

Где приобрести оборудования тех времен?
Продавец осуществляет доставку и при необходимости консультирует по поводу модернизации оборудования. Основное преимущество Советского оборудования в том, что оно легко улучшается, а все основные узлы достаточно просто заменить, что значительно продлевает срок службы станка.
Станки Советского производства отличаются надежность и качеством обработки, а также универсальностью. Большинство моделей можно дополнительно улучшить и расширить их функциональные возможности. Именно поэтому практически все Советские станки до сих пор используются в машиностроительном и металлообрабатывающем производстве.
3.1 Цилиндрические фрезы. Торцовые фрезы
При цилиндрическом фрезеровании ось фрезы параллельна обрабатываемой поверхности, при торцовом — перпендикулярна к этой поверхности (сравните рис. 231, м и 231, н, Приложение В).
При цилиндрическом фрезеровании движение подачи может быть направлено против вращения фрезы (фрезерование против подачи, встречное — Приложение В, рис. 230, а) или в направлении вращения фрезы (фрезерование по подаче, попутное —Приложение В, рис. 230, б).
Цилиндрические фрезы (см. Приложение В, рис. 231, а) применяют для обработки плоскостей на горизонтально-фрезерных станках. Фрезы с винтовыми зубьями работают плавно, так как зубья врезаются в заготовку постепенно. Этим они выгодно отличаются от фрез с прямым зубом (см. Приложение В, рис. 229, а), где вход каждого зуба в контакт с заготовкой сопровождается ударом, что может вызвать вибрации и увеличение шероховатости обработанной поверхности. Помимо цельных цилиндрических фрез, изготовляют сборные цилиндрические фрезы, ножи которых выполнены из быстрорежущей стали или армированы пластинками из твердых сплавов.
Торцовые фрезы применяют для обработки плоскостей на вертикально-, продольно-фрезерных и других станках. Режущие кромки этих фрез расположены как со стороны торца, так и со стороны боковой поверхности фрезы. Торцовые насадные фрезы изготовляют цельным и (см. Приложение В, рис. 231, б) или со вставными ножами (см. Приложение В, рис. 231, в).
На рис. 231, г приведена торцовая насадная фреза с маховиком. Такие фрезы применяют для скоростного фрезерования. Для плавности работы, повышения стойкости ножей и улучшения качества обработанной поверхности применяют маховики, которые крепят на нижнем конце шпинделя станка или на корпусе фрезы.
3.2 Дисковые, пазовые, концевые
Дисковые фрезы пазовые, двух- и трехсторонние используются при фрезеровании пазов и канавок. Пазовые дисковые фрезы имеют зубья только на цилиндрической поверхности и предназначены для обработки относительно неглубоких пазов. Важным элементом пазовой фрезы является ее толщина, которая выполняется с допуском 0,04-0,05 мм. По мере стачивания зубьев, в результате поднутрения, толщина фрезы уменьшается Дисковые двухсторонние и трехсторонние фрезы имеют зубья, расположенные не только на цилиндрической поверхности, но и на одном или обоих торцах. Дисковые фрезы имеют прямые или наклонные зубья.
Концевые фрезы применяются для обработки глубоких пазов в корпусных деталях контурных выемок, уступов, взаимно перпендикулярных плоскостей. Концевые фрезы в шпинделе станка крепятся коническим или цилиндрическим хвостовиком. У этих фрез основную работу резания выполняют главные режущие кромки, расположенные на цилиндрической поверхности, а вспомогательные торцовые режущие кромки только зачищают дно канавки. Такие фрезы, как правило, изготовляются с винтовыми или наклонными зубьями. Разновидностью концевых фрез являются шпоночные двузубые фрезы. Шпоночные фрезы могут углубляться в материал заготовки при осевом движении подачи и высверливать отверстие, а затем двигаться вдоль канавки. В момент осевой подачи основную работу резания выполняют торцовые кромки. Одна из них должна доходить до оси фрезы, чтобы обеспечить сверление отверстия.
3.3 Фасонные
Фасонные фрезы – это фрезы с фасонной режущей кромкой. Они используются на любом фрезерном станке, сравнительно легко обрабатывая сложные поверхности с высокой степенью точности и чистоты. В ряде случаев, фасонная фреза является единственным инструментом, которым можно обработать сложный профиль изделия. Наибольшее распространение получили фасонные фрезы при обработке винтовых и цилиндрических поверхностей (прямых фасонных канавок), при изготовлении прямых и винтовых стружечных канавок всевозможных инструментов. Фасонными фрезами обрабатываются также поверхности вращения. Однако, этот случай в практике встречается сравнительно редко.
СПИСОК ЛИТЕРАТУРЫ
1. Шпура Г., Штеферлет.: Справочник по технологии резания материалов;
Пер. с нем. под ред. Соломенцева Ю.М. -М.: Машиностроение. 2005 – 688.с.
2. Ординарцев И.А., Филлипов Г.В, Шевченко А.Н.: Справочник
инструментальщика; Под общ. ред. Ординарцева И.А. – Л.: Машиностроение, 2007-846 с.
