

Полезные советы
Рекомендуется всю конструкцию окрасить, поскольку она будет использоваться во дворе, а не дома. Своевременная покраска не позволит ей заржаветь.
Не используйте деревянный листогиб для сгибания листов толще чем 1 мм – это приведёт к его быстрой поломке. Он не рассчитан на такое усилие.
Не используйте, наоборот, слишком мощный листогиб для тонкой стали. Слишком быстрое сгибание приведёт к надлому листа, в результате образуется трещина. Особенно трещины разрушают со временем обычные оцинкованные листы. Каждое устройство рассчитано для определённой нагрузки.
Гнуть сталь толщиной более 2 мм на мощном листогибе одному рабочему подчас не по силам. Даже когда у листогиба длинные рычаги, может потребоваться помощь других рабочих. На профессиональных ручных листогибах рабочие гнут стальные листы вдвоём, втроём либо используют механическое устройство с 12-киловаттным двигателем. Последний вариант применим на фабрике, где из полос готовой листовой стали изготавливают, например, кровельные гофрированные листы, «коньковые» уголки, короба, Г-образные полосы для порогов и несколько иных видов продукции.
Любой листогиб подвергается постепенному износу, даже если он сверхпрочный и сверхкачественный. Движущиеся, трущиеся поворотные детали (петли, подшипники) необходимо смазывать хотя бы раз в год – при редкой, эпизодической работе. Частая и долгая работа может потребовать смазки раз в месяц, квартал – эти части испытывают усиленную перегрузку и не лишены трения окончательно. Проверяйте направляющие кромки – со временем они также могут подтупиться и зазубриться, и листовое железо гнётся хуже и грубее, с неровностями и помятыми участками.
Не используйте в качестве материала листы из нержавейки. Значительная вязкость такого сплава делает эти листы трудными в обработке.
Изготавливая листогиб, избегайте сварных соединений, которым вредят нагрузки, постоянно меняющие направление на противоположное.
Старайтесь сделать станок предельно простым, не прибавляя ненужных деталей. Простота – друг надёжности. Лишние детали могут прибавить дополнительный вес.


Листогиб не подходит для сгибания заготовок, используемых затем в художественной ковке – его нож не рассчитан на фигурное разрезание заготовок из стали от 2 мм. Нож листогиба в основном режет только прямо. Используйте специализированные станки для металлообработки иного уровня, решающие эту задачу.
Работая с электроинструментом, включая механизированные листогибы, используйте перчатки, защитные очки и спецодежду
Это уменьшит вероятность получения травмы при неосторожном движении. Амуниция рабочего не должна цепляться при работе за само устройство
Использование станков с ЧПУ на производстве
Листогибочные станки с ЧПУ применяются в следующих целях:
- изготовления конструктивных элементов для кровли, систем отвода осадков, снегоуловителей;
- производстве корпусов бытовой техники;
- создании профилей для окон, элементов ограждений;
- производстве электрооборудования: распределительных щитов, трансформаторных корпусов, креплений;
- изготовлении мебельной фурнитуры, огнеупорных шкафов, скамеек;
- производстве специализированных деталей для промышленности: защитных экранов, щитков, корпусов, профильных деталей;
- изготовлении корпусных элементов автомобилей, а также спецтехники.
Наличие числового программного управления позволяет автоматизировать работу, быстро перестраивать оборудование под изготовление различных деталей. Система корректирует и контролирует обработку, учитывает погрешности, компенсирует нагрузку, реализует режимы энергосбережения.
4 Для любителей физических нагрузок
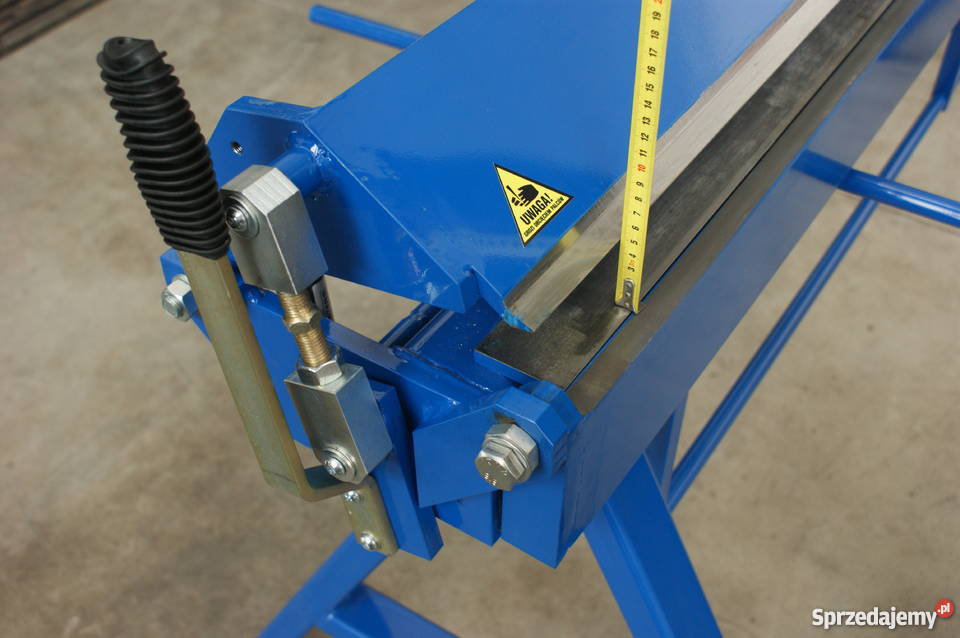
К ручным станкам относится простейший листогиб-гильотина, который часто можно встретить в небольших мастерских либо частных гаражах. Он не отличается большими габаритами, при этом позволяет работать с металлом толщиной до 3 мм. В основном угол сгиба небольшой. Однако встречаются агрегаты, позволяющие согнуть тонкостенный металл на 360 градусов. С гильотиной вы даже у себя дома можете сделать довольно сложные элементы конусной либо цилиндрической формы, из которых в дальнейшем собираются системы слива, воздуховоды и разные декоративные изделия.
