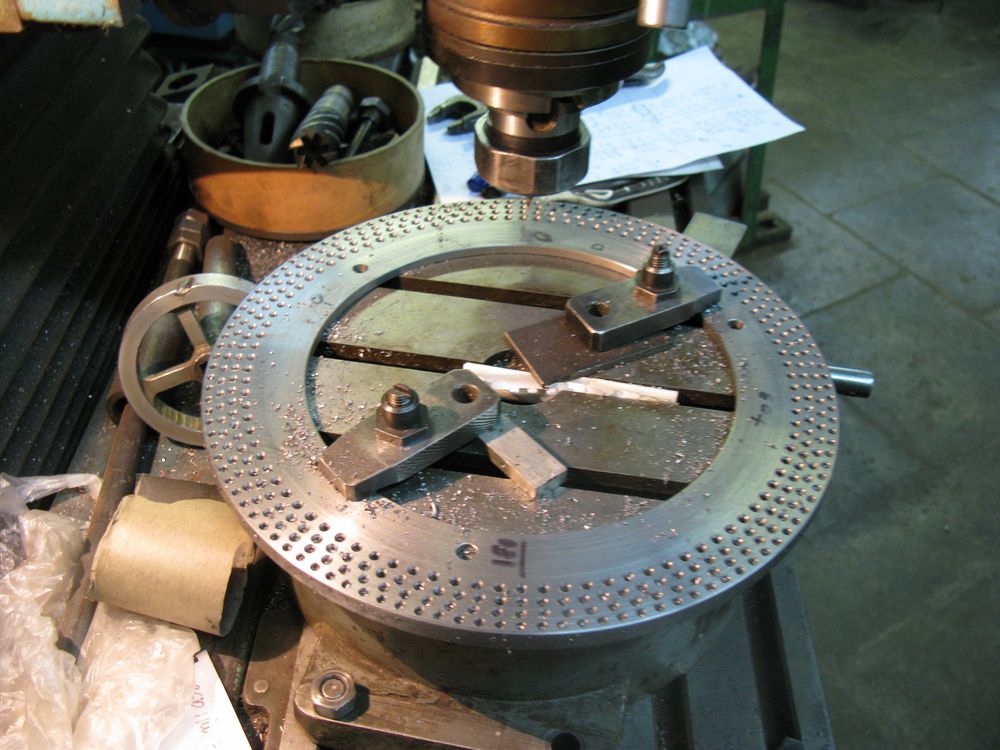
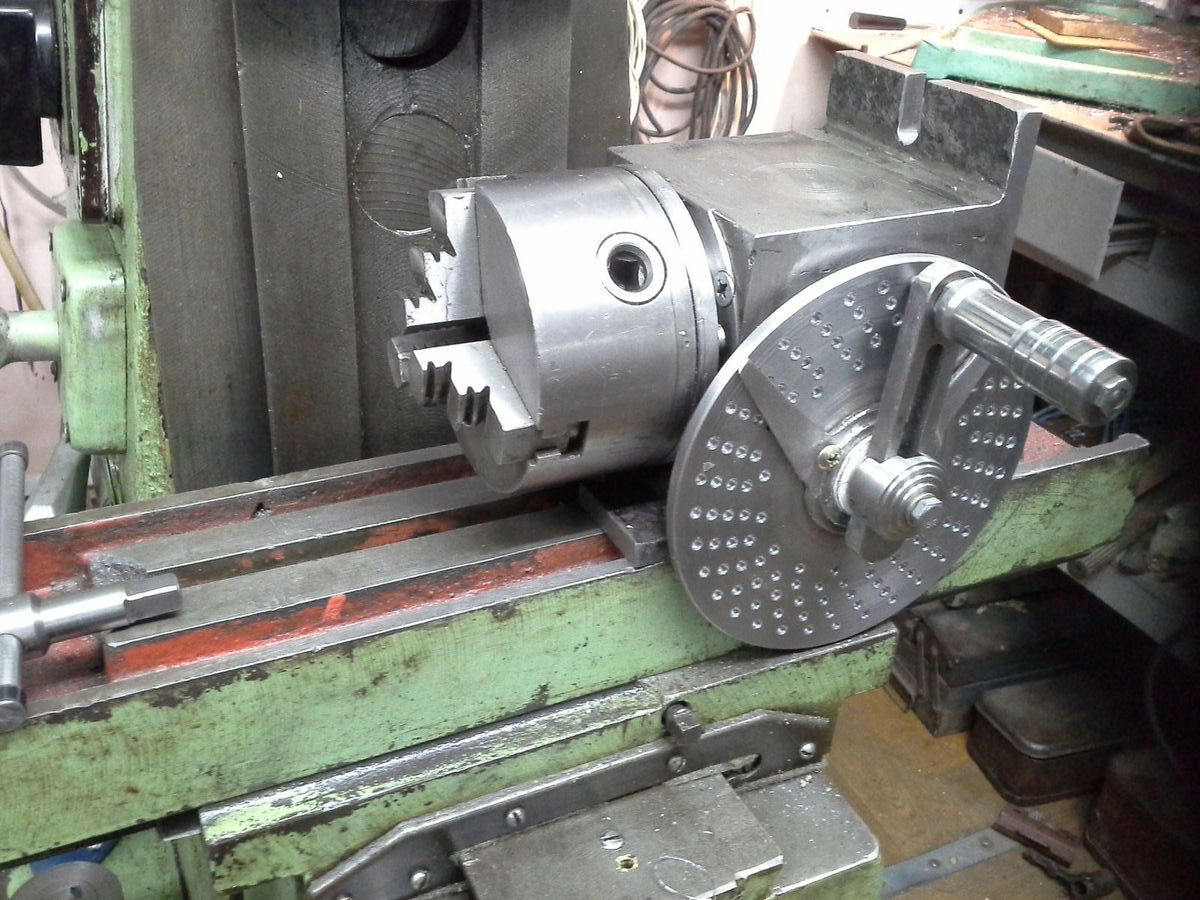
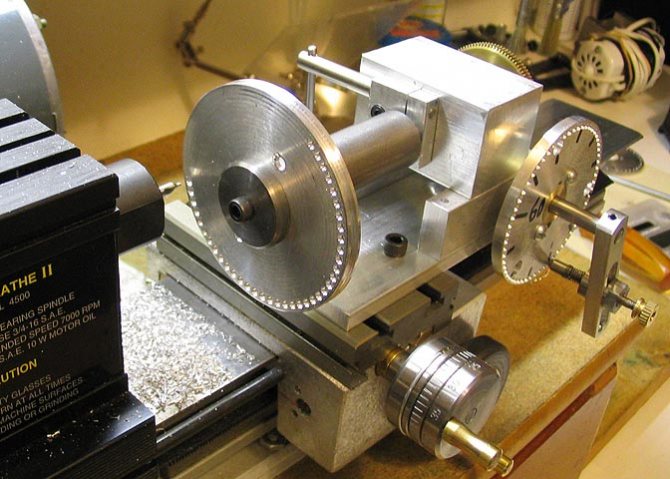
Остается просверлить в алюминиевом корпусе гитары отверстие под винтик фиксатора, да изготовить делительный диск. Для диска была куплена и принесена в жертву новая алюминиевая сковородка. из нее лобзиком выпиливается средняя часть максимально обрабатываемого на станке размера, затем обтачивается.
В автокаде строится разметка, наклеивается на заготовку диска, и на сверлильном станочке для печатных плат твердосплавным центровым сверлом сверлятся отверстия прямо сквозь бумагу. Почему центровым? Во-первых его не уводит на входе как обычное, а во-вторых оно работает также и ограничителем глубины сверления, так что отверстия получились не сквозными, а значит появился бонус — у диска можно использовать и ВТОРУЮ сторону!
Всего на этой стороне 961 дырка. Немало, однако. одна сверлится секунды за 3-4, из них 2-3 на прицеливание и одна собственно на сверление. Можно было бы уложиться за час с хвостиком, но после пары сотен просверленных дырок перегревается моторчик сверлилки, да и пальцы к этому времени уже немеют, так что процесс растянулся на несколько дней. Так что сверление второй стороны, на которой будут простые числа от 71 до 113, а также высокие степени малых чисел — 64, 81 и 125 — решено отложить на потом.
Затем зажимаем диск скобами, и растачиваем центральное отверстие.
Для предотвращения ошибочного пуска мотора станка при включеной делилке установлен микровыключатель, замыкающий цепь питания мотора только когда червяк вышел из зацепления с шестерней.
