

Положение электрода при сварке. Электрододержатель, держак
Электрод вы вставляете в электрододержатель (сварщики называют его «держак»). Он должен быть удобным, легким, в нем должны быть канавки для установки электрода под различными углами. Существует много разных электрододержателей по конструкции и области применения. Как правило, известные изготовители комплектуют сварочные аппараты вполне приличными электрододержателями, и вам нет необходимости задумываться об их модификациях. Когда вы вставляете электрод в держатель обязательно проверьте (покачиванием) надежность его крепления в держателе. Иначе в месте крепления будет возникать искрение и дуга у вас будет либо неустойчива, либо вообще не зажжется.
Итак, как мы держим электрод? По отношению к плоскости шва он может находиться под углом 30-60° от вертикали, либо под прямым углом. При выполнении вертикальных швов снизу вверх угол должен быть 45-50° вниз от горизонтали. Если сверху вниз — 10-20° вниз от горизонтали. Кроме того процесс определяется направлением движения. При сварке углом «вперед» (от себя) уменьшается глубина провара, уменьшается высота выпуклости шва, но заметно увеличивается ширина шва, что позволяет рекомендовать это положение для соединения металлов небольшой толщины. В этом случае расплав и шлак движется впереди электрода. У этого метода есть ряд недостатков — например, накапливается много жидкого шлака впереди электрода, он стекает на металл, мешает поддержанию дуги. Возможны непровары и шлаковые включения. В этом случае необходимо выровнять положение электрода до вертикального.
Вообще говоря, вы будете наблюдать, как поток металла и дуга «отталкивают» расплав в сварочной ванне и будете наблюдать различие при разном положении электрода.
Сварка под «прямым углом» (электрод движется от вас) позволяет жидкому шлаку двигаться следом за сварочной ванной, накрывая жидкий металл шва сразу за электродом. Это обеспечивает формирование качественного валика.
Кроме того, при сварке электродами с рутиловым покрытием наклон электрода в сторону будущего шва должен быть всегда больше, чем для электродов с основным покрытием.
Самый распространенный способ — «углом назад
При сварке «углом назад» глубина провара и высота выпуклости увеличиваются, но уменьшается ширина. Прогрев кромок недостаточен, поэтому возможны несплавления и образование пор. При чрезмерном наклоне электрода вы увидите, как под воздействием дуги шлак выталкивается из ванны, оголяя металл. Это вызывает быстрое остывание металла шва. Это отрицательно сказывается на качестве шва. Шов получается неравномерный, чешуйками и значительными перепадами по краям к основному металлу. Необходимо поддерживать такой угол, чтобы жидкий шлак следовал непосредственно за электродом и не вытеснялся силой дуги.
К сожалению в статьях периодически встречаются ошибки, они исправляются, статьи дополняются, развиваются, готовятся новые. Подпишитесь, на новости , чтобы быть в курсе.
Если что-то непонятно, обязательно спросите! Задать вопрос. Обсуждение статьи. сообщений.
Сам я работаю сварщиком 25 лет. Умею все, но объяснять не горазд. Сейчас мой сы н решил пойти по стопам своего отца. Я поискал в интернете материал, чтобы ему основы усвоить. И остановился на Вашем. Спасибо.
Резка
– технологический процесс, цель которого разделение различных металлов на заготовки необходимого размера и формы.
Для выполнения данной процедуры используются ручные и автоматические инструменты и оборудование. Однако, не всегда исполнитель располагает необходимым оснащением. В подобных случаях подходящим вариантом станут электроды
. Для резки исполнителю, кроме электродов, будет нужен толькоинвертор или иной источник сварочного тока . Таким образом, ручная дуговая резка с помощью данных материалов и оборудования является распространенным видом работ среди профессиональных и начинающих исполнителей.
Резка металла применяется при строительно-монтажных работах на объектах различного назначения
Из-за большой популярности обработки также востребованными являются электроды для резки металла инвертором (см. марки ниже).
Приступаем к работе
5 атмосфер, газовый — 0,5
После этого нужно взять пропановый резак и слегка приоткрыть пропан, а затем поджечь его. Сопло резака нужно расположить таким образом, чтобы оно упиралось в металл, после чего нужно не спеша открыть регулирующий кислород. Далее следует настроить эти вентили один за другим, тем самым будет обеспечена требуемая сила подачи пламени. Во время подобной настройки нужно последовательно открывать газ, кислород, газ, кислород.
