

Трубогибы стационарного типа
Для стационарного оборудования требуется выделить отдельное место, поскольку они отличаются большим весом и размерами. В таких моделях ЭТ предусмотрена крепкая большая рама, которая поддерживает достаточно мощный двигатель.
Подобные устройства могут работать с трубной продукцией всевозможных типов и размеров. В частности, ими можно обработать профильные стальные трубы с тонкими стенками, изделия с крупным сечением и толстыми стенками, применяемые в водопроводных магистралях с высоким давлением.
По сравнению со стационарными устройствами, ручные ЭТ обладают более ограниченными возможностями, хотя для своих целей они также могут быть очень полезными.
Конструкция рамы
Определившись с межосевым расстоянием и конструкцией вальцов, можно размечать заготовки деталей для рамы. Опираясь на опыт пользователей FORUMHOUSE, следует сделать вывод, что самые прочные рамы получаются из стального швеллера (шириной – не менее 80 мм). Этот материал легко достать, поэтому можно смело брать его себе на заметку.

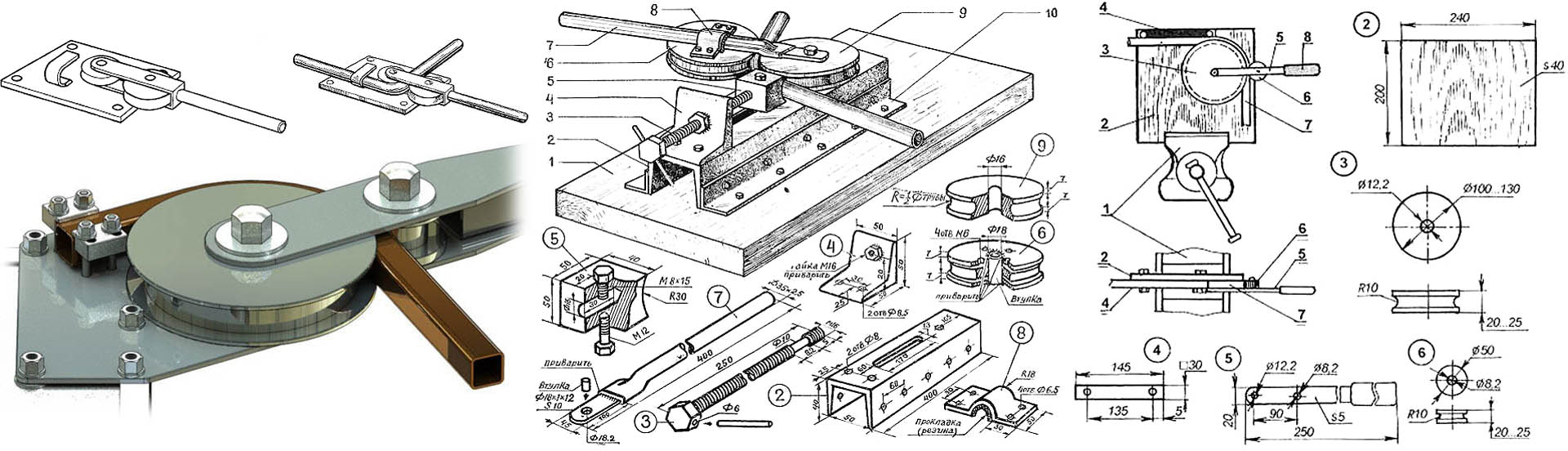
На фото – станок на стадии изготовления. А вот чертеж, который взят за основу.
Человек Пользователь FORUMHOUSE
При выполнении работ в первоначальные чертежи были внесены некоторые изменения.
Представленный чертеж не является обязательным руководством к действию, но дает объективное понимание того, как устроен прокатный трубогибочный станок.
Устройство трубогиба
Конструкция агрегата достаточно сложна. В нее входят:
- матрица для фиксации заготовок;
- подвижный регулируемый прижим;
- образующая дорна;
- загибочный вал;
- станина.
Это — лишь основные элементы машины. Если на примере полуавтоматического дорнового трубогиба рассмотреть процесс работы, он, в общем случае, будет выглядеть так:
Особенности работы трубогиба
- Заготовка для гибки помещается в матричный профиль, размер которого равен диаметру изделия, после чего фиксируется двигающимся прижимом.
- Внутрь трубы вводится стержень из стали с жестко закрепленным дорном, после чего последний фиксируется.
- В исходное положение ставится насадка и крепится к загибающему валу.
- Фиксаторы на прижимах затягиваются до упора.
- Производится загиб трубы на нужный угол.
В случае пережима заготовки устройству дается обратный ход. Поскольку используется дорн, разрушение металлического изделия исключается, и действие допустимо. Приводится обзор известных устройств для дорновой гибки труб.
Вариант ручного трубогиба из подручных средств сделать быстро и легко
Если в распоряжении имеются крючки на стену для одежды, то из них также можно изготовить трубогиб. Суть изготовления заключается в том, что предварительно на ровной поверхности следует начертить шаблон, по которому располагаются крючки. Шаблон должен иметь такой вид, какой радиус изгиба трубы нужно получить.