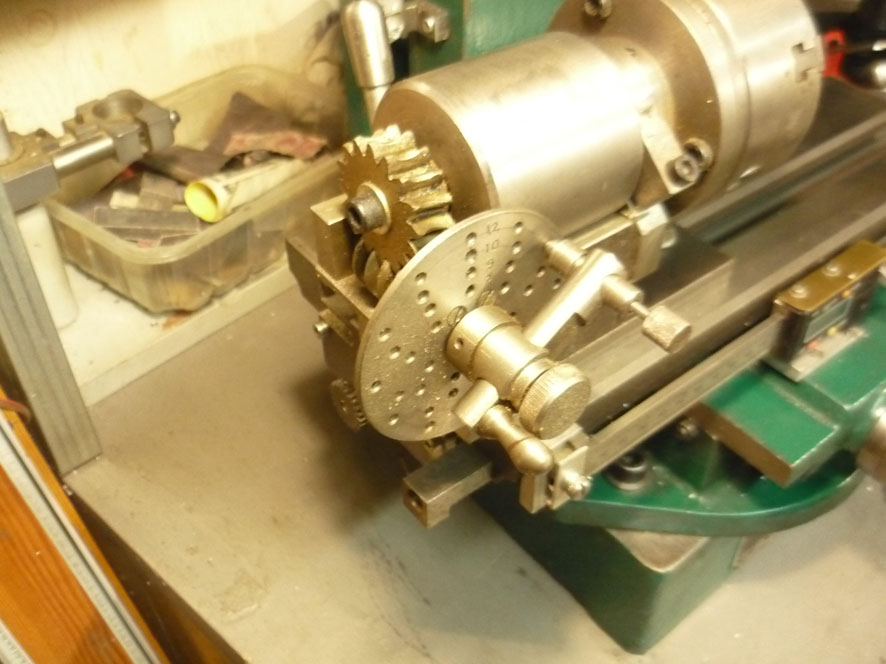
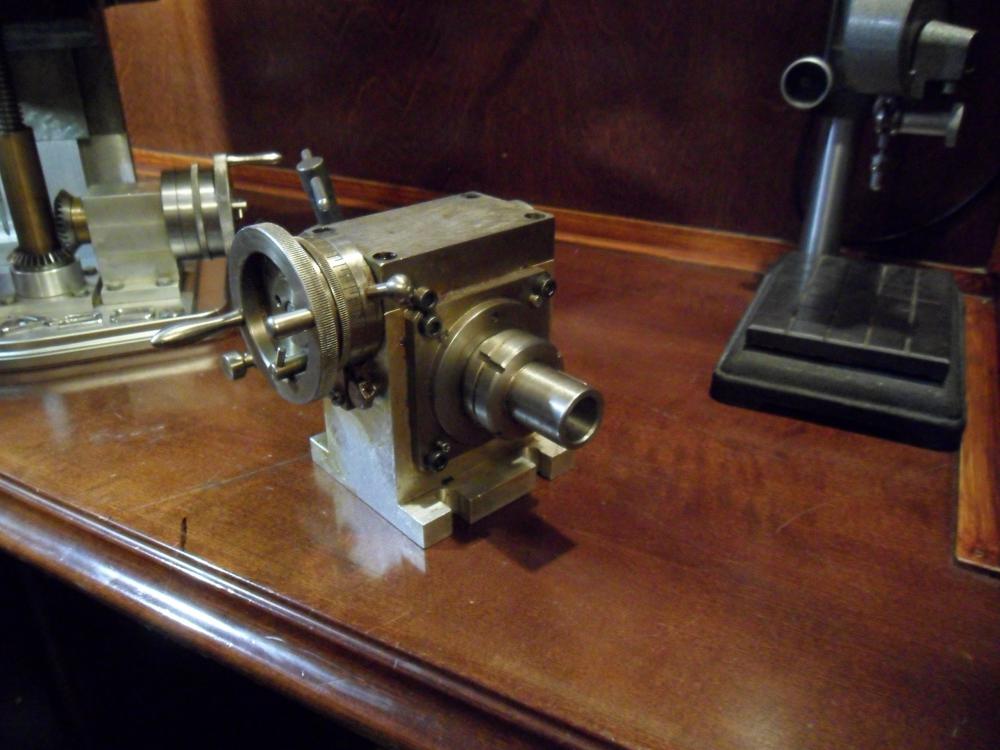
И вот наконец конструкция занимает свое законное место:
У защитного кожуха приходится срезать верхнюю часть по ширине 30мм, чтобы его можно было надеть даже с установленной делилкой, и изготовить кронштейн для правого болта — его отверстие перекрывается делилкой.
PS. В процессе нарезки червяка пострадала мелкая шестерня трензеля, оказавшись пластиковой. Поэтому первым делом на новой делилке была изготовлена ее замена, уже бронзовая и с посадкой на подшипник. А заодно — и вторая шестерня трензеля
Но с трензелем неожиданно получилось как в той шутке — «чем дальше в лес, тем толще партизаны», хотя это уже совсем другая история.
Дополнение. Для удобства работы с делилкой сделана программа.
Делительные головки для фрезерных станков: таблица делений, цены
Два главных приспособления точной обработки металла — токарный и фрезерный станки — основаны на вращении и преобразовании. Различного рода шестерни, зубчатые рейки, червячные винты, цепляясь друг за друга, увеличивают усилие, меняют направление и скорость перемещения. Для разметки и изготовления всех этих деталей служат фрезерные делительные головки. Нарезкой зубьев их возможности не исчерпываются. Эти агрегаты способны изготавливать многогранные изделия, например гайки, а также целый перечень сложнейших деталей, включающих все эти элементы. Об этом интересном устройстве и пойдет речь в статье.

Комплектация и функции
Делительная головка входит в комплектацию консольных фрезерных станков с ручным управлением. В цену станка приспособление не входит. Приобрести ее или нет, решает сам владелец, но купить ее стоит, несмотря на высокую стоимость, поскольку возможности фрезерного станка с ней значительно расширяются.
С применением делительной головки:
- Устанавливают деталь под разными углами относительно продольной оси стола фрезера.
- Выполняют проворачивание на точный угол, после каждого прохода фрезы.
