

Возможности водной резки металла
Многие способы применяются только для прямой распиловки, в то время как гидрорезка позволяет:
- делать фигурный разрез;
- не обрабатывать края;
- обрабатывать листы (металлозаготовки) толщиной до 120 – 200 мм, в зависимости от типа стали;
- подключить к автоматическому пульту управления трудный проект и фактически не участвовать в процессе, только контролировать;
- разрезать окружности, трубы.
Сейчас активно пользуются технологией в различных сферах:
- автомобилестроение и машиностроение в целом;
- изготовление заготовок, деталей из материалов, которые не поддаются штамповке;
- резка водой железа, утеплителей, стекловолокна, изоляторов, мрамора и прочих материалов;
- художественная обработка.
Принципы выбора
Выбирая станки гидроабразивные, нужно учитывать следующие критерии:
- площадь рабочего стола, точностью позиционирования рабочего инструмента над его поверхностью;
- тип установленного водяного насоса, его системы охлаждения;
- точность дозирования абразивного материала;
- наличие системы очистки воды;
- тип установленного рабочего инструмента;
- объём бака для воды;
- способ управления — ручной или автоматизированный;
- возможность расширения функциональности;
- стоимость оборудования, наличие гарантии от производителя.
Преимущества и недостатки
Станки для гидроабразивной обработки обладают рядом преимуществ:
- резка заготовок различной толщины без деформирования или термического воздействия;
- минимальные потери материала за счёт малой толщины струи;
- эксплуатация оборудования в непрерывном режиме;
- высокое качество шва: гладкая ровная поверхность с минимальной шероховатостью;
- формирование сложных контуров резки;
- пакетная обработка тонколистовых материалов;
- высокая точность резки;
- при обработке деталь не подвергается механическим воздействиям, поэтому сохраняет прочностные свойства, структуру;
- не требуется применение традиционных рабочих инструментов при резке, требующих аккуратности в работе, частых обслуживаниях, восстановлениях;
- простота эксплуатации, ремонта, обслуживания;
- возможна резка любых металлов или сплавов;
- во время работы отсутствуют выделения вредных химических соединений.
Гидроабразивные станки имеют также и недостатки:
- высокая стоимость используемых абразивных составов;
- малая скорость резки тонколистового металла;
- небольшой ресурс работы режущей головки, а также комплектующих;
- при контактировании с водой железо и сплавы на его основе подвержены коррозионным процессам.

Точность гидроабразивной резки
Производители и стоимость
Станок гидроабразивной резки изготавливается такими известными компаниями: ALICO, Bystronic, Caretta Technology, OMAX, Resato. Для практически всех моделей доступны расходные материалы, комплектующие производства AccuStream, BHDT, Thueringer, UHDE.
Средние цены на оборудование следующие:
- настольные станки с ЧПУ — от 90 тыс. руб.;
- портальные промышленные установки с ЧПУ — от 2,5 млн. руб.;
- специальное оборудование с тремя рабочими инструментами — от 250 тыс. евро.
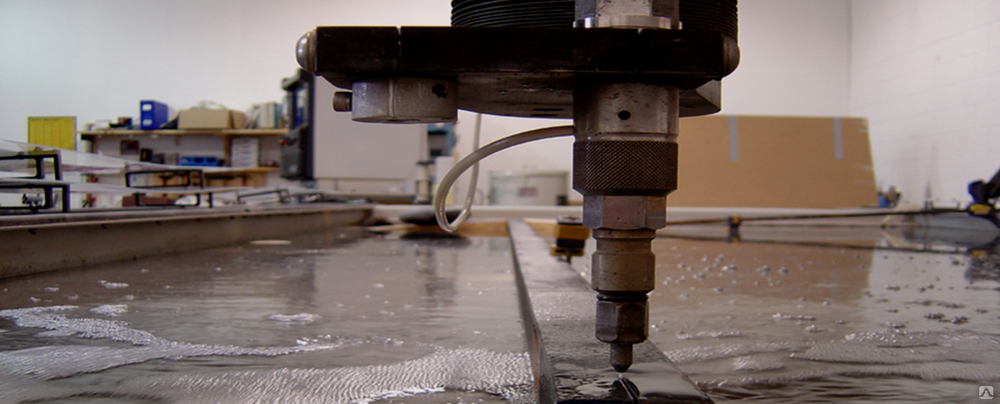
За счет чего выполняется резка
В специальных аппаратах давление воды нагнетается до показателей в несколько тысяч атмосфер. Затем, жидкость подается через ультра тонкое сопло, благодаря чему ударная сила струи возрастает. Таким тонким потоком можно разделять дерево, кожу, пластик. Называется это гидрорезка.
