

Преимущества и недостатки прибора
“Плюсов” у вихревого индукционного нагревателя великое множество. Это простая для самостоятельного изготовления схема, повышенная надежность, высокий КПД, относительно низкие затраты на электроэнергию, длительный срок эксплуатации, малая вероятность возникновения поломок и т.п.
Производительность прибора может быть значительной, агрегаты этого типа успешно используются в металлургической промышленности. По скорости нагрева теплоносителя устройства этого типа уверенно соперничают с традиционными электрическими котлами, температура воды в системе быстро достигает необходимого уровня.
Во время функционирования индукционного котла нагреватель слегка вибрирует. Эта вибрация стряхивает со стенок металлической трубы известковый осадок и другие возможные загрязнения, поэтому в очистке такой прибор нуждается крайне редко. Конечно, отопительную систему следует защитить от этих загрязнений с помощью механического фильтра.
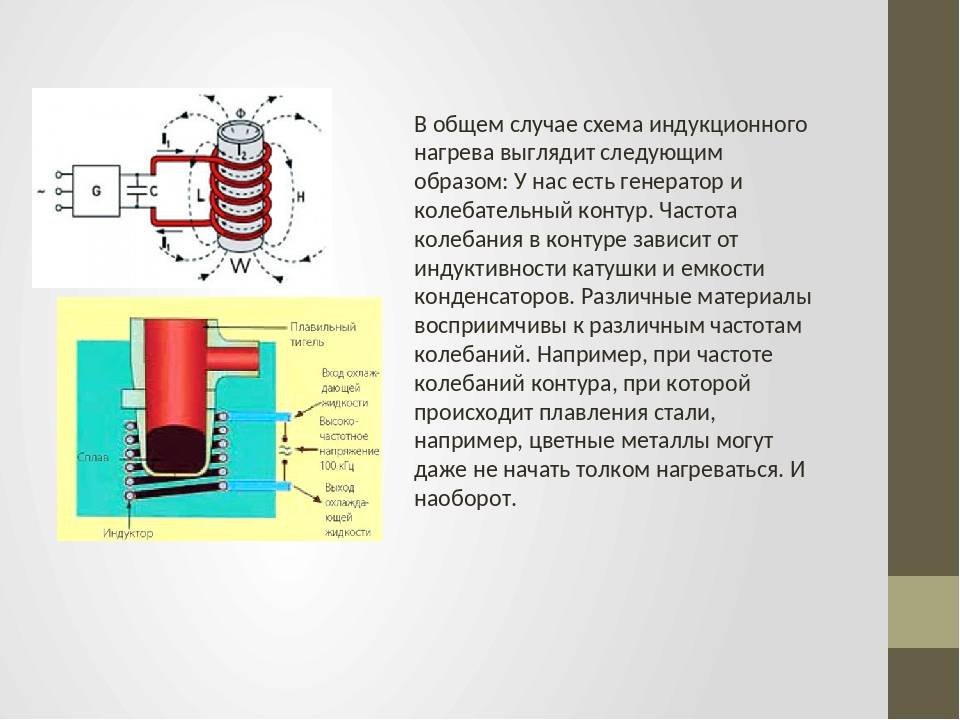
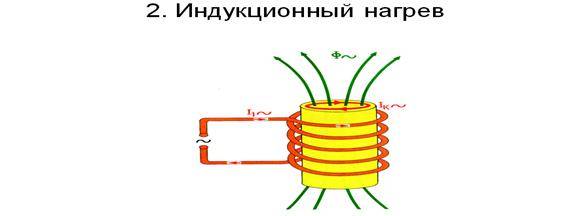
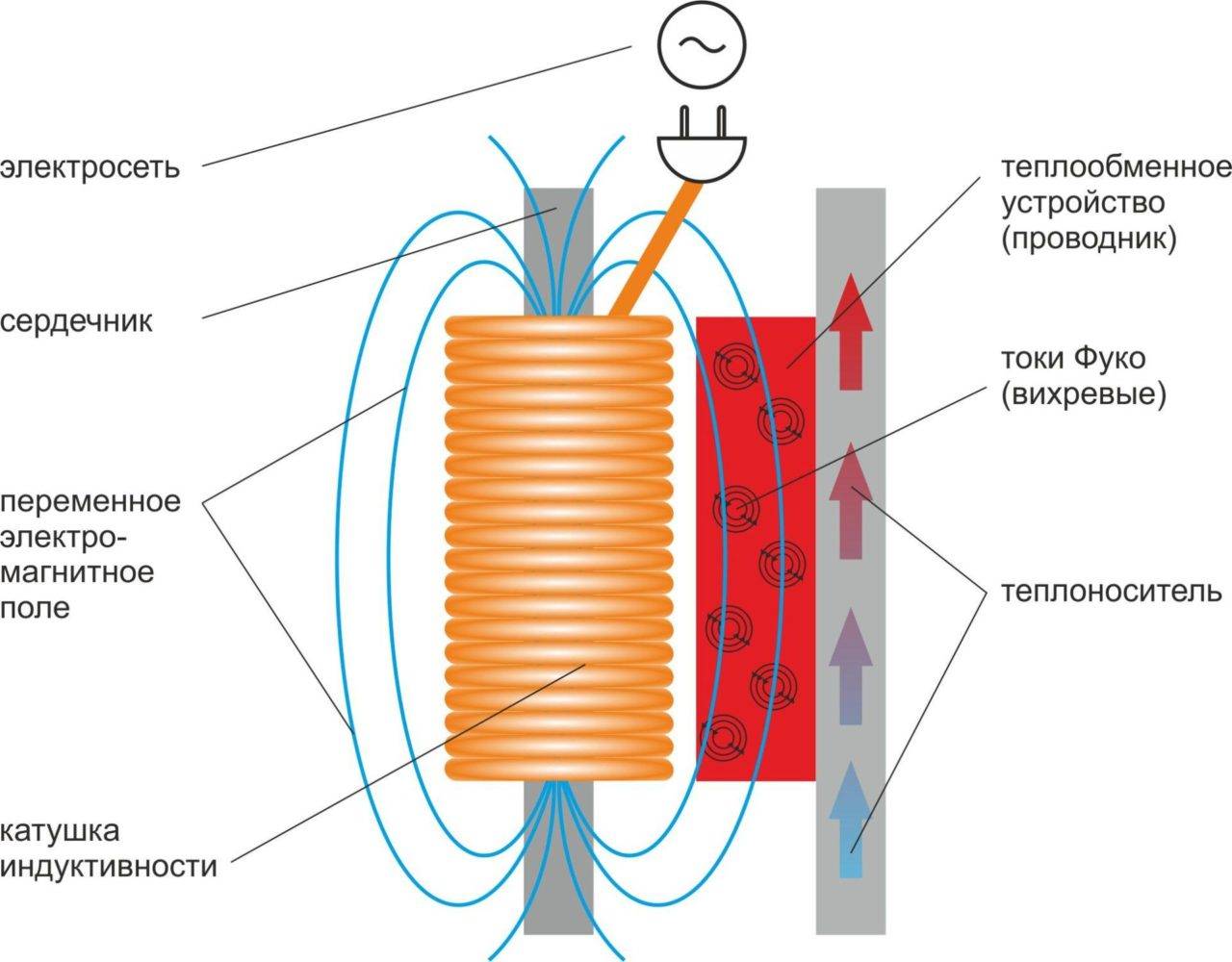
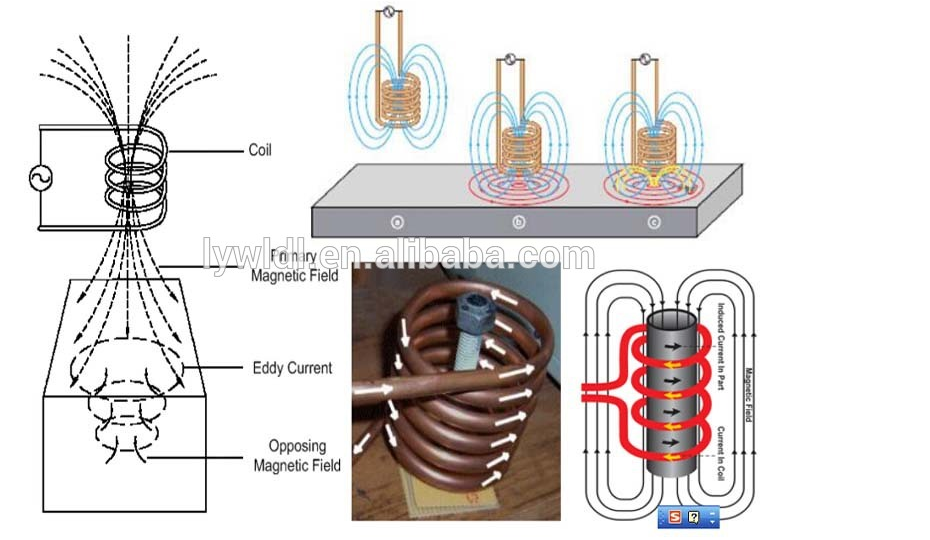
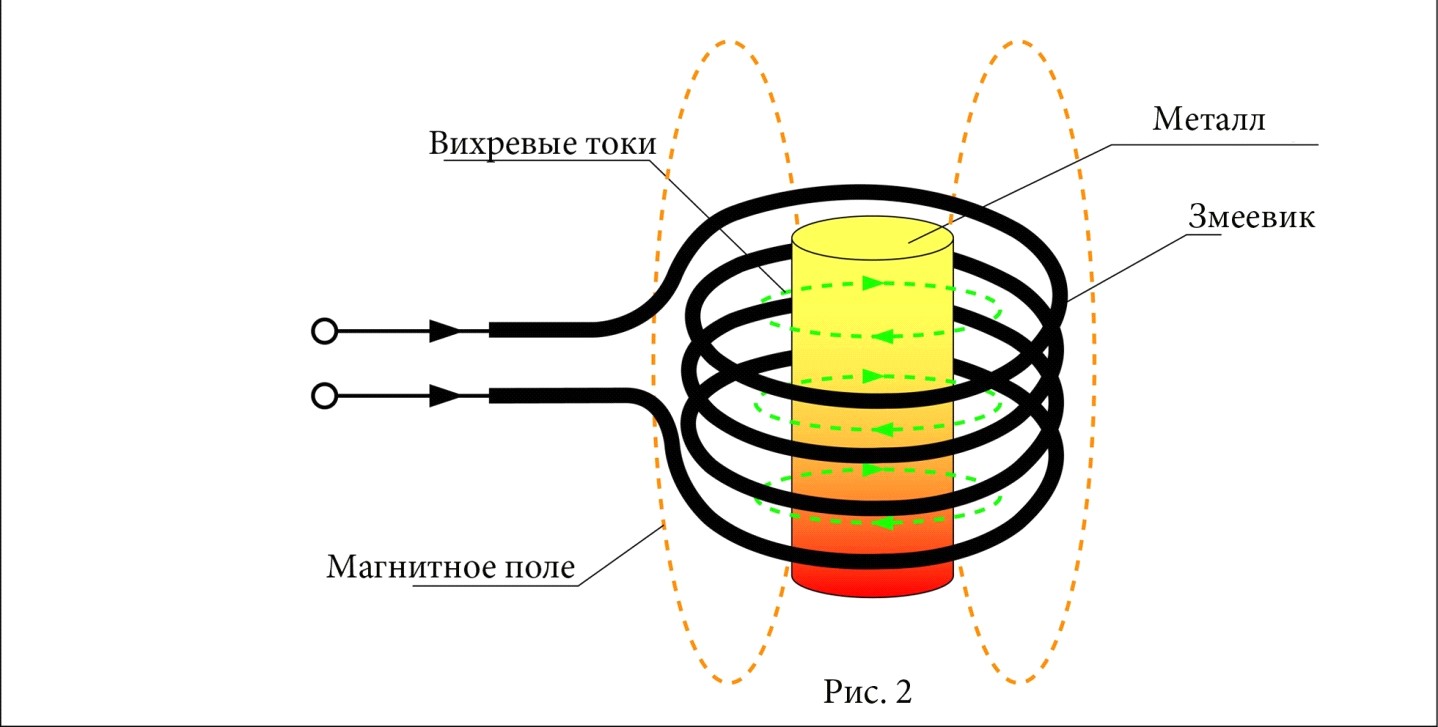
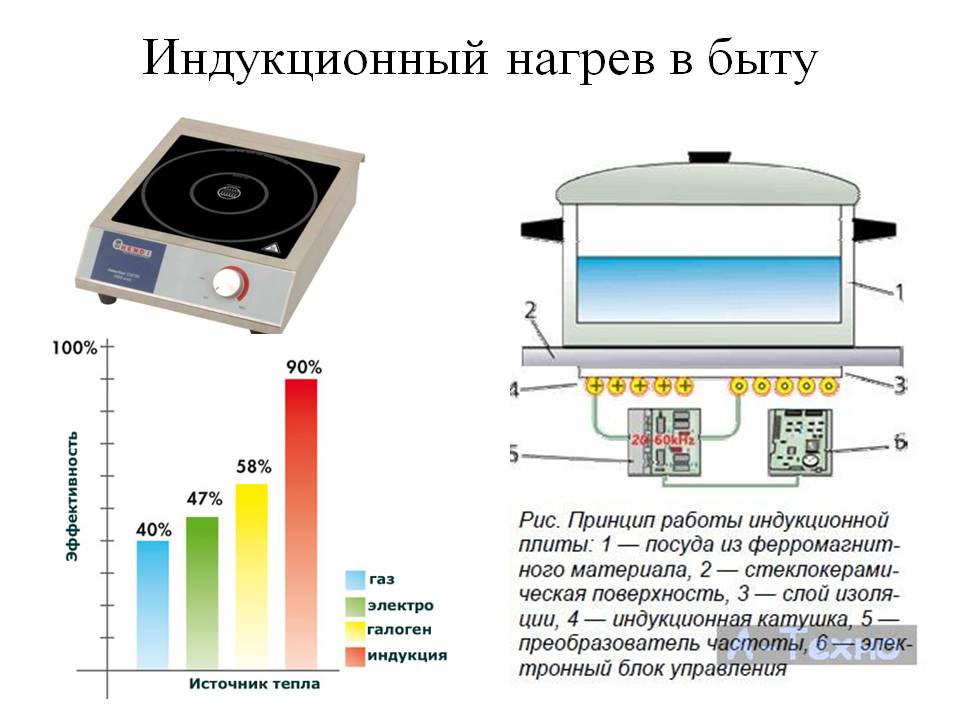
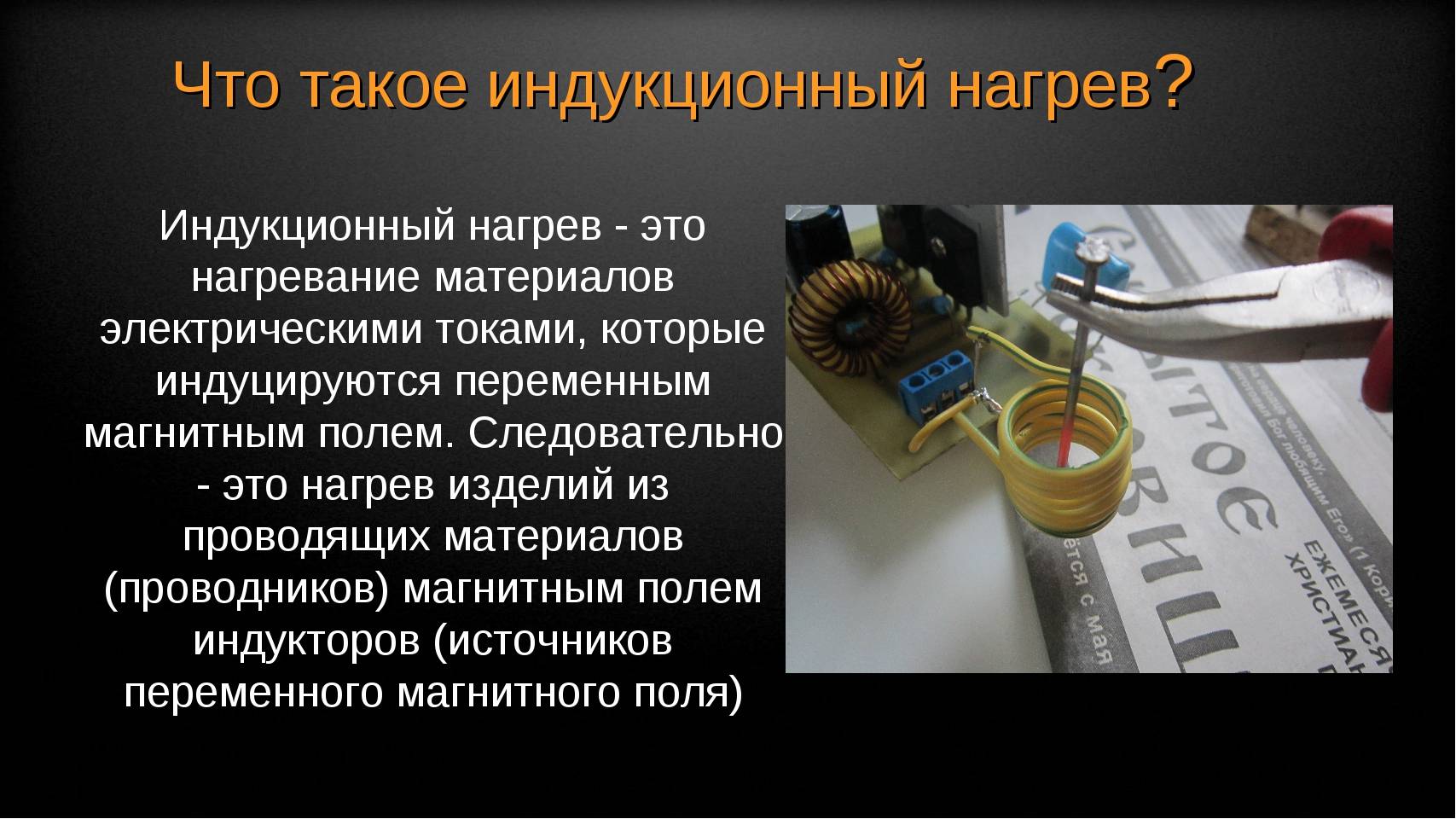
Индукционная катушка нагревает металл (трубу или куски проволоки), помещенные внутри нее, с помощью высокочастотных вихревых токов, контакт не обязателен
Постоянный контакт с водой сводит к минимуму и вероятность перегорания нагревателя, что является довольно частой проблемой для традиционных котлов с ТЭНами. Несмотря на вибрацию, котел работает исключительно тихо, дополнительная шумоизоляция в месте установки прибора не понадобится.