- Осуществляют непрерывное вращение детали в процессе нарезки спиральных пазов либо зубьев, к примеру, при изготовлении метчиков, дорнов, изделий в форме архимедовой спирали и других.
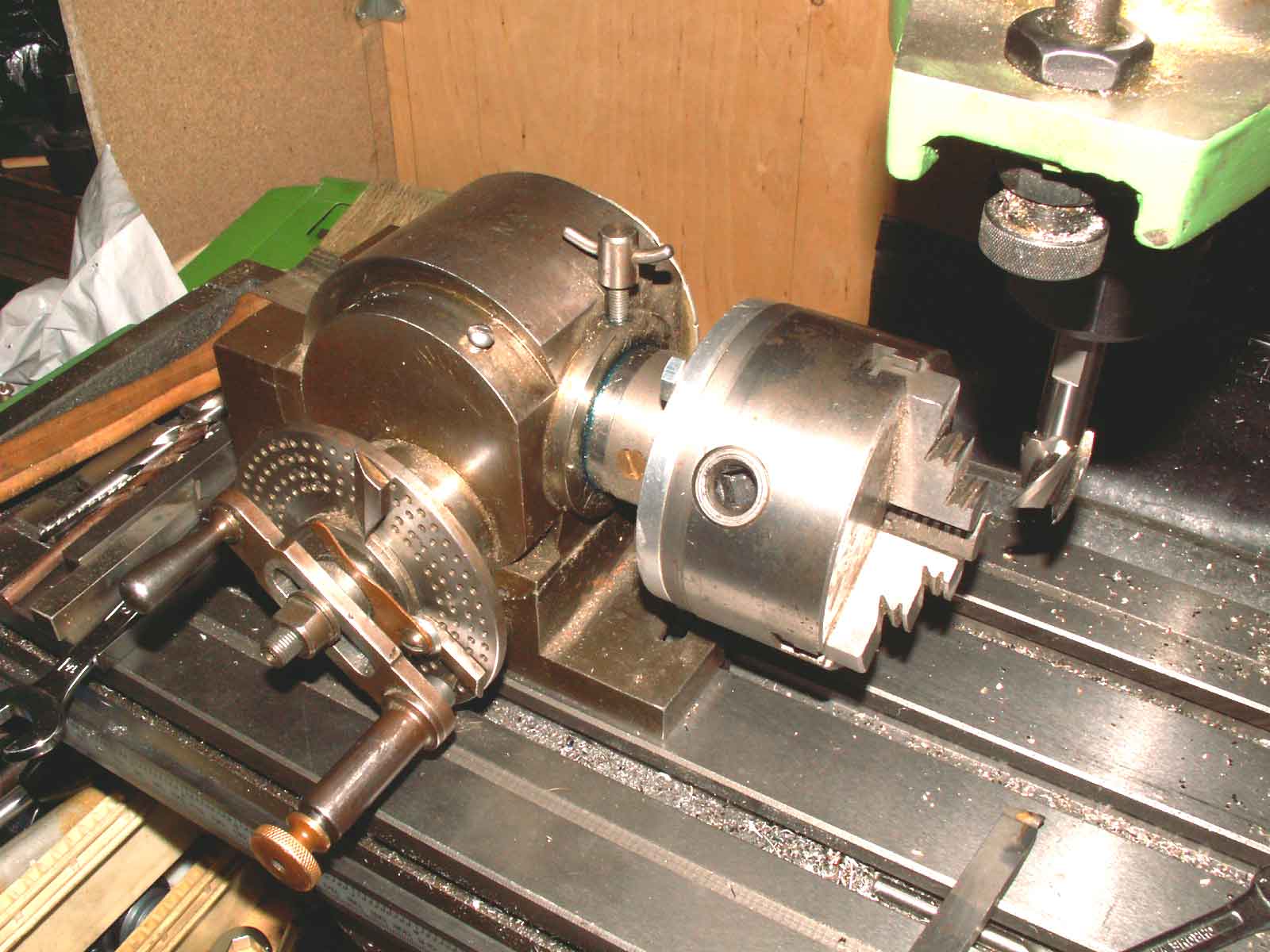
Корпус устройства размещен на массивной станине. В универсальных моделях, он способен поворачиваться относительно нее в вертикальной плоскости. Опорная часть снабжена двумя Т-образными выступами, служащими для установки и фиксации приспособления на рабочем столе фрезерного станка.
Кроме основной делительной части механизм комплектуется дополнительными приспособлениями:
- Задняя бабка, служит для дополнительной фиксации противоположного конца заготовки.
- Люнеты — поддерживающие приспособления для длинных тонких деталей наподобие валов, осей и реек. В базовой комплектации оснастка отсутствует, но купить его отдельно проблем не составит.
- Трехкулачковый самоцентрирующийся патрон, куда зажимают обрабатываемую деталь.
- Оправка. Используется при дифференциальном способе разметки, для установки дополнительных шестерен так называемой «гитары».
