

Шлифование бетона
Основной задачей шлифовки является очистка и выравнивание бетонных поверхностей. С нового бетона с помощью этой процедуры удаляют цементное молочко, которое ухудшает адгезию бетонного основания и не позволяет наносить на него защитное или декоративное покрытие. Шлифовку свежей стяжки выполняют спустя примерно 10-14 дней после ее заливки.
Шлифование помогает также удалить с поверхности бетона любые загрязнения, затереть сколы и трещины. В любом случае после шлифовки обнажается свежий слой бетона с очень высокой адгезией к различным полимерным материалам, образующим финишное покрытие.
Шлифовку бетона осуществляют в два этапа. Сначала на 4-5 день после заливки бетонной смеси выполняют предварительное шлифование, а после полного отвердевания бетона (через 28-30 дней после заливки) – окончательное. Бетон при своей хрупкости является достаточно прочным материалом, поэтому шлифовку чаще всего выполняют специальным инструментом с алмазным покрытием. Алмазный инструмент устанавливается на шлифовальных машинах с мощными двигателями, поскольку он должен вращаться с очень высокой скоростью.
 Не рекомендуется использовать для шлифовки бетона ручное оборудование. Это связано, прежде всего, с ограниченными возможностями такого оборудования, а также с образованием большого количества пыли в ходе ручного шлифования. Ручные устройства могут использоваться только для обработки мест, труднодоступных для профессиональных машин.
Не рекомендуется использовать для шлифовки бетона ручное оборудование. Это связано, прежде всего, с ограниченными возможностями такого оборудования, а также с образованием большого количества пыли в ходе ручного шлифования. Ручные устройства могут использоваться только для обработки мест, труднодоступных для профессиональных машин.
Большое значение имеет размер абразива на режущих кромках шлифовального инструмента, поэтому на всех расходных материалах обязательно указывают зернистость, которая и определяет качество получаемой поверхности.
Зернистость инструмента выбирают в зависимости от этапа шлифовки:
- 25-40 – для грубого первичного выравнивания бетонной поверхности;
- от 400 – для шлифовки бетона, обеспечивающей ему гладкость и дополнительное упрочнение;
- от 1500 – для заключительной полировки бетона.
Стандартный технологический процесс шлифования бетона состоит из следующих этапов:
- Оценка состояния бетонной поверхности. При необходимости устраняют все трещины и прочие дефекты с помощью эпоксидной мастики.
- Если из бетона выступают металлические закладные элементы, их аккуратно срезают болгаркой. Арматуру необходимо также покрыть антикоррозионным составом;
- Нанесение упрочняющего состава с целью закрытия пор в монолите. Если бетонную поверхность планируют полировать до глянцевого блеска, пропитку наносят непосредственно перед этим этапом.
- Собственно шлифование абразивным инструментом разной зернистости до получения поверхности требуемого качества. По окончании работ бетонная поверхность очищается от пыли и покрывается защитным составом.
Виды дробеструйных машин
На сегодняшний день насчитываются десятки модификаций дробеструйных установок. Многие производственные компании практикуют создание уникальных дробеструйных машин, которые разрабатываются и создаются в индивидуальном порядке (в единичном экземпляре), под нужды конкретно взятого производства.
Дробеструйные машины можно классифицировать по такому параметру, как «обитаемость»:
- Обитаемые
- Необитаемые
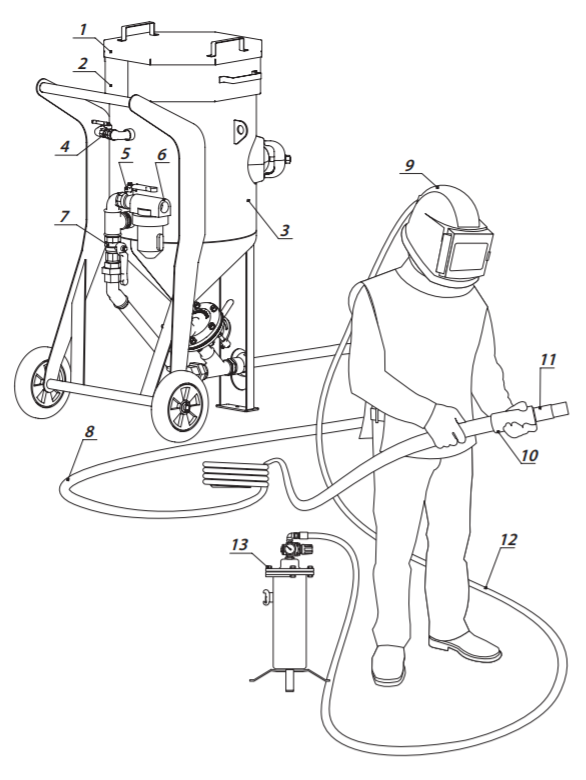
В случае с обитаемым оборудованием, внутри камеры обработки должен находиться оператор. Дробеструйщик экипируется в защитный костюм, что дает человеку возможность свободно дышать и перемещаться в опасной среде. Оператор должен манипулировать дробеструйной пушкой, из которой выходит поток воздушной абразивной взвеси.
Обитаемые дробеструйные камеры хороши тем, что оператор может в ручном режиме зачистить какие-то проблемные труднодоступные места. Слабой стороной обитаемых дробеструек является использование ручного труда. Из-за этого заметно снижается эффективность подготовительных операций.
Касательно необитаемых камер, такие дробеструйки проводят зачистку заготовок в полностью автоматическом режиме. Оператору нужно лишь нажать на кнопку старта. В данном случае абразивная взвесь подается через сопла. Положение сопел может быть как стационарным, так и переменным.
Какие еще существуют разновидности дробеструйных машин.