 На фото – ручной листогиб-гильотина
На фото – ручной листогиб-гильотина
Наиболее востребованный на сегодняшний день ручной роликовый листогиб. Работать с ним очень легко. Необходимо просто вставить заготовку между загибочными роликами, а далее плавными поступательными движениями сделать необходимый загиб. Правда, угол не превышает 90 градусов, а вот длина не ограничивается. Некоторые требования предъявляются и к исходному материалу. Толщина листов должна быть не более 0,8 мм. Подобные агрегаты имеют небольшой вес, обычно не превышающий 2 кг, так что вы свободно сможете брать роликовый листогиб прямо на объект, даже на крышу.
Листогибочное оборудование польского производства и его особенности
Листогибы польского производства в нашу страну поставляются от компаний Metalmaster, и Mazanek. При этом листогиб Mazanek представляет собой довольно удачную компиляцию от оборудования Tarco max (которое уже не поставляется в Россию). При достаточно высоком качестве сборки (не в пример китайским моделям) продукция Metalmaster ориентирована на потребителей, обрабатывающим давлением стальные листовые заготовки. Конструкция проходных листогибов от Metalmaster весьма надёжна и прочна, имеет достаточный запас прочности. Уникальность некоторых моделей (например, Bertech) подтверждена рядом патентов. Листогибы Metalmaster эффективны при гибке тонколистового металла с толщиной 0,6 — 1,0 мм. При этом агрегаты Metalmaster могут устанавливаться в самых неприхотливых условиях, поскольку все основные узлы листогибов Metalmaster последовательно проходят упрочняющую обработку и антикоррозионное покрытие.
Отличительные особенности польских листогибочных станков от Metalmaster и Mazanek:
- проходная схема оборудования, при этом профильные ножи изготавливаются из высокостойких инструментальных материалов и допускают свою многократную заточку;
- оригинальная система устранения пружинения на всех листогибах Metalmaster, что положительно влияет на точность;
- широкий диапазон габаритных размеров деформируемого листа;
- наличие удобных координатных приспособлений для гибки по сложным контурам и последующей отрезки ножом.
Важно отметить также долголетние традиции производства от компаний Metalmaster и Mazanek, что положительно сказывается на качестве самой техники, удобстве и простоте регулировки и стабильности технических характеристик в процессе эксплуатации
Особенности
Листогиб гидравлический подходит для производства изделий с обширной степенью изгиба, а также для получения деталей полукруглой и конусной формы. Устройства подобного типа не имеют плавной регулировки и высокой мощности, поэтому они не всегда удобны при работе с цветными металлами и заготовками из тонколистного материала.







Среди разновидностей листогибов стоит выделить кривошипное оборудование, в основе которого находится электродвигатель с приводом, обеспечивающим движение матрицы в результате вращения вала. Управляется подобная аппаратура рычагом или педалями, настройка может быть как программной, так и ручной.
Факторы, определяющие конструктивное решение листогибочного оборудования
Как уже отмечалось, устройства для гибки листового металла могут иметь ручной или электромеханический привод. Оптимальный выбор будет зависеть от следующих обстоятельств:
- от условий, в которых будет размещаться листогибочные агрегат (площадь, наличие/отсутствие энергоснабжения, возможность монтажа мобильного устройства, способного к переустановке на новое место эксплуатации);
- от финансовых, а также технических возможностей для заказа и приобретения рабочего инструмента (ножей, пуансонов, матриц, упоров). Например, сегментный листогиб потребует комплекта рабочего инструмента («пуансон-матрица», нож) в достаточном ассортименте. В противоположность ему роликовый листогиб способен деформировать различные заготовки одним и тем же комплектом рабочих роликов. Учитывая, что в техническом смысле листогибочная оснастка весьма сложна в изготовлении, и требует применения качественных инструментальных сталей (У12А, ХВГ, 9ХС), затраты на инструмент будут весьма заметными;
- от вида выпускаемой продукции. В частности, если технические возможности и устройство листогиба более всего соответствуют требованиям кровельного производства, то несомненное преимущество получают ручные станки, изготовление которых можно наладить на собственной ремонтной базе предприятия. То же самое относится к электромеханическим листогибам. В проходных агрегатах непрерывного действия, где необходимы также отрезные ножи, будут заинтересованы прежде всего производители профилированного настила.
Чертеж деревянного листогиба
Для аккуратного изгибания полос листового железа, например при изготовлении отливов, можно соорудить несложное приспособление из досок.
Схема деревянного листогиба:
| Для сборки потребуется: | 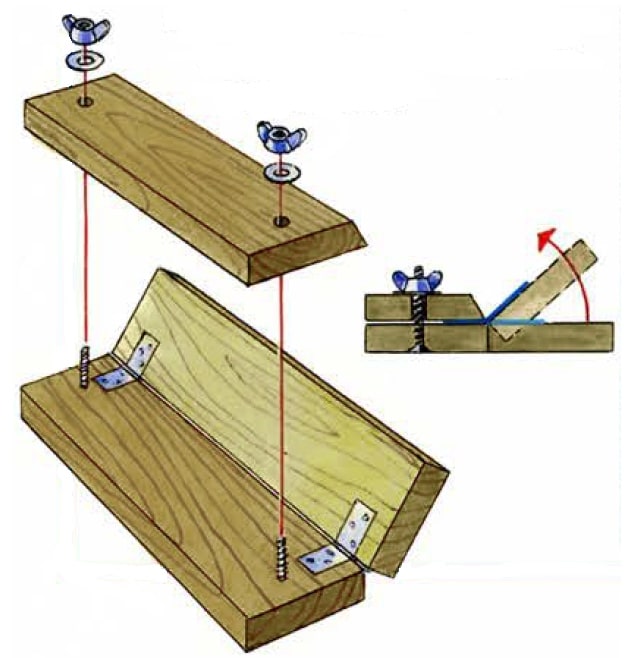 |
| Три доски. Размер досок — на ваше усмотрение. | |
| Две петли (лучше мебельные). Если конструкция длинная — для надежности используйте больше петель. | |
| Два болта с барашковыми гайками и шайбами. |
Два отрезка досок соединяются петлями, а третий со скосом используется как прижим для сгибаемой полосы.