Еще индукционные котлы хороши тем, что они практически никогда не протекают, если только монтаж системы выполнен правильно. Это очень ценное качество для электрического отопления, так как исключает или значительно сокращает вероятность возникновения опасных ситуаций.
Отсутствие протечек обусловлено бесконтактным способом передачи тепловой энергии нагревателю. Теплоноситель с помощью описанной выше технологии можно разогреть чуть ли не до парообразного состояния.
Это обеспечивает достаточную тепловую конвекцию, чтобы стимулировать эффективное перемещение теплоносителя по трубам. В большинстве случаев отопительную систему не придется оборудовать циркуляционным насосом, хотя все зависит от особенностей и схемы конкретной системы отопления.
Иногда циркуляционный насос необходим. Установить прибор относительно несложно. Хотя для этого понадобятся некоторые навыки монтажа электроприборов и отопительных труб. Но есть у этого удобного и надежного прибора ряд недостатков, с которыми также следует считаться.
Например, котел греет не только теплоноситель, но и все окружающее его рабочее пространство. Нужно выделить для такого агрегата отдельное помещение и удалить из него все посторонние предметы. Для человека длительное пребывание в непосредственной близости от работающего котла также может быть небезопасным.
Для работы индукционным нагревателям необходим электроток. Как самоделки, так и оборудование заводского изготовления подключают к бытовой сети переменного тока
Для работы прибора необходима электроэнергия. В местностях, где свободный доступ к этому благу цивилизации отсутствует, индукционный котел будет бесполезен. Да и там, где наблюдаются частые перебои с электричеством, он продемонстрирует невысокую эффективность
При неосторожном обращении с прибором может произойти взрыв
Если перегреть теплоноситель, он превратится в пар. В результате давление в системе резко возрастет, чего трубы просто не выдержат, их разорвет. Поэтому для нормальной работы системы прибор следует снабдить как минимум манометром, а еще лучше – устройством аварийного отключения, терморегулятором и т.п.
Все это может заметно повысить стоимость самодельного индукционного котла. Хотя прибор и считается практически бесшумным, это не всегда так. Некоторые модели в силу разных причин могут все же издавать некоторые шумы. Для устройства, выполненного самостоятельно, вероятность такого исхода возрастает.
В конструкции как заводских, так и самодельных индукционных нагревателей практически нет изнашивающихся компонентов. Они долго служат и безупречно работают
Как собрать индукционный котел самостоятельно
Современный рынок отопительных устройств представляет большой выбор различных моделей индукционных нагревателей как для бытового, так и для промышленного использования. Несмотря на то, что на сегодняшний день подобное оборудование не вышло на уровень широкого применения в отопительных системах, стоимость его высока. Цена на бытовые котлы начинаются от 25 000 рублей, а на промышленные — от 100 000 руб.
В целях экономии сделать индукционный нагреватель можно своими руками. Такая работа под силу даже не специалисту.
Устройство со сварочным инвертором и пластиковыми трубами
Все материалы и компоненты, которые применяются для сборки, доступны и зачастую находятся под рукой. Что для этого нужно:
- катанка или нержавеющая проволока из стали (диаметр до 0,7 см);
- медная проволока;
- металлическая сетка;
- фрагмент пластиковой трубы с толстыми стенками для корпуса обогревателя (диаметр изнутри 5 см);
- сварочный аппарат;
- переходники для монтирования котла к системе отопления;
- инструменты;
- насос для обеспечения циркуляции воды.
Проволоку из нержавеющей стали нужно нарезать на кусочки длиной 0,5-0,7 см. Заполнить плотно ими пластиковую трубу и закрыть ее с обеих сторон. В ней не должно быть свободного пространства. На дно трубки устанавливается металлическая сетка, которая позволяет удержать стальные частички внутри.
Далее следует смастерить основной компонент нагревания — индукционную катушку. На пластиковую трубу наматывается медная проволока. Необходимо сделать не менее 100 аккуратных витков на одинаковом расстоянии друг от друга. Затем индукционная катушка подключается к системе индивидуального отопления. Устанавливается котел в любой части трубопровода. Для прокачки воды необходимо встроить насос.
Подключается самодельное устройство внешней обмоткой из меди к инвертору. Обязательно проводятся работы по электроизоляции и теплоизоляции котла. Все открытые участки закрываются специальным материалом. Для утепления используется базальтовая вата. Это необходимо для того, чтобы нагревалась труба без потерь теплоэнергии на воздух.
Устройство с трансформатором
Данный вариант проще в сборке, чем предыдущий. Что потребуется для изготовления своими руками:
- трехфазный трансформатор с возможностью крепления;
- сварочный аппарат;
- медная обмотка.
Необходимо вставить трубы одна в другую, сварить. Конструкция в разрезе должна напоминать форму бублика. Она выполняет одновременно две задачи – нагревательного элемента и проводника. Затем медной проволокой обматывается корпус нагревателя и подключается к трансформатору. Чтобы тепло не терялось в процессе эксплуатации, на котел можно соорудить защитный кожух.
Индукционное отопление хорошая альтернатива стандартным системам отопления. Его эффективность составляет около 97% КПД. Такие системы экономичны, функционируют на любой жидкости, работают бесшумно, не выделяют вредных веществ.
При соблюдении правил сборки котлы безопасны в эксплуатации. Они долговечны. Но если какой-то элемент придет в негодность, замена его не составит сложностей. Все материалы легко заменимы и доступны.
Изготовление индукционных нагревателей
Индукционное отопление еще не столь популярно, как газовые и твердотопливные котлы. Подобное можно объяснить высокой стоимостью таких систем обогрева частных домов. Для бытового использования котёл, построенный на технологии индукции, обойдется в 30 000 рублей и выше. Поэтому неудивительно, что многие домовладельцы отказываются от покупки заводской техники и изготавливают ее самостоятельно. При наличии соответствующей схемы, недорогих комплектующих и умения читать техническую документацию можно буквально за несколько часов выполнить эффективный и полностью безопасный нагреватель на индукции для отопительного котла.