В сочетании с этой технологией, используется более длинное сопло, имеющее внутри смесительную камеру и дополнительный подвод для подачи абразивного материала. Жидкость под давлением здесь играет второстепенную роль, являясь переносчиком твердых частиц. Последние, врезаясь на высокой скорости в основной материал, пронизывают его насквозь, рассекая элементы изделия под углом, заданным соплом. Это называется гидроабразивная резка. Количество и масса абразива зависит от толщины и вида обрабатываемого материала, и настраивается индивидуально для каждой работы.
https://www.youtube.com/watch?v=prkxxpKhKsk
Система приводов станка
Станок оснащен консольной конструкцией с приводом ременного типа для перемещения осей. Привод ременных передач прост в эксплуатации, легко заменяется при поломки и идеально приспособлен для обработки на станках гидроабразивной резки, так как устойчив к воздействию абразивного материала на подвижные части привода.
Для увеличения точности перемещения режущей головки на станок устанавливают линейные индуктивные датчики, что позволят достичь точности позиционирования ±0,001 мм. Перемещение происходит по направляющим линейного типа, что позволяет обеспечить высокую точность позиционирования, плавность хода и сокращение времени на перемещения.
Выносной пульт с маховиком
Для работы на станке удобным является использование маховика и выносного пульта. Это устройство позволяет выполнять поправку или настройку, максимально качественно и быстро.
Бак с абразивом
Устройство бака позволяет пополнять абразив даже во время работы гидроабразивного оборудования, что позволяет значительно сэкономить время.
Бак оснащен датчиками уровнем используемого материала.
Аппарат контролирования постоянного зазора струи резки
Этот аппарат при помощи специального датчика контролирует оптимальное расстояние между обрабатываемым материалом и соплом, в результате этого получается наиболее качественный рез и не позволяет столкнуться подающему смесь соплу с материалом, тот который мы обрабатываем.
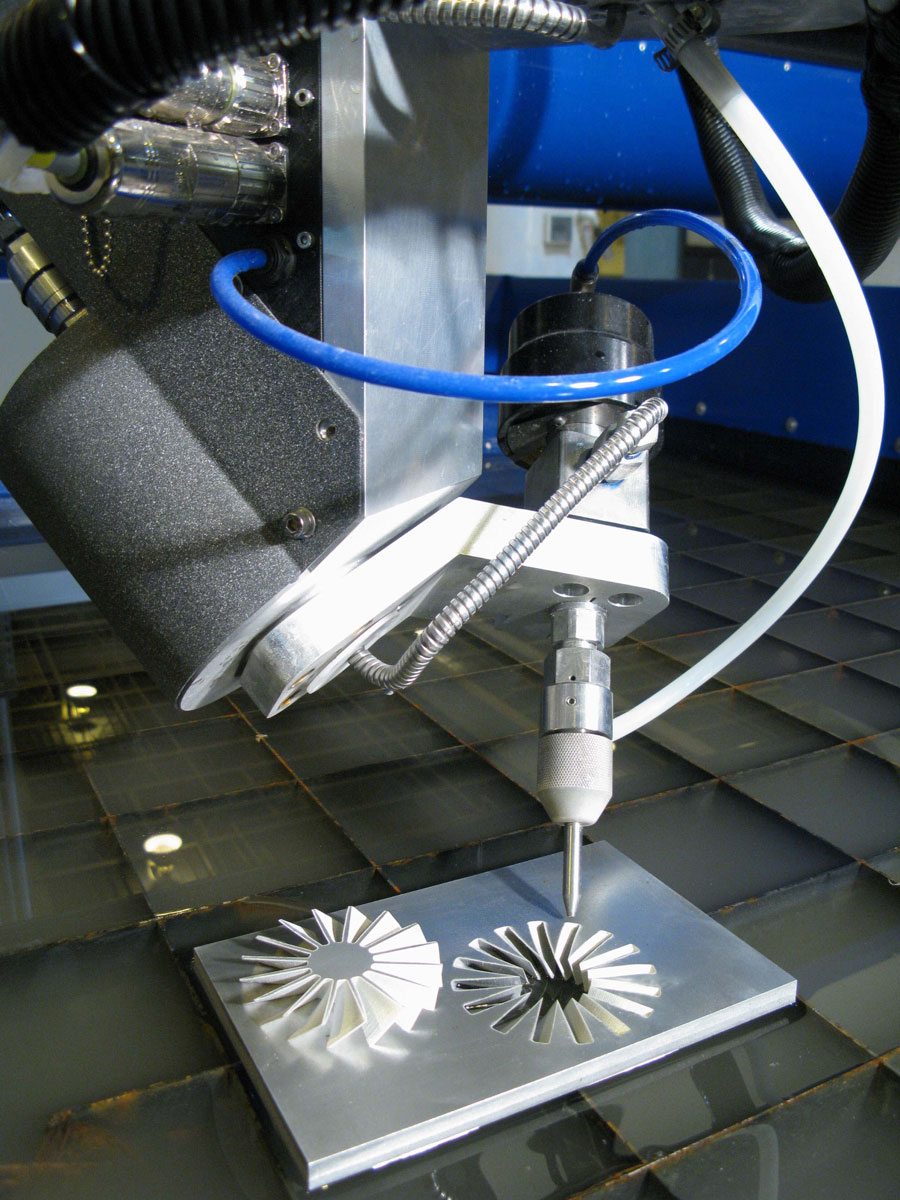
Поворотная голова
Угол поворота головы позволяет поворачивать в 2-х плоскостях с наибольшим углом наклона до 65 градусов, что практически позволяет выполнить снятие фаски, изогнутую плоскость, и для компенсации конуса во время обработки. При обработке сложных плоскостей машина работает с 5-ю координатами.