3. Артоболевский С.И. Теория механизмов и машин. – М.: «Высшая школа», 2005. 4. Машиностроение: Энциклопедия в 40 т. / Ред.- сост.В.Ф. Платонов, М.: Машиностроение, 1997. – Стр 97. 5. Самородский П. С., Симоненко В. Д. Теория механизмов и машин: Учебное пособие для студентов педвузов специальностей «Технология и предпринимательство» и «Инженер-педагог». -М: Издательство МГПУ, 2001. – Стр. 80. |
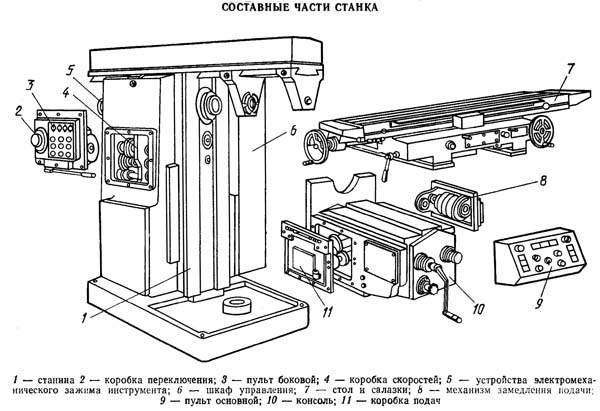
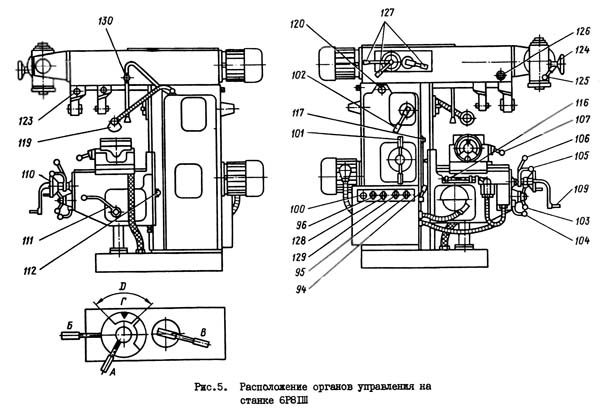
Скоростная коробка
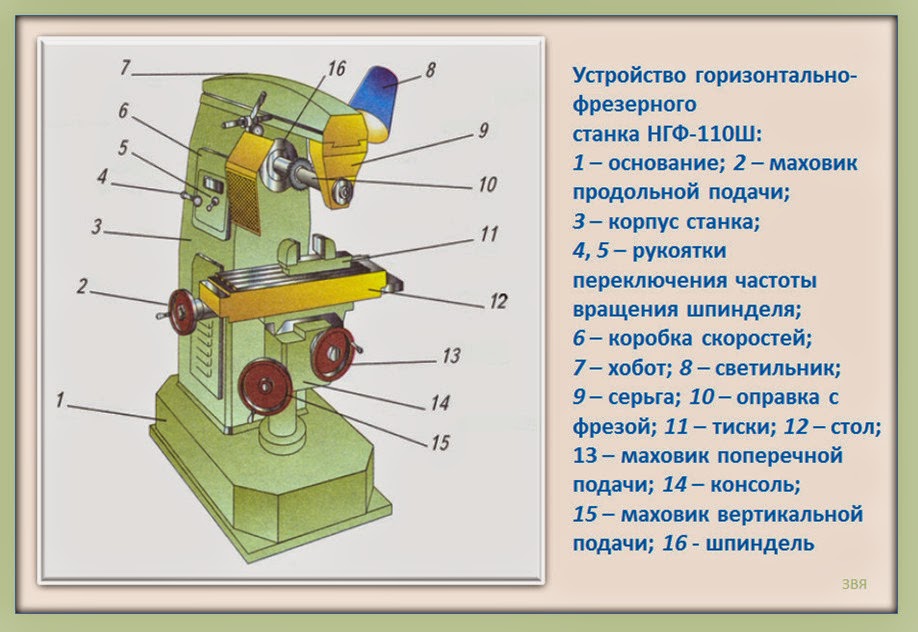
Узел переключения скоростей широкоуниверсального консольно-фрезерного станка находится в корпусе из чугуна, агрегация с валом скорости осуществляется через упругую муфту. Шпиндель рассматриваемого блока – это вал с тремя точками опоры. Его точность определяют специальные подшипники. Еще один элемент предназначен для удержания хвостовика этого узла.
Осевой зазор регулируется при помощи шлифовки стопорных колец. Увеличенный люфт можно убрать посредством обработки полуколец и фиксирующей гайки. За смазку коробки скоростей отвечает плунжерный насос, производительность которого составляет 2 литра в минуту. Остальные детали данного механизма получают смазку методом разбрызгивания из трубки, размещенной над блоком контроля скоростей.

Направляющие станка
Направляющие станков имеют высокую износостойкость и обеспечивают малое трение, что позволяет увеличить точность перемещения. Назначение направляющих – обеспечение линейного перемещения по осям станка (главное движение и движение подачи), крепится к основанию – станине.
По виду:
- качения
- скольжения
- комбинированные
Направляющие станка — это очень важный и ответственный узел. Он влияет на массу параметров, в первую очередь на точность оборудования. В связи с этим, к направляющим весьма строго предъявляются конструктивные требования, призванные обеспечить:




- высокая жёсткость (независимо от собственной длины);
- низкий коэффициент трения;
- отсутствие деформаций, как статических, так и в процессе приложения динамической нагрузки;
- отсутствие деформаций от нагрева в процессе работы;
- низкий износ/изменение размеров в течение длительного периода эксплуатации;
- малую чувствительность к загрязнению;
- как можно меньшую потребность в смазке (и соответственно, зависимость от качества и чистоты смазки);
- минимальное влияние на суммарную погрешность инструмента;
- защиту компонентов оборудования от катастрофических повреждений в случае собственной поломки.
Виды фрезерных станков
Аппараты этого направления разделяют на три категории:
- профессиональные (служат для массовой обработки заготовок с применением широкого ассортимента режущего инструмента);
- бытовые (предназначенные для бытовой мастерской);
- ручные аппараты.
В первую категорию включают агрегаты, применяемые на различных промышленных предприятиях. Они обладают повышенной производительностью, многофункциональностью. Имеют большие габариты и массу. На этих станках проводят обработку заготовок, имеющие крупные размеры.
Из всего многообразия наиболее популярными считаются:
- стандартный токарно-фрезерный аппарат, имеющий классическое устройство;
- копировальный аппарат;
- станок для проведения обработки заготовок в вертикальной плоскости;
- аппарат горизонтальный профессиональный фрезерный;
- для двухсторонней обработки широкого круга заготовок;
- оснащённый современными системами ЧПУ.
Фрезерный станок по дереву для домашней мастерской имеет небольшие массогабаритные характеристики. Он способен качественно выполнять основные обрабатывающие функции. К таким станкам относятся:
- настольный бытовой аппарат;
- ручной фрезерный агрегат.