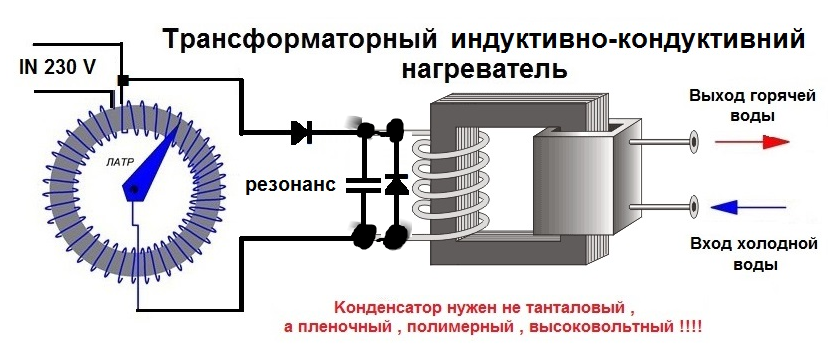
На основе трансформатора
Выполнить качественные нагревательные индукционные элементы можно на базе трансформатора с первичной и вторичной обмоткой. Необходимые для работы такого оборудования вихревые токи формируются в первичной обмотке и создают индукционное поле. Мощное электромагнитное поле воздействует на вторичную обмотку, которая является, по сути, индукционным нагревателем и испускает большое количество тепла, используемого для обогрева теплоносителя.


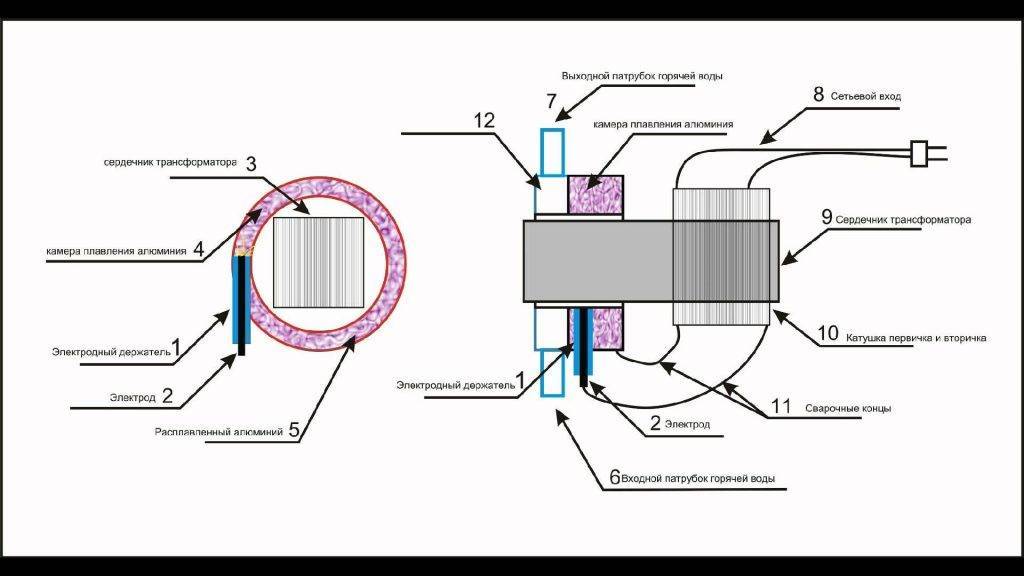

Конструкция самодельного индукционного нагревателя на базе трансформатора будет включать следующие элементы:
- Сердечник трансформатора.
- Обмотка.
- Тепло и электроизоляция.
Сердечник выполняется в виде двух ферромагнитных трубок с различным диаметром. Они ввариваются друг в друга, после чего выполняется тороидальная обмотка из прочного медного провода. Делается не менее 85 витков с обязательным выдерживаем равного расстояния между ними. При пропускании электричества через сердечник и обмотку в замкнутом контуре создаются вихревые потоки, которые нагревают сердечник и вторичную обмотку. В последующем полученное тепло используется для нагрева теплоносителя.
Из высокочастотного сварочного аппарата
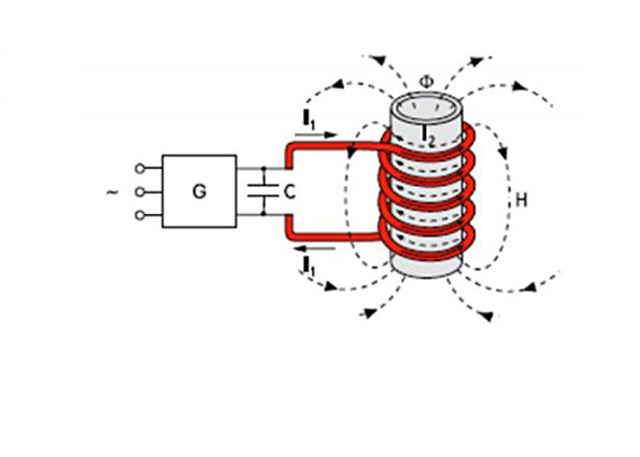
В схеме индуктора своими руками с использованием высокочастотного инвертора основными элементами является генератор переменного тока, нагревательные элементы и индукторы. Генератор будет необходим для преобразования стандартного напряжения с частотой в 50 Герц в высокочастотный электроток. После модулирования ток подается в катушку индуктора, имеющую цилиндрическую форму. Обмотка катушки выполняется из медной проволоки, что позволяет генерировать магнитное переменное поле, создающее нужные вихревые токи, за счёт появления которых происходит нагрев металлического корпуса водяной рубахи. Полученное тепло передаётся теплоносителю.
Выполнить качественный нагреватель на базе высокочастотного сварочного инвертора не составит труда. Необходимо лишь позаботиться о качественной и надежной теплоизоляции, что позволит обеспечить максимально высокие показатели КПД. В противном случае при отсутствии надежной теплоизоляции эффективность системы отопления существенно снижается, что приводит к значительному расходу электроэнергии на работу оборудования.
 Есть как минимум 3 основных элемента, которые должны быть в рабочем состоянии в нагревателе
Есть как минимум 3 основных элемента, которые должны быть в рабочем состоянии в нагревателе
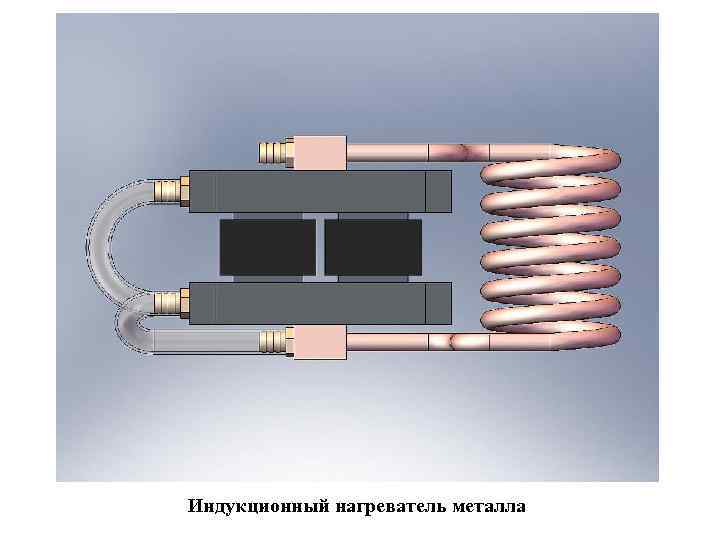
Индукционные нагреватели валов
Индукционные нагреватели для закалки валов работают совместно с закалочным комплексом. Обрабатываемая деталь находится в вертикальном положении и вращается внутри неподвижного индуктора. Нагреватель позволяет использовать все типы валов для последовательного локального нагрева, глубина закалки может составлять доли миллиметров по глубине.
В результате индукционного нагрева вала по всей длине с мгновенным охлаждением, многократно повышается его прочность и стойкость.
Применение:
- закалка валов, осей и пальцев;
- закалка шестеренок, зубчатых колес и венцов;
- закалка ТВЧ зубьев или впадин
- щелей и внутренних частей деталей
- крановых колес и шкивов
Наиболее часто высокочастотную закалку применяют для деталей, которые состоят из углеродистой стали. подробнее
Плюсы и минусы индукционного нагрева ГВС
Плюсы самодельных и заводских индукционных проточных водонагревателей:
- полная бесшумность;
- КПД 98 – 99%;
- из-за микровибраций грязь и накипь не прилипают, электрохимических реакций нет, чистка не потребуется, эксплуатация продлевается;
- высокая ремонтопригодность, эффективность и простота, минимум деталей – нагрев производится отрезком трубы с обмоткой – (срок службы 10 – 20 лет), но этого достоинства нет, если используется радиосхема;
- компактность;
- экологичность, нет продуктов горения;
- нет затрат на техническое обслуживание, не надо чистить, менять аноды, ТЭН;
- регулируется, настраивается (уменьшая/увеличивая силу тока, размер намотки).
Нет зависимости мощности от температуры воды, но чем холоднее она поступает и интенсивнее проток, тем прохладнее на выходе, так как не успевает вобрать тепло, поэтому рекомендовано, чтобы жидкость дольше двигалась внутри индукционного водонагревателя (несколько секций, отделение, проволока внутри).