При сооружении приспособления немаловажно учитывать, что количество крюков должно быть достаточным, чтобы выдержать нагрузку. Достоинство этого устройства в том, что крюки можно расположить при необходимости в таком виде, котором нужно получить изгиб трубы
Аналогично, как и в первом варианте, необходимо также предусмотреть сооружение упора, от которого будет совершаться изгибание оснастки.
Основные элементы конструкции
Принцип работы
Для изготовления той или иной конструкции станка следует просмотреть несколько схем, чтобы определиться с набором деталей. Дело в том, что при необходимости все составляющие узлов можно приобрести за деньги, но также можно использовать те материалы, которые есть в вашем хозяйстве и ничего за это не платить. В большинстве случаев домашние умельцы останавливаются на фронтальных конструкциях и для этого у вас должно быть в наличии:
- три металлических валика (вальца);
- цепь для привода;
- оси вращения;
- механизм для привода;
- металлические профили (швеллеры) для рамы.
Иногда при отсутствии металлических валиков их заменяют деревянными или полиуретановыми, но… Такой прокатный механизм не выдержит длительной нагрузки, то есть, станок послужит своей цели, но недолго. Есть ли смысл растрачивать свой труд для кратковременной пользы, если, приложив усилия или даже заплатив определённую сумму, можно найти стальные валики?
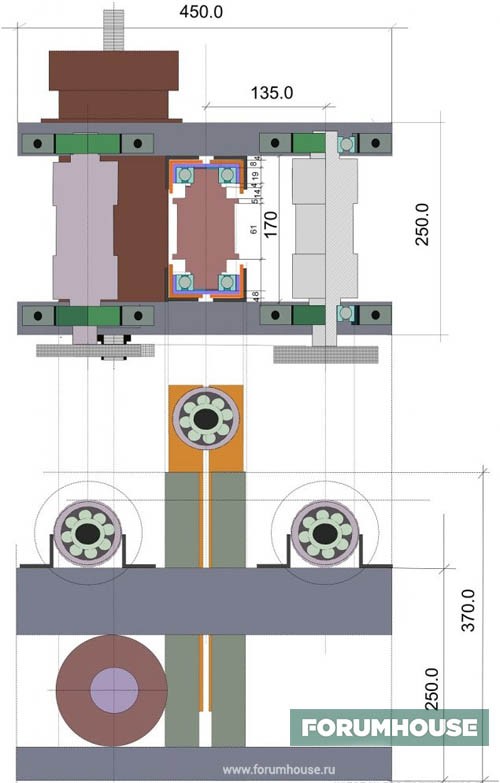
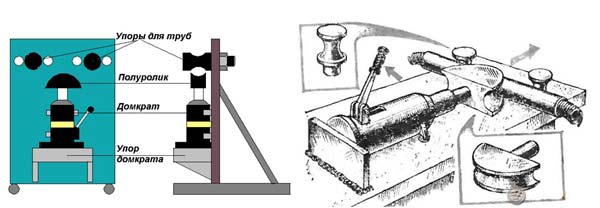
Схема простого трубогиба с размерами в мм
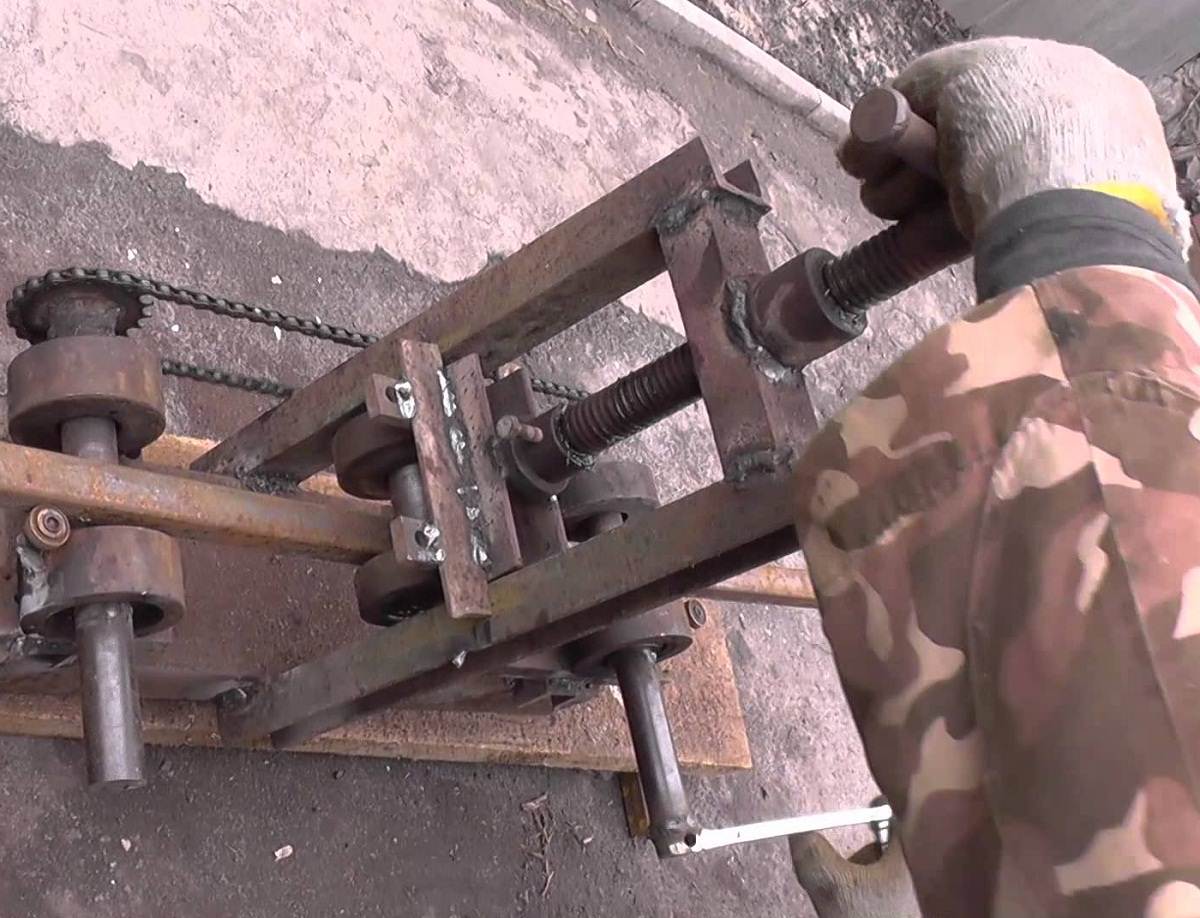
Как вы поняли, процесс деформирования профиля происходит при помощи вальцовки, то есть, труба прокатывается по валикам (вальцам), что исключает излом и растрескивание. Для проката (изгиба) профиля его вставляют в прокатную линию (между валиками) и прижимают сверху винтовым приспособлением или домкратом до нужного радиуса изгиба. Затем при вращении ручки подачи труба перемещается, и изгиб проходит по всей длине. Получается, что это ручной привод, который приводится в движение мускульной силой, но в домашних условиях такой механизм очень удобен.
Прижим профиля производится домкратом
Для сборки простого трубогиба своими руками, о котором идёт речь, вам понадобится:
- домкрат (желательно реечного типа);
- металлические профили с полкой для горизонтальной и вертикальной рамы;
- пружины из легированной стали (их отличает высокая прочность);
- три стальных вала с подшипниками;