Простой токарно-фрезеровочный станок используется для проведения стандартных обрабатывающих операций. Благодаря его оснащению можно производить широкий перечень операций. Он позволяет придавать детали необходимую конфигурацию. В зависимости от решаемых задач используются различные режущие инструменты. К ним относятся фрезы, свёрла различного диаметра, специальные токарные ножи.
Для обеспечения идентичности даже мелких деталей применяют заранее заготовленные шаблоны. Их изготавливают из древесных плит, фанеры, тонкого металла или пластмассы. Осуществление точного нанесения рисунка производится благодаря фиксации заготовки методом вакуумного крепления.
Для обработки заготовки сверху вниз, то есть в вертикальной плоскости, применяются специальные фрезерные станки по дереву, которые называются вертикальными. На них вырезают пазы необходимой ширины и глубины, готовят элементы крепления, обрезают заготовки по необходимой длине.
Горизонтальный станок отличается способом обработки. Это происходит благодаря особому размещению шпинделя. Для решения требуемых задач его ось располагается горизонтально относительно плоскости пола. Такой станок комплектуется торцевыми и цилиндрическими фрезами. Дополнительно можно расширить ассортимент оснастки.
Двухсторонний фрезерный станок по дереву — это универсальный агрегат для выполнения большого количества операций. На нём производят обработку профилей различной конфигурации. Такой стационарный станок применятся на промышленных предприятиях для производства различных элементов мебели. Например, ножек стульев, декоративных опор, подставок и многого другого. Преимуществом станка является способность проведения обработки с обеих сторон одновременно.
