Действующие стандарты
Основной действующий стандарт на фрезу отрезную ГОСТ 2679-93 (ИСО 2296-72). В нем определены размеры и другие технические условия инструмента.
Тип 2
Исполнение 1
Черт.2
Черт.3
Тип 2
Исполнение 2
Черт.3
Таблица 1
Размеры, мм
Обозначение фрез типа | Применяе- мость фрез типа | js16 | H7 | , не ме- нее | Число зубьев фрез типа | , не более, фрез | |||||
1 | 2 | 1 | 2 | 1 | 2 | общего назна- чения | для шпоноч- ных пазов | ||||
исполнения | испол- нения | испол- нения | |||||||||
1 | 2 | 1 | 2 | 1 | 2 | ||||||
2240-0351 | 2240-0601 | 2240-0801 | 50 | 4 | 16 | 27 | 14 | 2х7 | 2х6 | 0,2 | 0,1 |
2240-0201 | 2240-0602 | 2240-0802 | 5 | 0,2 | |||||||
2240-0202 | 2240-0603 | 2240-0803 | 6 | ||||||||
2240-0357 | 2240-0604 | 2240-0804 | 7 | ||||||||
2240-0361 | 2240-0605 | 2240-0805 | 8 | ||||||||
2240-0365 | 2240-0606 | 2240-0806 | 10 | 0,3 | |||||||
2240-0367 | 2240-0607 | 2240-0807 | 63 | 4 | 22 | 34 | 16 | 2х8 | 0,1 | ||
2240-0371 | 2240-0608 | 2240-0808 | 5 | 0,2 | |||||||
2240-0203 | 2240-0101 | 2240-0151 | 6 | ||||||||
2240-0375 | 2240-0609 | 2240-0809 | 7 | 0,3 | |||||||
2240-0204 | 2240-0102 | 2240-0152 | 8 | ||||||||
2240-0205 | 2240-0103 | 2240-0153 | 10 | 0,3 | |||||||
2240-0206 | 2240-0104 | 2240-0154 | 12 | ||||||||
2240-0387 | 2240-0251 | 2240-0259 | 14 | ||||||||
2240-0391 | 2240-0252 | 2240-0261 | 16 | ||||||||
2240-0393 | 2240-0611 | 2240-0811 | 80 | 5 | 27 | 41 | 18 | 2х9 | 2х7 | 0,2 | |
2240-0395 | 2240-0612 | 2240-0812 | 6 | ||||||||
2240-0397 | 2240-0613 | 2240-0813 | 7 | ||||||||
2240-0207 | 2240-0105 | 2240-0155 | 8 | ||||||||
2240-0208 | 2240-0106 | 2240-0156 | 10 | 0,3 | |||||||
2240-0209 | 2240-0107 | 2240-0157 | 12 | ||||||||
2240-0210 | 2240-0108 | 2240-0158 | 14 | ||||||||
2240-0413 | 2240-0109 | 2240-0159 | 16 | ||||||||
2240-0415 | 2240-0253 | 2240-0262 | 18 | ||||||||
2240-0417 | 2240-0254 | 2240-0263 | 20 | 0,5 | |||||||
2240-0421 | 2240-0614 | 2240-0814 | 100 | 6 | 32 | 47 | 20 | 2х10 | 0,2 | ||
2240-0423 | 2240-0615 | 2240-0815 | 7 | ||||||||
2240-0425 | 2240-0616 | 2240-0816 | 8 | ||||||||
2240-0211 | 2240-0110 | 2240-0160 | 10 | 0,3 | |||||||
2240-0212 | 2240-0111 | 2240-0161 | 12 | ||||||||
2240-0213 | 2240-0112 | 2240-0162 | 14 | ||||||||
2240-0214 | 2240-0113 | 2240-0163 | 16 | ||||||||
2240-0443 | 2240-0114 | 2240-0164 | 18 | ||||||||
2240-0445 | 2240-0115 | 2240-0165 | 20 | 0,5 | |||||||
2240-0447 | 2240-0255 | 2240-0264 | 22 | ||||||||
2240-0451 | 2240-0256 | 2240-0265 | 25 | ||||||||
2240-0453 | 2240-0617 | 2240-0817 | 125 | 8 | 22 | 2х11 | 2х9 | 0,2 | |||
2240-0457 | 2240-0618 | 2240-0818 | 10 | 0,3 | |||||||
2240-0461 | 2240-0116 | 2240-0166 | 12 | ||||||||
2240-0463 | 2240-0117 | 2240-0167 | 14 | ||||||||
2240-0465 | 2240-0118 | 2240-0168 | 16 | ||||||||
2240-0467 | 2240-0119 | 2240-0169 | 18 | ||||||||
2240-0471 | 2240-0120 | 2240-0170 | 20 | 0,5 | |||||||
2240-0473 | 2240-0121 | 2240-0171 | 22 | ||||||||
2240-0475 | 2240-0257 | 2240-0266 | 25 | ||||||||
2240-0477 | 2240-0258 | 2240-0267 | 28 | ||||||||
2240-0551 | 2240-0619 | 2240-0819 | 160 | 10 | 40 | 55 | 24 | 2х12 | 2х10 | 0,3 | |
2240-0552 | 2240-0621 | 2240-0821 | 12 | ||||||||
2240-0553 | 2240-0622 | 2240-0822 | 14 | ||||||||
2240-0554 | 2240-0623 | 2240-0823 | 16 | ||||||||
2240-0555 | 2240-0624 | 2240-0824 | 18 | ||||||||
2240-0556 | 2240-0625 | 2240-0825 | 20 | 0,5 | |||||||
2240-0557 | 2240-0626 | 2240-0826 | 22 | ||||||||
2240-0558 | 2240-0627 | 2240-0827 | 25 | ||||||||
2240-0559 | 2240-0628 | 2240-0828 | 28 | ||||||||
2240-0561 | 2240-0629 | 2240-0829 | 32 | ||||||||
2240-0562 | 2240-0631 | 2240-0831 | 200 | 12 | 26 | 2х13 | 2х11 | 0,3 | |||
2240-0563 | 2240-0632 | 2240-0832 | 14 | ||||||||
2240-0564 | 2240-0633 | 2240-0833 | 16 | ||||||||
2240-0565 | 2240-0634 | 2240-0834 | 18 | ||||||||
2240-0566 | 2240-0635 | 2240-0835 | 20 | 0,5 | |||||||
2240-0567 | 2240-0636 | 2240-0836 | 22 | ||||||||
2240-0568 | 2240-0637 | 2240-0837 | 25 | ||||||||
2240-0569 | 2240-0638 | 2240-0838 | 28 | ||||||||
2240-0571 | 2240-0639 | 2240-0839 | 32 | ||||||||
2240-0572 | 2240-0641 | 2240-0841 | 36 | 0,8 | |||||||
2240-0573 | 2240-0642 | 2240-0842 | 40 |
Примечание. Фрезы, предназначенные для обработки шпоночных пазов с полями допусков Н9, Р9, N9, изготавливаются по требованию потребителя. Пример условного обозначения фрезы типа 1 диаметром 63 мм, шириной 10 мм общего назначения:






Фреза 2240-0205 ГОСТ 28527-90
То же, фрезы типа 1 для паза с полем допуска по Р9:
Фреза 2240-0205-Р9 ГОСТ 28527-90
4. Поле допуска ширины фрезы общего назначения — k11; поля допусков ширины фрезы , предназначенной для обработки пазов с полями допусков по Н9, Р9, N9, — соответственно k8, e8, f8. По требованию потребителей допускается изготовление фрез с другими полями допусков ширины .