Минусы:
- не экономные;
- нагревается только рабочий элемент, но тепло передается и в пространство, прикасаться к прибору небезопасно, кожух не всегда решает проблему;
- риск взрыва системы, пожара из-за перегрева, поэтому надо устанавливать датчик температуры с автоотключением;
- высокая цена заводских моделей – в среднем 30 тыс. за изделие небольшой мощности;
- электромагнитное поле;
- без электротехнических навыков сложно добиться технических характеристик, обеспечивающих мощность выше 2,5 кВт, так как потребуется сборка частотного преобразователя.
Высокочастотные индукционные нагреватели
Самая широкая область применения у индукционных нагревателей высокочастотного типа. Нагреватели характеризуются высокой частотой 30-100 кГц и широким диапазоном мощностей 15-160 кВт. Высокочастотный тип обеспечивают небольшой по глубине нагрев, однако этого достаточно, чтобы улучшить химические свойства металла.
Высокочастотные индукционные нагреватели легки в управлении и экономичны, и при этом их КПД может достигать 95%. Все типы работают непрерывно продолжительное время, а двухблочный вариант (когда трансформатор высокой частоты вынесен в отдельный блок) допускает круглосуточную работу. Нагреватель имеет 28 типов защит, каждая из которых отвечает за свою функцию. Пример: контроль напора воды в системе охлаждения.
- Индукционный нагреватель 60 кВт Пермь
- Индукционный нагреватель 65 кВт Новосибирск
- Индукционный нагреватель 60 кВт Красноярск
- Индукционный нагреватель 60 кВт Калуга
- Индукционный нагреватель 100 кВт Новосибирск
- Индукционный нагреватель 120 кВт Екатеринбург
- Индукционный нагреватель 160 кВт Самара
Применение:
- поверхностной закалки шестерни
- закалка валов
- закалка крановых колес
- нагрев деталей перед изгибом
- пайка резцов, фрез, буровой коронки
- нагрев заготовки при горячей штамповке
- высадка болтов
- сварка и наплавки металлов
- восстановление деталей.
подробнее
Сила индукции
Для того чтобы было легче разобраться в схемах и правильно собрать конструкцию, нелишним будет заглянуть в историю электричества. Способы нагрева металлических конструкций электромагнитным током катушки широко используются в промышленном изготовлении бытовых приборов — котлов, нагревателей и плит. Оказывается, можно сделать рабочий и долговечный индукционный нагреватель своими руками.
Принцип работы устройств
Принцип работы устройств
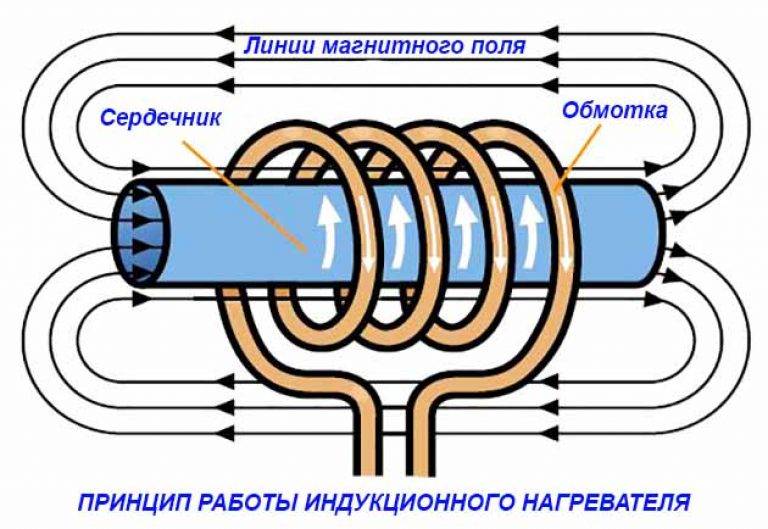
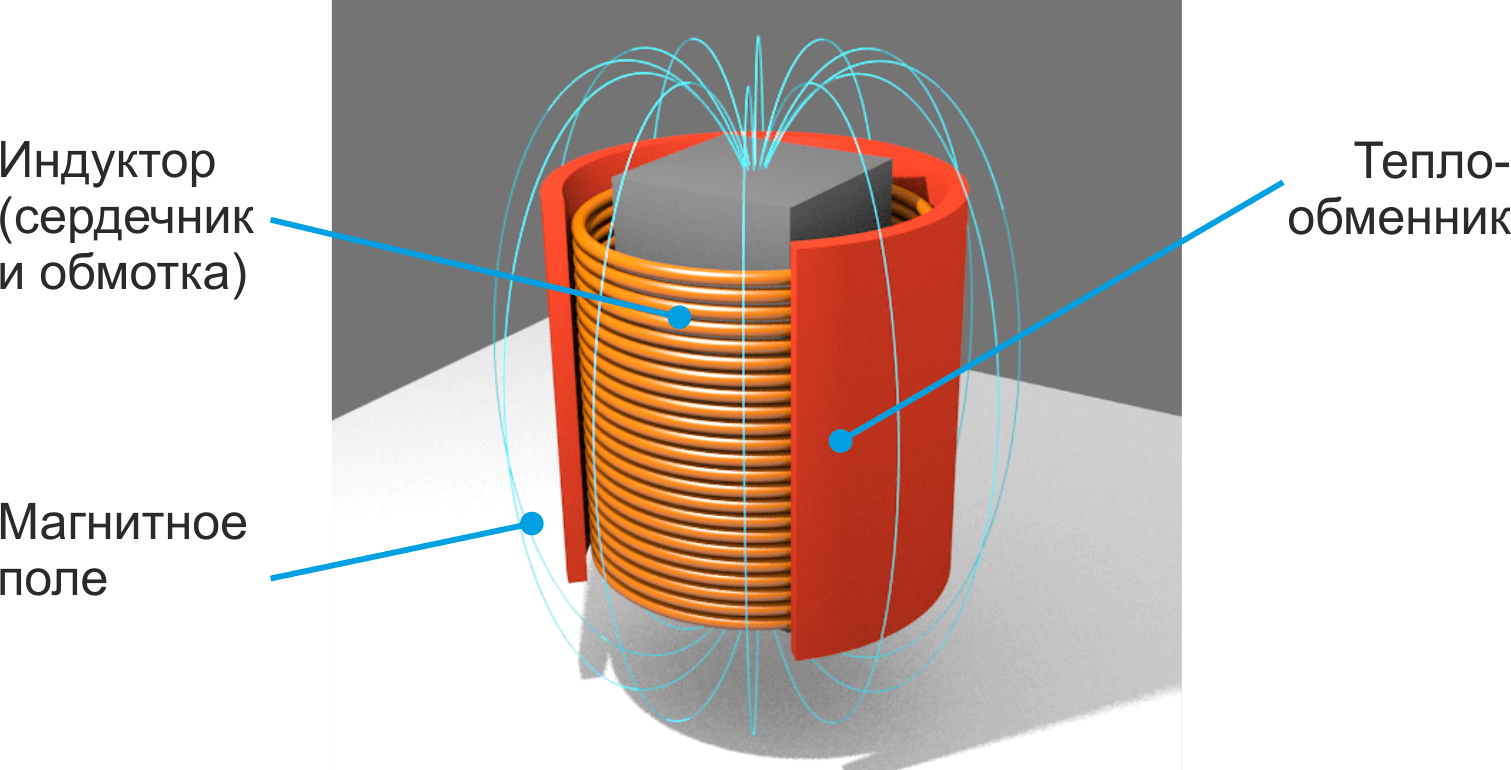
Знаменитый британский ученый XIX века Фарадей в течение 9 лет проводил исследования, чтобы преобразовать магнитные волны в электричество. В 1931 году наконец было совершено открытие, получившее название электромагнитная индукция. Проволочная обмотка катушки, в центре которой находится сердечник из магнитящегося металла, создает магнитное поле под силой переменного тока. Под действием вихревых потоков сердечник нагревается.
Открытие Фарадея стали применять как в промышленности, так и при изготовлении самодельных моторов и электронагревателей. Первую плавильню на основе вихревого индуктора открыли в 1928 году в Шеффилде. Позже по тому же принципу обогревали цеха заводов, а для нагрева воды, металлических поверхностей знатоки собирали индуктор своими руками.