Система сканирования материала
В процессе обработки деталей на станках гидроабразивной резки появляется проблема, связанная с неровной поверхностью обрабатываемого материала.
Для устранения этой проблемы, на оборудование возможна установка лазерной или ультразвуковой системы сканирования материала. Данная система производит сканирование материала перед обработкой с определенным интервалом, что предоставляет возможность поддерживать заданный зазор в процессе обработки материала и помогает обеспечить высокую точность обработки. При изготовлении маленьких деталей возможно сканирование только точек вреза.
Датчик контроля количества абразива
Контрольный датчик подачи абразива позволяет выполнить проверку подаваемого абразивного материала и количество во время обработки, что предполагает произвести рез без постоянного присутствия рабочего у станка, и даже остановить процесс обработки в результате попадания в режущую головку посторонних предметов или материалов, таких как остатки материала мешка или иной фракции. Спектр возможных значений задается оператором со стойки ЧПУ и в процессе обработки может быть изменён.
Устройство удаления абразива
На ГАО возможна установка системы для удаления отработанного материала и абразивных частиц, которая состоящая из насоса и бака отстойника. Характерной особенностью этой системы является использование мембранного насоса, который максимально прост в обслуживании и подходит для работы в агрессивной среде. Для простоты работы емкость для использованного абразива оснащена быстросъёмными разъёмами для присоединения шлангов и приспособлена для перемещения краном, тельфером или погрузчиком.
Устройство загрузки материала
Гидроабразивные оборудования оснащаются различными приспособлениями для загрузки обрабатываемого материала. Чаще всего применяются кран-балки с тельферами, с механическими или вакуумными захватами; гидравлические и пневматические подъёмные механизмы с регулируемыми рычагами, поддерживающими материал в наиболее важных точках.
Ванна станка
Несущие части станка выполнены из сталей не подвергающихся коррозии и могут легко быть поменяны в случае их поломки и выхода из строя. Для базирования, обрабатываемого материала, на несущие опоры закрепляют быстросъемные ребра, это дает возможность максимально защищать детали станка от воздействия гидроабразива.
Для защиты от образующейся пыли и шума в рабочей зоне, ванна станка оборудована системой быстрого наполнения и удаления воды, что позволяет выполнять резание материала, полностью погружённого в воду. Пыль которая образуется в результате работы станка, оседает в жидкости, при этом уровень шума при резании составляет не более 70 Дб.










Принцип гидрорезки
Технология гидроабразивной резки (ГАР) уникальна тем, что с её помощью возможен раскрой большинства видов материалов. ГАР применяется для резки металла, труднообрабатываемых материалов и сплавов (титана, магнитных сплавов, жаропрочной стали и т.п.), камня, стекла, армированного бетона, композитов, керамики, резины, пластмассы, кожи, бумаги, поролона, пищевых продуктов и др. Для алюминиевых сплавов, меди и латуни акварезка более эффективна, чем лазерная резка, т.к. эти металлы имеют низкую способность к поглощению энергии лазерного излучения и требуют увеличения мощности нагрева.
Расскажем кратко о специфике ГАР. Насос нагнетает высокое давление воды порядка 4000-6000 атм, она проходит через узкую дюзу диаметром 0,1-0,5 мм, при этом разгоняясь до 1200 м/с, что в 3,5 раза выше скорости звука. Так струя воды превращается в режущий инструмент. Добавление абразивных частиц повышает разрушающую силу воды в сотни раз. Противостоять ей не может даже бронированная сталь!
Достоинства ГАР:
- Нет термического воздействия на раскраиваемый материал. Максимальная температура в области реза – 50-90 °C, что открывает возможности для резки, в том числе взрывоопасных материалов. Низкая температура в области реза исключает оплавление и пригорание материала.
- Отсутствует механическая деформация заготовки, т.к. сила воздействия струи небольшая – от 1 до 100 Н.
- Физико-химические свойства материала после раскроя не изменяются.
- Срез получается гладким, не требует дополнительной обработки.
- Использование оборудования с числовым программным управлением (ЧПУ) даёт возможность получения сложного профиля с любым радиусом закругления или острыми углами. При этом соблюдается высокая точность обработки в диапазоне 0,025-0,1 мм.