5. Размеры шпоночного паза — по ГОСТ 9472.
6. Элементы конструкции и геометрические параметры фрез указаны в приложении.
7. Технические требования — по ГОСТ 1695.
8. По требованию потребителя допускается изготовление фрез типа 1 с увеличенным числом зубьев.
Конструкция и принцип работы
Данный инструмент повсеместно используется на современном оборудовании с целью создания на заготовке среза любой формы. Это довольно оптимальное устройство, позволяющее делать отверстия, канавки, а также убирать лишний слой стали.
Инструментная единица создается из прочного инструментального сплава с соблюдением максимальной точности. Чтобы выполнить параметры, которые заявлены в ТУ, используется обработка торцовым инструментом с большим набором зубцов – резцовые вставки регулируют параметры до 1 мк.
Конструктивно резец имеет несколько рабочих острых граней. Вставки часто делаются из алмаза, керамики и кардной проволоки для прочности.
Конструкция состоит из:
- • Части для работы.
- • Хвостика.
- • Центрового отверстия.
- • Торцовых зубьев и канавок между ними.
- • Шейки посередине.
Каждый зубец обладает, в свою очередь, передней и задней поверхностью, режущей кромкой.
Принцип работы заключается в том, что инструмент быстро вращается. Одновременно движется заготовка. При соприкосновении механически под воздействием давления срезается верхний слой стали.
Плюсы применения станков с ЧПУ
Работа на обычном фрезерном станке требует повышенной внимательности и аккуратности, от которых будет зависеть не только безопасность оператора, но и результат выполняемой работы. Именно поэтому все действия должны выполняться согласно инструкции, а рабочие параметры выставляться на основе таблицы, расположенной на оборудовании. Но, даже в этом случае, качество изготовленной детали может не соответствовать требованиям, так как при работе на классических фрезерных станках, всегда существует вероятность воздействия человеческого фактора.
Именно поэтому, все большую популярность набирают станки для фрезеровки с числовым программным управлением, которые позволяют производить детали высокого качества с минимальной погрешностью размеров. Технология работы на станках с ЧПУ схожа с процессом, проводимым на обычном оборудовании. Но, в данном случае, глубина реза, конфигурация и размеры задаются в программе, которая автоматически выполняет всю работу.
Активное вытеснение обычных станков оборудованием с ЧПУ обусловлено тем, что для создания изделия, оператору достаточно проверить все подвижные механизмы, сменить режущую оснастку, закрепить заготовку на фрезерном столе, настроить программу и запустить двигатель. Далее ему нужно только наблюдать за рабочим процессом и снять изготовленную деталь со стола. Кроме простоты работы для человека, станки с ЧПУ имеют и другие преимущества:
высокая скорость изготовления деталей, которая превышает производственный процесс, осуществляемый на агрегатах без программного управления;
значительное сокращение времени смены режущей оснастки за счет оснащения оборудования револьверной рабочей головкой, которая в зависимости от модели, может фиксировать до 12 фрез;
точность обработки материалов с погрешностью не больше 0.01 мм;
чистота обработки, так как движение оснастки и подача заготовки очень плавное, что в итоге позволяет получать изделия с поверхностью, выглядящей как полированная;
возможность изготовления деталей с конфигурацией любой сложности;
простота обслуживания, позволяющая одному оператору одновременно работать сразу на 2–4 станках, в зависимости от сложности детали и длительности ее обработки.
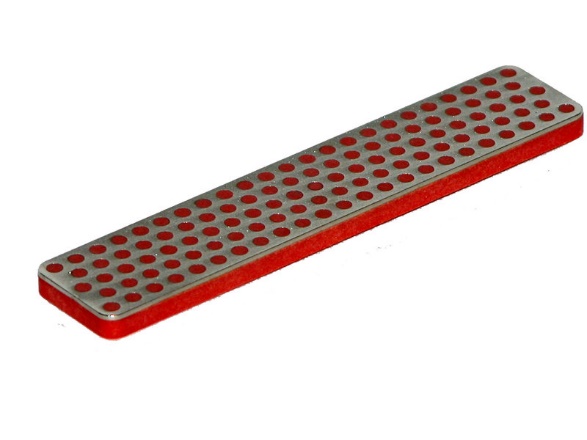
Как заточить фрезу в домашних условиях
Заточка фрезы должна проводиться только после полного удаления нагара и загрязнений с ее корпуса и режущих элементов. Для этих целей лучше использовать специальную очищающую жидкость (показана на рисунке ниже).

Нанесите средство на режущие части оснастки и подождите несколько минут, чтобы оно растворило нагар. Затем следует взять обычную зубную щетку и тщательно очистить лезвия от оставшихся загрязнений. После очистки можно приступать к самому процессу заточки. Для проведения данной операции в домашних условиях предварительно потребуется приобрести комплект алмазных брусков, отличающихся зернистостью.
Для грубой заточки применяют бруски с более крупным зерном. Но процесс правки лезвий должен всегда завершаться полировкой самым мелким абразивом.