- цепь для привода (можно от велосипеда или мопеда);
- шестерёнки (ведущая и ведомая);
- толстая арматура для осей и приводной ручки.
Видео: процесс работы по изгибанию трубы
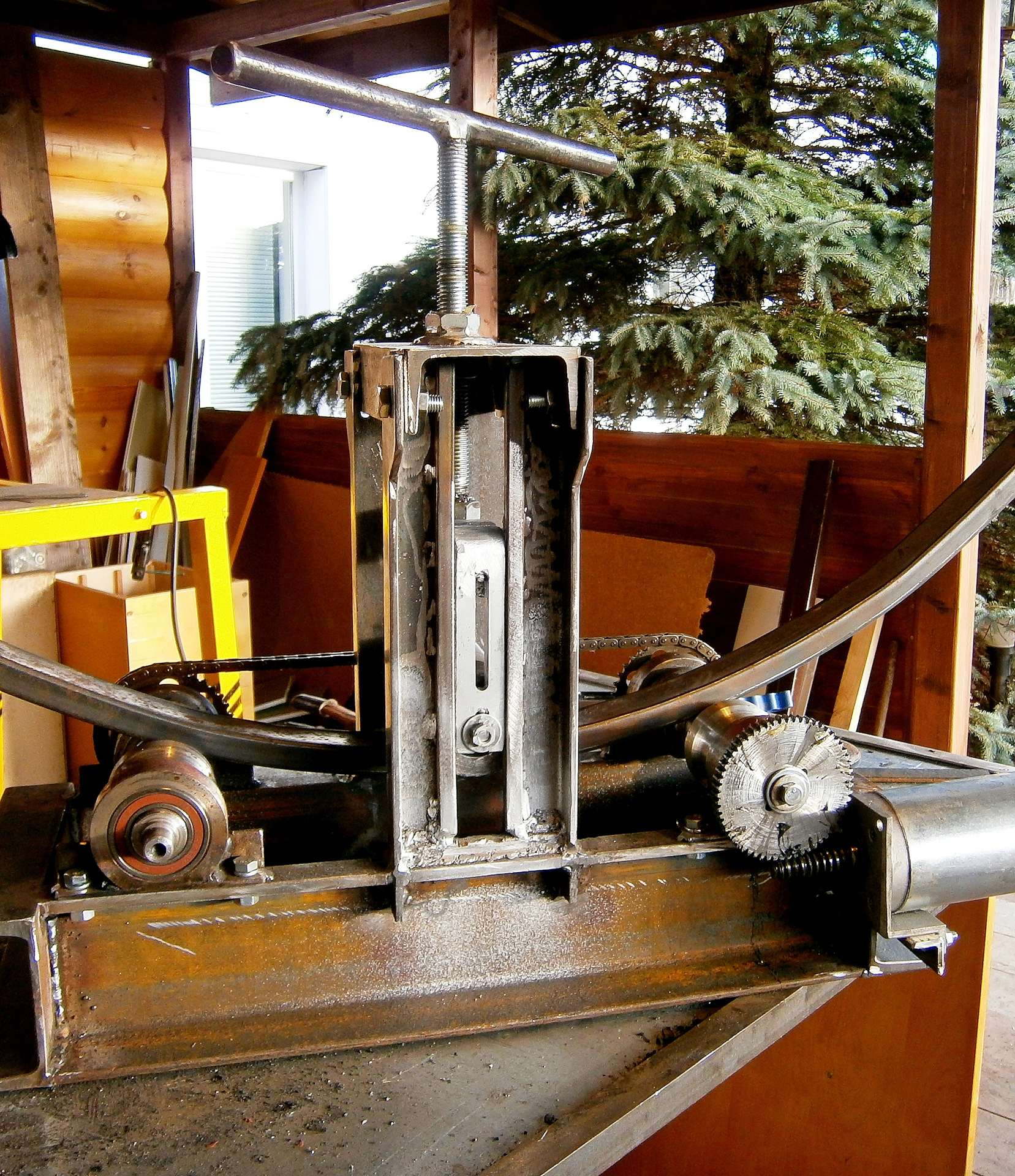
Как видите, сделать профилегиб своими руками легче по имеющимся чертежам, а фото и видео материалы в этом только помогают. Профилегиб, представленный на картинке, приводится в движение ручкой, которая вращает вал с ведущей шестерёнкой. При помощи цепи вращение передаётся на вал с ведомой шестерёнкой, а третий вал прижимает профиль сверху до необходимого угла изгиба. Всё очень просто.
Процесс изготовления механизма
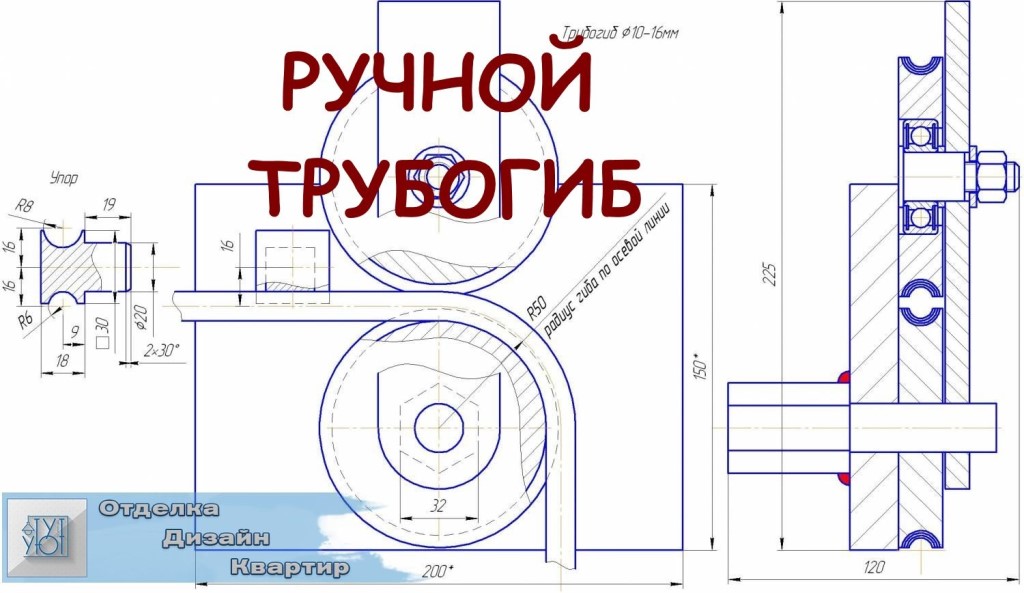
Чертежи устройства для изгибания
Если вас интересует, как сделать профилегиб, то вам придётся выполнить ряд действий, которые обеспечат эту надёжность механизма, а это:
- изготовление мощной рамы, собранной при помощи сварки и болтовых стяжек;
- по условиям чертежа (технического задания) сделать и установить оси вращения для валиков. Их три штуки – два прокатных и один прижимной;
- для вращения прокатных валиков нужно обеспечить цепную передачу, то есть, приварить (ровно) ведущую и ведомую шестерёнки;
- на ведущую шестерёнку наварить ручку для вращения.
Нюансы изготовления
Готовый трубогиб
Если у вас есть в наличии все необходимые детали, то изготовить механизм для выгибания профиля несложно. В первую очередь нужно учесть, что все валики должны вращаться на подшипниках – точность вращения обеспечит правильный прокат, без сбоев и изломов. Ведущая и ведомая шестерёнки должны быть правильно оцентрованы – сбой от центра хотя бы на 0,5 мм приведёт к неправильной деформации (изгиб получится неравномерным).
Прижимной вал тоже должен быть оцентрован – от этого зависит точность угла изгиба. Лучше всего, когда размерывсех трёх валов одинаковы – прокат получается наиболее чётким. От жёсткости прижима тоже зависит точность проката, поэтому вал должен хорошо фиксироваться.
Разновидности трубогибов
Эти механизмы предназначены для сгибания различного проката, труб и прутков без разрушения их структуры в поперечном сечении.
Принцип работы:
Механические ручные. Предназначены для деформации различных профилей небольших размеров, преимущественно из мягких металлов.
Гидравлические. В основном арбалетного типа, используются для придания рызличным профилям криволинейной формы в конкретном месте.






