

Подготовительные работы
Как надо настраивать резак для резки металла — прежде всего, нужно удостовериться, что изделие находится в исправном состоянии, готово к работе, затем выполняется следующий порядок действий:
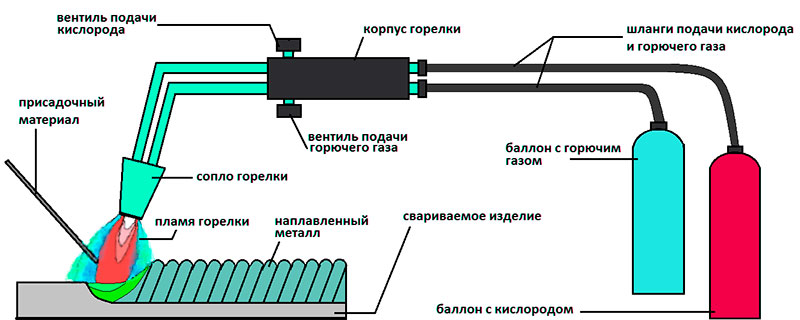
- Шланги от баллонов подключаются к резаку, предварительно продув изделие для удаления изнутри посторонних вкраплений.
- Кислород подсоединяется к штуцеру с правой резьбой, а пропан — к штуцеру с левосторонней резьбой.
- Уровень подачи пропана выставить на 0,5, а кислорода — на 5,0 атмосфер.
- Проверяем соединения на предмет утечки, а также работу редукторов и манометров.
Если обнаружены утечки газов, то подтягиваются гайки или меняются прокладки.
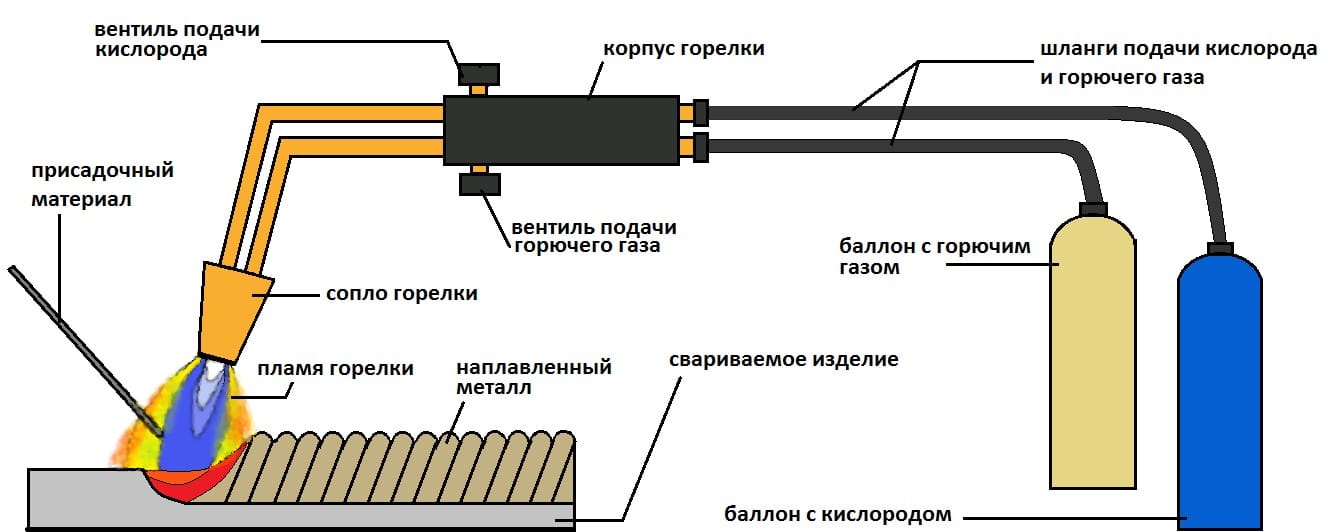
На схеме указано правильное подключение баллонов к резаку.
Поджигание резака и нагревание металла
Перед зажиганием резака требуется:
- убедиться в герметичности всех соединений (клапанов, манометров, шлангов, другой арматуры) – любая протечка газа может моментально вызвать пожар;
- проверить еще раз место работы на предмет отсутствия легковоспламеняющихся материалов, посторонних людей (особенно детей), животных;
- убедиться в готовности к работе;
- надеть защитные очки и перчатки.
Затем открывают на резаке клапан ацетилена, позволяя выйти кислороду, который находится в камере-смесителе. На это достаточно нескольких секунд. Потом закручивают вентиль, пока не станет слышно, что ацетилен еле выходит. Перед резаком располагают специальную зажигалку для него как показано на видео, чтобы ее внутренняя часть касалась мундштука. Затем надавливают на рычаг зажигалки. Когда производимые искры подожгут ацетилен, перед мундштуком должно образоваться маленькое пламя желтого цвета.
Медленно открывают передний кислородный вентиль. При этом пламя должно поменять цвет с желтого на голубой – в этот момент будет обеспечена подача такого количества кислорода, которого достаточно для полного сжигания ацетилена. Подачу кислорода следует увеличивать, пока внутренний язычок голубого пламени не уменьшится и сожмется в направлении мундштука.