Чтобы заточить фрезу, выполните следующие действия:
- разместите брусок на краю стола и смочите его водой. Если потребуется, зафиксируйте приспособление;
- уложите оснастку на брусок так, чтобы ее режущая кромка соприкасалась с бруском по всей длине;
- водите фрезой по наждаку плавными движениями с одинаковой силой нажима, периодически смачивая его водой;
- делайте одинаковое количество движений для каждого лезвия оснастки, чтобы стачивание кромок происходило равномерно.
Конечно же, если есть такая возможность, фрезу лучше сдать на заточку в специализированную мастерскую, где ее восстановят на точном оборудовании. Эта процедура стоит недорого, если сравнивать со стоимостью алмазных брусков.
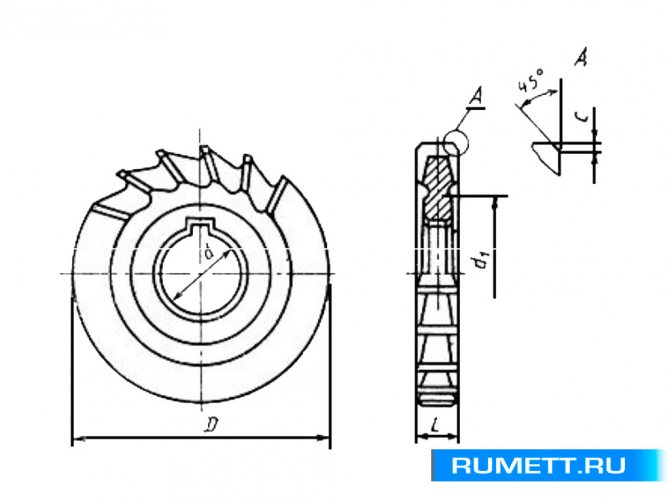
Фреза дисковая трехсторонняя 100х16х32 Z=20 Р6М5
Фреза дисковая трехсторонняя 100х16х32 Z=20 Р6М5
В корзине нет товаров В корзине нет товаров
+7(495)105-59-19
Русский Металл