С храповым механизмом. Используется физическая энергия человека и при этом. достигается фиксация величины изгиба после каждого движения рычага.
С электрическим приводом. Облегчает работу, но финансовые затраты значительно выше.
Инструмент для больших радиусов
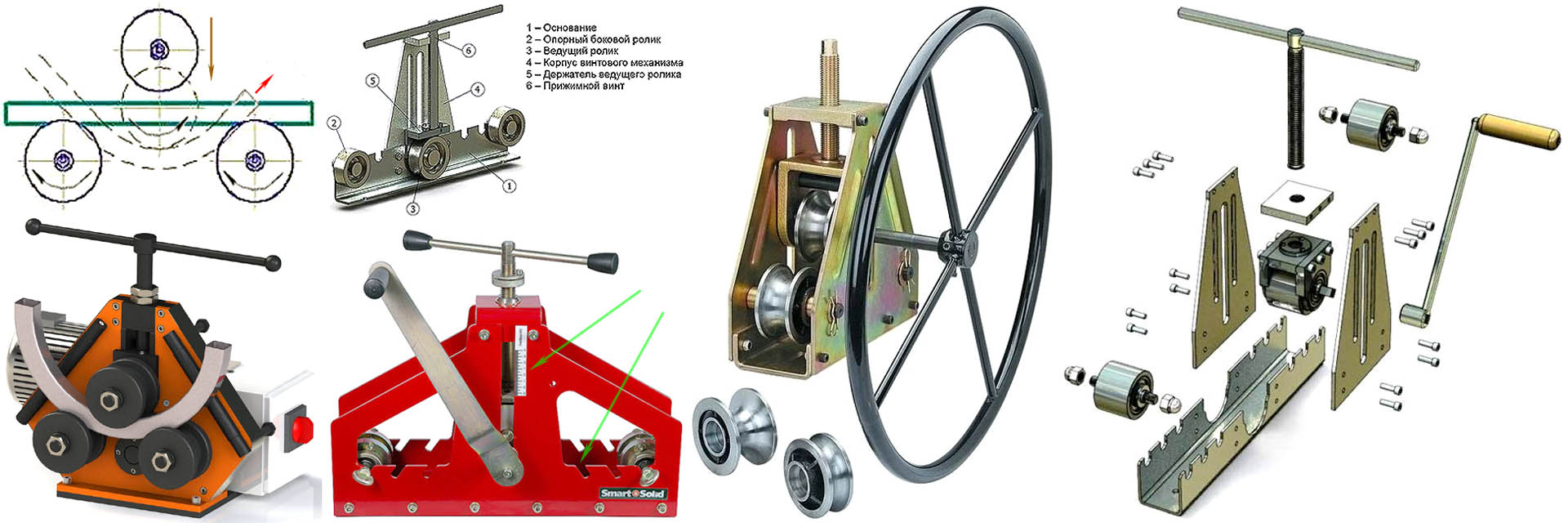
Если задача заключается в изготовлении дуги для теплицы или навеса, верхней части кованного забора или кольца, то для этого можно использовать прокатный станок роликового типа с двумя опорными и одним прижимным роликами. Принцип работы такого устройства можно изучить с помощью обучающих видео и инструкций.
Сделать высокоэффективный станок для профильных труб гораздо проще, чем может показаться на первый взгляд. Большинство чертежей и принципиальных схем можно найти в Сети или в специализированной литературе.
Что касается размеров, то их можно менять с учётом личных предпочтений и требований. Готовые ролики продаются в специальных магазинах, но их несложно выточить в домашних условиях, используя токарный станок и лист прочной стали.
Если необходимо подготовить ролики для медных или латунных труб, их изготовляют из прочных пород древесины, таких как дуб или бук. На подобном оборудовании можно гнуть профильные и круглые трубы.
https://youtube.com/watch?v=HxAPs0-rQpA
Трубогибы – конструкция и разновидности
Если для изготовления конструкции необходимо согнуть профильную трубу по радиусу, то с этим легко справится трубогиб, с помощью которого можно сделать изгиб до угла в 180 градусов. Это устройство способно изменить конфигурацию труб из нержавейки, металлопластика, алюминия. При этом изгиб производится по требуемым размерам и форме.
Конструкция трубогиба
Конструкция такого инструмента зависит от его разновидности. Однако обязательными элементами являются:
- гидроцилиндр – основная часть станка, выполняющая силовую функцию;
- открытая или закрытая рама;
- два трубных упора;
- нижняя и верхняя планки;
- нагнетательное устройство, рукоятка и перепускной клапан, расположенные на задней части корпуса конструкции;
- выдвижной шток, который обеспечивает гибочное усилие трубогиба;
- пружина, с помощью которой выдвижной шток возвращается назад;
- цапфа или упор конструкции, концы которой вставляются в отверстия на планках.
Сверху основной части станка может быть расположена проверка для уровня и пробка для заливки масла. На резьбовую часть инструмента наворачиваются планки установки, которые являются сварной конструкцией. Нижняя планка крепится фиксирующей гайкой, а верхняя прижимается двумя винтами и замком.
Для установки опор на поперечных пластинах устройства предусмотрены специальные отверстия. Снизу трубогиба имеются резьбовые отверстия для установочных болтов, которые регулируются по высоте.
Изгибаемая труба на такой конструкции располагается на ручье, который расположен в середине ее упора. Обеспечивающие сгибание сегменты должны быть изготовлены из стального точного литья.
На сегодняшний день все чаще для изготовления различных сооружений используются имеющие тонкую стенку профильные трубы. Поэтому конструкционный чертеж трубогиба для таких заготовок несколько отличается. Чтобы во время изгиба трубы не произошла деформация ее поперечного сечения, ролики по профилю следует выбирать такого же сечения, что и изделие.
Разновидности трубогибов
Имеющиеся в продаже профессиональные устройства для гибки труб могут иметь ручной, электрический или гидравлический привод.
самыми удобными считаются электромеханические инструменты
Конструкция с ручным приводом применяется для гибки труб небольшого диаметра.
Оснащенные гидроприводом трубогибы способны изогнуть заготовку, диаметр которой может быть до трех дюймов. Поэтому предназначен такой инструмент для выполнения масштабных работ.
Кроме этого, трубогибы могут различаться по способу воздействия на изделие, с помощью которого оно будет изогнуто. К таким способам относится:
- Арбалетный метод, при котором труба опирается на два стационарных ролика и гнется между упорами под воздействием расположенного на штоке шаблона.
- Намотка – при таком способе изгиба заготовка сначала приживается к ролику конструкции. Затем в точке гиба ставится упор. Ролик начинает вращаться и наматывать трубу между собой и упором. При этом шаблон и изделие подвижны.
- Обкатка является самым простым способом изгиба трубы. На таком устройстве шаблон неподвижен. Труба просто зажимается, а прижимной ролик перемещается и гнет трубу вокруг шаблона.
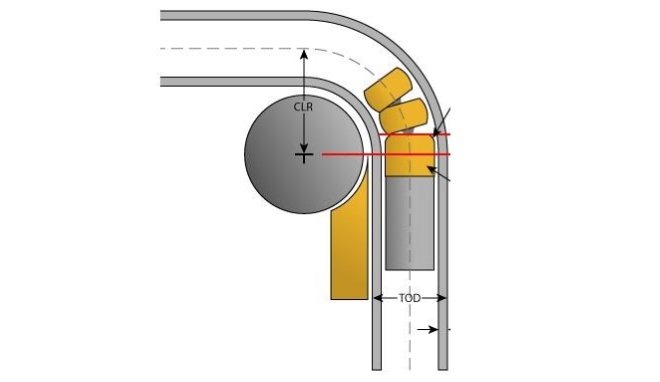
- Метод прокатки или вальцовки подразумевает собой использование трех вращающихся роликов. Один из них является центральным, а два опорными. На заготовку давит центральный ролик, поэтому относительно опорных элементов он должен быть установлен в соответствии с необходимым радиусом изделия.
давление от штока передается на заготовку в верхней точке шаблона
Практически не имеет недостатков метод прокатки. Именно вальцовкой в заводских условиях изготавливаются стальные отводы. Этим же способом намного легче и эффективнее делать изгиб профильных труб.
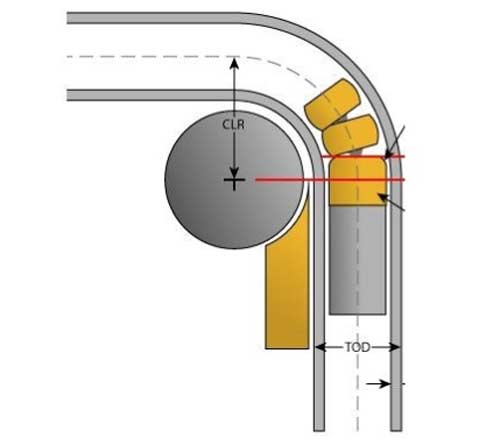
Улитковый трубогиб
В таком трубогибе перемещение нажимного ролика обеспечивается вилкой, скользящей в направляющих, которые снабжены ограничителями. В вилке просверлены отверстия для установки двух роликов – малого, который будет выполнять деформирование, и большого, для фиксации трубчатой заготовки. Для перемещения вилки с противоположной её стороны предусмотрена рабочая рукоятка.
Порядок работ:
- Изготовить прижимную вилку.
- Выточить нажимные ролики (можно со сменными вставками, которые будут определять внешний диаметр трубы).
- Вставить и закрепить ролики на вилке (можно и шплинтами, но лучше предусмотреть резьбовое соединение).
- Из листового металла толщиной не менее 8 мм изготовить основание, предусмотрев в нём отверстия под крепёж.
- Закрепить на основании ограничители хода вилки.
Недостатком улиткового трубогиба считается его малая производительность, поскольку ход вилки определяется размерами деформируемой части трубы, а также максимальным усилием деформирования. Зато улитковые трубогибы занимают мало места и просты в переналадке: достаточно переместить большой ролик в новое положение.
Улитковый трубогиб
Особенность данного вида трубогиба заключается в возможности изгибания детали по всей длине одновременно, а не в каком-то определенном месте. Это делает инструмент более универсальным.
Необходимые инструменты
Для сборки трубогиба необходимы как минимум следующие инструменты:
- сварочный инвертор;
- УШМ;
- токарный станок (или покупка готовых деталей);
- тиски;
- молоток;
- пилка по металлу;
- наждачная бумага;
- линейка;
- дрель.
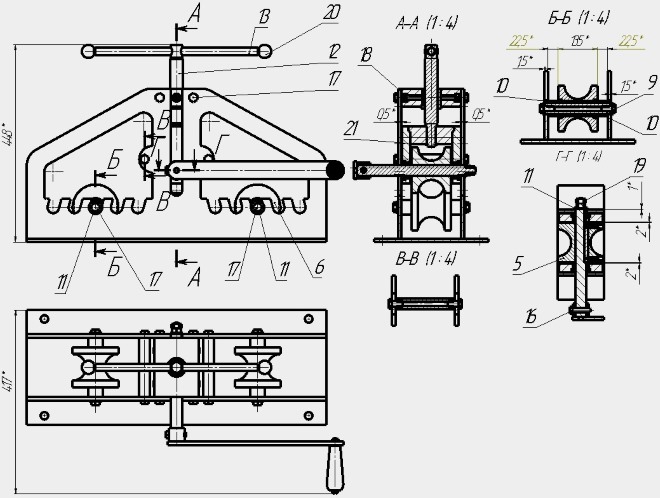
Но, самое важное — чертежи трубогиба. Механизм необходимо изготавливать строго по чертежу
Можно взять готовый чертеж из данного материала или найти другой и адаптировать его под нужные размеры.
Материалы для улиткового трубогиба
При изготовления такого трубогиба своими руками размеры деталей необходимо подбирать под индивидуальные потребности, поскольку данная модель не обладает конкретным рабочим диаметром. Это является и преимуществом, поскольку позволяет применять подручные материалы.
Для сборки конструкции необходимы:
- метровый швеллер;
- листовая сталь;
- 3 вала;
- 2 звезды;
- стальная цепь;
- 6 подшипников;
- двухметровая труба диаметром 12,7 мм для производства воротков;
- винт для прижима;
- втулка, имеющая внутреннюю резьбу.
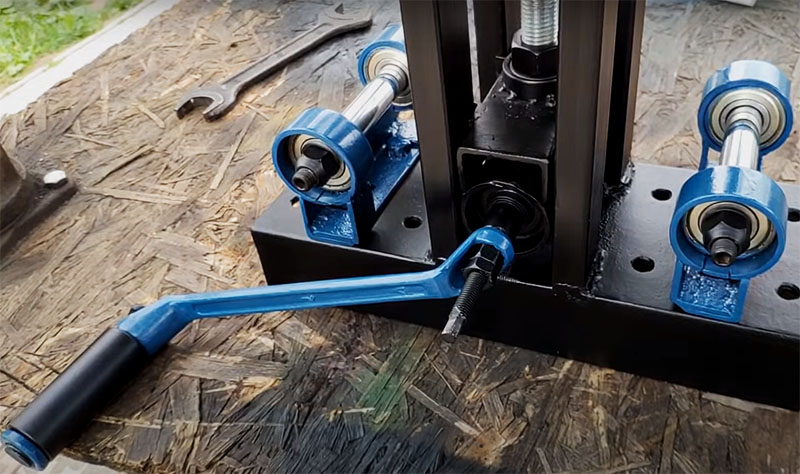
Изготовление улиткового трубогиба
Собирать трубогиб следует четко по схеме. Ознакомьтесь с фото трубогиба, выполненного своими руками, и разными вариантами чертежей. Подберите подходящую схему и при необходимости скорректируйте размеры.