Всё большую популярность на современном производстве получают фрезерные устройства оснащённые ЧПУ. В его состав введён электронный блок на базе специального микропроцессора. Заложенная в него программа устанавливает последовательность операций. Это позволяет повысить точность и качество обработки. Благодаря этому удаётся сократить время обработки, существенно повысить производительность труда.
https://youtube.com/watch?v=SrjCu2i7wRw
Обработка небольших заготовок производиться ручным инструментом. С его помощью подготавливают миниатюрные пазы, необходимые для сочленения отдельных элементов. Широкое распространение они получили для создания декоративных изделий мебельных гарнитуров, стяжек, различных элементов крепления. Оснащение ручного фрезерного агрегата соответствующим инструментом превращает данный агрегат в электрическое устройство для распила. Пильными инструментами могут быть специальные фрезы.
Настольный фрезерный станок по дереву конструктивно выполнен, так же как и профессиональный аппарат. Он более прост в эксплуатации и обслуживании. При хорошей подготовке удаётся изготавливать не только простые деревянные детали, но и самые сложные элементы декора.
Любой фрезерный аппарат бытового назначения используют в личных столярных мастерских для выполнения небольших объёмов работ. Его выбирают для выполнения основных фрезерных операций. К ним относятся: строгание досок, сверление различных отверстий, шлифование поверхностей, различные виды распиловки.