Кислородный клапан открывают еще больше – увеличивают размер факела, пока у внутреннего пламени длина не станет едва больше толщины разрезаемой стали (для листовой холоднокатаной толщиной 9,5 мм достаточно превышения длины пламени на 1,3 мм). Когда слышно «сопение» или кажется, что голубое пламя перистое и неустойчивое, то это означает слишком большую подачу кислорода. Ее снижают, пока все пламя не стабилизируется, а внутреннее – не примет форму четкого конуса.
Внутреннее пламя самым кончиком подносят к поверхности обрабатываемой стали. Ее греют до образования в месте соприкосновения лужицы расплавленного светящегося металла. Кончик пламени надо держать неподвижно на расстоянии примерно 10 мм от поверхности стали как показано на видео, чтобы все тепло концентрировалось на одном участке.
Рекомендации по резанию труб из металла
Резание труб из разных металлов – это востребованная операция при проведении ремонтно-строительных работ. Отрезать изделия приходится при монтаже канализационных и отопительных систем, водопроводных линий. В этом направлении болгарка хорошо справляется с различными задачами. Диски для работы выбирают по материалу, из которого изготовлена труба.
Применение угловой шлифовальной машинки дает возможность:
- перепиливать трубы под разными углами, например 45 и 90 градусов;
- разрезать изделия большого диаметра;
- ровно резать профильные (прямоугольного либо квадратного сечении) трубы;
- производить продольное разрезание трубчатых заготовок;
- пилить чугунные трубы;
- перерезать тонкостенные трубки.
Если нужно разрезать трубу большого диаметра, то использование болгарки позволяет выполнить эту работу без значительных денежных затрат. Но при этом производительность труда небольшая, а риски немалые. Когда длинные трубы лежат на опорах, отпиливают только свисающие части. Если распиливать по центру, то кромки среза зажмут обрезной круг, что приведет к заклиниванию инструмента и возможному травмированию.
Специалисты не только разрезают трубы из разных материалов под нужными углами, но и вырезают в них отверстия требуемых форм. Работа с профильными и круглыми заготовками выполняется схожим образом, с обязательным соблюдением правил техники безопасности.
Перепиливание труб под разными углами
Резать под углом 45 и 90 градусов круглые и профильные трубы приходится при прокладке различных коммуникаций. В любом случае необходимо ровно отпилить трубу, чтобы элементы, которые требуется соединить, максимально в плотную соединялись друг с другом.
Рез под углом 45 градусов труб цилиндрического сечения проводят следующим образом:
- берут обычный квадратный бумажный лист;
- складывают его точно по диагонали;
- этим шаблоном оборачивают трубу;
- мелом или другим разметочным приспособлением наносят будущую линию среза;
- убирают шаблон;
- зажимают заготовку в тисках;
- отрезают отмеченный фрагмент трубы.
При прикладывании шаблона любая из двух коротких сторон этого треугольника должна быть параллельна центральной оси трубы.
Когда необходимо выполнить разрезание под углом 90 градусов, трубы просто оборачивают по кругу (цилиндрические) либо по периметру (профильные) листом бумаги. После этого отмечают линию среза. Также разметить профильную трубу можно очень просто с помощью обычного угольника.
При необходимости разрезания под углом 45 и 90 градусов значительного количества профильных труб делают соответствующие шаблоны из данного материала, только большего сечения. Это позволяет выполнять требуемые замеры лишь один раз. При этом для первоначальной разметки применяют строительный угольник, либо транспортир. Когда шаблон сделан, внутрь него вставляют обрезаемые заготовки, отмечая линии среза. Затем производят распиливание.
Особенности резки чугунных и тонкостенных труб
Чугун – это хрупкий материал. Чтобы распилить чугунную трубу болгаркой, действуют в такой последовательности:
- отмечают линию среза;
- подкладывают под трубу деревянный брусок, который будет служить ей опорой;
- делают пропил по контуру глубиной в несколько миллиметров;
- вставляют в сделанное углубление зубило;
- по наставке сильно и резко бьют молотком.
После удара труба расколется по линии пропила. Ее края будут достаточно ровными. Если нужно, их дополнительно обрабатывают.
Чтобы выполнить продольное распиливание трубы, также важна точная разметка. Для ее нанесения применяют различные приспособления, например, строительную нить («отбивку»). Весь процесс распиливания следует выполнять аккуратно, не спеша, чтобы не сбиться с отмеченной линии.
Тонкостенные трубы – это одна из разновидностей данного рода изделий. Их часто изготавливают из цветных металлов: меди либо алюминия. Их резка является сложным занятием. При этом следует применять соответствующие материалу заготовки круги для болгарки.
Распиливание тонкостенных трубок требуется выполнять очень осторожно, потому что они легко могут деформироваться даже от прикладывания незначительной нагрузки
Сверление и резка металлов кислородным копьем
После поджига и стабилизации пламени торец трубы прижимают к поверхности детали. Углубление в материал происходит за счет тепла, которое выделяется вследствие сгорания металла. Во время температурного воздействия необходимо периодически совершать трубой обратно-поступательные и вращательные действия для удаления образовавшегося шлака. В итоге получается отверстие круглой формы, размер которого обычно на 1-2 см больше диаметра трубки-копья.