Далее следуйте данной инструкции:
- Сварите станину из швеллеров (можно заменить толстой стальной пластиной или 1 швеллером достаточной ширины).
- Смонтируйте подшипники на валы, которые затем приварите к станине.
- Наденьте звезды на валы и смонтируйте на них цепь.
- Вырежьте направляющие для механизма прижима и приварите на станину.
- Смонтируйте подшипники на вал прижима и соберите пресс-механизм. В качестве боковых ограничителей применяйте швеллеры или толстые стальные полоски.
- Изготовьте основу под втулку и приварите ее к конструкции. Завинтите винт прижима.
- К верхнему концу винта и валу приварите трубчатый вороток.
- Смажьте подшипники и проверьте работу механизма.
После монтажа рекомендуется покрасить механизм, чтобы предотвратить развитие коррозии. Для упрощения работы можно установить пружину, возвращающую пресс в исходное положение.
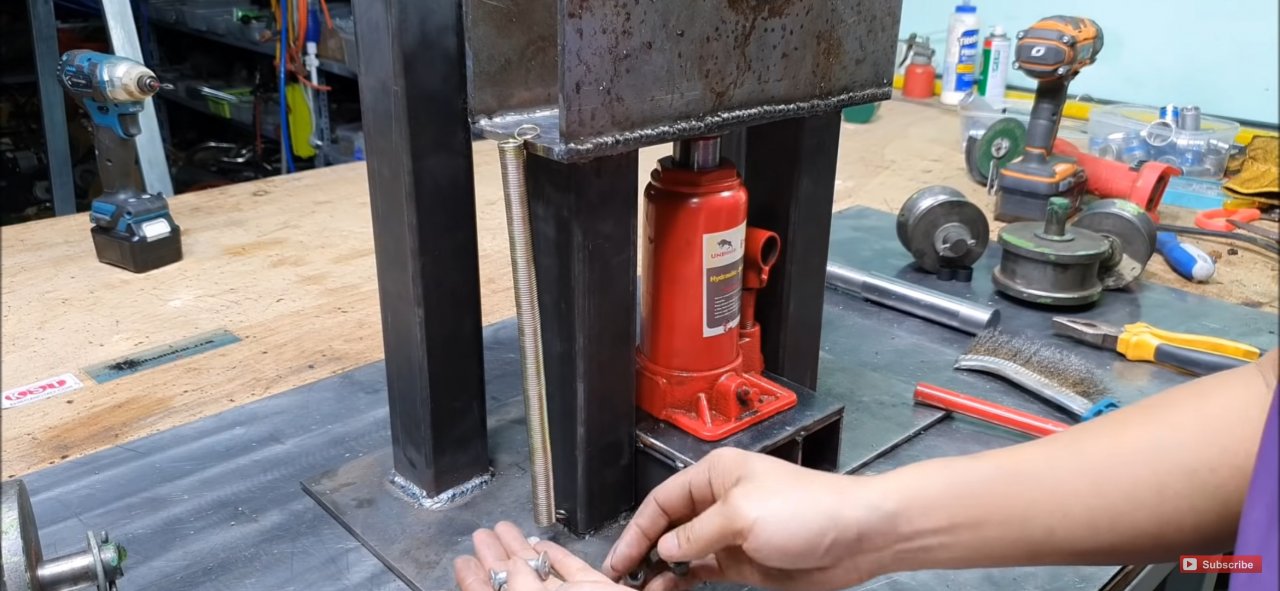
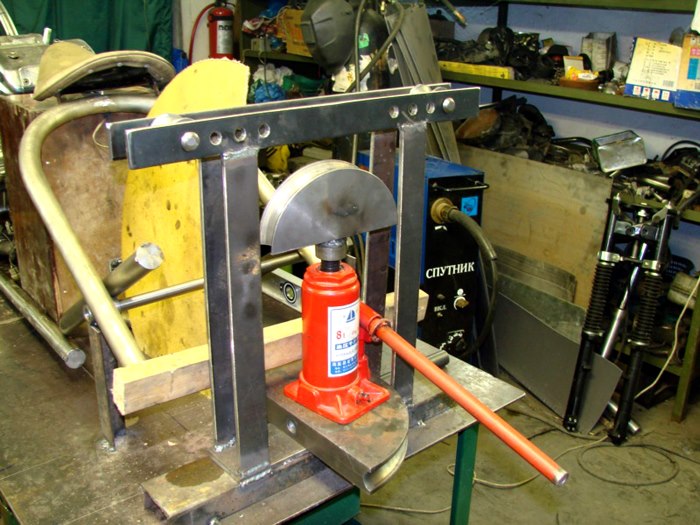
Гидравлический трубогиб
Работает на основе гидравлического привода, формирующего требуемое усилие. Подойдёт любой домкрат для автомобиля. Для монтажа рамы используются швеллеры. Гибка производится на двух упорах, смонтированных строго симметрично. Можно сделать инструмент с возможностью регулировки положения упоров.