При выборе силы пламени необходимо ориентироваться на толщину металла. С увеличением толщины листа придется увеличить силу пламени, что приведет к повышению расхода кислорода и пропана. После настройки силы пламени можно приступать к резке металла. Сопло необходимо держать по отношению к краю металла таким образом, чтобы оно было удалено от разрезаемого предмета на расстоянии 5 мм, а само оно должно располагаться под углом 90 градусов. В некоторых случаях может понадобиться прорезать лист или изделие в центре. В этом случае за стартовую точку выбирают то место, от которого пойдет разрез.
Суть процедуры сводится к разогреву верхней кромки до температуры 1000-1300 градусов Цельсия. Точная температура определяется с учетом металла. На практике подобная работа будет иметь вид, когда поверхность как будто «намокает». На сам разогрев потребуется не более 10 секунд. Дождавшись воспламенения металла, нужно открыть вентиль режущего кислорода, после чего начнет поступать мощная узконаправленная струя.
Особенности резки
исключите риск обратного удара
Сперва его выдерживают величиной 90 градусов, после чего необходимо создать незначительное отклонение на 5-6 градусов в направлении, которое противоположно движению резака. Если приходится иметь дело с металлом, толщина которого составляет более 95 мм, то разрешается увеличить отклонение до 70 градусов. После того как прорез в металле достигнет 15-20 мм, угол наклона начинают увеличивать до 20-30 градусов.
Газы для сварки
Кислород при атмосферном давлении и обычной температуре газ без цвета и запаха, несколько тяжелее воздуха. При атмосферном давлении и температуре 20 гр. масса 1 м3 кислород равен 1.33 кг. Сгорание горючих газов и паров горючих жидкостей в чистом виде кислороде происходит очень энергично с большой скоростью, а возникновение в зоне горения возникает высокая температура.
Для получения сварочного пламени с высокой температурой, необходимо для быстрого расплавления металла в месте сварки, горючий газ или пары горючей жидкости сжигают в смеси с чистым кислородом.
При возникновении сжатого газообразного кислорода с маслом или жирами последние могут самовоспламеняться, что может быть причиной пожара. Поэтому при обращении с кислородными баллонами и аппаратурой необходима тщательно следить за тем,чтобы на них не падали даже незначительные следы масла и жиров. Смесь кислорода с горючих жидкостей при определенных соотношениях кислорода и горючего вещества взрывается.
Технический кислород добывают из атмосферного воздуха который подвергают обработке в воздух разделительных установках, где он очищается от углекислоты и осушается от влаги.
Жидкий кислород хранят и перевозят в специальных сосудах с хорошей теплоизоляцией. Для сварки выпускают технический кислород трех сортов:
высшего, чистотой не ниже 99.5%
1-ого сорта чистотой 99.2%
2-ого сорта чистотой 98.5% по объему.









Остаток 0.5-0.1% составляет азот и аргон
Ацетилен
В качестве горючего газа для газовой сварки получил распространение ацетилен соединение кислорода с водородом. При нормальной температуре и давлением ацетилен находится в газообразном состоянии.
Ацетилен бесцветный газ. В нем присутствуют примеси сероводорода и аммиак.
Ацетилен есть взрывоопасный газ. Чистый ацетилен способен взрываться при избыточном давлении свыше 1.5 кгс/см2, при быстром нагревании до 450-500 С. Смесь ацетилена с воздухом взрываться при атмосферном давлении, если в смеси содержится от 2.2до 93% ацетилена по объему. Ацетилен для промышленных целей получают разложением жидких горючих действием электродугового разряда, а так же разложением карбида кальция водой.
Газы заменители ацетилена
При сварке металлов можно применять другие газы и пары жидкостей. Для эффективного нагрева и расплавления металла при сварке необходимо чтобы to пламени была примерно в два раза превышала to плавления свариваемого металла.
Для сгорания горючих различных газов требуется различное кол-во кислорода подаваемого в горелку.
Газы заменители ацетилена применяют во многих отраслях промышленности. Поэтому их производство и добыча в больших масштабах и они являются очень дешевыми, в этом их основное преимущество перед ацетиленом.
Вследствие более низкой to пламени этих газов применение их ограничено некоторыми процессами нагрева и плавления металлов.