- Отходы материала минимальны, т.к. толщина реза составляет 0,1-3 мм.
- Возможность начать обработку с любой точки заготовки без предварительного засверливания отверстий.
- Поскольку процесс резки осуществляется с водой, мелких частиц от абразива (пыли) в воздухе практически нет.
- Допустимая толщина разрезаемого материала – 0,1-300 мм.
- Экологическая безвредность.
Наряду с гидроабразивной резкой широко применяется лазерная и плазменная резка. Раскрой материала в двух последних случаях происходит путём его расплавления в области реза. Это накладывает ограничения на область их применения в отличие от универсальной холодной гидрорезки.
Существуют отличия и в максимально допустимой толщине обрабатываемых материалов:
- для гидроабразивной резки – до 300 мм;
- для плазменной резки – до 70 мм;
- для лазерной резки – до 20 мм.
Исходя из указанных параметров видно, насколько акварезка выгодно отличается от других способов резки.
Экспериментальные исследования показывают, что гидроабразивная резка уступает лазерной только при раскрое стали толщиной менее 6 мм из-за низкой скорости обработки. При толщинах более 6 мм лидирует гидрорезка.
Ведущие компании производители гидроабразивных станков
Наиболее известными производителями станков для гидроабразивной обработки материалов являются компании:
- Flow (USA);
- Water Jet Sweden (Швеция) ;
- Jet Edge (USA);
- Resato (Голландия);
- PTV (Чехия);
- Garetta Technology (Италия);
- Alico (Финляндия);
- Bystronic (Швейцария).
Станочное оборудование, используемое для гидроабразивной обработки изделий:
- Flow WMC2 с ЧПУ (USA);
- OMAX JetMaching Center 2626 с ЧПУ(USA);
- Water Jet Sweden NC 1000 с ЧПУ (Швеция);
- Resato R-LCM 1515-1 с ЧПУ(Голландия);
- BarsJet 1510-3.1.1 (Россия).
В России производством станков для гидроабразивной резки занимается компания «Дельта-Интех» с использованием разработок НПО «Барс».
Преимущества и недостатки холодной резки
Достоинства:
- незначительная температура не выжигает с торца химические элементы, тем самым свойства материала не меняются;
- ровная поверхность по резу;
- минимальные потери материала;
- раскрой различных материалов;
- возможность обработки деталей толщиной 300 мм и более;
- технологическая точность;
- чистота обработанной поверхности Ra 1.6;
- минимальное расстояние от торца листа 0,5 мм ;
- контур заготовки любой сложности;
- пакетная обработка листовых материалов;
- отсутствие больших механических нагрузок;
- экологичность;
- взрыво- и пожаробезопасность из-за отсутствия использования горючих газов;
- быстрая замена изношенных сопел;
- точность перемещений, погрешность 25 мкм.
Недостатки:
- дорогой процесс;
- невысокий ресурс работы сопел;
- необходимость использования коррозионно-стойких материалов.
Техника безопасности
Процесс гидроабразивной резки не представляет особой опасности. Расстояние от трубки, из которой выходит струя, до обрабатываемой поверхности – всего 2,5 мм. Это исключает воздействие струи на руку. При превышении давления воды выше допустимого открывается сбросной клапан, который снижает давление до рабочего. Тем не менее при работе на станках следует соблюдать определенные меры безопасности.
- Ни в коем случае не допускайте воздействия струи на тело. Такая струя способна разрезать металл толщиной 150 мм, что уж говорить про руку. Во время работы руки держите на максимально возможном расстоянии от зоны резки. Перед включением станка убедитесь в отсутствии посторонних предметов на пути резки.
- Защищайте глаза и органы слуха. Обязательно используйте защитные очки и беруши (или наушники).
- Не кладите руки на рабочий стол.
Обработка металлических изделий с помощью струи воды и абразива все больше применяется в современной промышленности (в основном, в машиностроении и металлургии). Технология и оборудование постоянно совершенствуются, чтобы избежать существующих недостатков или минимизировать их.
Лидерами в производстве аппаратов для гидроабразивной резки являются американские компании Jet Edge, Flow, OMAX, итальянские WaterJet Corp Inc. и Caretta Technology, голландская Resato, чешская PTV, шведская Waterjet Sweden, финская ALICO, швейцарская Bystronic.
Принцип действия установки для гидроабразивной резки
Во время процесса резки важно придерживаться определенных параметров и соблюдать правила пользования станком. Здесь важно, какое давление воды используется, какой расход, скорость струи, количество подаваемого абразивного материала. На схеме цифрами показаны:
На схеме цифрами показаны:
- 1 – подача воды;
- 2 – сопло;
- 3 – абразивный материал;
- 4 – смесительное устройство;
- 5 – кожух;
- 6 – струя воды и абразива;
- 7 – обрабатываемый материал.