Настраиваем УДГ: таблица делений на делительной головке
Содержит в себе все исходные данные для точного позиционирования
| Кол-во частей, на кот-е разделяется деталь | Полных оборотов ручки | Кол-во отверстий, отсчитываемых сектором на диске | Число на окружности |
| 2 | 20 | – | |
| 3 | 13 | 11 | 33 |
| 4 | 13 | 10 | 30 |
| 5 | 13 | 13 | 39 |
| 6 | 10 | – | |
| 7 | 8 | – | |
| 8 | 6 | 22 | 33 |
| 9 | 6 | 20 | 30 |
| 10 | 6 | 26 | 39 |
| 11 | 5 | 35 | 49 |
| 12 | 5 | 15 | 21 |
| 13 | 5 | – | |
| 14 | 4 | 24 | 54 |
| 15 | 4/3/3 | –/21/13 | –/33/39 |
| 16 | 3 | 10 | 30 |
| 17 | 3 | 3 | 39 |
| 18 | 2 | 42 | 49 |
| 19 | 18 | 21 | |
| 20 | 22 | 33 | |
| 21 | 20 | 30 | |
| 22 | 25 | 39 | |
| 23 | 1 | 17 | 23 |
| 24 | 22 | 33 | |
| 25 | 20 | 30 | |
| 26 | 26 | 39 | |
| 27 | 18 | 30 | |
| 28 | 21 | 39 | |
| 29 | 26 | 54 | |
| 30 | 21 | 49 | |
| 31 | 9 | 21 | |
| 32 | 11 | 29 | |
| 33 | 11 | 33 | |
| 34 | 10 | 30 | |
| 35 | 13 | 39 | |
| 36 | 9 | 31 | |
| 37 | 4 | 16 | |
| 38 | 7 | 33 | |
| 39 | 3 | 17 | |
| 40 | 7 | 49 | |
| 41 | 3 | 21 | |
| 42 | 6 | 54 |
Она дает все значения для прямого метода, когда заготовка проворачивается без подключения каких-либо дополнительных механизмов.
Последовательность настройки и применения
Выполняемые переходы зависят от типа приспособления и его характеристик, которые устанавливаются в зависимости от цены деления шкалы. В частности, для узлов седьмой/восьмой степени точности используются нормативные данные ГОСТ 1.758, а для узлов девятой степени точности – ГОСТ 1.643.
Основная настройка головки состоит в определении размеров сектора делительной окружности. Исходными данными для расчёта являются диаметр окружности и количество секторов, на которые её потребуется разделить. Настройка происходит в следующей последовательности:
- преобразовывают 360° полного диаметра окружности в необходимое количество делений на её секторах;
- определяют синус угла, получившегося в результате расчёта;
- поворачивают диск устройства на данный угол;
- зажимают корпус узла рукояткой или механизмом зажима и устанавливают рабочий инструмент.
Формула для расчёта требуемого угла деления обычно приводится в инструкции производителя делительной головки. Далее закрепляют деталь, подлежащую фрезерованию, на оправке станка, и, производя продольную подачу стола, выполняют требуемую операцию. Шаг подачи зависит от вида обработки: например, для формообразования зуба он равен расстоянию между впадинами смежных зубьев. С целью повышения производительности, после каждого цикла происходит ускоренный возврат стола с заготовкой в исходное положение. Фиксация по выбранному в измерительном диске отверстию выполняется при помощи пружин.
Делительные головки: виды, назначение, характеристики, расчетная таблица
Увеличение функциональных возможностей производственного оборудования возможно после установки делительной головки. Она необходима для производства сложных деталей и заготовок. Зачастую этот компонент входит в комплектацию по умолчанию. Если же он отсутствует – необходимо правильно подобрать оптимальную модель.
Назначение делительной головки
Для формирования детали нужной формы может потребоваться ее смещение относительно оси станка. Сделать это можно с помощью делительной головки. Она может быть как отдельной частью конструкции, так и ее составляющей.
Компонент крепится на станине оборудования. У него предусмотрены различные варианты фиксации изделия, которые зависят от типа насадки. Регулировка положения происходит с помощью нескольких рукоятей и диска. На последнем расположены отверстия, которые фиксируют положение делительного компонента.





Подобный инструмент может понадобиться для выполнения следующих процессов:
фрезерование канавок на поверхности. Для этого не понадобится большая точность
Важно контролировать глубину и ширину заготовки;
формирование граней на деталях. Это актуально для нестандартных гаек, инструментов, хвостовиков
Операция требует высокой точности;
фрезерование шлицев и пазов. Нередко для этого необходимы существенные смещения заготовки. Поэтому следует выбирать модели делительного диска с минимальным показателем погрешности.
Для увеличения скорости выполнения работы деталь не должна постоянно демонтироваться. Изменение ее положения относительно фрезы станка происходит с помощью вышеописанного инструмента. Особую сложность представляет собой формирование винтовых канавок. Эту операцию можно выполнить только с помощью точной модели.