При сварке же стали с пропаном или метаном приходится применять сварочную проволоку содержащею повышенное количество кремния и марганца, используемых в качестве раскислителей, а при сварке чугуна и цветных металлов использовать флюсы.
Газы– заменители с низкой теплопроводной способностью не экономично транспортировать в баллонах. Это ограничивает их применение для газопламенной обработки.
Горючие газы для сварки и резки
| Горючие газы | Температура пламени при сгорании в кислороде, 0 С | Коэффициент замены ацетилена |
| Ацетилен | 3150 | 1,05 |
| Водород | 2400-2600 | 5,2 |
| Метан | 2400-2500 | 1,6 |
| Пропан | 2700-2800 | 0,6 |
| Пары керосина | 2400-2450 | 1-1,3 |
Виды газов, подходящих для сварки
Проведение работ осуществляется с использованием газов, которые легко воспламеняются в присутствии кислорода. На первом месте стоит ацетилен, дающий температуру от 3200 до 3400° C. Второй по востребованности является пропан с температурой горения 2800° C. К альтернативным вариантам относятся:
- метан;
- водород;
- пары керосина;
- сжиженный светильный газ.
С их помощью сварка практикуется реже, чем с ацетиленом и пропаном. Причиной тому служит низкая температура пламени, подходящая только для цветных металлов: меди, латуни, бронзы и других.
При использовании кислородных баллонов необходимо соблюдать предельную осторожность из-за высокого давления внутри них. Чистый кислород – очень сильный окислитель, который при взаимодействии с углеводородами вызывает возгорание с большим выделением тепла, что провоцирует взрыв
Информация о методе ацетиленовой сварки
Основным компонентом в данном виде сварки является ацетилен. Его получают искусственным путем в процессе смешивания воды и карбида кальция. В горелке образуется его смесь с кислородом, горение которой позволяет создавать высокую температуру.
В результате горения ацетилена в кислородной среде создается высокая температура, что позволяет оплавлять края деталей и прочно соединять их между собой.
Сложность газовой сварки
Основная сложность сварки ацетиленом и кислородом в том, чтобы получить C2H2. Раньше это делали в специальном аппарате, затем газ подавался по шлангам в горелку.
В нее же подводился кислород из баллона, они смешивались, и образовывалось пламя. Карбид кальция и вода заливались в генератор вручную. Этот трудоемкий процесс выполнялся перед каждой сваркой. После выполнения работ воду сливали и повторно использовали оставшийся карбид.
Сейчас проводить ацетиленовую сварку намного проще. Уже не надо вручную смешивать воду с карбидом: есть специальные баллоны и ацетиленом, их надо только подключить к горелке.
Описание технологии
Для проведения сварки сначала на горелке открывают подачу ацетилена. На то, что он выходит, указывает неприятный запах. Затем поджигают газ и медленно начинают подавать кислород из баллона.
Пламя должно приобрести синий цвет. На емкостях с кислородом и ацетиленом имеются редукторы. Для первого газа давление выставляют до 2 атм., а для второго – 2-4 атм. Большие значения усложняют процесс сварки.
В процессе газовой сварки под действием высокой температуры края соединяемых заготовок переходят в жидкое состояние, а после их застывания получается прочное соединение. Баллоны с кислородом окрашивают в голубой цвет, а с ацетиленом – в белый.

Баллоны с кислородом и ацетиленом.
Преимущества данного метода
При горении такого газа в среде кислорода достигается температура, превышающая градус плавления стали и других металлов. Квалифицированный сварщик с помощью такого оборудования выполняет работы качественно и с высокой эффективностью.




![Газовая (кислородная) резка металла [технология и оборудование]](https://domdetaley.ru/wp-content/uploads/a/7/2/a723d5407a552f78532cc994d6484091.jpeg)


Кроме этого, ацетиленовая сварка имеет такие преимущества, как:
- высокая мобильность (не требуется подключения к электричеству);
- возможность регулировки температуры пламени (это позволяет предотвратить деформацию деталей и стыка, контролировать скорость выполнения работ);
- удобное выполнение поворотного шва, когда расстояние до стены небольшое (в других видах сварки приходится делать операционный стык);
- возможность соединять заготовки из металлов с разной температурой плавления;
- возможность сваривать тонколистовые изделия из конструкционной стали, меди, чугуна, латуни (в таких случаях другие методы сваривания неэффективны);
- применение разных присадочных проволок, помогающее улучшить качество шва.