В этом видео показан процесс сверления кислородным копьем:
Помимо сверления, подобная технология позволяет осуществлять раскрой детали. Для этих целей дополнительно применяется газовый резак, который предварительно делает канавку размером около 15 см, куда вводится копье. С помощью такого метода можно разрезать стальные болванки толщиной 2 м:







Резка крупных металлических деталей кислородным копьем
Во время рабочего процесса трубка-копье постоянно укорачивается, поэтому нуждается в периодической замене. Длина сгоревшей части в первую очередь зависит от характеристик обрабатываемого материала. К примеру, при прожигании чугуна на каждый метр углубления требуется около 20 м трубы (при этом расход O2 составляет 35 м³ на 1 м). Поэтому обработка чугунных изделий таким методом имеет невысокую производительность.
Меры предосторожности
Резка металла газом сопряжена с некоторым риском, поэтому необходимо строго придерживаться правил безопасности. Начнем с защитной одежды, которая должна включать в себя: огнеупорный костюм и краги для рук с такой же пропиткой; маску сварщика, сделанную из негорючего пластика с наголовником; рабочую обувь с высокими бортами. Также рекомендуется надевать респиратор. Зачем дышать дымами и пылью? Все эти меры придуманы не случайно, и не стоит ими пренебрегать. Например, может возникнуть ситуация, когда толстый металл сразу не продуется, и расплавленные брызги будут попадать на вас.
В процессе работы не забывайте следить за показанием редукторов на баллонах. Помните, что нельзя приступать к резке, если на шлангах есть трещины, разрывы или стыки. Некоторые умельцы соединяют стыки трубкой из алюминия или латуни. Однако лучше не рисковать
Примите во внимание, что железные трубки использовать с этой целью нельзя категорически, так как железо может дать искру
Самое главное, что необходимо знать при работе с газовыми резаками: пропан огнеопасен, кислород же маслоопасен. При контакте кислорода с любым маслом произойдет взрыв. Во избежание беды, не прикасайтесь к кислородному баллону в испачканных маслом рукавицах или одежде. Не оставляйте рядом промасленные тряпки.
Помните, что баллоны должны располагаться на расстоянии 10 м от рабочего места и в 5 м друг от друга. Весь газ из баллона расходовать никак нельзя.
Иногда в процессе работы возникают внештатные ситуации. Не теряйтесь. Например, если у вас во время резки слетел со штуцера или оборвался кислородный шланг, не пугайтесь. Обычно испуг возникает из-за того, что случается это неожиданно и громко. Необходимо тут же перекрыть на резаке подачу пропана, затем закрыть оба баллона. Случается, что при розжиге пламени и настройки резака неожиданно исчезает пламя, издав хлопок. Просто закрываете вентили резака и разжигаете пламя заново.
Процесс демонтажа металлических конструкций потребует использования специализированного инструмента. Заготовка деталей осуществляется резкой, для этого используется рассекание металла как газовой установкой пропаново – кислородного типа, так и другими приспособлениями. Для обработки конструкций небольшой толщины подойдут механические устройства, толстые листы обрабатываются газовым резаком. Принцип эксплуатации установки одинаковый, вне зависимости от конструкции. Как правильно пользоваться механизмом, описывают различные технические задания, необходимо соблюдать требования безопасности, другие особенности.
Принцип работы
Методика газовой резки относится к технологии газопламенной обработки металлов, в которой пламя горящей газовоздушной смеси нагревает заготовку до высокой температуры для выполнения резки, поверхностной закалки, наплавки или другой технологической операции.
Базовым принципом газовой резки является способность металла к возгоранию в среде химически чистого кислорода. Для технической реализации этого сложного физико-химического процесса применяют специальный резак по металлу, выполняющий следующие функции:
- смешивание в определенной пропорции горючего газа (ацетилена, пропана, природного газа) с кислородом для образования подогревающей газокислородной смеси;
- воспламенение подогревающей смеси и нагрев ее пламенем металла вдоль линии реза;
- раздельную подачу потока подогревающей смеси и струи кислорода к месту реза.
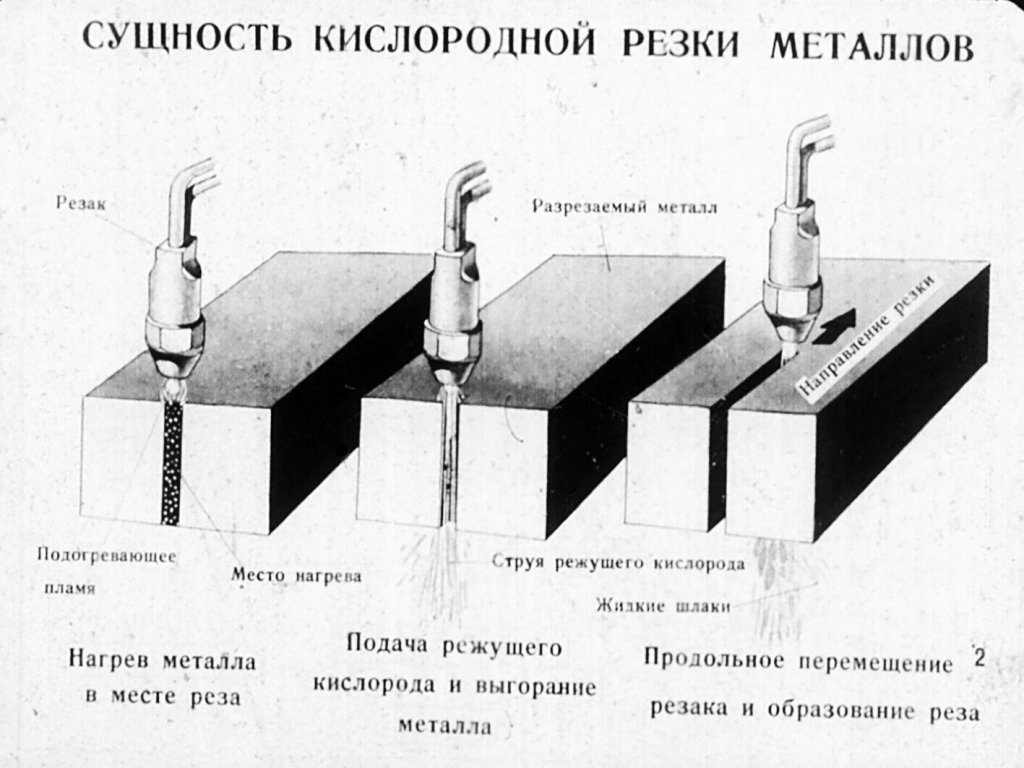
Операция газорезки, которую обеспечивает резак горящим газом, состоит из двух технологических этапов:
- Подготовка к резке, заключающаяся в разогреве локальной зоны заготовки до температуры воспламенения металла. Разогрев осуществляется факелом пламени горящей подогревающей смеси. В месте начатого разреза металл греют до белого каления, что соответствует нагреву до температуры в пределах 1100 град. Ц.