Использовать конструкцию просто:
- Опустив гайки, нужно просунуть полосу железа между зажимом и основанием.
- Выровнять по разметке.
- Зафиксировать полосу затягиванием барашковых гаек.
- Поднять доску и получить сгиб.
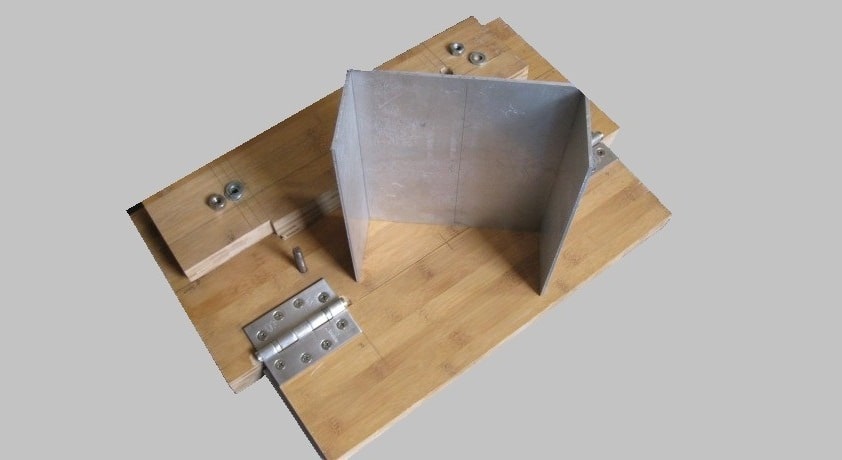 Деревянный листогиб
Деревянный листогиб
Для чего нужен скос на третьей доске? Для сгибов по более острым углом. Также скос необходим для сгибов под прямым углом, так как жесть нужно немного перегибать.
Из рассмотренных листогибов, изготовленных своими руками, вы, в зависимости от цели использования, можете выбрать оптимальный вариант — мощный металлический или простой деревянный.
Гибка металла этапы технологического процесса
Процесс гибки металла состоит из нескольких шагов:
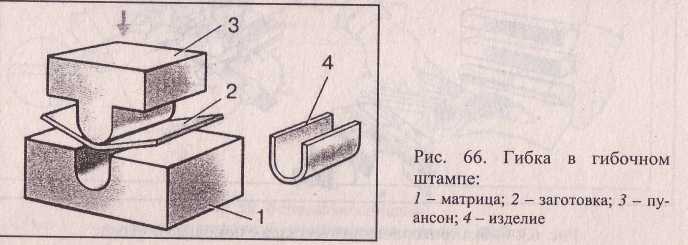
Гибка металла в гибочном штампе
После ее получения необходимо выполнить контрольно-измерительные операции. Эту работу выполняет или сменный мастер или сотрудник отдела технического контроля. Для выполнения этой операции необходимо использовать поверенный мерительный инструмент — линейку, рулетку, угломер и пр.
При выявлении каких-либо дефектов, необходимо внести изменения или в настройки оборудования или в текст управляющей программы.
Только после прохождения технического контроля деталь может быть допущена к дальнейшему использованию. В противном случае некондиционную продукцию надо отправлять или на переделку, или на утилизацию.
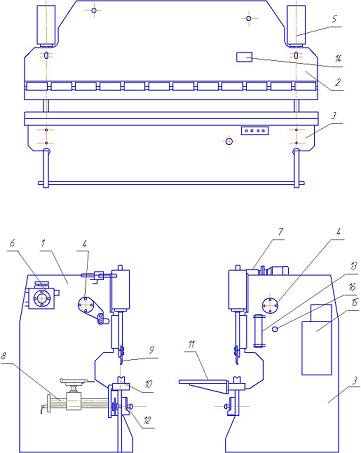
Устройство листогибов

Оборудование состоит из нескольких основных узлов:
- Cтанины или стойки. К узлу крепятся остальные детали, станина и стойка выполняют несущие функции.
- Прижимной и основной планки. К узлам фиксируют рабочий инструмент и заготовки. Гибка металла осуществляется перемещением гибочной балки.
- Привода. Оборудование комплектуется ручным, электрическим или гидравлическим приводом. Силовые агрегаты или передаточные механизмы ручных машин развивают усилие, необходимое для обработки.
- Блока управления и передаточного механизма. Узлы предназначены для включения и отключения привода, передачи и регулирование усилия гиба.
Станки также могут комплектоваться пневматическим компенсатором для компенсации усилий оператора, системой компенсации прогиба, ножной педалью включения и отключения, газовым или механическим упором для фиксации прижимной балки.
Как повысить прочность креплений станка
Многие начинающие мастера изготавливают самодельные приспособления без основания. Это листогибы, которые закрепляются на верстаке с помощью струбцин. При активной работе с таким механизмом крепления будут расшатываться. Мастеру нужно постоянно зажимать крепёжные элементы. Чтобы избавиться от этого недостатка, нужно сделать опорную балку, собрать основание из швеллеров, поставить раскосы из металлических уголков.