Процесс гидроабразивной резки металла включает в себя 4 этапа:
- Заготовка помещается в ванну с водой и закрепляется. На неавтоматизированном устройстве это нужно делать своими руками, на станке с ЧПУ – с помощью программы.
- В ванну помещается инструментальная головка, в которую подаются вода и абразив. При этом устанавливаются необходимые рабочие параметры (давление воды, расход и т. д.).
- Инструментальная головка направляется на обрабатываемый материал.
- Струя воды и абразива разрезает заготовку.
- Абразивный материал после резки фильтруется и сушится.
Перечисленные этапы при работе устройства постоянно повторяются. Металл разрезается из-за удара частиц абразива. Вода, при этом выступает в качестве носителя режущих частиц (то есть, абразива). В качестве абразива используются:
- кварцевый песок;
- карбид кремния;
- гранатовый абразив;
- электрокорунд;
- оливин.
У перечисленных материалов есть общие преимущества – низкая цена, высокие режущие свойства и твердость. Благодаря твердости и повышенной устойчивости эти материалы можно использовать неоднократно. В отечественной промышленности главным образом в качестве абразива используется кварцевый песок.
Активно данный вид резки применяется для обработки заготовок из легированной стали. Это обусловлено тем, что струя воды и абразива не нарушает состав такой стали. Кроме металлов, можно обрабатывать стекло, камень (природный и искусственный), бетон и железобетон. Но, для каждого материала есть свои пределы по толщине:
- Цветные металлы, сплавы и нержавеющая сталь – максимум 150 мм.
- Композитные материалы, углепластики – максимум 200 мм.
- Природный и искусственный камень – максимум 300 мм.
Видео: резка металла водой.
https://youtube.com/watch?v=78FBX3-l8I8
Принцип работы и разрезаемые материалы
 Резка металлических изделий происходит водяной струей в которую добавляют абразив, после чего она проходит через форсунку. Давление в 200-600 атмосфер позволяет разрезать множество материалов. Работа может осуществляться под любым углом, для этого лишь нужно изменить угол форсунки. В данном случае можно эффективно резать:
Резка металлических изделий происходит водяной струей в которую добавляют абразив, после чего она проходит через форсунку. Давление в 200-600 атмосфер позволяет разрезать множество материалов. Работа может осуществляться под любым углом, для этого лишь нужно изменить угол форсунки. В данном случае можно эффективно резать:







- металлы(черные и цветные) и их сплавы;
- каменные изделия из мрамора и гранита;
- сталь(нержавейка, жаропрочная, легированная);
- бронированное, обычное и композитное стекло;
- керамические изделия (бетон, плитка, керамика, гранит керамический);
- композит;
- резину;
- пластмассу;
- картон.
Резка особо твердого сырья осуществляется водой со специальным песком из минералов. Мягкие материалы(резина, пластик, картон) разрезаются исключительно водой без каких-либо примесей.
Оборудование для гидрорезки
Называют «непыльным». Действительно, стружки фактически нет, вернее, они сразу вымывается водой, получается очень ровный и чистый срез, который, в большинстве случаев, даже не требует шлифовки. Технологический процесс построен на природном явлении водоемов – эрозии, то есть способности размывать берега, при этом обтачивая камни, корни деревьев. Суть остается прежней, но чтобы многократно ускорить воздействие, в жидкость добавляют абразив.
Такая смесь выпускается струей очень высокого напора. Давление доходит до 6 тысяч атмосфер, при этом развивается скорость, которая в три раза превышает распространение звуковой волны в воздухе, – 800-1000 метров в секунду. Две основные задачи оборудования:
- отрыв и вымывание частиц материала заготовки;
- моментальное охлаждение и очищение.
Устройство станка, который режет водой
Классический аппарат имеет множество узлов:
- корпус – обычно состоит из металла, как наиболее износостойкого и долговечного материала, благодаря нему, он достаточно массивный;
- емкость для воды – крупная, обычно не меньше двух кубических литров, но может быть больше;
- мощный насос – он выполняет важную функцию, нагнетает высокое давление и направляет жидкость из резервуара в место объединения двух компонентов;
- прочные шланги – соединяют все узлы;
- отсек для хранения и подачи абразивных частиц;
- смеситель;
- инструмент – он регулирует мощность струи, ее ширину, направление;
- плоскость, на которой расположена заготовка и будет происходить работа;
- блок управления.
Большинство станков оснащены ЧПУ, инженер только руководит процессом с помощью пульта, но не занимается резкой вручную. Это удобно – нет негативного воздействия на обслуживающего машину человека и при этом достигается отличная точность. Еще одно достоинство ЧПУ – возможность использования программ для автоматизированного проектирования, на которых можно создавать проект в формате, совместимым с блоком управления.