https://youtube.com/watch?v=GX2L5OaA0U4
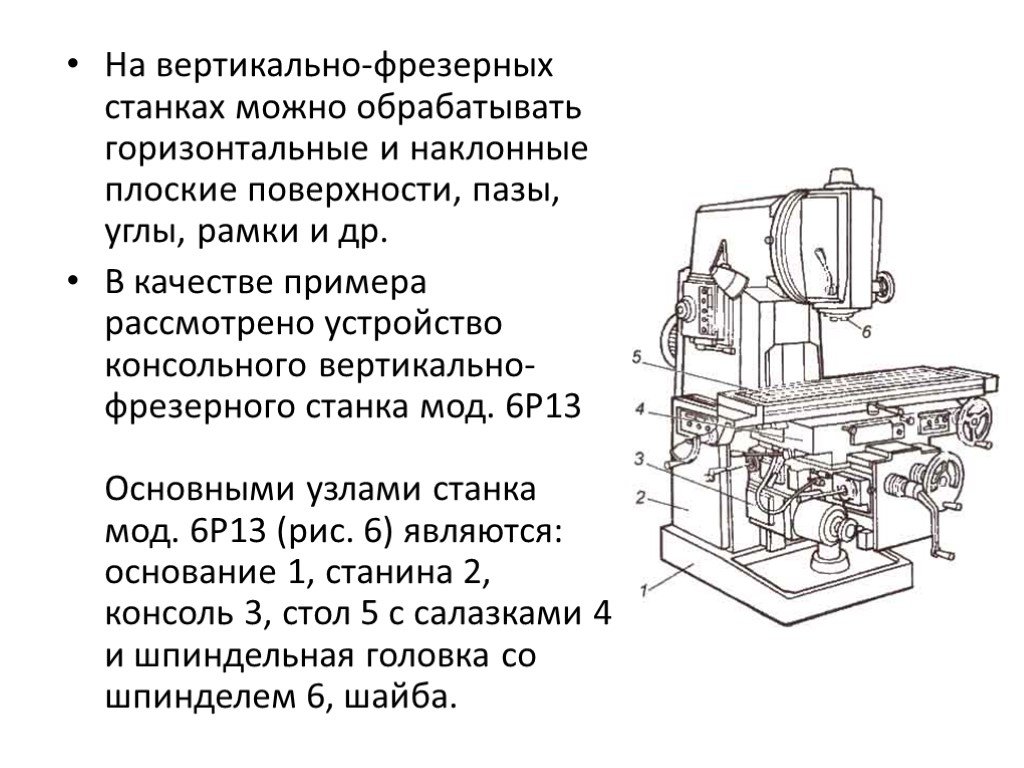
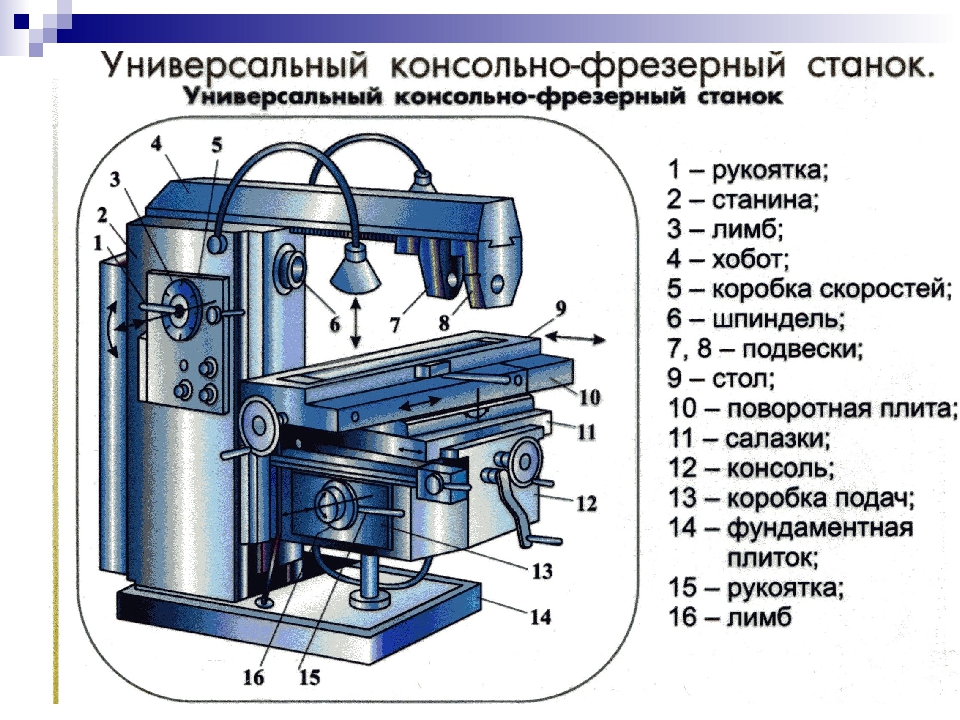
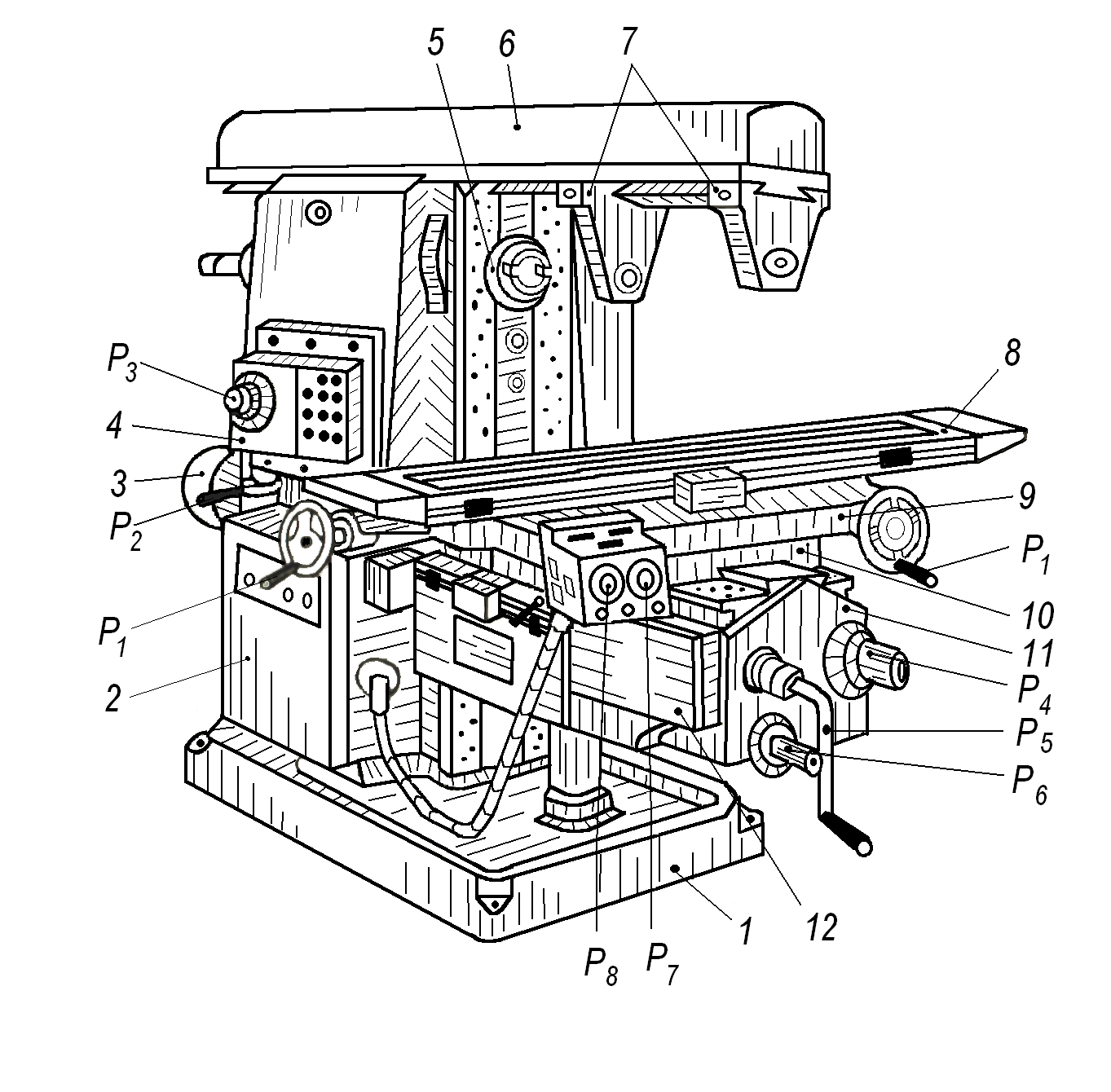
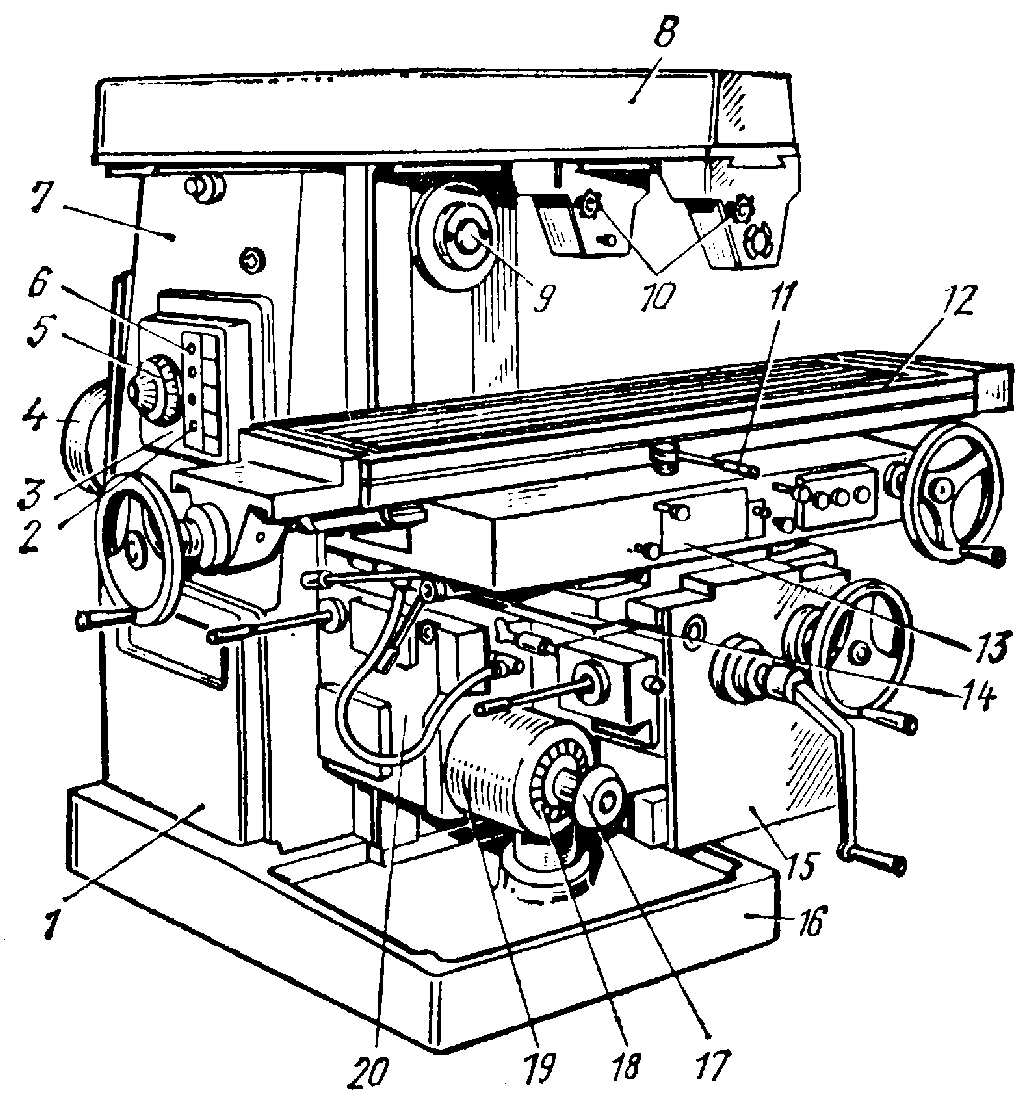
Консольно-фрезерные станки
Консольно-фрезерные станки наиболее распространены. Стол консольно-фрезерных станков с салазками расположен на консоли и перемещается в трех направлениях: продольном, поперечном и вертикальном.
Консольно-фрезерные станки делятся на горизонтально-фрезерные (с неповоротным столом), универсально-фрезерные (с поворотным столом) и вертикально-фрезерные. На базе вертикально-фрезерных станков выпускают копировально-фрезерные станки, станки с программным управлением и др.
Обрабатывать заготовки на консольно-фрезерных станках можно цилиндрическими, торцовыми, концевыми, дисковыми, угловыми, фасонными и другими фрезами. В табл.1 приведены значения основного параметра-ширины стола в зависимости от размера (номера) станка.
Ширина стола в зависимости от номера станка
| № станка | — | — | 1 | 2 | 3 | 4 | |
| Ширина стола | 125 | 160 | 200 | 250 | 320 | 400 | 500 |
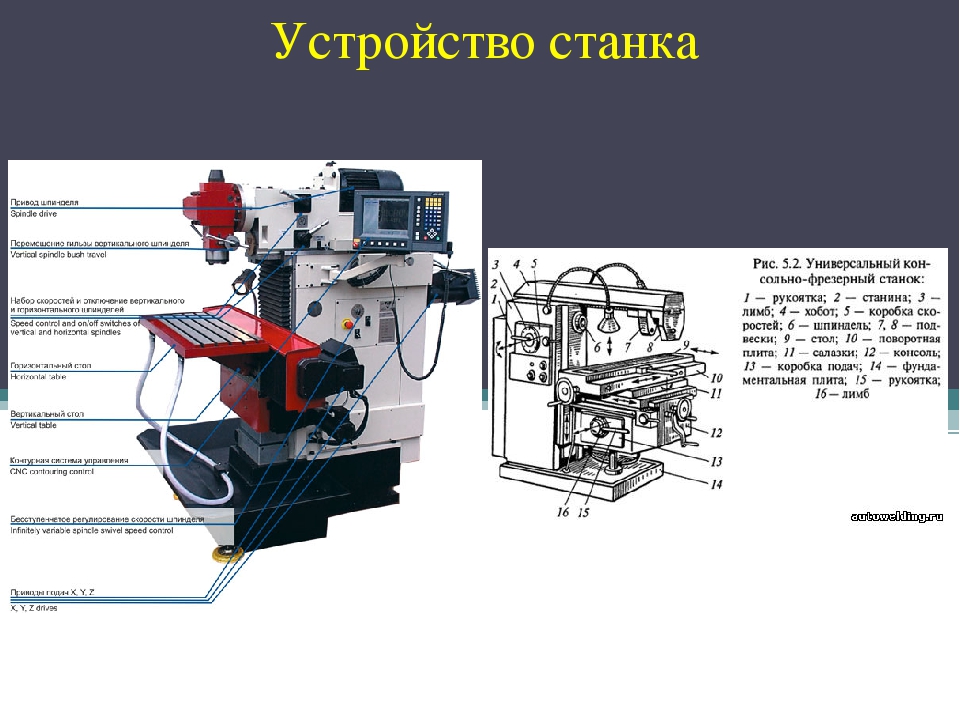
Характеристика вертикальных фрезерных станков
Вертикальные конструкции – очень распространенная категория инструмента. Оснастка для фрезерного станка по металлу этой разновидности представлена режущими элементами цилиндрического, фасонного и концевого типа. Кроме этого оборудование позволяет выполнять операции сверления.