На шток домкрата монтируется сменная оснастка. Профиль последний должен совпадать с диаметром дуги наружного сечения трубы. Чем больше дистанция между упорами рамы, тем шире выходит изгиб.


Если планируется гибка деталей большого сечения, их лучше фиксировать болтами. Это позволит избежать риска травмирования, если заготовка соскочит с инструмента.













Что нужно для самодельного трубогиба
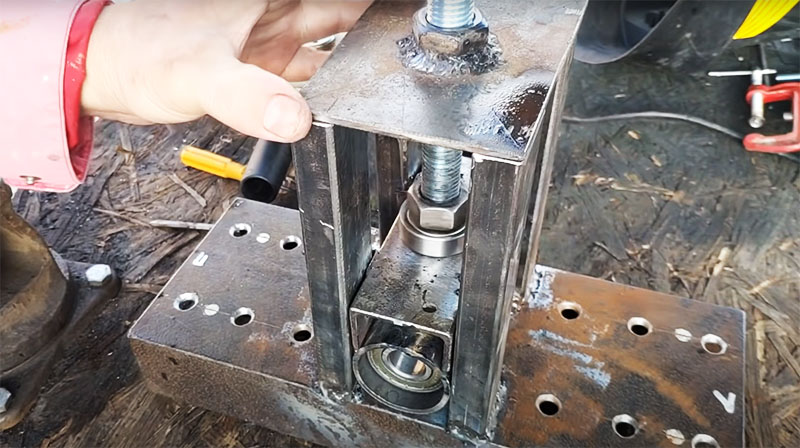
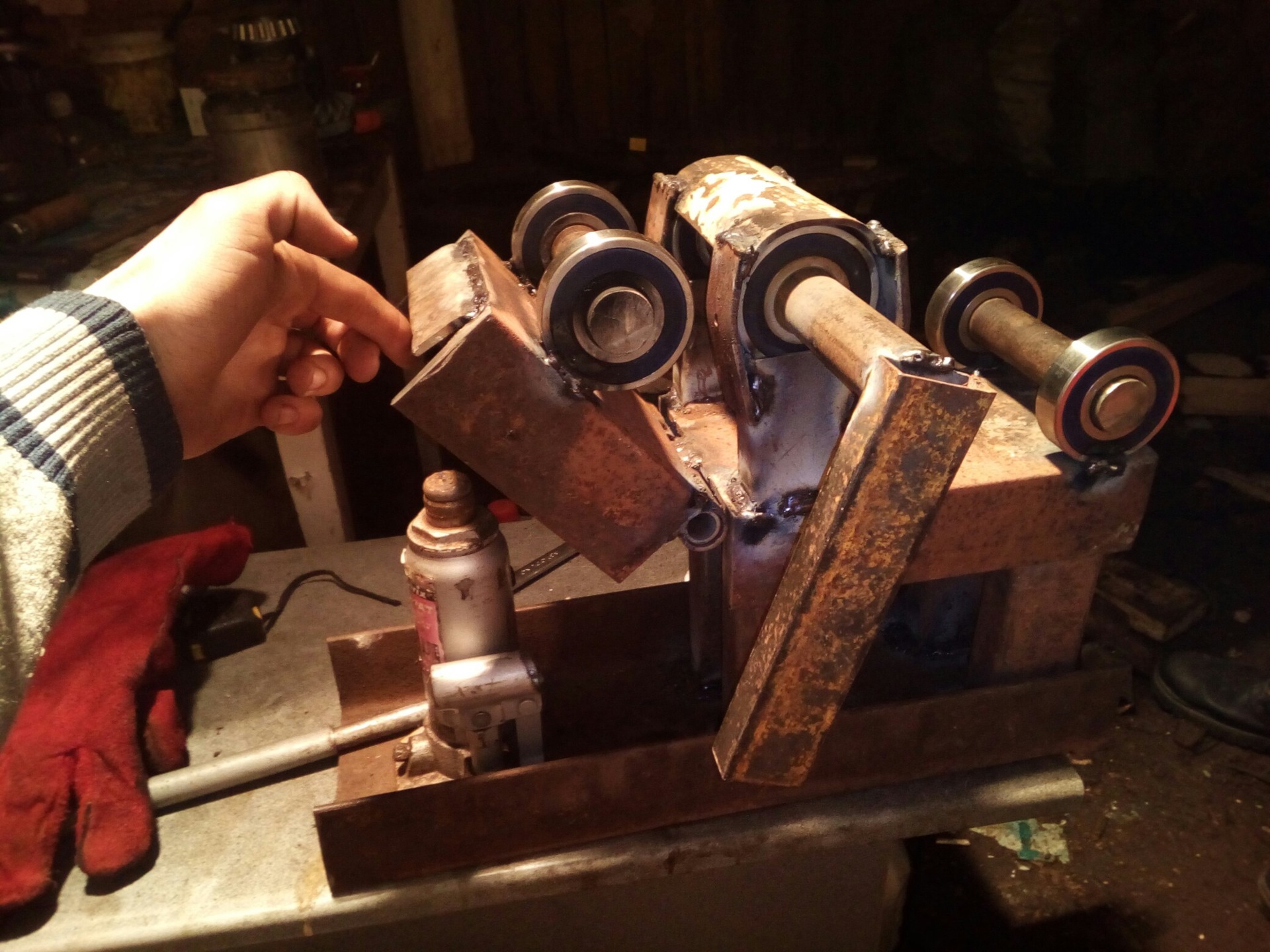
Самодельный станок как минимум на 50% будет состоять из подручных материалов. Что-то обязательно найдется в личном хозяйстве, что-то в гаражах у соседей. Купить скорее всего потребуется только 8 подшипников 303 серии. Они призваны выполнять функцию валов, что исключает необходимость в токарных работах. Стоят такие подшипники недорого, а если поискать, то можно найти вообще за копейки. Если и придется докупать какое-то железо, то по сравнению с магазинной ценой трубогиба, это почти ничего.
Точно понадобятся отрезок швеллера 80х40 мм, стальной уголок 25х25 мм, профильная труба 20х20 мм, строительная шпилька диаметром 18 мм, 6 шайб М18 с увеличенным внешним диаметром – 56 мм, 9 гаек на 18 и еще кое-какая мелочевка, но о ней в процессе.
Основной инструмент – болгарка, сварочный аппарат, дрель.
Особенности технологии изгиба труб
Гибка труб не относится к числу энергоёмких штамповочных операций, поэтому усилия при изгибе вручную невелики. Сложности заключаются в том, что без соблюдения определённых условий сечение согнутой трубы деформируется, а качество изгиба невысоко. Происходит это по следующим причинам:
- При изгибе на угол, превышающий 10…150, внутренние области сечения пребывают под действием напряжений сжатия, а наружные – растяжения. Поэтому на поверхности трубы появляются складки и/или трещины;
- Трубы, изготовленные из среднеуглеродистой стали (марок от сталь 40 и выше), имеют повышенную упругость. Это проявляется в эффекте пружинения гнутого профиля, когда его размеры не соответствуют заданным. При изгибе по сложному пространственному контуру пружинение может достигать 15…20%;
- Без принудительной фиксации конца трубы её торец искажается, и его граница теряет свою перпендикулярность относительно оси. В результате возникают сложности с монтажом прилегающих деталей.
С учетом этого, необходимо выбирать заготовки из труб, произведенных из пластичных марок сталей. Холоднодеформированные трубы гнутся хуже, чем трубы горячей прокатки. В целом, под ручную гибку более подходят бесшовные стальные трубы по ГОСТ 8732-76, а также трубы из пластичных цветных металлов и сплавов – алюминия, латуни, меди и т.д.
Для исключения негативного влияния концентраторов напряжений все внешние поверхности материала должны быть очищены от окалины и ржавчины.
Разновидности трубогибочных станков
Сегодня все трубогибочные устройства, которые используются на различных предприятиях, можно классифицировать по одному основному показателю — конструктивному исполнению. В зависимости от особенностей конструкции выделяют следующие разновидности трубогибочных машин:
- Ручные. Такие устройства используются на небольших предприятиях и подразумевают приложение физических усилий при гибке труб. Как правило, такие компактные станки являются переносными и применяются в строительной сфере. Стоит отметить, что мобильность таких станков позволяет использовать их непосредственно на строительных площадках.
- Гидравлические. Устройства, функционирующие от гидравлического привода, очень похожи (по конструктивному исполнению) на ручные станки, но могут быть как переносными, так и стационарными. Основное отличие таких машин от ручных моделей — наличие гидроусилителя. Этот элемент позволяет обрабатывать изделия с показателями сечения до 20 мм без использования значительных физических усилий.
- Электрические. Отличаются большими размерами и функционируют от электроэнергии. При изгибе детали такие стационарные станки обеспечивают высокую точность угла. А также стоит отметить, что трубогиб электрический промышленный может гнуть изделия с большими показателями сечения и тонкими стенками.