На основании нужно сделать рабочий стол. Для этого на конструкцию нужно закрепить лист металла со стопорами, которые будут ограничивать глубину закрепления заготовок.
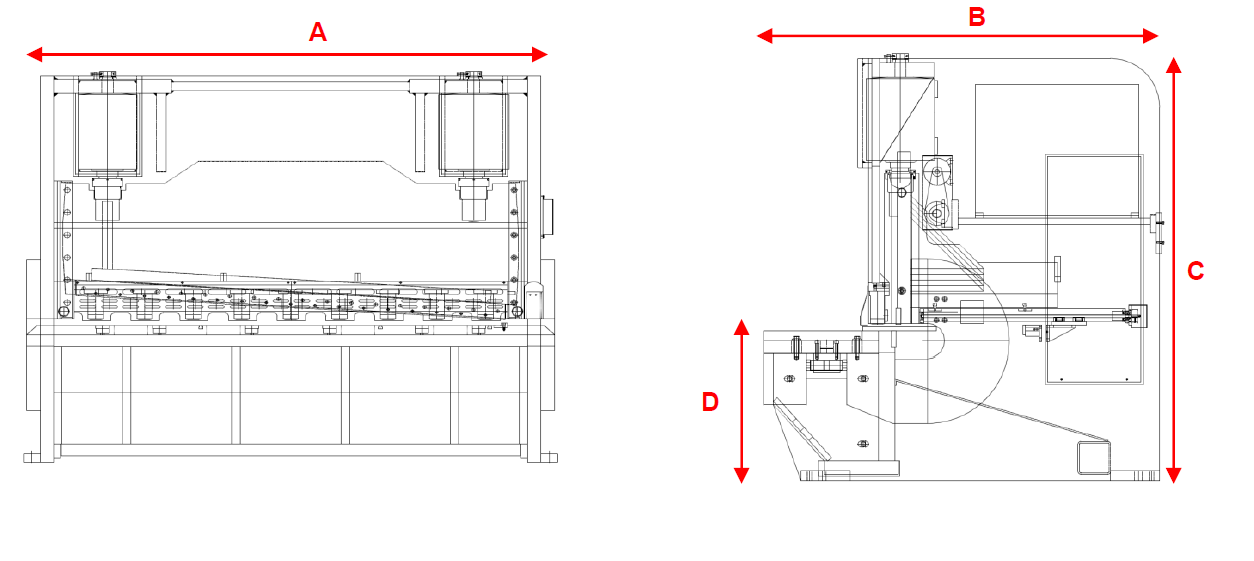
5 Обзор листогибочных прессов с числовым программным управлением
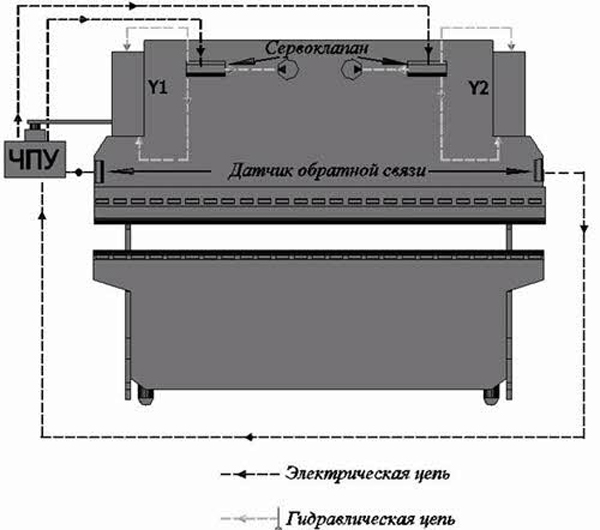
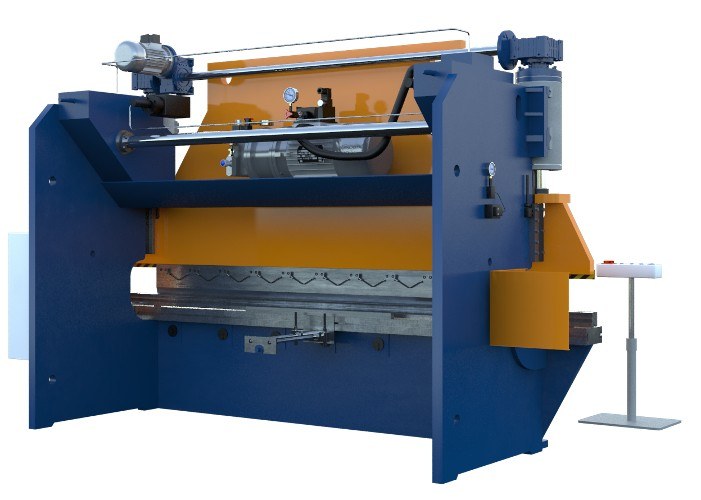
Гидравлические агрегаты для гибки металлов в наши дни оснащаются системами ЧПУ. Такое оборудование отличается особой точностью и эффективностью выполнения работ. На отечественном рынке представлены листогибочные станки многих известных производителей из Европы. О некоторых компаниях и их продукции мы расскажем немного подробнее.

Популярными считаются листогибы португальской марки Adira, выпускаемые в городе Порту. Российские предприятия закупают оборудование серии РН (модели 16060, 30060, 40070, 50070, 60060, 110080, 135070 и др.), которое снабжается двигателями разной мощности (от 15 до 110 кВт), скоростью гибки (от 6,5 до 10 мм/сек) и усилием прессования (от 160 до 2000 тонн). Все оно характеризуется далее приведенными эксплуатационными преимуществами:
- компактные размеры гидравлических станций;
- стабилизированная моноблочная прочная траверса;
- наличие двух сервоклапанов с автоматическим управлением;
- гидравлическая и электрическая защита от перегрузок;
- простая настройка показателя опускания траверсы и программирование всех без исключения величин технологического процесса;
- высокопроизводительные числовые цветные контроллеры с русификацией;
- мощный упор (задний) с четырьмя управляемыми осями.