Недостатки использования ацетилена
Среди недостатков такого способа сварки надо отметить следующие:
- Взрывоопасность ацетилена высокая, но здесь многое зависит от человека.
- Во время работы нагревается большая площадь соединяемых изделий, что приводит к изменению свойств материала. В машиностроении такой метод не используют.
- Если надо соединить детали толщиной более 5 мм, то лучше использовать электросварку.
- Ацетилен не подходит для работы с высокоуглеродистой сталью.
- Если соединять внахлест, то в изделиях образуются большие напряжения, и они деформируются.
- На материалы и оборудование затраты увеличиваются, в отличие от электродуговой сварки.
- Выполнять работы может только опытный сварщик.

Только опытный специалист может справиться с ацетиленовой сваркой.
Для каких металлов подходит
Данный вид сварки подходит для большинства черных и цветных металлов. Он практически незаменим при соединении тонкостенных труб и аналогичных деталей, при работе с медью, чугуном, заготовками из конструкционной стали.
Резка низколегированных сплавов
В том случае, если температура горения стального сплава не превышает порог, при котором материал переходит в жидкое состояние, а продукты окисления преобразуются в шлак и легко удаляются из рабочей зоны, для разделения металла может применяться стандартная технология ручной кислородной резки.
Процесс является актуальным для сталей с уровнем легирования не выше, чем 0,7%. Низколегированные сплавы удовлетворяют необходимым условиям использования оборудования и позволяют эффективно использовать методику при раскрое листовых, трубных, сортовых изделий проката.
При этом используется стандартное оборудование в виде резака и двух компонентов в виде горючего газа и кислорода. Горючие газы выбираются в зависимости от индивидуальных задач. Наиболее эффективным является ацетилен, который отличается повышенной температурой горения и аналогичной стоимостью по сравнению аналогами. Экономичным, но наименее эффективным остается пропан. При ручной резке кислородом при помощи газов формируется подогревающее пламя. Термическое воздействие нагревает металл до заданного порога, который в среднем составляет 1100 Сº, после которого материал готов к процессу резки. Разделение металла осуществляется посредством подачи чистого кислорода под высоким давлением, которое в зависимости от толщины стали может варьироваться в пределах от 3 до 12 атмосфер.
При воспламенении кислорода происходит экзотермическая реакция, в результате которой сталь окисляется. Продукты горения в виде шлаков в жидком виде удаляются потоком кислорода, обеспечивая доступ для горения низшим слоям металла до полного прорезания.
Назначение и область применения
Применение газового сварочного аппарата позволяет проводить следующие операции:
- сварку различных деталей;
- паяние (в том числе ремонт поврежденных изделий);
- наплавку;
- резание листового проката и труб на отдельные заготовки.
Достоинства газовой сварки позволяют использовать ее в строительстве, промышленном производстве, коммунальном хозяйстве, ремонте автомобилей, при решении бытовых задач на дачах и в загородных домах. Сварка газом способна соединить практически любой материал. Ее применяют при соединении узлов изделий из цветных металлов, тонкостенных труб, элементов сложных конструкций. При правильном подборе условий и припоя возможно сваривание чугуна и наплавление на его поверхность латуни. Соединение и резка металлических элементов позволяет получать требуемый результат хорошего качества.
Наплавка предназначена для нанесения на поверхность основного изделия металла другого типа или структуры. В этом случае обрабатываемая поверхность прогревается до температуры так называемого запотевания. Этим методом восстанавливают изношенные детали, увеличивают размеры, наплавляют материал, обладающий более высокими характеристиками по прочности и изнашиваемости. Применение наплавки увеличивает срок службы деталей, сокращает расход дефицитного материала, снижает стоимость ремонта.