Режим предварительного локального разогрева необходим для того, чтобы металл обрабатываемой детали воспламенился в струе кислорода по линии реза без использования постороннего инициатора возгорания.
- Непосредственно газовая резка заготовки, заключающаяся в сгорании металла в струе поданного под давлением кислорода и выдувании из рабочей зоны образовавшихся продуктов горения в виде раскаленных частиц. Процесс резки протекает в следующей последовательности:
- в разогретую зону подается кислородная струя под давлением 5-12 атм.;
- при соприкосновении с нагретой поверхностью кислород воспламеняется;
- под воздействием кислородной струи металл в зоне реза сгорает;
- продукты горения – оксиды – струей выдуваются из зоны резки, оставляя после себя узкий паз.
Окисление материала разрезаемой заготовки происходит лишь на участке действия кислородной струи, поэтому попадание оксидов внутрь металла исключено.
Устройство газового резака
Принцип действия заключается в сгорании металла обрабатываемой детали в струе химически чистого кислорода. Продукты окисления из зоны реза выдуваются этой же струёй.
Для обеспечения этого процесса, газовый резак по металлу имеет следующую конструкцию:
- ствол;
- наконечник.
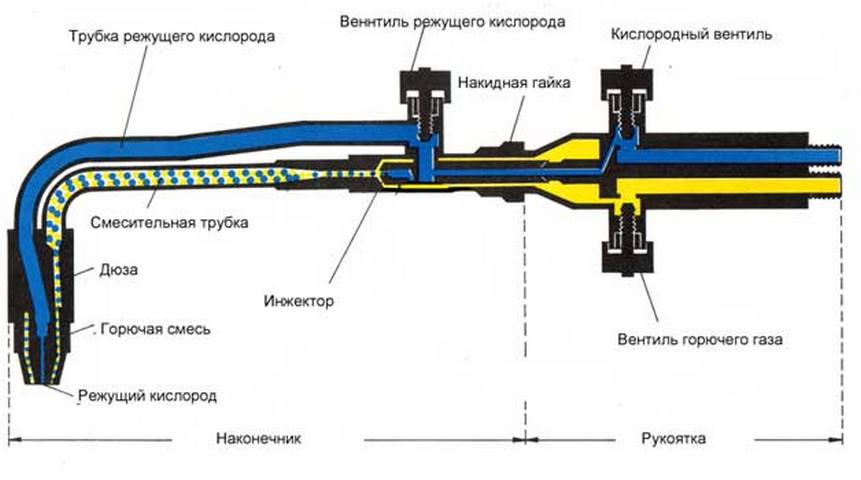
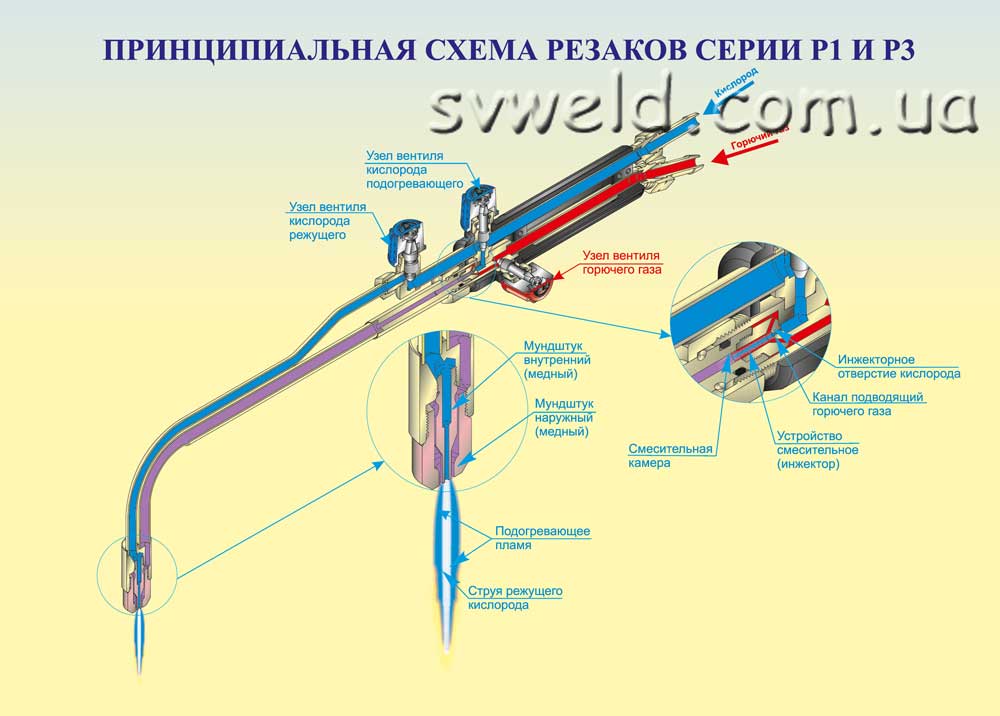
Пояснение к рисунку. Ствол состоит из следующих узлов:
- рукоятка с ниппелями для присоединения кислородного и газового рукавов;
- корпус с регулировочными газовым и кислородным вентилями. В его состав, также, входят:
- инжектор;
- смесительная камера;
- трубки подачи кислорода и горючего газа.