Назначение вертикально-фрезерных станков с ЧПУ:
- формирование пазов;
- обработки рамочных деталей;
- изготовление зубчатых колес;
- обработка углов, а также горизонтальных и вертикальных металлических поверхностей.
Оборудование вертикального типа благодаря своему строению обладает очень жесткой конструкцией. За счет этого появляется возможность выполнять обработку металлических деталей на высоком уровне качества. Коробка скоростей установлена на головке шпинделя.
Существует две категории вертикальных фрезерных станков по металлу:
- Консольно-фрезерные.
- Бесконсольные.
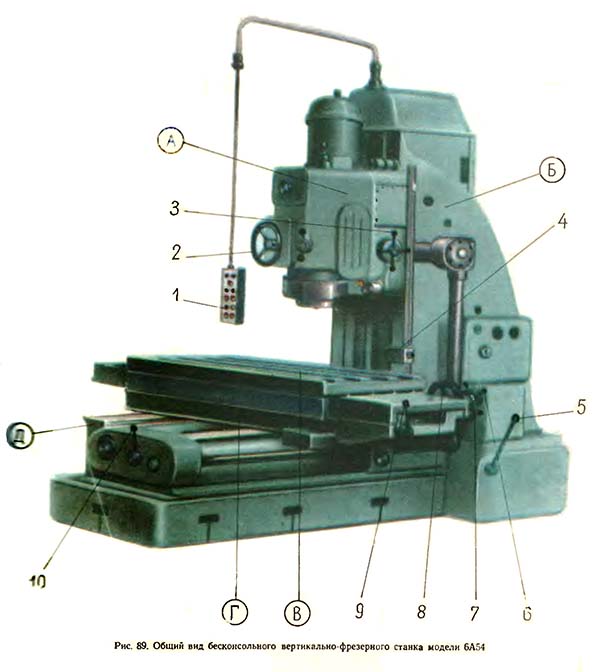
Бесконсольные станки по металлу дают возможность заниматься фрезерованием вертикальных, горизонтальных и наклонных поверхностей
Станок, в конструкции которого присутствует консоль, отличается лишь тем, что его гильза и шпиндель могут перемещаться по отношению к оси оборудования. Для изготовления деталей сложной формы используются 5-осевые фрезерные станки с ЧПУ. Такие конструкции обеспечивают очень высокое качество обработки и экономию. Они могут иметь встроенную память и возможность подключения к сети Интернет, а также множество других дополнительных опций. Некоторые варианты имеют съемные столы.




Консольно-фрезерные станки малых размеров с шириной стола 125*160 мм
Эти станки предназначены для обработки заготовок небольших размеров, главным образом из цветных металлов и сплавов, пластмасс и для чистого фрезерования заготовок из стали и чугуна. Автоматизированные станки позволяют вести обработку по заданному циклу.
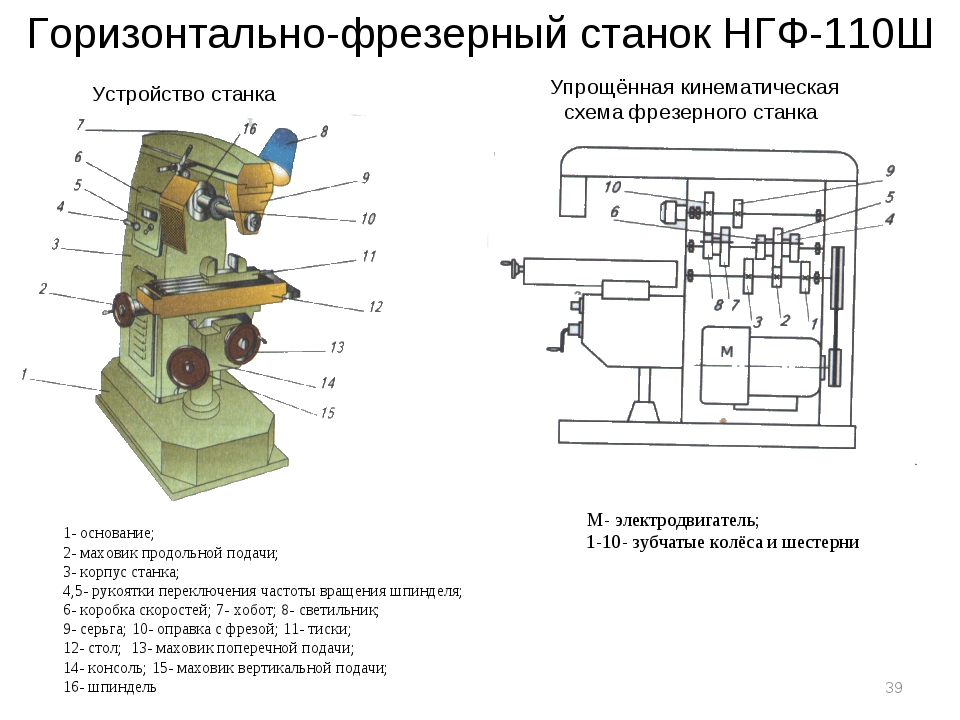
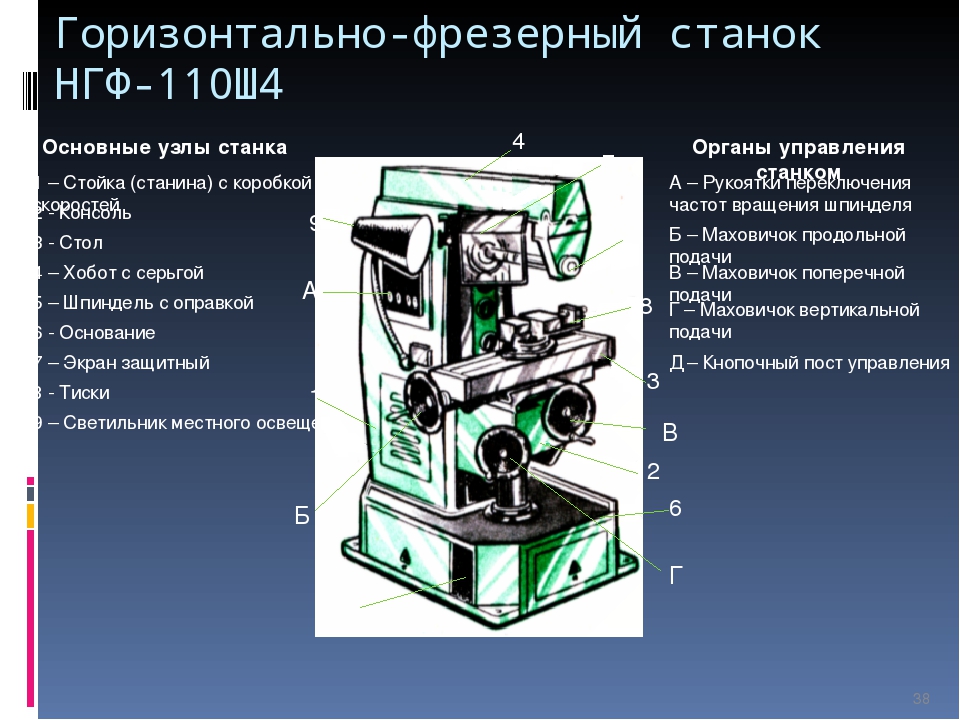
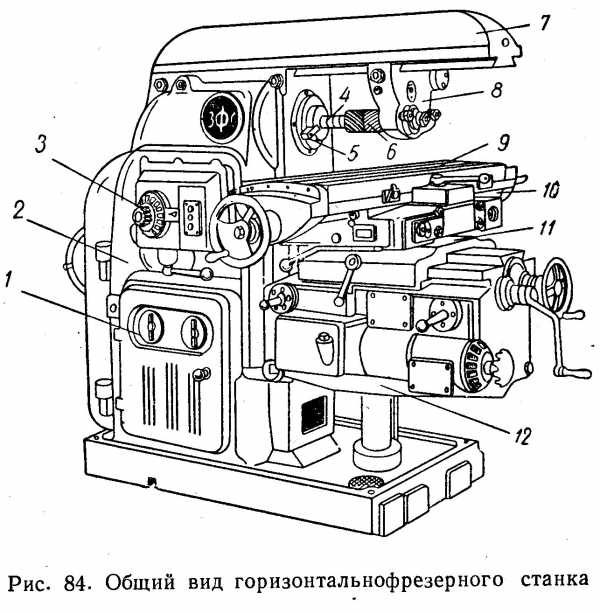
Особенности горизонтальных фрезерных станков
Горизонтальные конструкции отличаются тем, что в них шпиндель имеет горизонтальный характер размещения. Инструмент этой категории используется для обработки металлических деталей небольшого размера.
В качестве оснастки для горизонтальных конструкций используются следующие виды фрез по металлу:
- фасонные;
- угловые;
- концевые;
Горизонтальный фрезерный станок представляет собой станину механизма с горизонтальным шпинделем, на котором располагается фреза, коробка передач и стол
- торцевые;
- цилиндрические.