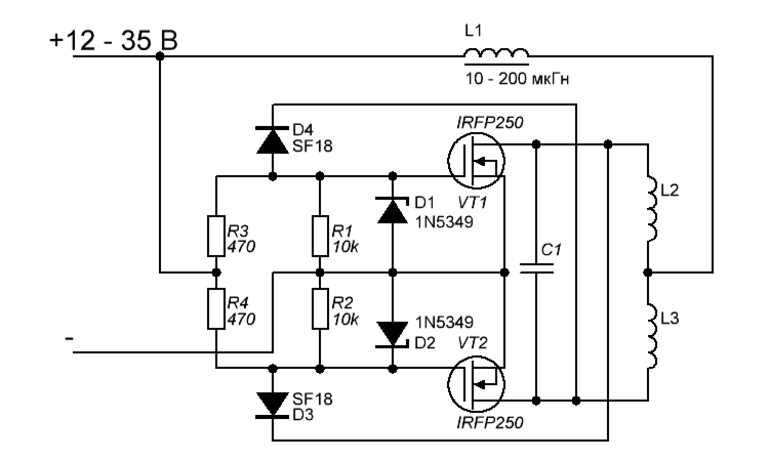
Схема устройства того времени действительна и сегодня. Классический пример — индукционный котел, в составе которого имеются:
- металлический сердечник;
- корпус;
- тепловая изоляция.
Особенности схемы для ускорения частоты тока следующие:
- промышленная частота в 50 Гц не подходит для самодельных приборов;
- прямое подключение индуктора к сети приведет к гулу и слабому нагреву;
- эффективное нагревание осуществляется при частоте 10 кГц.
Сборка по схемам
Собрать индуктивный нагреватель своими руками может любой человек, знакомый с законами физики. Сложность устройства будет варьироваться от степени подготовленности и опытности мастера.
Существует множество видеоуроков, следуя которым можно создать эффективное устройство. Практически всегда необходимо использовать такие основные составляющие:

- стальная проволока диаметром 6−7 мм;
- медная проволока для катушки индуктивности;
- сетка из металла (для удержания проволоки внутри корпуса);
- переходники;
- трубы для корпуса (из пластика или стали);
- высокочастотный инвертор.
Этого будет достаточно для сборки индукционной катушки своими руками, а ведь именно она находится в основе проточного водонагревателя. После подготовки необходимых элементов можно подходить непосредственно к процессу изготовления аппарата:

- нарезать проволоку на отрезки в 6−7 см;
- металлической сеткой покрыть внутреннюю часть трубы и засыпать проволоку доверху;
- аналогично закрыть отверстие трубы снаружи;
- намотать на пластиковый корпус медную проволоку не менее 90 раз для катушки;
- вставить конструкцию в систему отопления;
- с помощью инвертора подключить катушку к электричеству.


По похожему алгоритму можно легко собрать индукционный котел, для чего следует:
- нарезать заготовки из стальной трубы 25 на 45 мм со стенкой не толще 2 мм;
- сварить их друг с другом, соединяя меньшими диаметрами между собой;
- приварить железные крышки к торцам и просверлить отверстия для патрубков с резьбой;
- сделать крепление для индукционной печки, приварив с одной стороны два уголка;
- вставить варочную панель в крепление из уголков и подключить к электросети;
- внести в систему теплоноситель и включить нагрев.
- нарезать заготовки из стальной трубы 25 на 45 мм со стенкой не толще 2 мм;
- сварить их друг с другом, соединяя меньшими диаметрами между собой;
- приварить железные крышки к торцам и просверлить отверстия для патрубков с резьбой;
- сделать крепление для индукционной печки, приварив с одной стороны два уголка;
- вставить варочную панель в крепление из уголков и подключить к электросети;
- внести в систему теплоноситель и включить нагрев.
Многие индукторы работают на мощности не выше 2 — 2,5 кВт. Такие обогреватели рассчитаны на помещение 20 — 25 м²
Если генератор используют в автосервисе, можно подключить его к сварочному аппарату, но важно учитывать определенные нюансы:
- Необходим переменный ток, а не постоянный как у инвертора. Сварочный аппарат придется исследовать на наличие точек, где напряжение не имеет прямой направленности.
- Количество витков к проводу большего сечения подбирается математическим вычислением.
- Потребуется охлаждение работающих элементов.
Приступаем к печке: что нужно знать обязательно
Электромагнитное поле (ЭМП) воздействует на человеческий организм, хотя бы прогревая его во всем объеме, как мясо в микроволновке. Поэтому, работая с индукционной печью в качестве конструктора, мастера или эксплуатанта, нужно четко уяснить себе суть следующих понятий:
ППЭ – плотность потока энергии электромагнитного поля. Определяет общее физиологическое воздействие ЭМП на организм независимо от частоты излучения, т.к. ППЭ ЭМП одной и той же напряженности растет с ростом частоты излучения. По санитарным нормам разных стран допустимое значение ППЭ от 1 до 30 мВт на 1 кв. м. поверхности тела при постоянном (свыше 1 часа в сутки) воздействии и втрое-впятеро больше при однократном кратковременном, до 20 мин.
ППЭ при удалении от точечного источника излучения падает по квадрату расстояния. Однослойная экранировка оцинковкой или мелкоячеистой оцинкованной сеткой снижает ППЭ в 30-50 раз. Вблизи катушки по ее оси ППЭ будет в 2-3 раза выше, чем сбоку.
Поясним на примере. Есть индуктор на 2 кВт и 30 МГц с КПД в 75%. Следовательно, наружу из него уйдет 0,5 кВт или 500 Вт. На расстоянии в 1 м от него (площадь сферы радиусом 1 м – 12,57 кв. м.) на 1 кв. м. придется 500/12,57=39,77 Вт, а на человека – около 15 Вт, это очень много. Индуктор нужно располагать вертикально, перед включением печи надевать на него заземленный экранирующий колпак, следить за процессом издали, а по его окончании немедленно выключать печь
На частоте в 1 МГц ППЭ упадет в 900 раз, и с экранированным индуктором можно работать без особых предосторожностей
СВЧ – сверхвысокие частоты. В радиэлектронике СВЧ считают с т.наз. Q-диапазона, но по физиологии СВЧ начинается примерно со 120 МГц. Причина – электроиндукционный нагрев плазмы клеток и резонансные явления в органических молекулах. СВЧ обладает специфически направленным биологическим действием с долговременными последствиями. Достаточно получить 10-30 мВт в течение получаса, чтобы подорвать здоровье и/или репродуктивную способность. Индивидуальная восприимчивость к СВЧ крайне изменчива; работая с ним, нужно регулярно проходить специальную медкомиссию.
Пресечь СВЧ-излучение очень трудно, оно, как говорят профи, «сифонит» сквозь малейшую щелочку в экране или при малейшем нарушении качества заземления. Эффективная борьба с СВЧ-излучением аппаратуры возможна только на уровне его конструирования высококлассными специалистами.
К счастью, диапазон частот, в котором работают индукционные печи, до СВЧ не простирается. Но при неумелом конструировании или пользовании печь может войти в режим, при котором появляется паразитное СВЧ. Разумеется, этого следует всячески избегать.
Плюсы и минусы индукционных конструкций
Среди многочисленных преимуществ стоит выделить следующие:
- экологическую чистоту и безопасность;
- повышенную однородность расплава благодаря активному перемещению металла;
- быстродействие – печь можно использовать практически сразу после включения;
- зонную и фокусированную направленность энергии;
- высокую скорость плавления;
- отсутствие угара от легирующих веществ;
- возможность регулировки температуры;
- многочисленные технические возможности.
Но есть и свои минусы.
- Шлак нагревается от металла, вследствие чего обладает низкой температурой.
- Если шлак холодный, то из металла очень сложно удалить фосфор и серу.
- Между катушкой и плавящимся металлом магнитное поле рассеивается, поэтому потребуется уменьшение толщины футировки. Это в скором времени приведет к тому, что сама футировка выйдет из строя.