Приспособления ручного типа используют в быту для работы с трубами небольшого диаметра
Все электрические трубогибочные машины подразделяются на три основных вида, в зависимости от того, насколько они автоматизированы. Рассмотрим эти виды:
- ручные;
- полуавтоматические;
- автоматические с числовой программой управления (ЧПУ).
Станки с компьютеризированной системой управления являются наиболее функциональными из всех. Благодаря системе ЧПУ появляется возможность программирования параметров угла и радиуса изгиба детали. Такие устройства могут работать в полностью автоматическом режиме, где все процессы контролируются компьютерной программой (в том числе поставка детали и регулировка дорна).
Стоит отметить, что трубогибочные станки для обычных и профильных труб отличаются. Ручные трубогибы стоят довольно недорого, однако, они гораздо менее производительны, чем электрические модели.
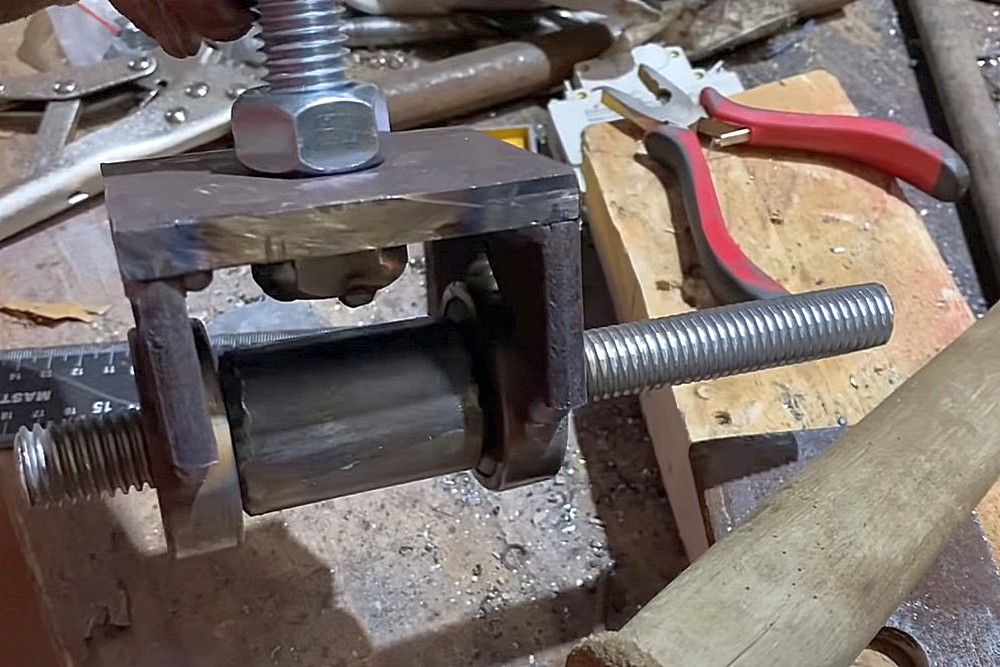
Как сделать тиски из швеллера
Швеллер — это самый распространенный вид металлического изделия, который отлично подходит для изготовления тисков. Рассмотрим подробно, как можно сделать самостоятельно тиски, используя для этого швеллер.