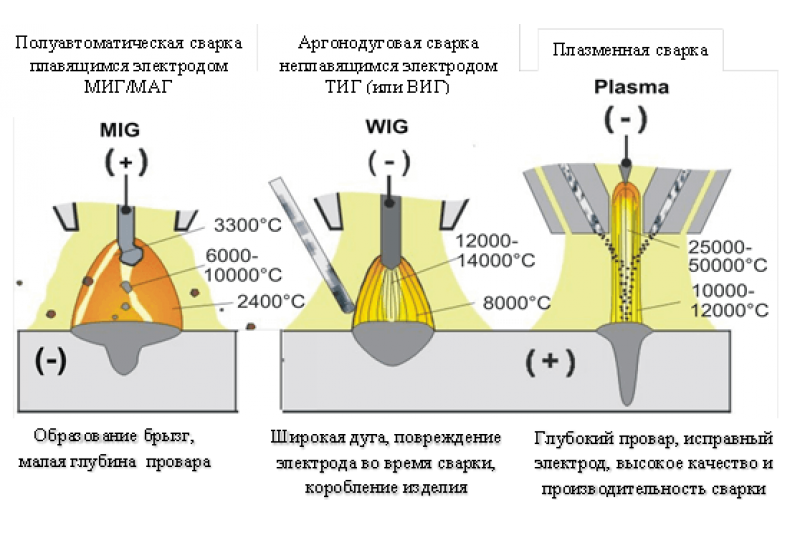
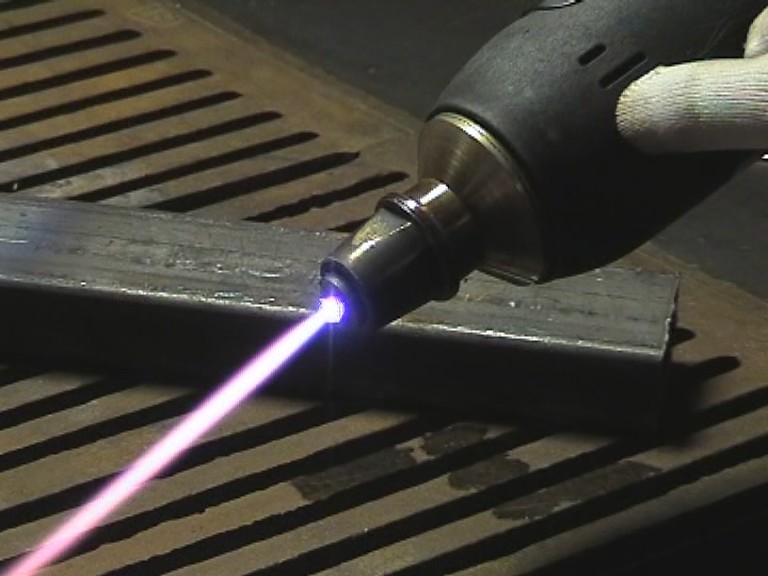
Преимущества плазменной сварки
Плазменная сварка имеет ряд преимуществ по сравнению с классическими методами соединения металлов:
- обеспечивается высокое качество и точность швов, отсутствует необходимость их механической обработки;
- возрастает скорость проведения сварочных работ до 50 м/ч;
- отсутствует коробление свариваемых изделий за счет концентрации тепла в минимальной зоне;
- исключается разбрызгивание металла;
- отсутствует необходимость разделки кромок за счет глубокого проплавления металла;
- повышается экономичность сварки за счет использования недорогих газов.
Плазменная сварка позволяет эффективно работать со следующими металлами:
- чугуном толщиной до 90 мм;
- легированной и углеродистой сталью толщиной до 50 мм;
- медью и ее сплавами толщиной до 80 мм;
- алюминием и его славами толщиной до 120 мм.
Плазменная сварка – единственный вид обработки настолько разнородного перечня металлов, позволяющий сочетать отличное качество работы с высокой производительностью.
Материалы для выполнения сварки с использованием газа
Технологический процесс с применением газовых материалов зависит от ряда причин и факторов. Основным и не изменяемым газом является кислород при технологически чистом виде. Предназначение состоит в активации процессов горения металлических деталей для соединения в последующем времени. Газ транспортируется, содержится под высоким давлением для продолжительной работы вне заправочной станции. Хранение, контакты с техническими маслами недопустимо, а также не рекомендуется использовать кислород под прямыми солнечными лучами.
Получение чистого кислорода происходит из обычного воздуха, для очистки используются специальные устройства. Кислород делится на категории, бывает высший, первый и второй сорта. Работа с материалами невозможна без сопутствующего кислороду газа. При большинстве случаев применяется ацетилен бесцветного типа. Ацетилен производится путем соединения воды с карбидом кальция, при определённых температурных воздействия взрывоопасен.