Индукционные кузнечные нагреватели с тиристорным преобразователем частоты и параллельным колебательным контуром
| Индукционный кузнечный нагреватель | Мощность тиристорного преобразователя, кВт | Частотный диапазон, кГц | Производительность по нагреву стали до 1200ºС, кг/час |
| ИКНТ-100 | 100 | 1-8 | 180 |
| ИКНТ-200 | 200 | 1-8 | 360 |
| ИКНТ-300 | 300 | 1-8 | 550 |
| ИКНТ-400 | 400 | 1-6 | 730 |
| ИКНТ-500 | 500 | 1-4 | 910 |
| ИКНТ-600 | 600 | 1-4 | 1090 |
| ИКНТ-700 | 700 | 1-4 | 1270 |
| ИКНТ-800 | 800 | 0,5-2,5 | 1460 |
| ИКНТ-900 | 900 | 0,5-2,5 | 1640 |
| ИКНТ-1000 | 1000 | 0,5-2,5 | 1820 |
| ИКНТ-1500 | 1500 | 0,2-1 | 2730 |
| ИКНТ-2000 | 2000 | 0,2-1 | 3640 |
| ИКНТ-2500 | 2500 | 0,2-1 | 4550 |
| ИКНТ-3000 | 3000 | 0,2-1 | 5460 |
| ИКНТ-4000 | 4000 | 0,2-0,5 | 7280 |
| ИКНТ-5000 | 5000 | 0,2-0,4 | 9100 |
| ИКНТ-6000 | 6000 | 0,2-0,4 | 11000 |
| ИКНТ-8000 | 8000 | 0,2 | 14550 |
Видео:
| Индукционный кузнечный нагреватель ИКН-160 | Горячая штамповка молотков на ИКН-110 | Экономичный индукционный кузнечный нагреватель ИКНЭ-600 |
Сопутствующие товары
| Двухконтурные градирни ДКГ | Чиллеры ЧВ | Многолопастные насосы Grundfos |
Индукционные кузнечные нагреватели предназначены для нагрева перед горячей штамповкой заготовок из стали, чугуна, меди, бронзы, латуни и алюминия. Прекрасное соотношение цена/качество. Персонал легко обучается работе на установке. Установки малогабаритные и легкие. Легко установить в свободное пространство около любого пресса и штампа. Заготовка быстро нагревается до рабочей температуры, что уменьшает окисление, поднимает качество выпускаемой продукции, снижает износ штампов и прессов. Большой диапазон рабочих частот. Могут работать непрерывно в три смены. Ручная, пневматическая, механическая, гидравлическая подача заготовок. Высокая производительность. Энергосберегающая технология. С помощью замены индукционной катушки перенастраивается на различные диаметры заготовок. Применяются тиристорные и транзисторные преобразователи. Футерованные индукционные катушки служат до года.
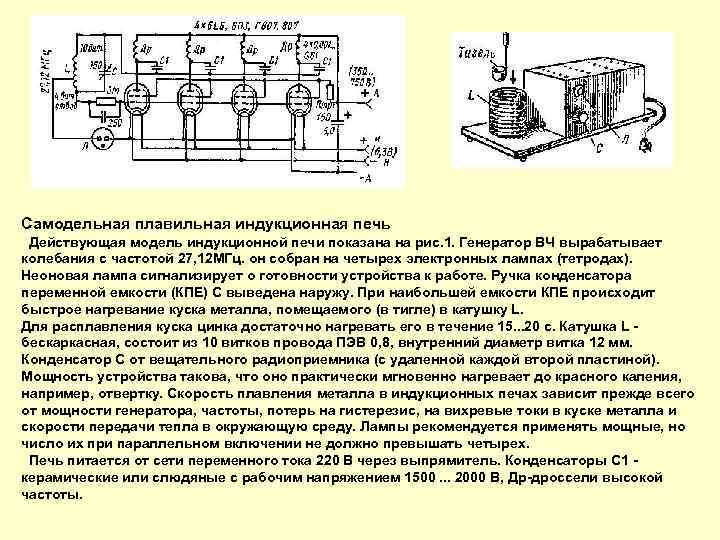
Индукционный нагреватель своими руками
Индукционный нагреватель незаменимая вещь для кузнецов, токарей, слесарей и домашних мастеров. С его помощью всегда легко и быстро можно нагреть и даже расплавить металл, вам не нужны дорогие теплоносители, такие, как уголь и газ, достаточно подключить к прибору электричество. Происходит бесконтактный нагрев металла токами высокой частоты, по научному волнами радиочастотного диапазона. Прибор широко применяют для термообработки, закалки и гибки деталей, бесконтактной плавки, пайки и сварки, металлов. В ювелирном деле для термической обработки мелких деталей. В медицине для дезинфекции медицинского инструмента. В автосервисе слесаря нагревают заржавевшие гайки. Так же индуктор устанавливают в индукционных котлах, применяемых для отапливания жилых помещений. На этом рисунке изображена рабочая схема индукционного нагревателя, который вы легко можете сделать своими руками.
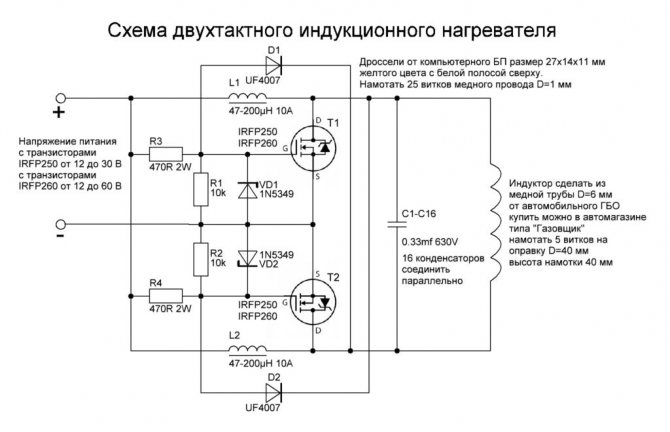
Схема индукционного нагревателя
Устройство состоит из задающего генератора высокой частоты собранного на двух мощных полевых транзисторах. Рабочее напряжение генератора зависит от мощности установленных полевых транзисторов. С транзисторами IRFP250 устройство можно питать напряжением от 12 до 30 вольт. А если установить транзисторы IRFP260, тогда напряжение питания можно поднять от 12 до 60 вольт.
Мощность индуктора заметно возрастет, температура нагрева металла поднимется более 1000 градусов, что позволит плавить металлы. В процессе работы транзисторы будут очень сильно нагреваться, поэтому их надо установить на большие радиаторы и поставить мощный вентилятор. На холостом ходу индуктор потребляет не менее 10А, а в рабочем состоянии не менее 15А, соответственно требуется очень мощный блок питания минимум на 20А.
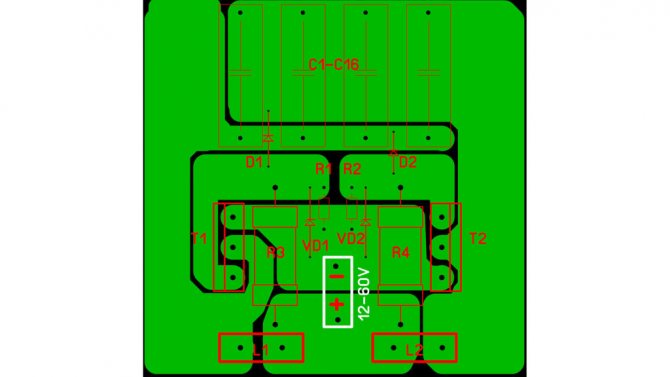
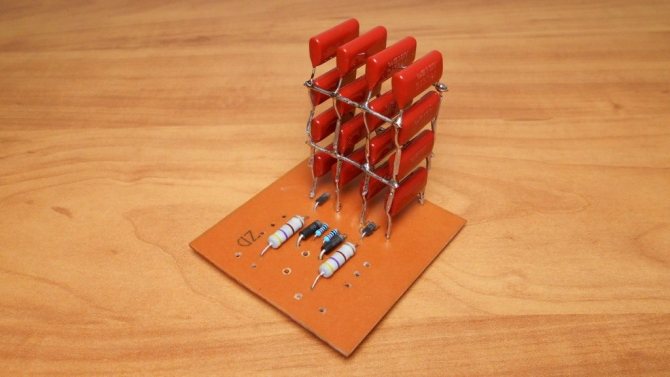
На этом рисунке изображена печатная плата индукционного нагревателя.
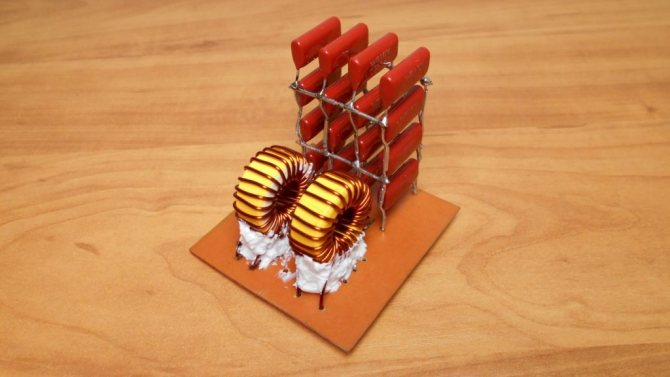
Так же вам понадобятся резисторы R1, R2 на 10К мощностью 0.25 Ватт. Резисторы R3, R4 с сопротивлением 470 Ом не менее 2 Ватт. Диоды D1, D2 ультрабыстрые UF4007 или другие аналогичные на максимальный ток до 1А. Стабилитроны VD1, VD2 мощностью не менее 5 Ватт с напряжением стабилизации 12В например 1N5349 и другие. Дроссели L1, L2 размером 27х14х11 мм желтого цвета с белой полосой я вытащил из компьютерных блоков питания. На каждый дроссель надо намотать 25 витков медного провода диаметром 1 мм желательно в лаковой изоляции, если не найдете, подойдет одножильный провод в полихлорвиниловой изоляции на скорость сильно не влияет.