Особенности устройства основных узлов
Уникальность установки заключается во многих отличиях, начиная с рабочего стола. Вместо привычной плоскости здесь представлена ванна с неглубокими бортами. Она оснащена ребрами для захвата и фиксации заготовки, они быстро снимаются и накладываются. Также емкость быстро набирается жидкостью, а затем сливается. Постоянное нахождение металла в водной среде позволяет избавить производство от шума и пыли. Емкость, которая содержит абразивные частицы, легко вынимается, имеет функцию пополнения даже в ходе работы, а также оснащена датчиками, контролирующими количество смеси.
Очень важна система перемещения инструмента. Она поставлена на ремни, которые двигают резак по линейным плоскостям. используются именно ремешки, а не цепи, так как они более невосприимчивы к влаге, а также у нечаянному попаданию абразива. Дополнительное преимущество – их легко менять при износе. Подробнее об устройства посмотрим на видео:
Технология резки
Вода, нагнетаемая насосом до сверхвысокого давления порядка 1000–6000 атмосфер, подается в режущую головку. Вырываясь через узкое сопло (дюзу) обычно диаметром 0,08–0,5 мм с околозуковой или сверхзвуковой скоростью (до 900–1200 м/c и выше), струя воды поступает в смесительную камеру, где начинает смешиваться с частицами абразива – гранатовым песком, зернами электрокорунда, карбида кремния или другого высокотвердого материала. Смешанная струя выходит из смесительной (смешивающей) трубки с внутренним диаметром 0,5–1,5 мм и разрезает материал. В некоторых моделях режущих головок абразив подается в смесительную трубку. Для гашения остаточной энергии струи используется слой воды толщиной, как правило, 70–100 сантиметров.
Рисунок. Схема гидроабразивной резки
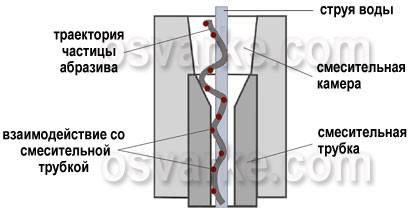
Рисунок. Схема смешивания частицы абразива
При гидрорезке (без абразива) схема упрощена: вода под давлением вырывается через сопло и направляется на разрезаемое изделие.
Таблица. Характерная область применения технологий резки водой
| Гидрорезка | Гидроабразивная резка |
| Кожа, текстиль, войлок (обувная, кожаная, текстильная промышленность) | Листы из сталей, металлов |
| Пластики, резиновые изделия (автомобильная промышленность) | Различные металлические детали (отливки, шестерни и др.) |
| Электронные платы | Сплавы алюминия, титана и др., композитные материалы, толстостенные пластмассы (авиационная и космическая промышленность) |
| Ламинированные материалы (авиационная и космическая промышленность) | Бетон, железобетон, гипсовые блоки, твердая брусчатка и др. строительные материалы |
| Теплоизоляционные, уплотнительные и шумопонижающие материалы | Камень, гранит, мрамор и др. |
| Продукты питания – замороженные продукты, плотные продукты, шоколад, выпечка и др. | Стекло, бронированное стекло, керамика |
| Бумага, картон | Комбинированные материалы, материалы с покрытием |
| Дерево | Дерево |
| Термо- и дуропласт | Армированные пластики |
При гидроабразивной резке разрушительная способность струи создается в гораздо большей степени за счет абразива, а вода выполняет преимущественно транспортную функцию. Размер абразивных частиц подбирается равным 10–30% диаметра режущей струи для обеспечения ее эффективного воздействия и стабильного истечения. Обычно размер зерен составляет 0,15–0,25 мм (150–250 мкм), а в ряде случаев – порядка 0,075–0,1 мм (75–100 мкм), если необходимо получение поверхности реза с низкой шероховатостью. Считается, что оптимальный размер абразива должен быть меньше величины (dс.т. – dв.с. )/2, где dс.т. – внутренний диаметр смесительной трубки, dв.с. – внутренний диаметр водяного сопла.
В качестве абразива применяются различные материалы с твердостью по Моосу от 6,5. Их выбор зависит от вида и твердости обрабатываемого изделия, а также следует учитывать, что более твердый абразив быстрее изнашивает узлы режущей головки.
Таблица. Типичная область применения некоторых абразивных материалов при резке
| Наименование | Характерная область применения |
| Гранатовый песок (состоит из корунда Al2O3, кварцевого песка SiO2, оксида железа Fe2O3 и других компонентов) | Широко распространен для резки различных материалов, в особенности высоколегированных сталей и титановых сплавов |
| Зерна электрокорунда (состоит преимущественно из корунда Al2O3, а также примесей) или его разновидности | Искусственные материалы с очень высокой твердостью по Моосу. Используются для резки сталей, алюминия, титана, железобетона, гранита и др. материалов |
| Зерна карбида кремния (SiC) – зеленого или черного | |
| Кварцевый песок (SiO2) | Резка стекла |
| Частицы силикатного шлака | Резка пластика, армированного стекло- либо углеродными волокнами |
Сопла обычно изготавливают из сапфира, рубина или алмаза. Срок службы сапфировых и рубиновых сопел составляет до 100–200 часов, алмазных сопел – до 1000–2000 часов. При гидрорезке не применяются рубиновые сопла, а сапфировые обычно служат в 2 раза дольше.