Ствол присоединяется к корпусу накидной гайкой. Конструкция наконечника приведена на рисунке.
Он состоит из внутреннего (латунного) и внешнего (медного) мундштуков.
Конструкция смесительной камеры интуитивно понятна из рисунка.
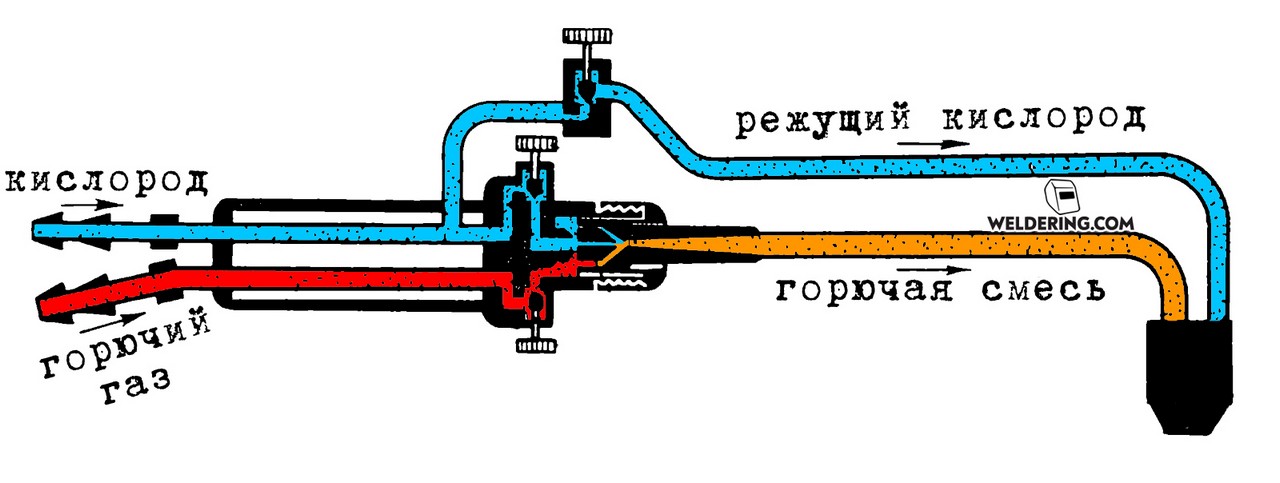
Газовая горелка: резак кислородный
Из баллона с редуктором через шланг с ниппелями кислород поступает в резак. В его корпусе он разветвляется по двум каналам:
- одна часть газа проходит через вентиль и попадает в инжектор. Из него она выходит с большой скоростью и, создавая разрежение, подсасывает горючий газ. В результате, в смесительной камере образуется горючая смесь. Она, проходя через зазор между внутренним и наружным мундштуками, сгорает и образует подогревающее пламя;
- вторая часть кислорода поступает через вентиль в трубку режущего газа. Выйдя через центральный канал внутреннего мундштука, она образует режущую струю.
Таким образом, для получения качественного реза необходимо:
- применять сопло и мундштук «правильного» (соответствующего марке и толщине обрабатываемого материала) размера;
- давление газа должно соответствовать толщине обрабатываемого материала;
- необходимы постоянный уход и чистка каналов сопла. Эту чистку рекомендуется производить медными прутками.
Портативные газовые резаки
В последнее время можно увидеть предложения по продаже портативных газовых резаков, которые представляют собой насадку к небольшому цанговому баллону с газом.
Но хоть их позиционируют как резаки, по сути это горелки. Температура факела большинства из них не превышает 1300C. Хотя есть «профессиональные» цанговые портативные резаки с температурой факела 2000—2500C (например, Kovea KT-2610 при работе с газовой смесью MAPP US), а это уже близко к температуре разогревающего пламени кислородно-пропанового резака — 2700—2800C.
Но в любом случае для создания условий «горения» стали нет главного режущего компонента — струи кислорода, благодаря которому и происходит окисление металла.
Портативными резаками можно резать легкоплавкие металлы и сплавы: олово, алюминий, латунь, бронзу, медь. Но и для них речь идет не о резке, а о плавке. Поэтому их чаще используют, чтобы запаять или сварить небольшие детали из цветных металлов (например, при ремонте кондиционеров и холодильников), а резать можно ручным электрическим инструментом.