Конденсаторы С1-С16 металлоплёночные 0.33 мкФ 630В, соединяются параллельно рядами 4х4, в блоке всего шестнадцать штук. С меньшим рабочим напряжением лучше не ставить, будут сильно греться. Между конденсаторами оставляйте небольшое расстояние для хорошего охлаждения потоком воздуха.



Дроссели решил приклеить силиконовым герметиком, чтобы не болтались.
Важную деталь нагревателя, индуктор я сделал из медной трубки диаметром 6 мм длинною 1 метр. Купить такую можно в любом автомагазине типа «Газовщик» и там где торгуют газо-балонным оборудованием для автомобилей. Медную трубку наматываем на кусок полипропиленовой трубы внешним диаметром 40 мм, такая труба используется в пластиковом отоплении. Делаем пять витков, расстояние между верхним краем первого витка и нижним краем пятого витка должно быть 40 мм. Концы трубы изгибаем, как на рисунке и прикрепляем к радиаторам с помощью двух клемных колодок для провода сечением 16 мм².
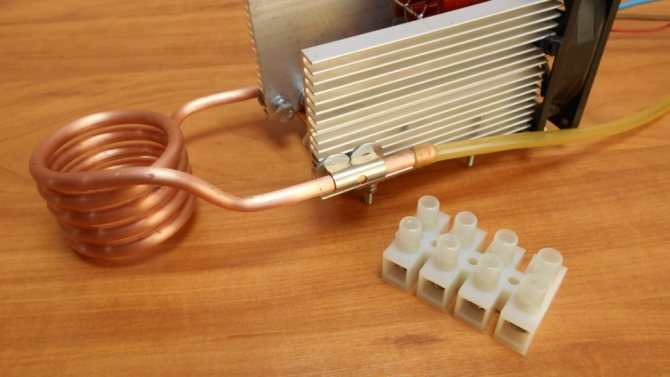
В процессе работы индуктор будет сильно нагреваться от раскаленной детали, что может привести к повреждению медной трубки, поэтому надо сделать охлаждение. На концы медной трубки я одел силиконовые трубки и подключил насос омывателя лобового стекла автомобиля. Насос от ВАЗ 2114 и силиконовые трубки купил в автомагазине. Получилась нормальная водяная система охлаждения.
Выводы и полезное видео по теме
Ролик #1. Обзор принципов индукционного нагрева:
Ролик #2. Интересный вариант изготовления индукционного нагревателя:
Для установки индукционного нагревателя не нужно получать разрешение контролирующих органов, промышленные модели таких устройств вполне безопасны, они подходят и для частного дома, и для обычной квартиры. Но владельцам самодельных агрегатов не следует забывать о технике безопасности.
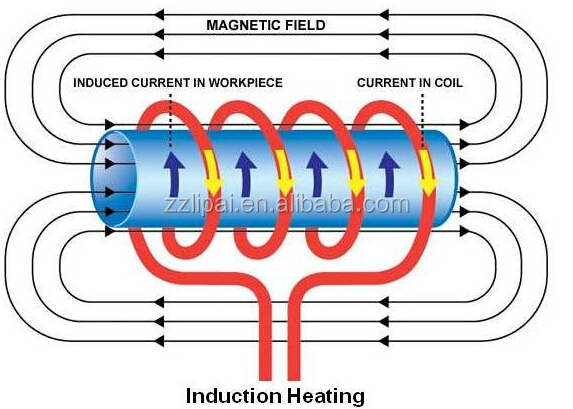
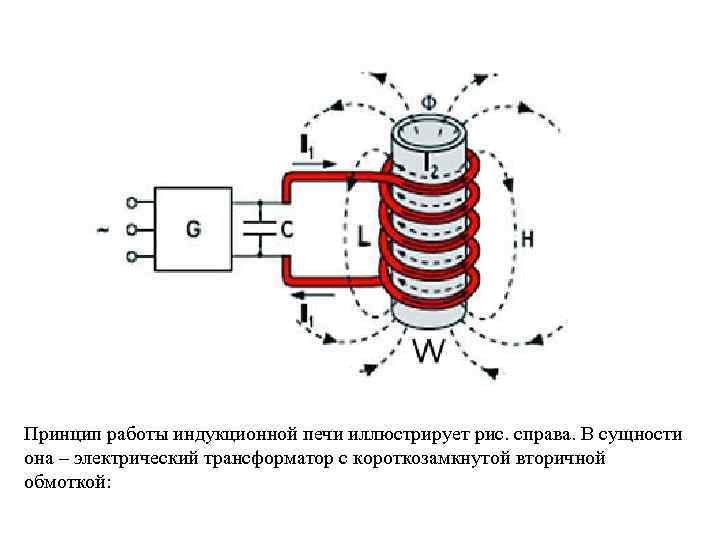
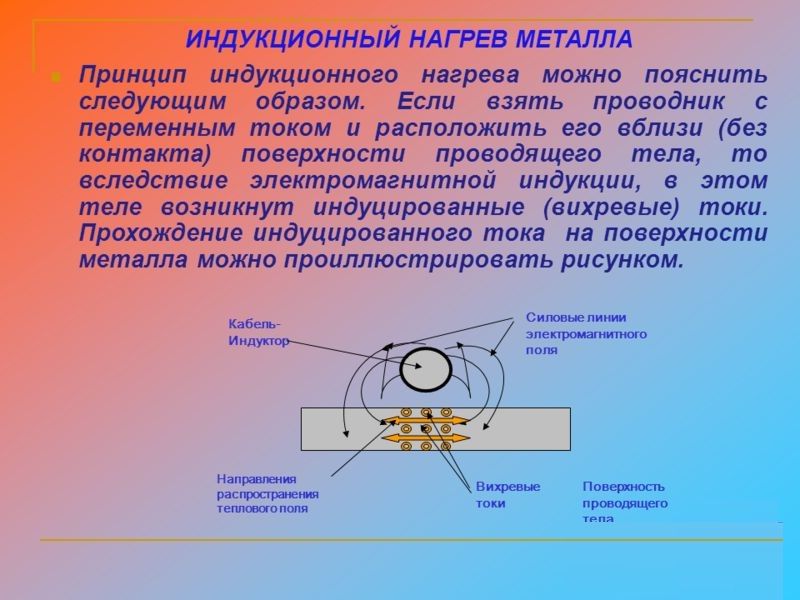
Индукционные нагреватели работают по принципу “получение тока из магнетизма”. В специальной катушке генерируется переменное магнитное поле высокой мощности, которое порождает вихревые электрические токи в замкнутом проводнике.
Замкнутым проводником в индукционных плитах является металлическая посуда, которая разогревается вихревыми электрическими токами. В общем, принцип работы таких приборов не сложен, и при наличии небольших познаний в физике и электрике, собрать индукционный нагреватель своими руками не составит большого труда.
Самостоятельно могут быть изготовлены следующие приборы:
- Приборы для нагрева в котле отопления.
- Мини-печи для плавки металлов.
- Плиты для приготовления пищи.
Индукционная плита своими руками, должна быть изготовлена с соблюдением всех норм и правил для эксплуатации данных приборов. Если за пределы корпуса в боковых направлениях будет выделяться опасное для человека электромагнитное излучение, то использовать такой прибор категорически запрещается.
Кроме этого большая сложность при конструировании плиты заключается в подборе материала для основания варочной поверхности, которое должно удовлетворять следующим требованиям:
- Идеально проводить электромагнитное излучение.
- Не являться токопроводящим материалом.
- Выдерживать высокую температурную нагрузку.
В бытовых варочных индукционных поверхностях используется дорогая керамика, при изготовлении в домашних условиях индукционной плиты, найти достойную альтернативу такому материалу – довольно сложно. Поэтому, для начала следует сконструировать что-нибудь попроще, например, индукционную печь для закалки металлов.