RUMETT
»Инструмент »Режущий инструмент »Фрезы »Фрезы дисковые 3-х сторонние
Фреза дисковая трехсторонняя 100х16х32 Z=20 Р6М5 тип 1 (прямые зубья) производится по ГОСТ 28527-90, она предназначена для обработки пазов общего назначения и шпоночных пазов. Диаметр фрезы (D) 100 мм, ширина фрезы (L) 16 мм (поле допуска k11 — фреза общего назначения), посадочный диаметр 32 мм. Изготовлена из быстрорежущей стали Р6М5 и предназначена для обработки конструкционной стали и чугуна. Пример маркировки — фреза 2240-0214 Р6М5 ГОСТ 28527-90. |
Свойства и характеристики
| Диаметр фрезы (D), мм | 100 |
| Число зубьев, Z | 20 |
| Ширина (L), мм | 16 |
| d, посадочный диаметр (мм) | 32 |
| Обрабатываемый материал | конструкционная сталь и чугун |
| Номер по ГОСТ | 2240-0214 |
| Тип | тип 1 (прямые зубья) |
| Материал | Р6М5 (HSS) |
| ГОСТ | 28527-90 |
Связаные товары и скидки
ОбъявленияПоиск надежного поставщика металлопрокатаДействует до 28 февраля 2020гКупим паронит листовой любого размера толщиной 1,5 — 2 и 3 ммДействует до 31 декабря 2020г
RUMETT
Приглашаем партнёров к размещению товаров и услуг
- Спецразделы
- Горячие ссылки
- Услуги
- Для справки
Регионы поставки товаров: Россия, Казахстан, Беларусь, Молдова, страны Евросоюза. Монтажные работы только на территории РФ. Вся представленная на сайте информация, касающаяся технических характеристик, наличия на складе, стоимости товаров, носит информационный характер и ни при каких условиях не является публичной офертой, определяемой положениями Статьи 437(2) Гражданского кодекса РФ. Окончательные цены и условия указывает менеджер в выставляемом счет-договоре поставки в соответствии с ст. 506 ГК РФ.
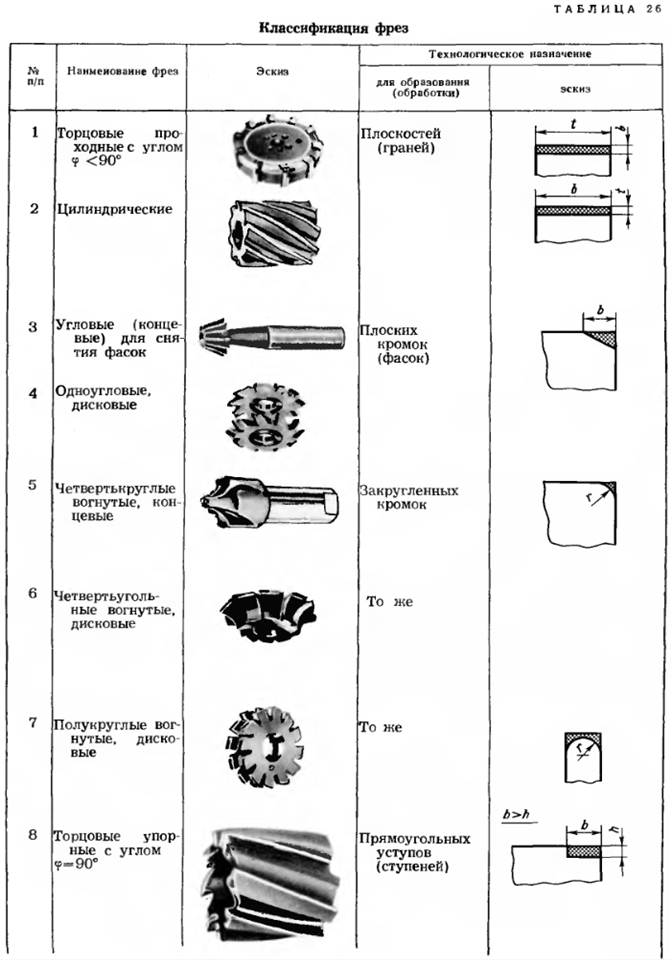
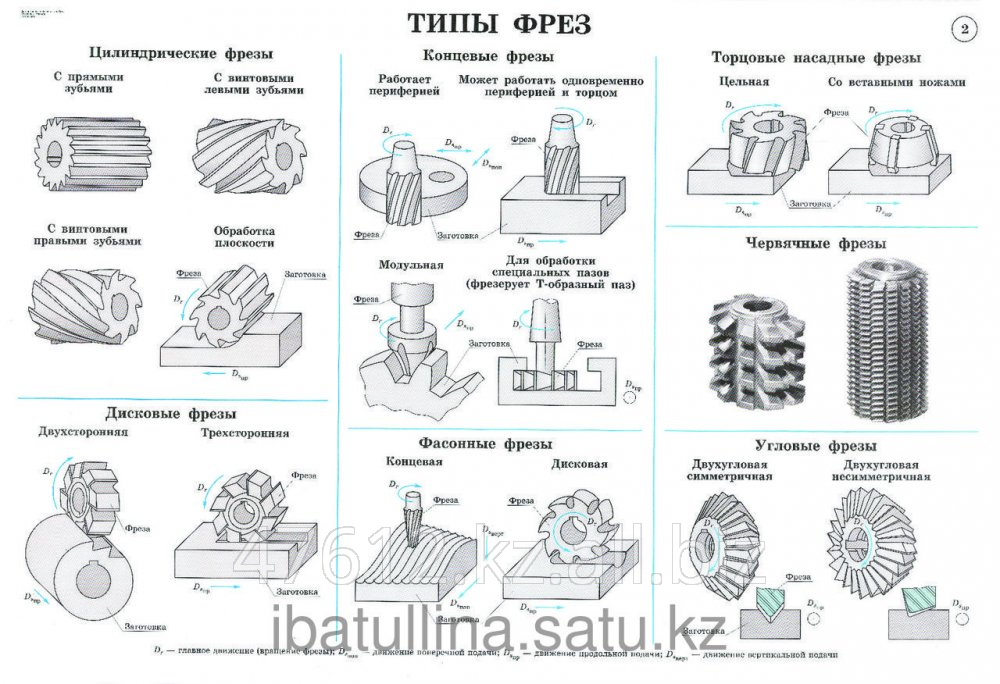
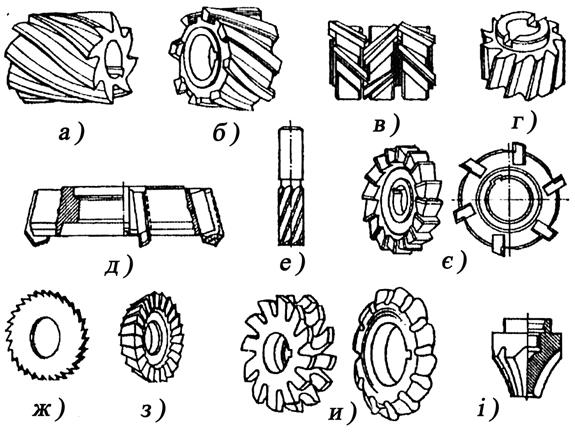
Разновидности