Это интересно: Типы газовых шлангов и их преимущества
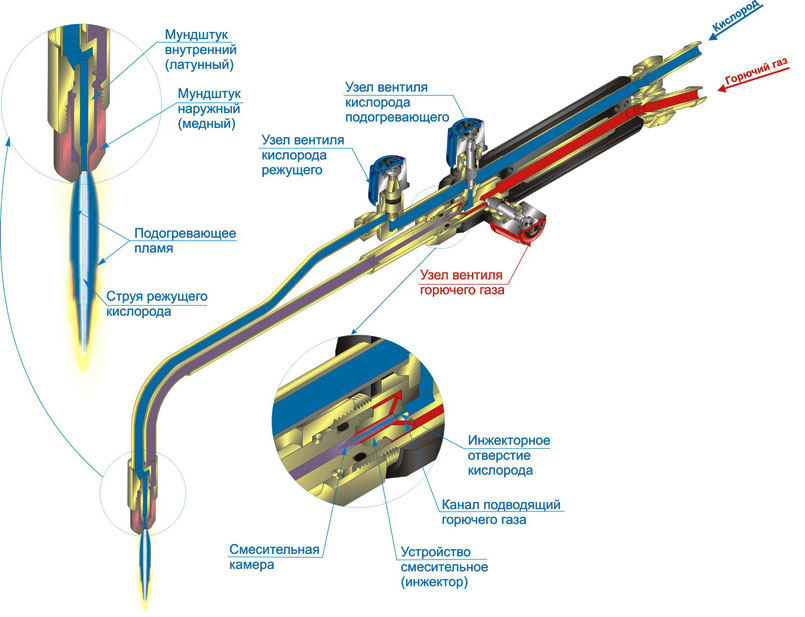
Конструкция
Наиболее распространенный тип устройства, применяемый при обработке стальных структур, это двухтрубный инжекторный резак. Горючая смесь разделяется на несколько потоков, что позволяет отрегулировать мощность пламени при соответствии с работами. Регулировочный механизм находится на внешней части корпуса, существуют приборы рычажного типа.
Поток движется по трубке к наконечнику через головку, высвобождение происходит при высокой скорости через центральное сопло. Мундштук отвечает за главную функциональность резака, режущую часть процесса. Часть газа переводится к инжектору, который выходя под высоким давлением, создает разряжение, тем самым подключается горючая смесь. Процессом смешивания определено выравнивание скорости потока, которым производится действие.
Формирование смеси осуществляется головкой наконечника, в которую попадает по нижней трубке. Факел образуется между наружном, внутренним мундштуком, следствием образования горючей смеси. Двухканальная система оснащена регулировочными вентилями, позволяющими производить настройку подачи как кислорода, так и вспомогательного газа к инжектору.
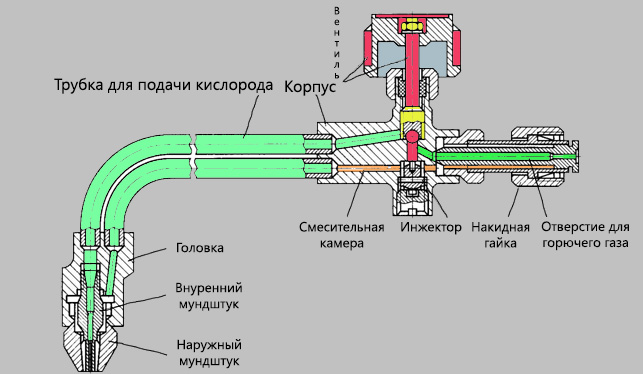
Конструкция газового резака
Конструкция без инжекторного типа более сложна, так как для двух потоков кислорода и отдельно для газа имеется трубки. Смесь горючего состава происходит непосредственно внутри головки, данная конструкция считается более безопасными действиями. Для выполнения действий потребуется более высокое давление подачи как кислорода, так и горючих газов.
Размеры резаков закреплены стандартами ГОСТа, для производства с мелкими деталями применяются модели Р1 с общей длинной не более 50 см. Более мощные конструкции выпускаются длиннее по форме, существуют специфичные удлиненные конструкции, предназначенные для выполнения задач при трудном доступе к месту резки.
Настройка газового резака
Настройка газового резака осуществляется на предприятии-изготовителе, как финишная операция сборочного процесса. Заниматься какой-либо дополнительной самодеятельной «настройкой на коленке» запрещается, т. к. может привести не только к ухудшению рабочих параметров, но и к взрыву оборудования.
Приступая к работе, следует произвести сборку оборудования и проверку его работоспособности в соответствии с «Инструкцией по эксплуатации». Только после этого можно приступать к процессу обработки металла.
Внимание! Категорически запрещается:
- продувать кислородом рукав для пропана;
- менять рукава между собой.
Если вы не имеете доступа к «Инструкции», то действуйте в следующей последовательности. Перед сборкой необходимо произвести внешний осмотр узлов и деталей:
- проверьте состояние всех резиновых прокладок. При наличии малейших дефектов, они подлежат замене;
- внимательно осмотрите кислородный вентиль. На его поверхности не допускаются малейшие следы масла или жира – их наличие может привести к взрыву;
- внимательно осмотрите штуцера. Штуцер с горючим газом должен иметь клапан обратного удара. Дефекты на штуцерах следует аккуратно править «бархатным» напильником. Если этого не сделать, то резиновая прокладка редуктора будет «травить» со всеми вытекающими последствиями.