Перед приобретением делительной головки для конкретного типа оборудования необходимо проверить ее совместимость со станком. Любая самостоятельная переделка монтажной части может отразиться на качестве продукции.
Виды делительной головки
Многофункциональная делительная головка
Учитывая специфику применения, следует детально ознакомиться с типами и общей классификацией делительных головок. Они являются обязательными для универсальных фрезерных станков. Комплектация горизонтально-фрезерных выполняется только при надобности выполнения сложных работ.
Прежде всего необходимо определиться с типов проводимых работ на станке
Особое внимание уделяется точности их реализации. Следующим параметром является сложность и точность настройки оборудования для эксплуатации
В зависимости от этих факторов можно выбрать модели с высокой точностью, и допустимыми показателями погрешности. В некоторых случаях подобное устройство делают самостоятельно.
Существует следующая классификация фрезерных делительных головок:
- простые. Особенностью является несложная настойка и легкость управления. Основным компонентом является шпиндель, на который с одной стороны крепится заготовка, а вторая соединена со специальным диском (лимбом). На поверхности последнего нанесены отверстия (от 2-х до 24-х). С их помощью происходите смещение детали относительно оси фрезерования;
- комбинированные. Управление происходит с помощью рукоятки. Чем больше число нажатий – тем значительнее удаление центральной оси заготовки от режущего инструмента. Применяется для изготовления сложных деталей;
- универсальные. Представляют собой сложный технологический комплекс, настройка которого выполняется как с помощью числа переключения рукояти, так и при движении самого диска. Это осуществляется системой зубчатых колес. Этот тип ДГ называют дифференциальными.
Также рекомендуется ознакомиться с принятой маркировкой. Она поможет определить оптимальную модель, узнать ее параметры. В качестве примера можно рассмотреть расшифровку наименования УДГ-40-Д250:
- УДГ. Это обозначение устройства – Универсальная Делительная Головка;
- 40 – значение передаточного числа. Оно показывает, за какое количество оборотов ручки шпиндель развернется на 360°;
- Д250 – максимально допустимый размер обрабатываемой заготовки.
Модели класса УДГ чаще всего применяются для формирования сложных кромок и поверхностей. Они изготавливаются по индивидуальному заказу или являются компонентами универсальных фрезерных станков.
Редко встречающиеся оптические виды имеют маркировку ОДГ-5, где 5 – цена одного деления в секундах.
Универсальные делительные головки: применение, таблицы и принцип работы
Универсальные делительные головки (УДГ) представляют собой вид приспособлений, применяемых преимущественно в мелкосерийном, единичном производствах. За счёт использования таких станочных универсальных приспособлений удаётся существенно повысить производительность и облегчить условия труда. Кроме того, их применение повышает безопасность работы, расширяет технологические возможности производственного оборудования.
В конструктивном исполнении делительные головки – это горизонтальные станочные приспособления. Ими оснащают фрезерные, координатно-расточные станки (полуавтоматы). С их помощью осуществляют периодические повороты обрабатываемых заготовок на заданные углы (деления). Сама обрабатываемая заготовка устанавливается в патрон. Использование УДГ гарантирует получение заданных геометрических форм, точных размеров обрабатываемых деталей.
Особенно эффективно применение таких приспособлений в технологиях нарезания зубьев шестерёнчатых колёс, фрезерования впадин между зубьями, в обработке многогранников, в производстве многих видов инструментов (свёрла, зенкеры, специальные инструменты). При нарезании спиралевидных канавок с помощью таких делительных головок осуществляется непрерывное вращение и одновременная осевая подача заготовок.
В машиностроении (металлообработке) применяются различные типы головок делительных универсальных (УДГ). Наиболее распространены лимбовые делительные головки. Этот тип оснастки может настраиваться на дифференциальное, простое деление, на фрезерование спиралевидных деталей. Этих технологических возможностей в большинстве случаев достаточно для высокоточной обработки сложных поверхностей.
Методы деления
Чаще всего посредством универсальных делительных головок реализуются два способа деления: простое и дифференциальное. При простом делении производят отсчёт по неподвижному делительному диску. Управление поворотом детали осуществляется рукояткой, связанной через червячную передачу со шпинделем головки.
При дифференциальном делении поворот шпинделя осуществляется как рукояткой (аналогично простому), так и за счёт принудительного поворота самого делительного диска от шпинделя (через систему шестерёнок).