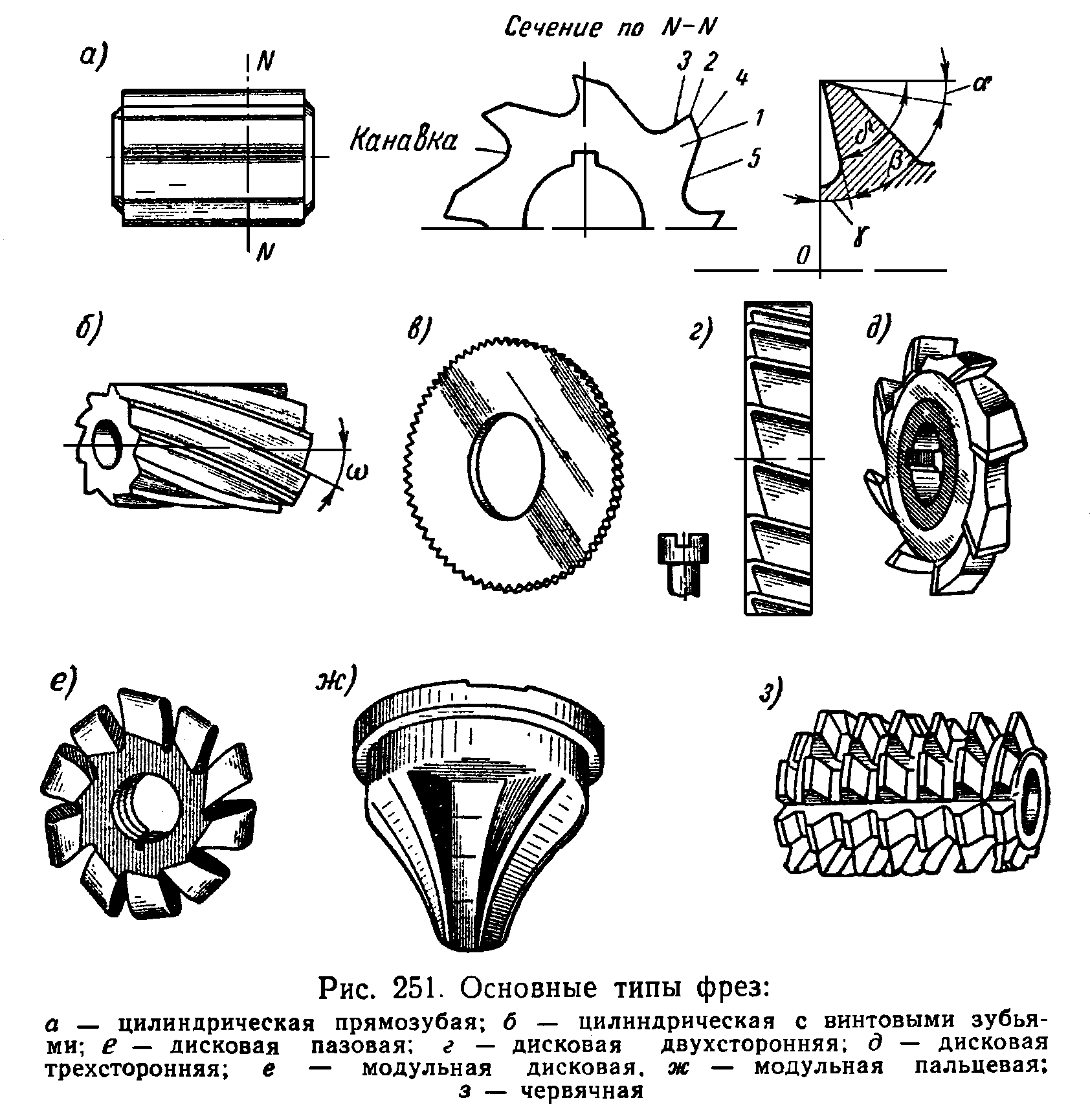
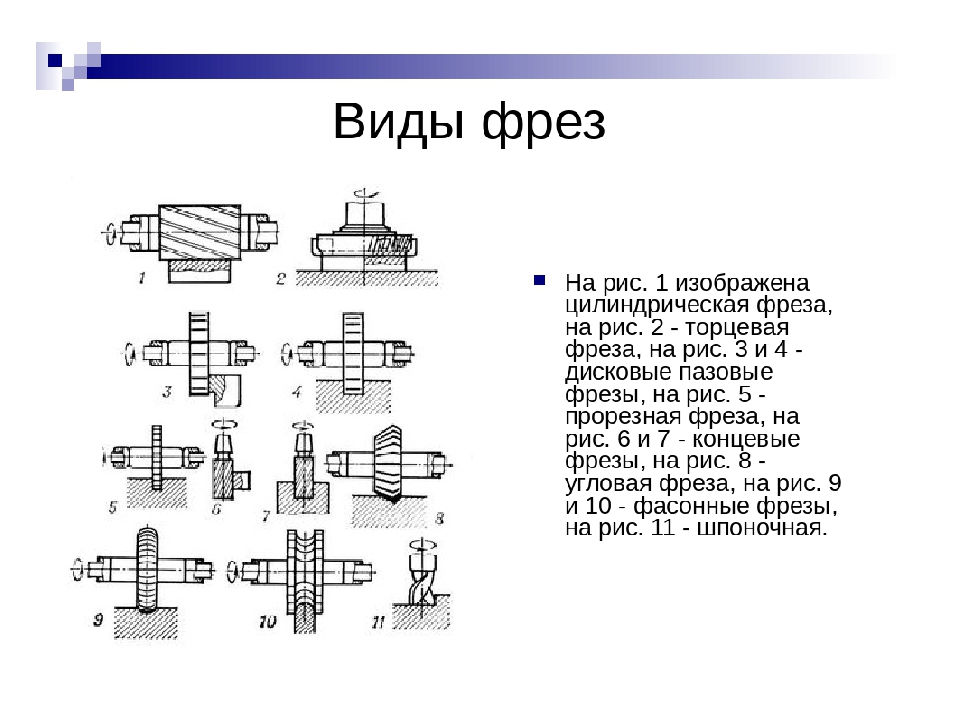
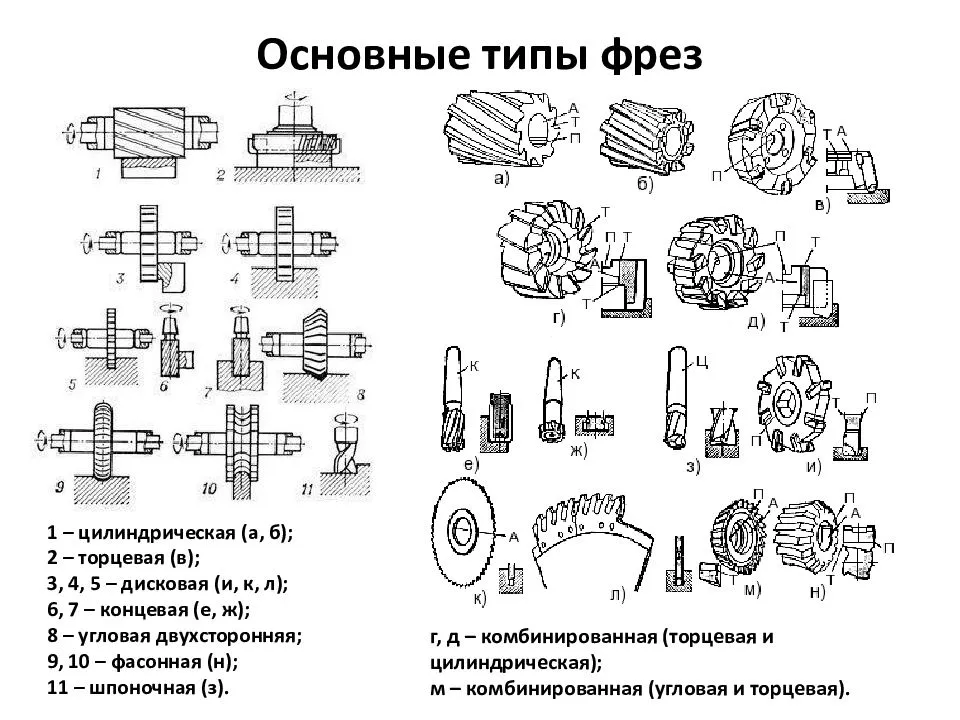
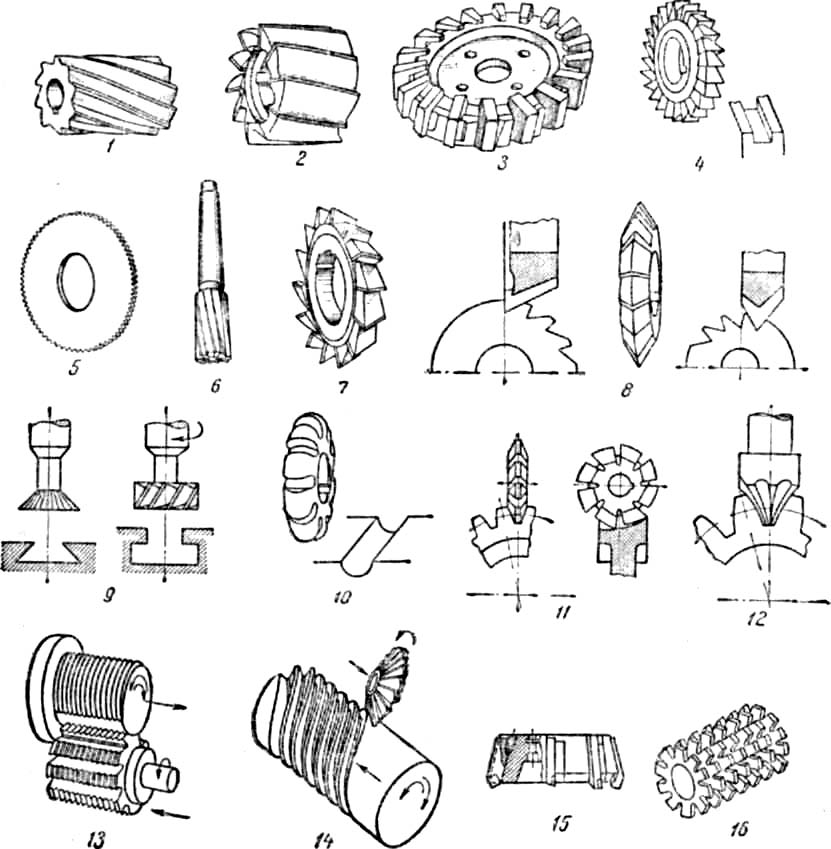
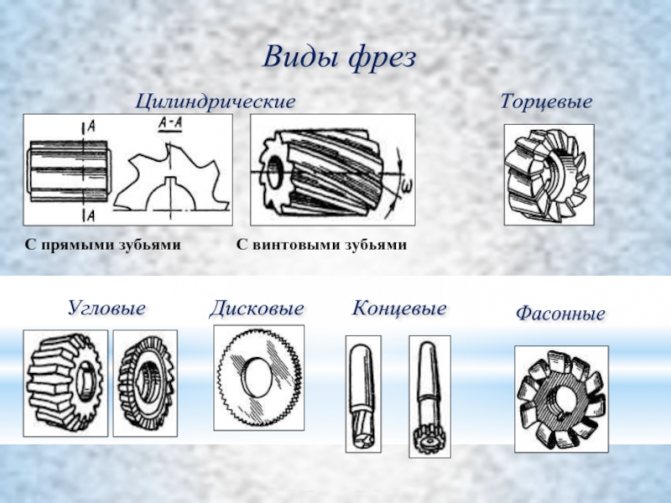
Определённый вид фрезы предусмотрен для отдельной работы. Они подразделяются на следующие виды:
- Отрезные.
- Дисковые.
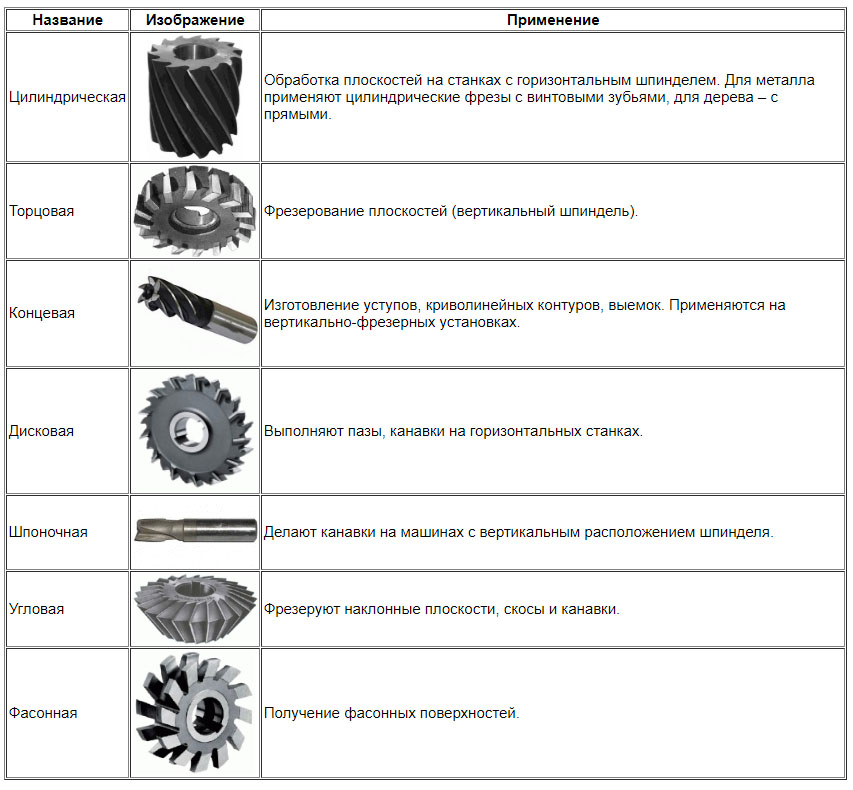
- Угловые и концевые. Предназначаются для обработки выемок, уступов, наклонных поверхностей и пазов.
- Шпоночные. Они похожи на сверло и выполняют те же функции, что и концевые.
- Торцовые. Применяются на металлообрабатывающих станках вертикального типа для обработки различных плоскостей.
- Цилиндрические. Могут иметь винтовые или прямые зубцы, устанавливаются на станки горизонтального типа. Ими режут плоские поверхности.
К самой применяемой и широко распространённой группе относят отрезные и дисковые фрезы, на рассмотрении которых мы и остановимся.