Смесительные трубки изготавливают из сверхпрочных сплавов. Срок службы – как правило, до 150–200 часов.
Преимущества метода
Разрезание материалов при помощи струи воды и твердофазных частиц имеет несколько преимуществ:
- возможность разделывать любые виды твердой материи (включая: сталь, бетон, титан, брусчатку, мрамор, стекло, дерево, керамику);
- тонкость реза;
- способность вырезать произвольные формы на изделии (круги, трапеции, ромбы, арки и т. д.);
- отсутствие деформаций, которые возникают при работе с пропан-кислородным пламенем;
- высокое качество реза (ровные края без наплывов, нет сильной ребристости на боковых сторонах изделия);
- возможность проводить работы на материалах, чувствительных к высоким температурам (ламинат и др.);
- экологическая чистота всех происходящих действий, не вредящая здоровью рабочего и окружающей среде;
- отсутствие пожарной опасности.
Ручная резка
В некоторых случаях станками может управлять квалифицированный оператор. В этом режиме все настройки приходится выставлять в ручном режиме, что не всегда особенно удобно. Но имеют ручные способы резки металла и немало преимуществ, к числу которых относятся следующее:







- Стоимость такой работы обходится примерно в полтора раза дешевле.
- Профильное образование оператора при этом, как ни странно, не имеет особого значения. Дело в том, что ручное управление такими станками довольно просто, и не имеет большого количества сложных функций. Это оборудование используется в тех случаях, когда необходимо вырезать детали, имеющие простую геометрическую форму.
- Функциональность станков при этом остается на прежнем уровне. Ровный срез, просверливание отверстий и прочие простые операции – все это можно делать и при ручном управлении. Кроме того, есть возможность обработки не только металлопроката, но и прочих материалов.
Надеемся, что вы поняли, как происходит резка металла водой. Данный метод чрезвычайно распространен в современной промышленности, с его помощью можно изготовлять детали практически любой формы и конфигурации.
Скорость резки
Чтобы края разрезаемого материала имели ровные линии и минимальную ребристость, важно правильно устанавливать скорость гидроабразивной резки, которая заключается во времени ведения головки аппарата над поверхностью. Этот параметр задается исходя из видов и структуры изделия, его толщины, и применяемого абразива
Главным визуальным показателем будет прорезанная кромка с углом в 90 градусов с каждой стороны. Это означает абсолютно ровный рез.
Если же ширина на верхней части поверхности больше, чем на нижней, то разрез примет форму конуса. Это послужит сигналом для снижения скорости, иначе придется затратить больше времени на последующую обработку изделия. При работе с толстыми материалами (от 30 мм), появляется сферообразная форма реза, имеющая тонкий вход и выход, и расширяющуюся среднюю часть. Это происходит за счет увеличенного времени преодоления толстой стенки, вследствие чего абразив успевает выбить больше внутреннего материала. Здесь ничего сделать уже нельзя.
Зависимость скорости реза от толщины стенки приводится в таблице. Условное давление установлено в 4000 атмосфер, а диаметр сопла 0,25. Значение скорости приведено в м/ч.
| Материал | Толщина изделия, 5 мм | 10 мм | 20 мм | 50 мм | 100 мм |
| Стекло | 272.75 | 148.6 | 67.9 | 19.6 | 7.25 |
| Нержавейка | 52.6 | 28.55 | 13.02 | 3.83 | 1.45 |
| Углепластик | 247.1 | 134.6 | 61.75 | 17.7 | 6.5 |
| Титан | 68.45 | 37.1 | 16.97 | 4.98 | 1.85 |
| Алюминий | 142.1 | 77.3 | 35.3 | 10.1 | 3.7 |
| Мрамор | 295.1 | 160.7 | 73.4 | 21.25 | 7.7 |
| Гранит | 251.3 | 137.2 | 62.75 | 18 | 6.5 |
Несмотря на хорошие показатели, гидроабразивная резка все же отстает от плазменной и лазерной. Этот метод отличается и многочисленными расходами по заменам комплектующих (сопла и трубки истираются, уплотнители под высокое давление изнашиваются), а также затратен по воде, электроэнергии и твердым веществам. При работе аппаратом стоит громкий шум. Но благодаря взаимодействию с любыми материалами и небольшому нагреву поверхности (около 70 градусов) гидроабразивная резка и дальше широко используется на предприятиях.