Также хорошо известны агрегаты под брендом MetalMaster (модели 2563К, HPJ-к 1340, 2580, 32200), имеющие много функциональных возможностей, надежную гидравлику, современную аппаратуру и конструкцию из термически обработанных сварных составляющих. Данные листогибы управляются числовым комплексом ESTUN, позволяющим выполнять пошаговое программирование любого числа рабочих операций в дюймовой и метрической системе координат.
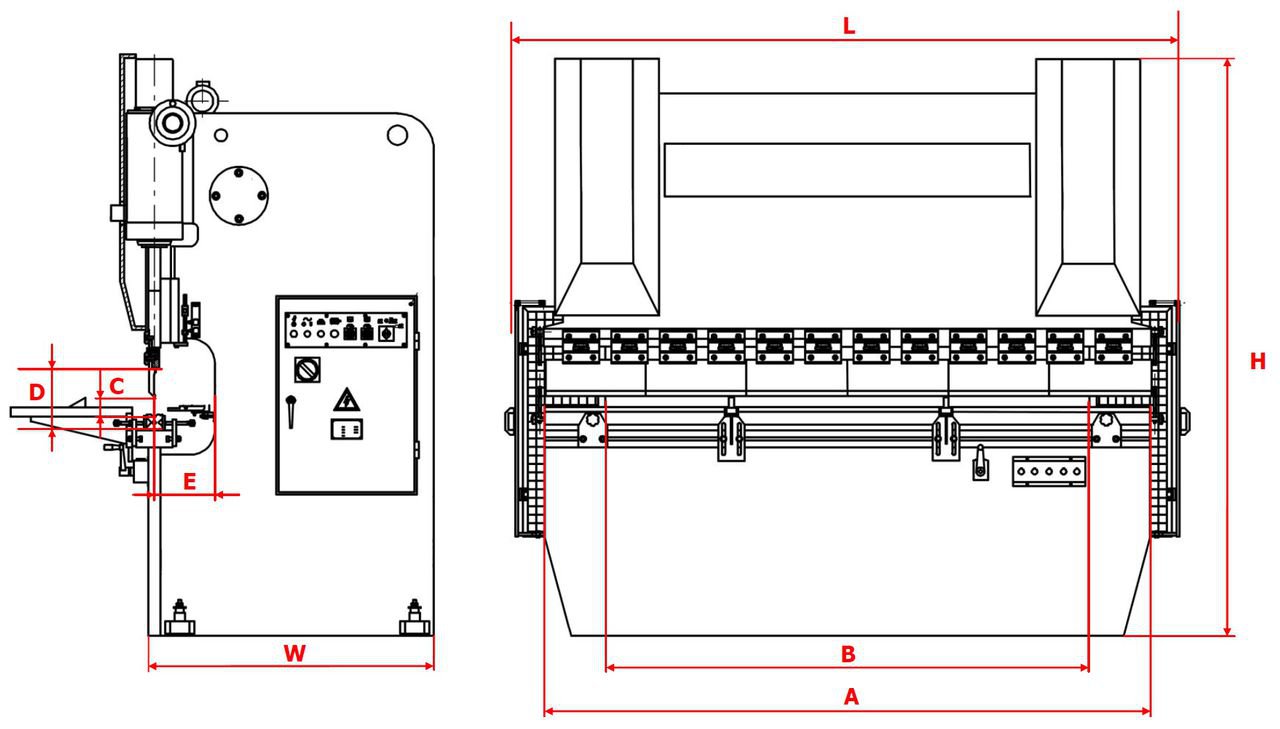




Принципы выбора
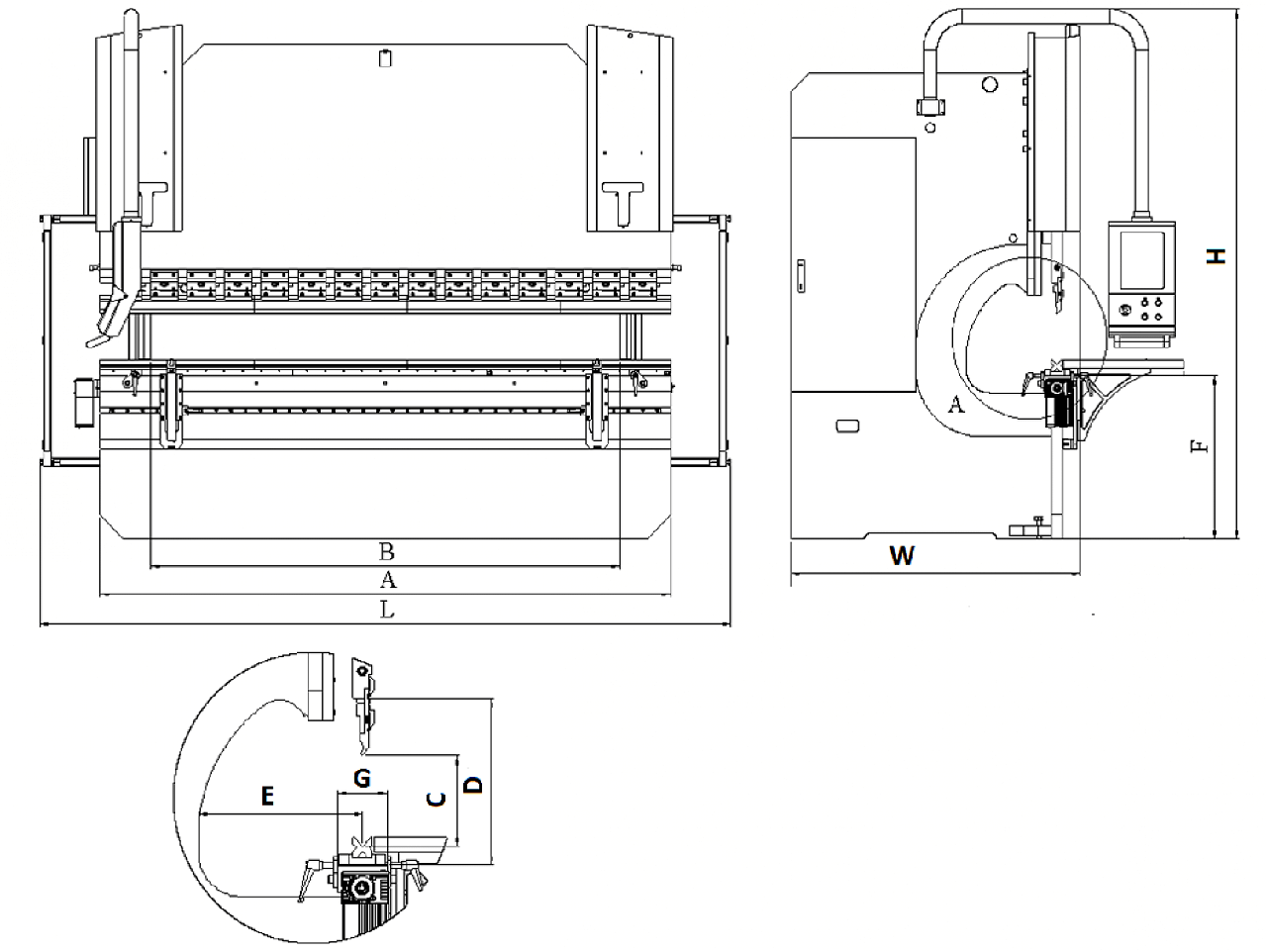
При выборе листогибочного пресса с ЧПУ нужно учитывать следующие критерии:
- длину оборудования, определяющей максимальные параметры для гибки листового металла;
- предельно развиваемые усилия рабочего инструмента на заготовку, позволяющие определить способность обработки конкретных типов металлов, допустимую толщину обрабатываемого металла;
- скорость гибки листов, производительность работы;
- ширину станка между двумя торцевыми стойками;
- высоту верхней мёртвой точки, на которую может подниматься траверса;
- тип установленного ЧПУ, объём памяти, модель и производитель;
- вид механического привода;
- уровень шума при работе;
- требования к условиям эксплуатации, обслуживанию, наличие в продаже запчастей для ремонта;
- уровень сложности управления;
- мощность силового агрегата, приводящего в движение траверсу;
- функциональность, возможность её расширения;
- качество сборки.

Толщина обрабатываемого металла
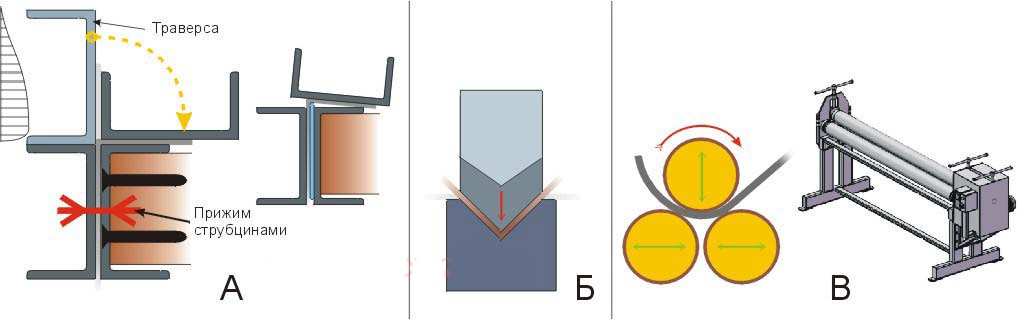
Классификация схем гибки листового металла
В зависимости от поставленных задач различают:
- свободную гибку, при которой деформирование металла производится в результате приложения изгибающего момента к определенному участку поверхности заготовки. в большинстве случаев свободная гибка выполняется непрофилированным инструментом, его главной особенностью является точное соблюдение радиуса гибки;
- гибку с калибрующим ударом, при которой заготовка обжимается по специальной матрице. для повышения уровня универсальности гибочного инструмента для калибрующей гибки, его часто выполняют сегментированным. деформирование производится приложением к заготовке усилия, а не момента;
- гибку с растяжением. процесс применяется для деформирования малопластичных металлов и сплавов (в частности, высокоуглеродистых сталей, сплавов алюминия с марганцем). при этом к краям заготовки во время деформирования прилагаются растягивающие напряжения;
- гибку роликовым инструментом, которую часто совмещают с профилированием непрерывного листового материала и отрезкой ножами. такая гибка носит локальный характер. усилие при этом незначительно, что позволяет вести процесс на автоматизированном оборудовании повышенной производительности.
Схемы гибки на листогибочных станках
Выбор оптимального способа гибки устанавливается следующими факторами:
- характером изменения оси заготовки после гибки;
- физико-механическими характеристиками деформируемого материала;
- производительностью гибки и последующей отрезки ножами;
- возможностью оперативной переналадки оборудования на выпуск продукции с другой конфигурацией готовой поверхности;
- уровнем суммарных энергетических затрат на гибку.