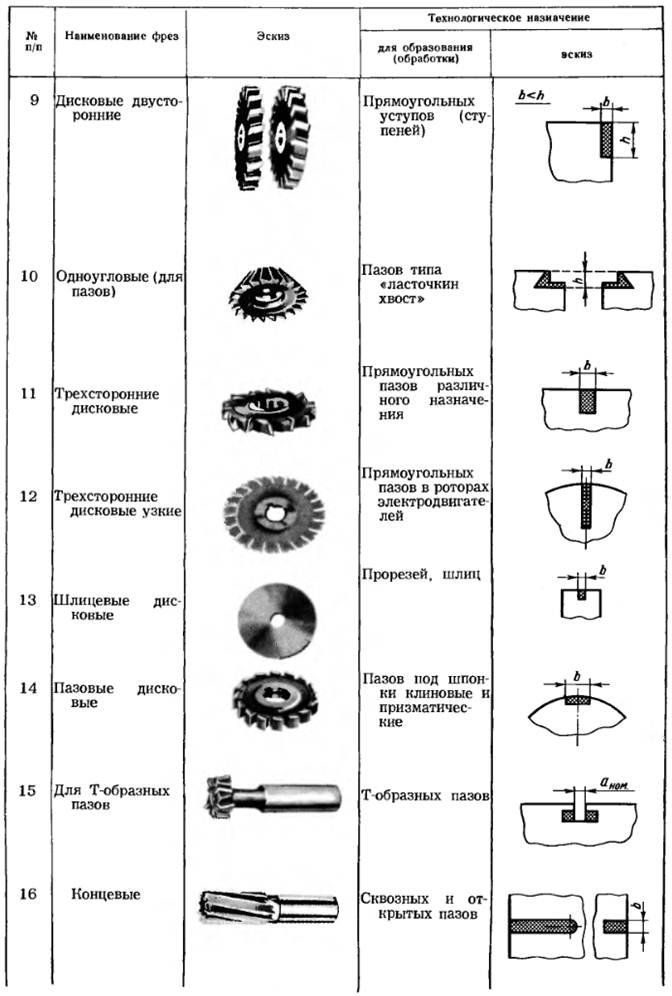
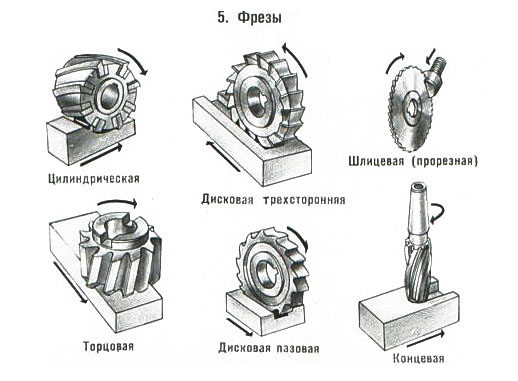
Дисковая фреза
Этот тип оборудования является одним из самых производительных, он используется для выполнения уступов, отрезания заготовки, выделки разных выемок, канавок и пазов. У их зубцов на концах имеются дополнительные рабочие кромки, диаметр которых сильно превышает длину самого инструмента.
Этот тип фрезы был создан для работы с металлом в более сложных условиях, с зажатием и вибрацией. Вибрация может быть связана с маленькой жёсткостью тела оборудования или плохого отхода стружки из рабочей зоны.
Фреза по металлу дисковая делится на следующие разновидности:
- Прорезные.
- Трёхсторонние.
- Пазовые.
- Двухсторонние.
В пазовых дисковых фрезах имеются режущие зубцы только по внешней цилиндрической поверхности. Для фрезерования мелких канавок они очень удобны. У двухсторонних имеются и поверхностные, и торцовые зубья. У трёхстороннего оборудования зубцы покрывают поверхности и два торца, с их помощью можно одновременно обрабатывать несколько перпендикулярных плоскостей в уступах или пазах.
Чтобы на заготовках выполнять шпицы и узкие канавки, используют топкие дисковые инструменты, их ещё называют «пила». Фаски у них на торцах затачивают поочерёдно. В основном фаской снимается 50% рабочей кромки. Именно по этой причине слой металла, который срезается зубцами, меньше ширины будущей канавки. Подобная конструкция оборудования предусматривает промежутки между зубцами для стружки, которая за счёт этого легче выводится. Если ширина реза будет такой же, как у канавки, то стружка зацепится за стенки и застрянет, что может вызвать поломку режущей поверхности.
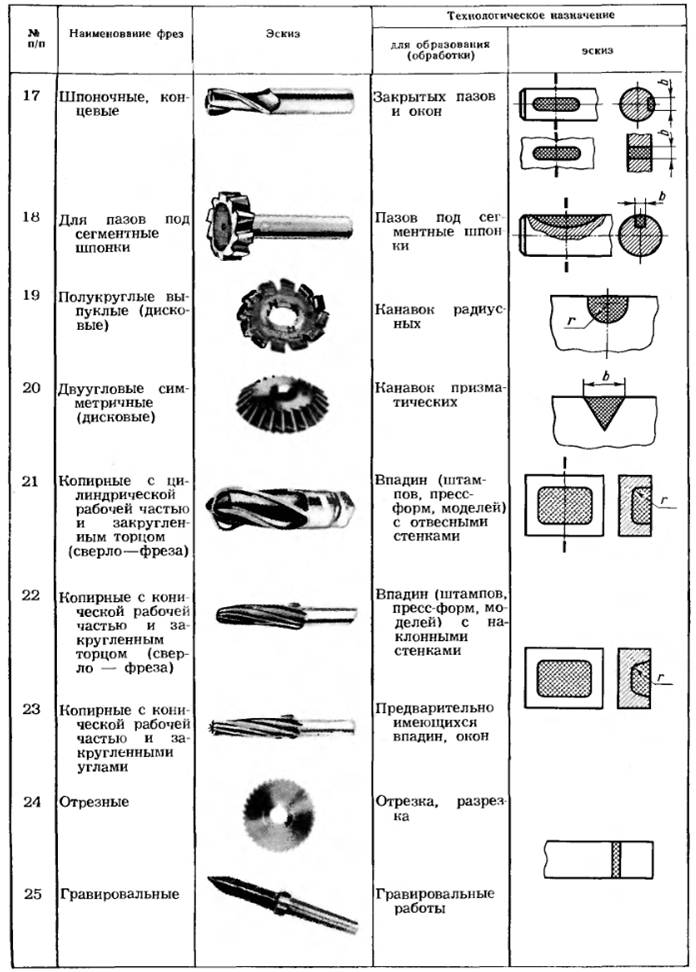
Отрезные фрезы
Фреза отрезная является разновидностью дисковой. Созданы они для деления целой заготовки на части и отрезания фрагментов болванок. Рабочих острых кромок на торцах нет, так как они размещены по периферии. По размерам зубьев различают такие типы отрезных фрез:
- С большими зубьями.
- С малыми.
- Со средними (нормальными).
Многие отрезные фрезы относятся к классу «В» по точности и имеют толщину больше 1 мм. Инструменты со средними и малыми зубцами применяются для фрезерования чугуна и стали, а с большими — для лёгких и мягких металлов.
Особенности стали для изготовления фрез
Оборудование выполняют из быстрорежущих сплавов, к которым относятся высоколегированные марки стали с повышенной теплостойкостью. Подобная отличительная черта достигается введением в сплав молибдена, хрома и ванадия в сочетании с вольфрамом. Для производства отрезных фрез в основном берут сталь таких марок: Р6М5, Р12, Р18.
На заводы для изготовления режущего инструмента сплавы поступают в виде стальных заготовок (в поковках).