Ацетилен для сварки
Использование ацетилена обуславливается высокими температурными показателями при сварке соединений, более дешевые аналоги не дают возможности производить качественную работу из-за недостаточной температуры горения.
Проволока и флюс для выполнения сварки
Проволока используется для сварки газа, необходима для восполнения ячеек высвобождаемых соединений. Применение флюса и проволоки дает возможность создавать правильно сформированный шов, с необходимыми характеристиками. Чистота, отсутствие признаков коррозии на материале проволоки дает возможность выполнять качественное изделие, в отдельных случаях возможно использовать кусок того же самого материала, который подвергается сварке. Флюс обеспечивает защиту от окислов, других окружающих установленный метал воздействий.
Сварочный флюс
Пренебрегать использованием флюса для выполнения сварки возможно только при изготовлении материалов из углеродистой стали. Борная кислота, используемая в качестве флюса, наносится на детали из меди, магния или алюминия.
Оборудование для газовой сварки
Кроме используемых газов и баллонов, необходимо наличие других технологических элементов:
- Для газовой сварки применяют оборудование, как затвор водяного типа, обеспечивающий защиту от обратной тяги огня. Расположение происходит между емкостью с ацетиленом, газовым соплом.
- Редукторы используются для контроля уровня газа на выходе из баллона. Существуют различные модели, обратного или прямого действия. Модификации для работы со сжиженным газом подразумевают наличие рубцов внутри конструкции, что позволяет исключить вымерзание.
- Шланги специального типа используются для подачи газа к горелке. Маркировка происходит разным цветом в зависимости от максимального давления.
- Горелка необходима для смеси горючей смеси, последующего воспламенения газов. Различные модификации делятся на инжекторные и обычные типы. Также разделение происходит по мощности, необходимой при работе.
- Газовая сварка производится на обустроенном столе. Оборудуется столешницей для удобной, продуктивной работы. Аппарат для газовой сварки и резки должен соответствовать параметрам безопасности. Вытяжная вентиляция помогает сварщику, позволяет производить процессы с максимальной скоростью.
Газовая горелка
Оборудование для газовой сварки включает в себя огромный спектр приборов и механизмов. В совокупности оборудование позволяет проводить работы при удаленном от энергетических источников месте. Каждый вид оборудования обустроен под тип используемого газа при грамотном соблюдении техники безопасности.
Сварочный ток
Для сварки применяется постоянный и переменный ток. Первый вариант предпочтительней, поскольку соединение получается с большей прочностью при меньшем расходе электродов. Сварка металла на постоянном токе производится проще, с большей производительностью. Его получают с помощью выпрямителя, установленного после трансформатора.








Присоединение электрода к отрицательному полюсу обеспечивает глубокое проникновение тепла в изделие (прямая полярность). Если подключить стержень к «+», проникновение будет неглубоким. При этом большая часть энергии сосредоточится на конце электрода (обратная полярность). Корневые швы выполняют при минусовой полярности, а укрывочные — при положительной.
Переменный ток обеспечивает глубину провара на 20% меньше, чем постоянный. Но результат сварки приемлемый, дешево обходится, а область применения широка: от бытовых до производственных работ.
Виды
Все технологии резки металла подразделяются на две большие группы:
- механические;
- термические.
Механические основаны на разделении металла путем воздействия на него режущими поверхностями из более прочного материала. К ним относятся:
- пилы;
- гильотинные и листовые ножницы;
- гидравлическая резка.
При гидравлической резке разделение происходит за счет воздействия тонкой струи воды под высоким давлением.
Термические способы резки основаны на расплавлении металла на линии разреза с помощью нагрева. К ним относятся:
- газовая;
- плазменная;
- лазерная.
Способ резки выбирается, исходя из толщины заготовки, металла или сплава заготовки, ее толщины, объема работ, места проведения резки и ряда других параметров. Многие мастера рассказывают, как можно резать металл сварочным инвертором. Такая резка электросваркой неэффективна, отличается высоким коэффициентом отходов и низкой точностью.