Стандартная комплектация горизонтально-фрезерного станка с ЧПУ не позволяет выполнять обработку заготовок по винтовой поверхности. Для выполнения подобной операции потребуется дополнительное оснащение.
Благодаря своему строению горизонтальный инструмент позволяет устанавливать столешницу в разных положениях. Стол может располагаться перпендикулярно или параллельно по отношению к оси шпинделя. Все узловые и рабочие элементы конструкции монтируются на станине. Коробка скоростей, предназначенная для настройки вращательной скорости шпинделя, располагается внутри этого участка.
Технология фрезерных работ в зависимости от вида станка
В процессе фрезерных работ могут быть задействованы разные по сложности заготовки, материалы, на разных производствах применяются разные станки. Таким образом, технология фрезерных работ имеет несколько разновидностей.
Технология процесса фрезеровки на обычном станке
Соблюдая данную технологию фрезерных работ, в первую очередь необходимо подобрать подходящую фрезу и как следует закрепить ее на шпинделе станка.
Прежде чем приступать к выполнению фрезерных работ, необходимо выполнить следующее:
- включите шпиндель на медленное вращение, а деталь подведите к самой фрезе до наименьшего соприкосновения с ней;
- станину стола, на которой закрепили заготовку, надо отвести, вращающийся шпиндель остановится;
- установите нужную глубину резки детали;
- включите вращение фрезы;
- станину стола, на которой закреплена деталь, вручную переместите до момента соприкосновения с вращающейся фрезой.
Для соблюдения технологии фрезерных работ предпочтительно, чтобы для одной заготовки был установленный набор фрез, это позволит повысить производительность труда лица, выполняющего данную операцию.
Фрезы бывают разных размеров, поэтому их надо внимательно подбирать, ориентируясь на требуемый квалитет точности технологии. В соответствии с технологией фрезерных работ для черновой обработки подойдет 11 или 12 квалитет точности, а при завершении работ нужно использовать 8 или 9.
Технология фрезерных работ предусматривает возможность использования также 7 или 8 квалитета точности, но это должно быть указано в техническом задании.
Фрезерная обработка на станке с числовым программным управлением (ЧПУ)
Технология фрезерных работ на станках с ЧПУ достаточно молодая, в ее основе – система рычагов, использующихся на обычных фрезерных станках.