Таблица 1. Настройка делительных головок по методу простого деления
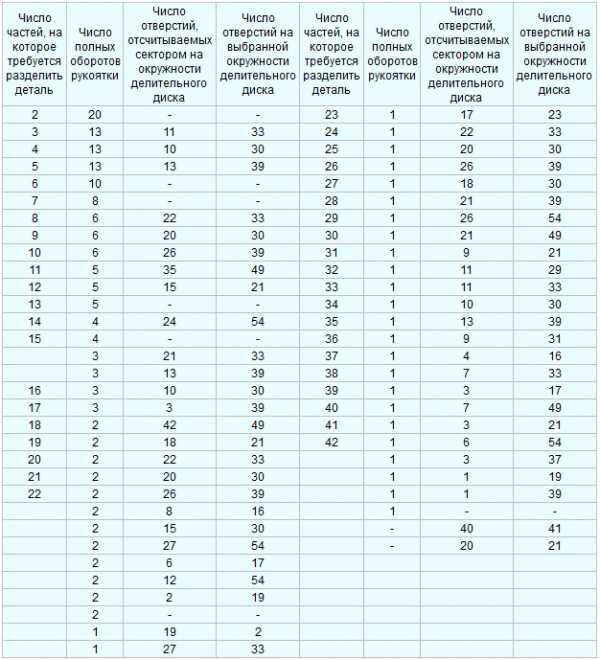
Таблица 2. Настройка делительных головок при дифференциальном делении
Преимущества использования УДГ
Применение головок делительных универсальных позволяет получить ряд существенных преимуществ. Основные из них следующие:
значительно расширяется спектр технологических операций фрезерного станка; возможность работы с заготовками разных размеров; возможность обработки поверхностей в любом положении относительно вертикали. Универсальные делительные головки просты в установке и в работе. Стоимость дополнительного приспособления доступная. Поэтому его можно использовать в единичном производстве, в том числе в частном применении.
Выбор универсальных делительных головок
При выборе делительной головки УДГ вначале определяются с её типом. Чаще всего используют головки делительные универсальные. Они, в свою очередь, отличаются между собой значением наибольших диаметров обрабатываемых заготовок. К примеру, отечественной промышленностью выпускаются следующие типы делительных головок: от УДГ-Д-160 до УДГ-Д-400 (под диаметры 160, 200, 250, 320, 400 мм).
Все типы приспособлений унифицированы, отличаются, в основном, высотой центров. Для головок делительных универсальных составлены специальные таблицы расчётов простого/дифференциального деления. При выборе приспособления подбирают его рабочий диаметр соответственно размерам закрепляемых деталей. То есть, если обрабатываются заготовки с небольшими диаметрами, лучше установить УДГ такого же типоразмера.
Виды делительных фрезерных головок
Существует 3 их варианта, которыми можно дополнять самое разное оборудование – горизонтально ориентированное, вертикальное, комбинированное. Рассмотрим каждый по порядку.
Обычная

Актуальна в тех случаях, когда требуется разбить окружность на несколько секторов. Решает эту задачу за счет диска с насечками – лимба, закрепленного на шпинделе оснастки и обладающего шлицами с отверстиями в количестве от 12 до 30 (в каждом из них можно зафиксировать защелку).
Таким образом, в рамках одного цикла (вращения заготовки вокруг своей оси), получается выполнить 2, 3, 4, 5, 6, 12, 15, 24 или даже 30 равных элементов, и это в самой стандартной ситуации. А характеристики делительных головок УДГ, оснащенных нетиповыми дисками, и вовсе позволяют делать секции неодинаковыми по размеру.
Оборот шпинделя осуществляется за счет червячного механизма: колесо здесь выступает в роли трехфазного средства позиционирования. Положение можно изменить от руки, вращая расположенный на валу вентиль. Благодаря этому движение вполне реально наращивать постепенно (а не рывками), что позволяет попасть даже в сравнительно небольшое отверстие.
Удобно, что для успеха операции не требуется никаких добавочных узлов или аппаратов – достаточно только диска, действующего прямым (непосредственным) методом.
Многофункциональная
Применение делительной головки данного типа оправдано в тех случаях, когда заготовку требуется и располагать под нужным углом по отношению к столу, и одновременно поворачивать вокруг своей оси. На практике это требуется, например, при нарезке винтовых каналов.
Хотя в целом с ее помощью выпускают такие изделия металлопроката:
- • плоские прямоугольники, в том числе и крупногабаритные;
- • зубцы с циклическим расположением;
- • многоугольники с равными сторонами;
- • детали более сложных форм (параметры которых способны совпадать с насечками на лимбе).
Кроме того, оборудование с многофункциональной оснасткой также может обеспечивать непрерывное вращение выбранной части объекта (и вокруг собственной оси тоже) и регулярные повороты (в соответствии с заданным алгоритмом, на определенные доли окружности), что только расширяет границы эксплуатации.
Зрительная (оптическая)

Это делительная головка, принцип работы которой ориентирован на обеспечение высокой точности результатов фрезеровки деталей больших размеров.
Она обладает собственной маркировкой (правила нанесения которой мы рассмотрим ниже), дающей сведения об основных ее параметрах. Также отличается ценой деления на диске, составляющей 15 градусов. Может быть универсальной, тогда цикл полного поворота шпинделя совершается за 40 шагов. Это подходит для тех предметов, максимальный радиус которых не превышает 250 мм.








Основная ниша – выполнение прецизионных операций, в том числе и там, где требуется улучшить результаты отдельно взятого оборудования.