Когда фрезы подвергают нагреву под закалку, в сплаве начинает формироваться аустенит. Он содержит относительно небольшое количество углерода и активно легируется. Режущий инструмент получает особую структуру после закалки и состоит из мартенсита с меленькими иглами, различных карбидов и остаточного аустенита.
Основными легирующими добавками для быстрорежущих сталей служат ванадий, вольфрам, молибден и кобальт. Именно эти элементы способны обеспечить нужную красностойкость материала. В подобные сплавы обязательно добавляют хром
Особое внимание уделяется количеству в стали углерода: его число должно быть таким, чтобы в сплаве могли сформироваться карбиды вводимых добавок. Если количество углерода будет меньше 0,7%, то готовая фреза не будет иметь нужную твёрдость
Как на свойства сплавов влияют легирующие элементы:
- Фосфор и сера оказывают негативное воздействие на характеристики стальных быстрорежущих композиций. В сплаве их количество не должно превышать 0,03 и 0,015% соответственно.
- Вольфрам и молибден являются основными легирующими добавками. Именно благодаря им обеспечивается высокая степень эксплуатационной и красностойкости стали.
- Хрома в сплаве должно содержаться не более 4%. Он придаёт повышенную прокаливаемость металлу.
- Кобальт повышает красностойкость, но удаляет углерод из стали и понижает её прочность и вязкость.
Чаще всего инструмент изготавливают из стали марки Р6М5. Её стоимость ниже, но и фреза получается менее износостойкой, чем из материалов марок Р18 и р12.
Максимальная износостойкость у сплава Р18: в нём наибольшее количество вольфрама, отсюда и высокая стоимость. А по показателям теплостойкости лучшим считается инструмент, изготовленный из стали Р12.
Назначение инструмента
Фрезы отрезные прорезные, выпускаемые по ГОСТ 2679-93 предназначены для обработки чугунных и стальных заготовок и деталей. Они выполняют отрезку, подрезку, фрезерование канавок и шлицевых пазов на наружных поверхностях. Дисковую фрезу по металлу используют при различных операциях:
- отрезка мерных заготовок из проката;
- обрезка литейных припусков и прибылей на малых деталях;
- прорезка канавок для фиксации деталей;
- фрезеровка шпоночных и шлицевых пазов.
Круглые гладкие оси в цепи конвейера не выпадают из своих втулок только благодаря тому, что в узкую прорезь, сделанную дисковой пилой, вставлена пластина.
Пазы по торцу корончатой гайки имеют переменное сечение. Их стороны образованы лучами от центра радиуса. Поэтому они вырезаются за 2 прохода, сначала по касательной одной стороны, затем дорезается в размер второй торец выборки короны.
Прорезка шлицов осуществляется прямоугольными зубьями с высокой точностью размера по H6 и H7. Ширина и глубина шлица нормализована, и инструмент изготавливается соответствующего размера и конфигурации.
Какие бывают инструменты для металлообработки
Инструменты для металлообработки бывают следующих видов:
- Режущие, предназначенные для разделения металлических листов или любых других заготовок на части. Изготавливаются из закалённой или легированной стали, а также сплавов на их основе, твёрдость которых превышает прочность обрабатываемого материала.
- Абразивные, используются для черновой или финишной обработки заготовок: полировки, шлифовки, зачистки с целью достижения нужного уровня шероховатости. В отличие от режущих инструментов могут быть гибкими, пластичными. Изготавливаются из различных материалов, стойких к трению и обладающих высокой прочностью.
Режущие инструменты бывают только металлическими, твёрдыми, сохраняющими свою форму и геометрические размеры во время обработки и после её завершения. Режущая часть имеет клиновидную форму, которая позволяет легко проникать в слои материала и под механическим воздействием снимать часть металла.
Абразивное оборудование бывает жёстким (круги) или гибким (ленты, наждачные бумаги, ткани). Общее сходство заключается в наличии на их рабочей поверхности абразивного слоя, который может обрабатывать наружные слои материала в зависимости от прилагаемого усилия. Гибкие абразивы позволяют зачищать нелинейные поверхности.
По способу механизации инструменты бывают следующих типов:
- Механические предназначены для ручной обработки. Применяются для разового или постоянного частного или промышленного использования. Отличаются простотой конструкции, низкой производительностью и себестоимостью обработки.
- Автоматические используются для серийного производства деталей. Обеспечивают высокую производительность обработки, функциональностью, точностью резки, минимизируют трудозатраты. Имеют сложную конструкцию, требуют периодических обслуживаний, отличаются от ручных низкой вероятностью изготовления бракованных деталей.
Процесс снятия стружки всеми способами имеет одинаковый принцип. Режущая часть под действием приложенной силы воздействует на обрабатываемую поверхность, врезается в неё, углубляется и происходит скалывание или снятие стружки.
 Абразивный инструмент для обработки
Абразивный инструмент для обработки
Червячная фреза по металлу и ее особенности
Кроме вышеперечисленных режущих насадок выпускаются и другие, о которых также будет полезно знать всем, чья деятельность связана с обработкой металла.
Червячные — имеет вид цилиндрического основания с большим количеством зубьев. Эти зубья имеют разную конструкцию, что позволяет применять оснастку для выполнения соответствующих работ. Червячные фрезы в виде зубчатого колеса служат для обрабатывания заготовок путем обката, что достигается при помощи точечного касания заготовки. Устройства классифицируются на виды по разным признакам — цельные и сборные, правые и левые, одно и многозаходные, а также с шлифованными зубьями и нешлифованными.
Одно и многозаходные образцы отличаются тем, что первый вариант позволяет деталь только один заход, а второй отличается от него высокой производительностью. Только это не значит, что многозаходные являются более точными, так как с каждым последующим проходом уменьшается точность. Многозаходные используются для проведения черновой обработки.
Червячные фрезы с шлифованными и нешлифованными зубьями также отличаются, как и одно и многозаходные. Оснастка с шлифованным зубом отличается высоким классом обработки, и служат они преимущественно для обрабатывания нарезаемых поверхностей. Если точность выполнения работ не важна, тогда используются устройства с нешлифованными зубцами.
https://youtube.com/watch?v=vTNTyuJM_rI%3F
Цельные и сборные отличаются возможностью отсоединения от хвостовика. Цельные представляют собой единичную деталь, в то время как сборные состоят из двух частей.