Силы, действующие при гибке на листогибе
Размерная линия
По умолчанию размерная линия на чертеже всегда отображает внешний размер отрезка. Вы можете изменить внешний размер на внутренний. Для этого однократно кликните на одной из стрелок размерной линии. Выноска с линии переместиться с внешнего на внутренний размер. Для возврата повторно кликните на стрелку. Размерная линия может отображать не только внешние или внутренние размеры, но и сочетать их. При нажатии на стрелку не только переносится линия выноски, но и обновляется размер в поле ввода в соответствии с новой длиной. Следует учесть, что изменяется только длина размерной линии. Фактический размер сегмента остается неизменным.
Используемое оборудование
Оборудование, которое используется для вальцевания, отличается не только своей универсальностью, но и простотой конструкции, поэтому его несложно изготовить своими руками. Конечно, самодельные станки для вальцевания оптимально подходят для домашнего использования, а для оснащения производственного цеха, где нагрузка на такое оборудование достаточно велика, лучше всего приобретать серийные модели вальцов, представленные на современном рынке в большом разнообразии.
Как серийные, так и самодельные модели станков, при помощи которых осуществляется вальцевание, работают по принципу обкатки листового материала вокруг основного валка, расположенного сверху. В таком процессе принимают участие и боковые валки, которые можно перемещать, регулируя тем самым диаметр формируемой обечайки.
Валки этого станка вращаются вручную, а приближение верхнего ролика производится с помощью двух рукояток
Важными характеристиками вальцов является радиус их рабочих элементов – валков, а также наибольшая толщина и ширина обрабатываемой детали. Радиус валков, в частности, оказывает влияние на такой параметр, как минимальный радиус изгиба заготовки. Чем валки больше в своем диаметре, тем, соответственно, больше значение минимального радиуса изгиба заготовки из листового металла. На величину минимального радиуса изгиба также оказывает влияние и толщина самого листа. Как правило, для вальцов минимальный радиус изгиба листовой заготовки должен быть 5-10-кратным ее толщине.
С учетом высоких нагрузок, которые испытывают в процессе работы валки, для их изготовления используют только высокопрочную сталь, что позволяет значительно улучшить их эксплуатационные характеристики. По количеству рабочих элементов различают двух-, трех- и четырехвалковые станки, причем наиболее популярными являются два последних вида.
Основные различия между 3-х и 4-х валковыми станками
Вальцы листогибочные 3-х валковые, рабочие элементы которых могут располагаться симметрично и ассиметрично, хотя и отличаются приемлемой ценой, обладают такими недостатками, как:
- невысокая скорость вальцевания (не более 5 м/мин);
- сложность выполнения обработки заготовок толщиной менее 6 мм, которые могут просто проскальзывать между валками;
- отсутствие точных координат у точки зажима обрабатываемого изделия.
Всех подобных недостатков лишены вальцы, на которых установлен дополнительный – четвертый – вал. За счет надежного зажима листовая заготовка из металла в процессе обработки не проскальзывает между валками. При этом обеспечивается высокая скорость вальцевания – 6 м/мин и более.
Станок с 4-х валками способен изготавливать, помимо цилиндрических, овальные и полицентрические заготовки
Вальцы данного типа, как правило, оснащаются автоматизированными системами управления, что положительно сказывается не только на их производительности, но и на точности выполняемой обработки. Большим и, пожалуй, единственным минусом такого устройства является его высокая стоимость.
1 Листогибочные инструменты – купить или сделать?
Инструмент, с помощью которого листы металла превратятся в детали нужных форм, с легкостью можно соорудить в сарае или гараже, имея минимум инструментов и совсем немного свободного времени. Зато будьте уверены – он станет “рабочей лошадкой”, без которой не обойдется ни одна ваша затея, связанная с листовым материалом. Избалованные обилием инструментов, многие зададутся вполне закономерным вопросом – а зачем делать, если можно купить?

Каково будет ваше удивление, если окажется, что самодельный инструмент может быть куда удобнее и эффективнее заводского. На практике такое случается очень часто. Во-первых, большинство агрегатов рассчитаны на гибку листов до 3 м шириной – согласитесь, габариты такого агрегата заставят задуматься даже владельца большого гаража или мастерской. Во-вторых, цена готового инструмента может существенно ударить по бюджету мастера.
Механический привод, которым оснащены многие заводские листогибы, для тонких работ неудобен – в начале рабочего хода механика выдает резкий удар, который к концу слабеет, а ведь для гибки процесс должен быть обратным. К тому же, затраты на электроэнергию не оправдывают себя, если размеры детали небольшие. Гидравлический привод более удобен – он умеет подстраивать свое усилие под оказываемое сопротивление. Однако такие инструменты очень дорогие и сложные, покупать их даже для постоянной работы в небольших объемах нерационально.
Остается ручной привод. Вы сами можете регулировать усилие и распределять его в работе. Ручной инструмент совершенно прост в эксплуатации и обслуживании, и не хуже механики и гидравлики сможет согнуть заготовки из листовой стали. Традиционная киянка и оправка уходит в прошлое – каким бы мастер не был умелым, он не сможет отогнуть с помощью этих инструментов нужную часть листа, не деформировав ее, да и времени уйдет несоизмеримо больше. Делайте выводы сами.





Изготовление листогибочно пресса
Можно сказать, что ручной листогибочный станок, приводимый в движение при использовании мускульной силы рабочего, это наиболее удобный агрегат для ремонта и строительства объектов. Его можно применять непосредственно на том месте, где он нужен в данное время, а потом быстро перенести в другую точку.
Как составить план технического задания
Прежде всего, не разбрасывайтесь. А это означает, что в Сети Интернет есть много статей, фото и видео по этому поводу, но в каждом отдельном случае нужны индивидуальные детали. Следовательно, перед тем как вы решитесь составить план работ, определитесь с техническими характеристиками, а это:
- максимально допустимая ширина листа в мм;
- максимальная толщина листа в мм;
- нужный вам диапазон углов изгибания;
- точность изгибания;
- габариты станка (длина, ширина, высота).