После осмотра следует установить редукторы:
- синий – на баллон с кислородом;
- красный — на баллон с пропаном.
Если резак с инжекцией, то следует проверить её работоспособность:
- проверка производится до подключения рукава горючего газа;
- кислородный рукав подсоединяется к соответствующему штуцеру;
- открыть вентиль кислородного редуктора;
- открыть на резаке вентили кислорода и горючего газа;
- прислонить палец к штуцеру горючего газа. Если всё работает, то его должно «засасывать». В этом случае не будет обратного удара.
Далее, устанавливается шланг с пропаном и подключается газ. Соотношение пропана и кислорода устанавливается: 1:10. Например, если давление кислорода 5 атм., то пропана нужно задавать 0.5 атм.
Открывать и прекращать подачу газа необходимо в следующей последовательности:
- открыть на 0,5 оборота каждый вентили кислорода и горючего газа (последовательность менять нельзя). Поджечь смесь;
- поднести факел к металлу и добавлять кислород до появления «коронки»;
- по окончании работы: первым прекращается подача горючего газа, затем – кислорода (последовательность менять нельзя).
Многосопловые мундштуки резаков.
Второй вид мундштуков может иметь как цельную, так и составную конструкцию. Их особенность в том, что они оснащены несколькими соплами (каналами), диаметр которых может быть от 0,7 до1 миллиметра. Сопла располагаются по окружности центрального канала, предназначенного для подачи кислорода.
Заметим, что в мундштуках, предполагающих внутрисопловое смешивание, горючий газ и кислород поступают в сопла через отдельные каналы. Сгорает образованная смесь уже на выходе. Особенность такой конструкции мундштуков в том, что они могут использоваться при высокий температурах, кроме того эти устройства работают без обратных ударов пламени даже в тех случаях, когда было допущено сильное нагревание резака.
Отметим, что мундштуки с множеством сопел обычно сварщики применяют с газами-заменителями. К таким можно отнести коксовый, природный, нефтяной и прочие. Их особенность в том, что они имеют довольно низкий показатель горения.
Недостаток многосопловых мундштуков в том, что сопла время от времени могут забиваться шлаками. Именно эта особенность повлияла на использование такого вида резаков. Они менее популярны, нежели щелевые, в которых просто отсутствуют сопла.
Использование каждого из названых видов резаков определяется материалами, применяемыми во время резки, желаемыми результатами и личными предпочтениями сварщиков.
Советы бывалых: как пользоваться
Инструкции, как пользоваться газовым резаком, можно разделить на общие положения и профессиональные «мелкие» замечания, которые на самом деле являются ценнейшими практическими помощниками.
Таблица резки металлов газовым резаком.
Сначала общие положения:
Только в маске! Только в маске сварщика или специальных очках проводим любые работы с любым газовым резаком. Работа с автогеном – занятие с морем рисков, технику безопасности выполнять по-настоящему и не по-детски. Одежду и перчатки выбираем с огнеупорными свойствами. Если таковых нет, что же: по крайней мере, минимальное требование – не одевать одежду из синтетики. На рабочем месте обязательно должен быть огнетушитель со всеми правильными сроками годности и т.п
Средства пожаротушения также нужно разместить неподалеку по правилам пожарной безопасности. Перед работой нужно запастись: линейкой, специальным карандашом, угольником и рулеткой; специальной зажигалкой, которая обычно есть в комплекте с оборудованием
Во время работы важно выбрать правильно расположение. Пламя факела должно быть расположено фронтально по отношению к подводящим шлангам
Шланги, в свою очередь, расположить так, чтобы они не мешали вам по ходу процесса. Еще одно правило из техники безопасности: газовые баллоны не должны быть ближе 5-ти метров к вам во время работы. Проветривание должно быть отличным в течение всей резки, лучше всего работать на открытом воздухе. Пол в мастерской должен быть или бетонным, или земляным. Если вы давно не работали со своим резаком, либо начинаете использовать новый аппарат, проверьте каналы: они должны быть чистыми. Кроме того, всегда проверяйте уровень разреженности в камере, которая формируется кислородом. Сначала снимите шланг с пропаном – делать это нужно при закрученных вентилях и на резаке, и на баллоне. Затем на баллоне открываете вентиль кислорода и газа при рабочем давлении. Инжектор проверяется просто: прикладываете палец к ниппелю газа, если все правильно, вы почувствуете подсасывание воздуха в этом ниппеле. Закрываете кислород, все вентили и затем шланг с горючим газом подключаете к резаку: работать можно.