По мере развития электроники и вычислительной техники, фрезерный станок стал управляться при помощи компьютера. Теперь по технологии фрезерные работы выполняет не фрезеровщик, а оператор станков с ЧПУ с помощью специальных программ.
Использование технологии фрезерных работ (разработанной для станков с ЧПУ) увеличивает точность и производительность, понижает процент брака, появляется возможность изготавливать по данной технологии серийные партии деталей со сложной геометрией.
При соблюдении технологии фрезерных работ компьютер с помощью установленной программы выставляет количество оборотов шпинделя, определяет параметры его движения (линейные координаты и глубину фрезеровки).
Сейчас существуют такие станки с ЧПУ, при помощи которых можно выполнять 3D-фрезеровку (когда сразу несколько рабочих органов, находящихся в разных плоскостях, придают заготовке нужную форму).
Технология фрезерных работ в таком случае подразумевает предварительное построение оператором на компьютере 3D-модели детали. Затем станок приступает к изготовлению детали, выполняя задание с максимально возможной точностью. Операторы к такой работе должны быть специально подготовлены.
Лазерная обработка детали на станке с ЧПУ
Технология лазерной обработки детали подразумевает использование станка с ЧПУ. Данное оборудование стоит очень дорого, поэтому за лазерную обработку детали придется заплатить больше, чем за ту же работу, выполненную на обычном фрезерном станке. Однако использование такой технологии стоит того: готовая деталь будет иметь максимальную точность при минимальных временных затратах.
Используя технологию лазерных фрезерных работ на станках с ЧПУ, можно как просто придавать определенную форму материалу, так и создавать самые сложные объемные геометрические детали (кроме округлых конструкций, имеющих форму сферы).
Можно выбрать одну из двух технологий лазерных фрезерных работ:
- В нужном месте станок с помощью теплового лазера выжигает заготовку, затем шлифуют кромку.
- Шлифовочный лазер убирает с детали слой материала за слоем, много раз проходя по одному и тому же месту.
После выполнения лазерных фрезерных работ по заданной технологии из заготовки получается изделие с гладкой поверхностью, без заусенцев, поэтому последующей его шлифовки не предусмотрено.
Наладка фрезерного станка с ЧПУ
Это собой целая систему действий, обязательных к выполнению и подразумевающих ручное включение механизмов и ПО, проверку их взаимодействия, использование кнопок, переключателей и тумблеров пульта управления. Проводится в 8 шагов – рассмотрим их по порядку.
Комплектование (получение) инструментов и другой технологической оснастки
Осуществляется согласно распечатке программы (карте ЕСТД ГОСТ 3 1404 74, если руководствоваться не зарубежными стандартами). Так, все задействованные режущие головки должны быть до начала проведения технологических операций оснащены вспомогательными приспособлениями (если последние вообще предусмотрены). Тогда они будут полностью готовы к монтажу в конусное шпиндельное отверстие, что позволит определить, нужна ли коррекция, еще перед стартом работы – экономия времени налицо.

Сравнение радиусов (диаметров) и длин инструментов с их расчетными значениями
Этап настройки фрезерного станка с ЧПУ, от правильности выполнения которого зависит точность размеров конечной заготовки. Необходимо измерить 2 параметра:
- Радиус фрезы (с учетом радиального биения) – прибором БВ-2013. Следует установить его хвостовик в шпиндель, зафиксировать и приступить к медленному перемещению горизонтальной каретки. Как только она коснется инструмента в крайней (наибольшей) точке, вы нашли искомую величину.
- Длина вылета – маховиком постепенно и не торопясь передвигаете другую каретку, вертикальную. Когда торец режущей кромки начнет контактировать со штифтом, получите нужную характеристику.
Дальше останется только сравнить и, если реальные цифры не совпадут со стандартными, перейти к следующему шагу (если же они будут равными, просто пропустить его).
Каждое расхождение следует зафиксировать в документации, после чего исправить, подобрав точно подходящие параметры. Для убыстрения можно использовать оптические, а не механические приборы для сравнения – они более чувствительные.

Зарядка считывающего устройства
Нужно разместить его под технологическим пультом, а после реализовать один из двух способов:
- Бобины – длинная перфолента будет идти с первой на вторую, а затем, по окончании программы, перематываться в исходное положение специальным механизмом.
- Бесконечная лента – она склеивается концами, закладывается между ведущими барабанами, поступает в направляющий лоток, а потом – на головку считывания, и в результате прокручивается столько раз, сколько необходимо.
Установка инструментов
Если их несколько и смена проводится вручную, фиксируете в шпинделе первый до старта технологической операции, а каждый последующий монтируете во время специально предназначенных для этого пауз
Если работает автоматика, достаточно обращать внимание на табло и заменять головки сразу при высвечивании соответствующей цифры
Ввод коррекции
В случае обнаружения отклонений реальных размеров от расчетных проводится повторное программирование фрезерного станка с ЧПУ. Перфолента переписывается с поправками – другим количеством импульсов, – обеспечивающими изменения по:
- геометрии – длина вылета, диаметр, радиус;
- режиму эксплуатации – частота вращения вала, скорость подачи.
Корректировки вносятся до старта технологической операции, в исходной точке отсчета, на пульте вручную, с записью соответствующего кода, в котором указываются все подготовительные функции.
Технические характеристики фрезерных станков
К важным характеристикам фрезерных станков относятся их мощность, размер, частота вращения рабочей оснастки, наличие/отсутствие редуктора. Если простой фрезерный станок для любительского использования может потреблять всего 1 кВт электроэнергии, то мощное производственное оборудование способно расходовать до 7 кВт энергии. Размерами рабочего стола определяется и возможность обработки более длиной заготовки. А частоту вращения шпинделя можно регулировать в зависимости от твердости материала и величины самого изделия.
Разумеется, всё наше оборудование различается по сфере его применения, размерам, мощностям и ценам. Наши специалисты помогут вам сделать правильный выбор, исходя из ваших возможностей и предпочтений. А в силу того, что наша компания является одним из самых крупнейших поставщиков станков для проведения фрезерных работ, сделать выбор будет легко и просто! Удачных вам приобретений!