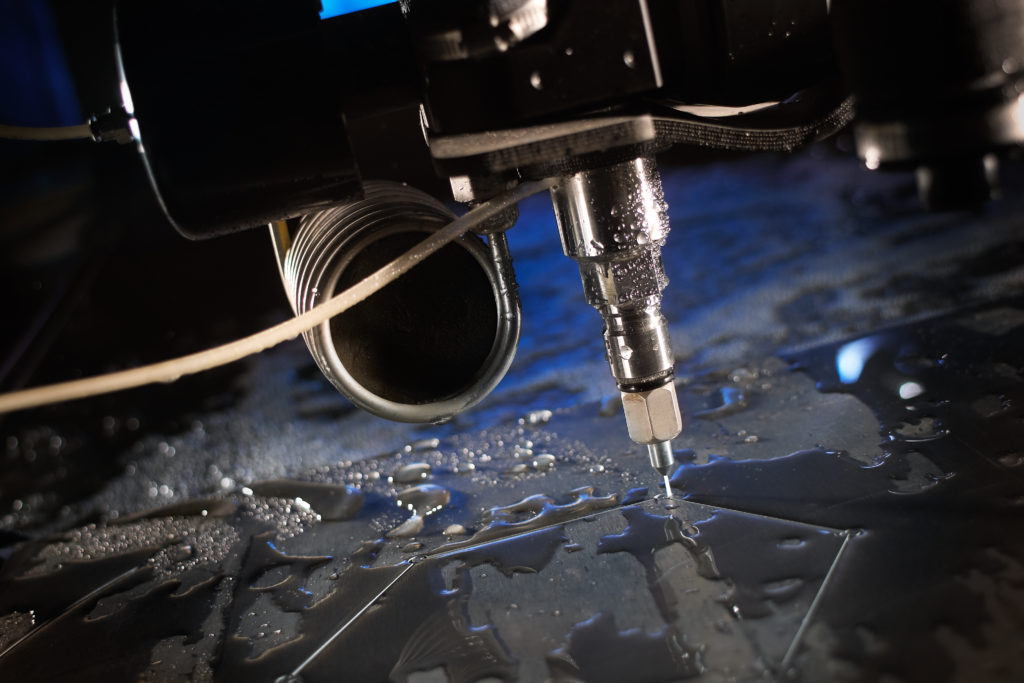
Принцип работы
Водопроводная вода очищается от примесей. После этого воду подают в насос, где сжимают ее под давлением 4 000 бар и подают в сопло режущей головки. Режущая головка закреплена на опоре, которая перемещается вперед и назад по рабочему столу. Когда клапан открыт, поток воды вытягивается из сопла, диаметр которого составляет Ø 0,10-0,5 мм. В этом случае его скорость достигает 900 м /с. Смеситель для смешивания абразива, куда поставляется абразивная ткань, находиться немного ниже сопла. Вода смешивается с абразивом и ускоряет его частицы до 250 м/с на длине 7-10 см. Смесь с очень большой скоростью вступает в контакт с обрабатываемым материалом, закреплённым на рабочей плоскости и разрезает его. Смесь воды, абразива и мелких частиц разрезаемого материала оседает под рабочим столом на дне ванны.
Ванна перед началом работы должна быть заполнена водой, для эффективного гашения потока. Если используется устройство системы удаления осадка, то ванна механически очищается, и поэтому оборудование может работать беспрерывно. При очищении вручную, станок нужно выключать на 1-2дня. Все механизмы установки контролируются узлом ЧПУ, который контролирует насос, открывает и закрывает водяной и абразивный клапаны, а также отвечает за перемещение опоры и режущих головок. Процесс струйной резки абсолютно пожара — и взрывобезопасный.
Эксплуатация станков с ЧПУ
Прогресс в плане гидроабразивной резки металла развивался бурно, и станки такого типа решили оборудовать ЧПУ. Числовое программное управление позволило добиться большей точности в резке и значительно ускорить процесс. В сравнении с работой мастера своими руками, управляемый электроникой станок может вырезать более сложные формы и проводить резку под различными углам.
 Оборудование ЧПУ
Оборудование ЧПУ
Станки с ЧПУ используются для изготовления заготовок из различных сталей, алюминия, меди, бронзы и других широко распространенных металлов.
Преимущества гидроабразивных станков с ЧПУ выражается в таких моментах:
- Такой станок работает строго в соответствии с заданной программой. При этом изготовление серийных деталей может проводится по индивидуальному программному обеспечению.
- На станках с ручным управлением давление струи может быть выбрано неправильно, что приведет к браку заготовки. Оборудование с компьютерным управлением такую погрешность исключает: ЧПУ контролирует качестве среза и в автоматическом режиме выбирает правильный режим.
- С помощью программного обеспечения оператор может сделать отверстия в определенных местах заданного диаметра.
- После обработки заготовки на гидроабразивном станке деталь получается полностью готовой: ее не требуется шлифовать, обтачивать или проводить какую-либо еще дополнительную обработку.