Видео: самодельный листогиб
Если с шириной всё понятно (лист редко бывает шире 1000 мм), то вот с толщиной не совсем, например, для фальцевой кровли используются листы толщиной не более миллиметра. Такая же толщина у водостоков, но если дело касается перил для лестницы или другого ограждения, то здесь толщина может достигать 3 мм.
Примечание. Если металл оказался уже, чем это требуется для изготовления чего-либо, то его всегда можно зафальцевать на этом же станке. Не следует путать фальцовку с вальцовкой, так как для второго варианта необходимы специальные прокатные валики, которых нет у листогибов.
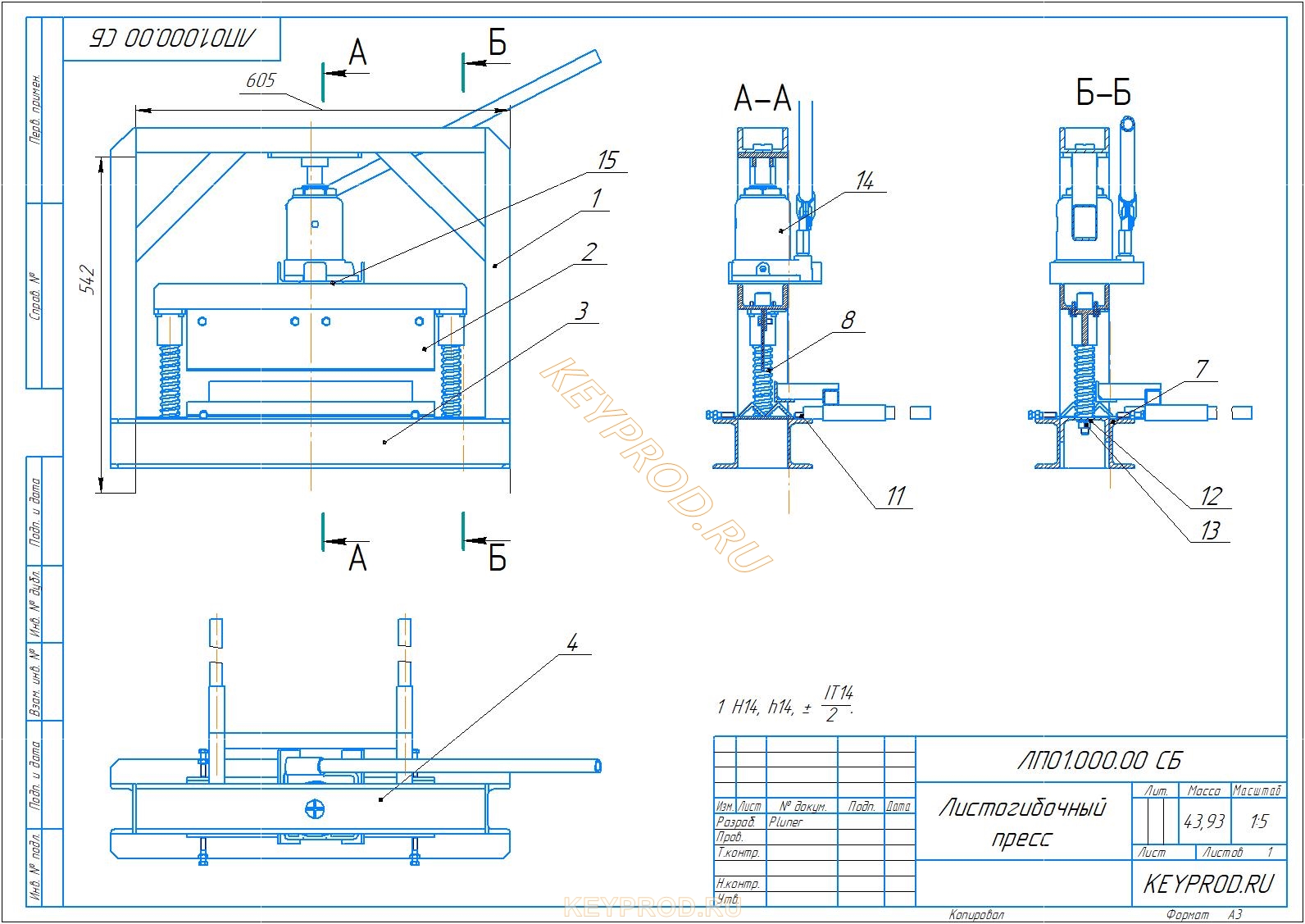
Листогибочный станок, чертёж
Листогиб своими руками — чертежи и описание как сделать:
- Роликовый нож. Его лучше всего делать из легированной стали, а при необходимости заменять новым.
- Задний стол. Служит для размещения заготовки. На его опорах держится резак и сгибатель.
- Деревянная подставка. Служит для предотвращения скольжения заготовки. Высота подставки регулируется.
- Передние упоры. Позволяют устанавливать ширину разреза.
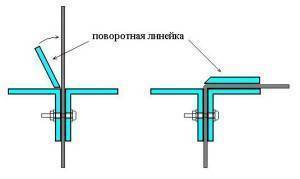
- Упор углового сгиба и измерительная пластина. Позволяет варьировать угол и изгиб получится произвольным, то есть таким, какой потребуется в конкретном случае.
Пожалуй, самым сложным моментом при составлении плана можно назвать выбор требуемого диапазона углов при изгибании металлов. Но, как бы там мни было, при подобных конструкциях максимальный изгиб (зависит от поворотной балки) может достигать только 135⁰, но при необходимости можно произвести догибание до 180⁰. Та или иная толщина листа определяется мощностью прижимной рамы – чем мощнее рама, тем толще металл можно гнуть.