![Газовая (кислородная) резка металла [технология и оборудование]](https://domdetaley.ru/wp-content/uploads/a/b/b/abbf8f7ba5e202c4315b5a6945e12a3e.jpeg)






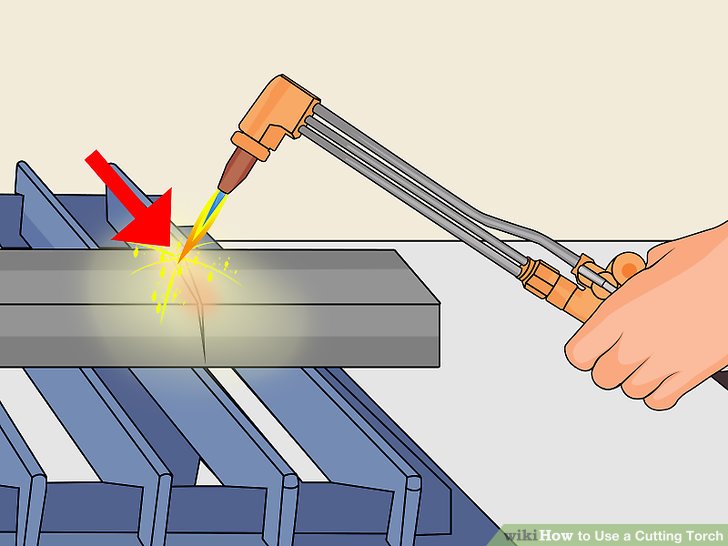
Схема резки металла резаком.
Этапы действий во время резки, пропановые резаки:
Сначала баллон с кислородом: выставляем рабочее давление. Потом баллон с горючим газом: также выставляем рабочее давление. Ориентир – давление кислорода. Давление пропана должно быть меньше примерно в десять раз. Если аппарат трехтрубный, то разница будет составлять пять раз. Медленно открываем вентиль кислорода и газа, поджигаем газ и формируем с помощью вентилей напор факела разогревающего пламени. Ручной газовый резак готов к работе, теперь собственно резка металла резаком. К месту горения начинает поступать струя поджигающего кислорода. Если металл нагрет в достаточной степени, нужная реакция начнется немедленно. В этом случае давление подачи кислорода можно еще увеличивать до тех пор, пока металл не будет прорезан в полной степени. Теперь автоген можно двигать в нужном направлении – по линии запланированного разреза. Скорость движения нужно определять по ходу дела, она будет зависеть от того, как искры и шлак стекали или сдувались вниз от горелки. После выполнения резки осмотрите внимательно рабочий участок на предмет оставшихся кусков расплавленного металла
Не дай бог наступить на такие – прожгут даже толстую подошву ботинок. Охлаждение деталей проводится или с помощью воды, или естественным образом
После окончания резки нужно закончить рабочий процесс, что не менее важно, чем начать работу. Сначала закручиваем вентиль кислорода
Следующими перекрываются вентили пламени – первым вентиль пропана, следующим – вентиль кислорода. Закручиваем вентили на баллонах. Освобождаем шланги от газа: открываем и затем поочередно закрываем вентили разогревающей смеси на аппарате.
Нюансы резки
Процесс рассекания предусматривает контроль скорости, подбор параметром происходит визуально, зависит от количества искр и их разлетания. Поток искр, образуемый процессом резки, должен образовываться под углом 90 ° по отношению к поверхности. Скорость регулируется, если поток изменяет направление, в этом случае скорость низка, требует настройки.
Толщина структуры влияет на процесс, в случае обрабатываемого листа, толщиной более 6 см, его необходимо разместить под небольшим углом для стекания шлака
При обработке толстых изделий, важно выдержать угол наклона больше на 15 °, контролировать скорость. В случае остановки рассекания на середине пути, процесс не возобновляется в данной точке, а происходит сначала
Во избежание переделки при действиях с толстым изделием, необходимо вести резак так, чтобы металл обрабатывался по всему периметру.
Резка металла газовым резаком
После завершения рассекания стали, отключается подача режущего газа. Затем перекрывается вентиль на баллоне, последней очередью закрывается подача горючей смеси.
Подготовка к работе газовым резаком
При пользовании этим приспособлением нужно обязательно знать принцип его действия. Изначальное возгорание ацетилена сильно нагревает сталь, вплоть до расплавленного состояния. Под воздействием струи кислорода, которая подается под давлением, газовый резак поджигает материал, в результате чего и образуется нужный разрез. Помните о том, что сталь и углеродистая сталь являются единственными материалами, которые разрешается обрабатывать газовым резаком. Алюминий, нержавейка и прочие металлы и их сплавы обрабатывать газовым резаком запрещается.
Подберите инструменты, которые вам понадобятся в процессе работы. Не считая непосредственно газового резака в полной комплектации, вам нужно подготовить:
Таблица технических характеристик газового резака.
Огнетушитель. Безопасность превыше всего.
Инструменты для выполнения разметки и проведения измерений. С их помощью вы составите правильную разметку для отреза. Потребуется карандаш. Обычный не подойдет, нужен из мыльного камня. Также подготовьте угольник и простую измерительную линейку.
Средства защиты, включая очки и толстые перчатки из кожи.
Спецодежда. Рекомендуется огнестойкая одежда, но если у вас таковая отсутствует, используйте прилегающую к телу хлопчатобумажную. Нейлон и большая часть обычных синтетических тканей очень быстро сгорают.
Что касается обуви, то лучше взять прочные ботинки с подошвой из кожи, так как обувь на резине довольно быстро прогорит при контакте с разогретым до высокой температуры шлаком.
Зажигалка, специально созданная для резака. Применять спички или зажигалки для бытовых газовых плит или сигарет крайне небезопасно. Использование специально разработанных зажигалок позволяет существенно снизить риск получения травмы.
Обеспечьте для себя максимально безопасные рабочие условия. Лучше всего резать металл на голом грунте или на плите из бетона, потому что искры в процессе работы летят на многие метры в стороны
Важно, чтобы рядом не было никаких легковоспламеняющихся предметов.