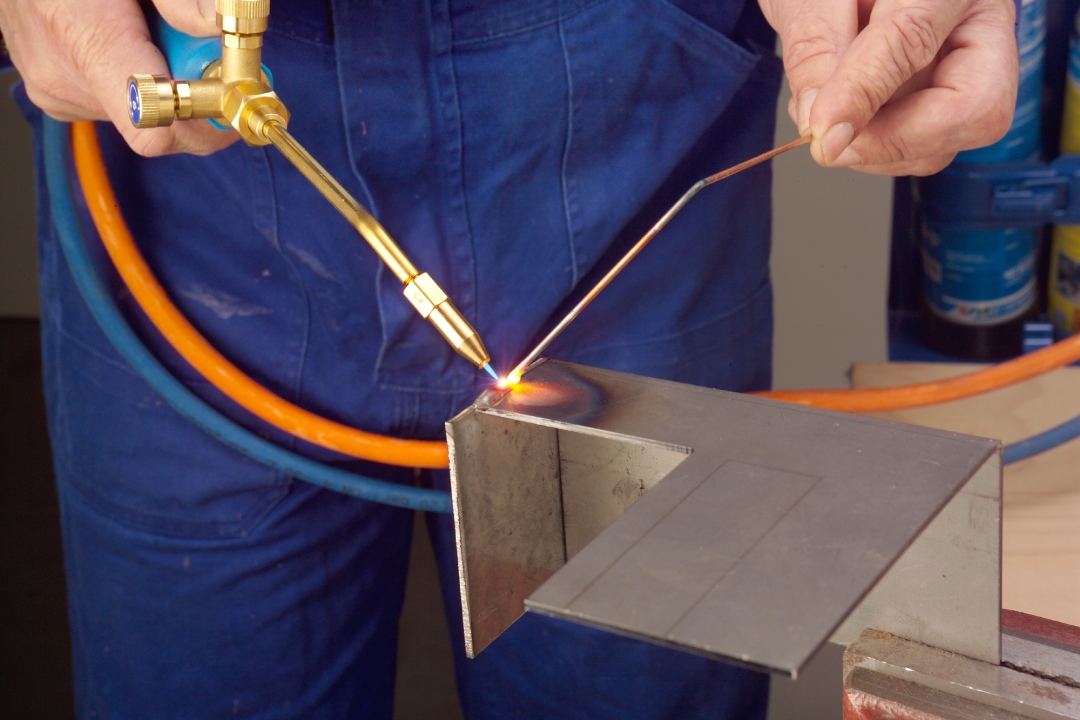
Подготовка к работе газовым резаком
При пользовании этим приспособлением нужно обязательно знать принцип его действия. Изначальное возгорание ацетилена сильно нагревает сталь, вплоть до расплавленного состояния. Под воздействием струи кислорода, которая подается под давлением, газовый резак поджигает материал, в результате чего и образуется нужный разрез. Помните о том, что сталь и углеродистая сталь являются единственными материалами, которые разрешается обрабатывать газовым резаком. Алюминий, нержавейка и прочие металлы и их сплавы обрабатывать газовым резаком запрещается.
Подберите инструменты, которые вам понадобятся в процессе работы. Не считая непосредственно газового резака в полной комплектации, вам нужно подготовить:
Таблица технических характеристик газового резака.
Огнетушитель. Безопасность превыше всего.
Инструменты для выполнения разметки и проведения измерений. С их помощью вы составите правильную разметку для отреза. Потребуется карандаш. Обычный не подойдет, нужен из мыльного камня. Также подготовьте угольник и простую измерительную линейку.
Средства защиты, включая очки и толстые перчатки из кожи.
Спецодежда. Рекомендуется огнестойкая одежда, но если у вас таковая отсутствует, используйте прилегающую к телу хлопчатобумажную. Нейлон и большая часть обычных синтетических тканей очень быстро сгорают.
Что касается обуви, то лучше взять прочные ботинки с подошвой из кожи, так как обувь на резине довольно быстро прогорит при контакте с разогретым до высокой температуры шлаком.
Зажигалка, специально созданная для резака. Применять спички или зажигалки для бытовых газовых плит или сигарет крайне небезопасно. Использование специально разработанных зажигалок позволяет существенно снизить риск получения травмы.
Обеспечьте для себя максимально безопасные рабочие условия. Лучше всего резать металл на голом грунте или на плите из бетона, потому что искры в процессе работы летят на многие метры в стороны
Важно, чтобы рядом не было никаких легковоспламеняющихся предметов.