Инструкция по изготовлению тисков из швеллера выглядит следующим образом:
- Изначально подготавливается основание будущих тисков. В качестве основания используется швеллер, в котором проделывается прямоугольное отверстие
- С торцевой стороны приварить к швеллеру пластину, которая будет являться неподвижной губкой инструмента
- Изготавливается упор, состоящий из гайки и направляющего штуцера. К этому упору будет крепиться подвижная губка инструмента
- Крепим к упору подвижную губку инструмента
- Устанавливается винт, к которому надо приделать рукоятку для его перемещения
- В итоге получаются готовые к применению тиски, сделанные самостоятельно из швеллера
На видео ниже детально показан процесс, как изготавливаются тиски из швеллера
При этом важно учитывать, что вовсе не обязательно все детали подвергать обработке. Винт можно сделать из шпильки диаметром 16 мм или же выточить на токарном станке
При этом учитывайте, что также понадобится изготовить гайку с соответствующей резьбой.
Чтобы самодельные зажимные устройства прослужили долгое время, их необходимо покрасить. Для закрепления полученного изделия, требуется в нижней части к швеллеру приварить пластину, в которой проделать предварительно отверстия. Теперь самодельный инструмент готов к эксплуатации для зажима различных заготовок.
Виды дорновых трубогибов и особенности их конструкции
Дорновый трубогиб из-за особенностей своей конструкции может быть только стационарным. Даже станки, изготовленные для бытовых нужд своими руками, отличаются массивностью. Серийные трубогибы дорнового типа не бывают ручными, для их работы необходимо электрическое питание.

Универсальный трубогибочный дорновой станок Stankras
Среди дорновых трубогибов встречаются полуавтоматические и автоматические приспособления. Более дорогостоящим, естественно, является полностью автоматизированное оборудование. Всеми рабочими процессами, протекающими на таких трубогибах, управляет система ЧПУ, в память которой предварительно заносятся все требуемые параметры: тип материала и класс трубы, угол загиба и его радиус, давление прижима, скорость поворота гибочного узла и др. Для обслуживания такого оборудования, которое позволяет добиваться высокой эффективности рабочего процесса, не требуется много людей.

Автоматическая дорновая трубогибочная машина с ЧПУ
Полуавтоматический дорновый трубогиб, на котором часть технологических операций выполняется в ручном режиме, требует уже большего внимания со стороны рабочего персонала. Однако в тех случаях, когда необходимо гнуть изделия из разного материала и с разными геометрическими параметрами, целесообразнее использовать дорновый трубогиб полуавтоматического типа, который также значительно дешевле автоматического оборудования.

Гибочная головка с узлом подачи дорна
Любой трубогиб дорнового типа состоит из следующих конструктивных элементов:
- рамы с направляющими, на которую крепятся и позиционируются все элементы оборудования;
- чугунной головки, за счет которой создается гибочный момент;
- гидравлического бустера, усиливающего действие гибочной головки;
- патрона, в котором фиксируется заготовка (с его помощью также задается плоскость загиба);
- гибочного ролика, задающего радиус загиба;
- зажимных колодок, фиксирующих изделие на участке выполнения загиба;
- дорновых оправок и тяг, на которых они крепятся;
- натяжного кронштейна, за счет которого на трубогиб устанавливаются тяги с дорновыми оправками.
Принцип работы дорнового трубогиба
Трубогиб из домкрата
Чаще всего, изготавливая самодельный трубогиб, в качестве основного элемента выбирается домкрат. Он бывает нескольких типов. Сам домкрат изначально применяется для того, чтобы увеличить и сконцентрировать прилагаемое усилие, за счет чего конструкция может поднимать тяжелые механизмы, например, автомобили.






Самодельный трубогиб из домкрата обычно имеет очень простую конструкцию:
- Заготовка зажимается между двумя неподвижными роликами.
- Усилие передается на промежуток между роликами.
- Расстояние между неподвижными роликами во многом определяет радиус гибки и величину требуемого усилия для получения определенного угла.
Как уже было отмечено, при использовании домкрата можно сделать трубогиб арбалетного типа.
Как изготовить трубогиб для круглых труб с гидравлическим приводом
Если речь идет о выполнении не просто каких-то домашних ремонтных работ, а о профессиональной деятельности, то стоит задуматься об изготовлении более сложного гидравлического трубогиба. С его помощью при гибке труб можно будет снизить затраты физических сил, ведь нагрузка придется на гидравлический домкрат.
На этапе составления чертежа устройства нужно предусмотреть, из какого материала будут изготовлены боковины. Оптимально для этого подойдет прут арматуры сечением 18-20 мм, а также уголки со стороной в 25 мм. Кроме того, для боковин понадобится листовое железо толщиной 10 мм с высверленными отверстиями для фиксации опор.
В качестве опоры используют трубку соответствующего диаметра, в которую нужно будет приварить болт сечением 18 мм. По центру опоры будет расположено полукруглое отверстие, что также нужно отразить на чертеже. В эту выемку должна будет упираться заготовка, которую будут сгибать на гидравлическом ручном трубогибе.
Для создания пуансона потребуется листовой металл 4 мм толщины, из которого нужно будет вырезать полукруглые заготовки. Радиус этих деталей должен соответствовать планируемому радиусу сгиба трубы. На следующем этапе берут трубу сечением 32 мм и разрезают ее на две части. Одну из частей загибают по форме пластин-заготовок, а после – все детали сваривают. Для дополнительной прочности пуансона в гидравлическом трубогибе, внутри него приваривают перемычки, обеспечивающие ребра жесткости.
В центральной части платформы приваривают трубку. Ее назначение – упор для гидравлического привода, которым служит домкрат. Все это нужно обязательно проработать и предусмотреть в чертеже, согласно которому будет производиться сборка гидравлического трубогиба. Кроме того, такая схема позволит подготовить перечень материалов и комплектующих, имеющих нужные параметры. При этом ряд элементов для инструмента нужно будет предварительно заказать у токаря.
Таким образом, собрать тот или иной тип ручного трубогиба не так уж сложно. Тем более что существует масса вариантов и чертежей готовых изделий, которые можно взять на вооружение, чтобы изготовить самостоятельно необходимый в хозяйстве инструмент.
Из какого материала можно изготовить ролики
Опорные и прижимной ролики для профилегиба (для сгибания профиля и полос металла) целесообразнее изготавливать только из стали.
Кто-то утверждает, что можно использовать деревянные ролики (из твердых пород дерева) или фанеры, но это не так. Такие ролики долго не прослужат, хотя сделать их намного проще, чем стальные.
Иногда допускается использовать самодельные ролики из алюминия с канавкой под круглые трубы. Однако тут нужно понимать, что они также не рассчитаны на серьезные нагрузки, и не смогу заменить собой стальные ролики.

Изготавливая самодельный трубогиб для профильной трубы, используют уже не обкатные прижимные ролики, а валы. Их можно сделать из стального кругляка или подшипников. Это наиболее оптимальные варианты.
В общем, если вы собираетесь самостоятельно собирать гибочный станок (не важно — трубогиб или профилегиб), то ролики или валы лучше делать из стали. Самодельные ролики, изготовленные из других материалов, хуже справляются со своей задачей и довольно быстро приходят в негодность
Самодельные ролики, изготовленные из других материалов, хуже справляются со своей задачей и довольно быстро приходят в негодность.