По своей конструкции зрительная (часто называют еще и визуальной) ДГ практически не отличается от устройства универсальной фрезерной головки. Есть лишь три оригинальных элемента:
- • закрепленное на шпинделе стекло;
- • окуляр микроскопа в верхней части;
- • реализовано иммобилизованное градуирование.
За счет таких решений число шагов в течение полного цикла увеличено до 60, что соответствует формуле 1. При этом все насечки четко просматриваются, поэтому не проблема задать один поворот за 15 секунд или другой подходящий режим. Вычисление угла вращения осуществляется так же, как в случае с обычной или многофункциональной оснасткой (о чем ниже).
Достоинства
С помощью делительной головки, при работах по металлу на фрезерном станке, можно выделить следующие дополнительные функциональные возможности:
- значительно расширить спектр рабочих операций;
- обрабатывать заготовку, которая расположена в удобном или нужном положении относительно плоскости стола, как по вертикали, так и по горизонтали;
- упростить работы по металлу с заготовками различных размеров.
к меню
Классификация
Универсальные делительные головки имеют свое обозначение, по которому можно определить их основные рабочие параметры:
- УДГ 100 — обрабатываются заготовки диаметром 100 мм, размеры по основанию — 260×180 мм, вес — 25 кг;
- УДГ 125 — с ее помощью можно обрабатывать заготовки, максимальный диаметр которых не превышает 125 мм. Размеры основания — 260×180 мм. Вес — 28 кг;
- УДГ 250 — максимально допустимый диаметр обрабатываемой заготовки — 250 мм, габариты — 260×180 мм, вес — 53,6 кг;
- УДГ 320 — заготовка не должна превышать по диаметру 320 мм, размеры по основанию — 290×234 мм, вес — 101 кг;
- УДГ 400 — самая большая делительная головка, которая позволяет работать с заготовками сечением до 400 мм. Габаритные размеры основания — 290×234 мм, вес — 106 кг.
Все вышеперечисленные приспособления имеют цену деления на лимбе 15º.
Универсальная делительная головка УДГ-250
Многие параметры являются одинаковыми, так как использование данных устройств рассчитано на стандартное оборудование. Различие в основном — по диаметрам обрабатываемых деталей — чем он больше, тем крупнее и тяжелее устройство.
Используется еще один тип обозначений. К примеру — УДГ 40 Д250. Это означает, что делительная головка является универсальной, для полного оборота шпинделя требуется повернуть рукоятку 40 раз, максимальный диаметр обрабатываемой детали не должен превышать 250 мм. к меню
Оптическая делительная головка
Такое устройство используются для выполнения особо точных делений, и в некоторых случаях, для проверки правильности выполненного деления на другом устройстве.
Наверху головки имеется окуляр микроскопа, в оптическую систему которого помещена неподвижная шкала. Цена деления в ней равна 1′, а общее количество частей 60-ти. Деления просматриваются настолько четко, что отсчитать долю в ¼ минуты не представляет никакой сложности.
Рассчитывается угол поворота шпинделя также как и для механической головки. Но следует учесть, что необходимо составлять таблицу всех последовательных углов, так как они суммируются. к меню
Самодельная делительная головка
При небольших объемах работ по металлу проводимых своими руками, покупать дорогостоящее дополнительное оборудование не имеет смысла, так как затраченные вложения никогда не окупятся.
Самодельная делительная головка
Но домашним мастерам, имеющим в своем распоряжении фрезерный станок, такое приспособление, как делительная головка, все же необходимо. Для ее создания понадобится червячный редуктор, токарный патрон, диаметром в пределах 65 мм, и диск (лимб).
Компоновка этих элементов является стандартной, ничего нового придумывать не нужно. Деления (отверстия) на диске делаются под свои индивидуальные потребности. Все остальное аналогично промышленным вариантам.
После сборки самодельной конструкции необходимо провести ее юстировку. Это делается после того, как деталь сделанная на фрезерном станке при использовании самодельной делительной головки, сравнивается по параметрам с заводским образцом. к меню
Дополнительная информация
Использование различного вида фрезерных головок позволяет выполнять обработку деталей на одном станке, в то время как без их применения, необходимо задействовать несколько. Существует дополнительное оборудование для фрезерных станков в виде таких типов головок:
- угловая;
- расточная;
- долбежная.
В свою очередь они могут быть изготовлены в нескольких вариантах, например — со сменными ножами или пластинами.
Головка делительная полууниверсальная HOMGE BS-0
Угловая головка также имеет несколько вариантов исполнения:
- головка 90º:
- модульного типа;
- универсальная.
Все эти дополнительные приспособления (угловая, расточная, долбежная головки) значительно повышают точность и увеличивают производительность фрезерного оборудования, так как позволяют осуществлять вертикальную и горизонтальную обработку, а также проведение работ под углом, без переустановки заготовки.
data-full-width-responsive=»true» data-ad-client=»ca-pub-8514915293567855″data-ad-slot=»8040443333″>
Это интересно: Делительные головки для фрезерных станков — виды, инструкции