Ноу-хау
Ноу-хау в технологии дробеметной очисткки по единогласным мнениям инженеров является аддитивная добавка в дробь PANTATEC (Германия).
Дробеструйная и дробеметная обработка деталей, осуществляемая на установках любого производителя, сегодня не решает и не избавляет от главной проблемы – удаления жиров, масел и других клейких агломератов с поверхности изделий. Только в недавнее время немецкими инженерами из тихого города Бад-Ойхазен, в результате продолжительных научно-производственных исследований, был произведен и с успехом внедрен на своем предприятии уникальный продукт. Использование добавки позволило добиться невиданных результатов качества обработки поверхности изделий, стабильности процесса и огромной экономии за счет отказа от закупки дорогостоящего моющего и очистного оборудования, а также снижения затрат на претензии к качеству продукции.
После внедрения данной технологии, предприятию удалось сэкономить более 500 тысяч евро. На основе этого успешного опыта, добавка стала стремительно внедряться на многих европейских производствах. Сегодня эту технологию использует более 600 предприятий Европы.
Впоследствии немецкими инженерами для поддержания стабильного качества на основе компонентов Siemens был разработан автоматический дозатор. Это универсальное устройство успешно агрегируется с любой дробеметной и дробеструйной камерой любого производителя.
Что это за добавка, как она работает, какие выгоды и перспективы таит в себе можно подробно изучить на сайте представительства PANTATEC в России.
Дробь для струйной абразивной обработки
Такой метод очистки поверхностей дробью используется во многих сферах деятельности.
Особенно важно правильно подобрать дробь для обработки. Виды дроби:
Чугунная дробь колотая. Производится из белого чугуна: материал плавится и гранулируется. Полученный продукт охлаждается, колется и отжигается. Посредством такой дроби можно добиться шероховатости поверхности определенного уровня. Кроме того, дробь из чугуна нередко используется для придания изделию матовости или в процессе избавления от ржавчины.
Литая дробь из стали отличается друг от друга количеством содержащегося в ней углерода, а также методом производства: от этого напрямую зависят положительные и отрицательные характеристики каждого подвида дроби. Материал используется для обработки поверхностей конструкций, выполненных из металла, стали или чугуна перед тем, как сверху будет нанесено декоративное покрытие.
Рубленая дробь из стали применяется для придания поверхности более высокого уровня прочности и шероховатости. Частицы дроби отличаются таким параметром, как износостойкость, что позволяет решать наиболее сложные задачи.
Колотая дробь из стали производится посредством раскалывания стального сплава. Используется для удаления налета и ржавчины, достижения необходимой шероховатости, подготовки к окрашиванию.
Дробь из алюминия используется для обработки поверхностей из идентичного материала
Используется для проведения завершающего этапа обработки
Важно обратить внимание, что дробь такого типа не оказывается негативного воздействия на изделие, повышает уровень прочности конструкции, очищает и придает блеск.
Керамическая дробь отличается такими характеристиками, как не раскалывание, возможность проведения завершающего этапа обработки, повышение уровня прочности изделия, а также увеличение показателя стойкости поверхности. Значение интенсивности дроби располагается между показателями стальной и стеклянной дробей
Нередко используется при производстве авиаконструкций и в космической промышленности.
Шарики из стекла отличаются высокой прочностью и экономичностью
Воздействие на поверхность оказывается равномерно, не удаляя защитный слой поверхности и не повреждая. Дробь из стекла пользуется наибольшей популярностью среди абразивов.
Пластмассовая дробь производится из таких материалов, как поликарбонат, меламин, смола. Изделие может быть выполнено в форме цилиндра или куба. Как правило, такой тип обработки применяется для проведения бережной чистки, при которой установлены особенно высокие требования относительно допустимого уровня шероховатости. После того, как была проведена обработка пластиковой дробью, на поверхности не остается следов и пыли.
Электрокорунд – абразив, который, по сравнению с аналогичными материалами, отличается наибольшей эффективностью при использовании и уровнем твердости. Продукт может быть выполнен в белом или розовом цвете. Как правило, используется для очищения сильно загрязненных поверхностей, удаления ржавчины, достижения матовости поверхности. Может применяться и посредством сухой обработки, и влажной.

Преимущества применения технологии
Практика показывает, что дробеструйная очистка поверхностей выступает в качестве одного из самых эффективных процессов холодной обработки металлических заготовок. Итоговое качество напрямую зависит от того, какой тип абразива используется. Чтобы не допустить ошибку, настоятельно рекомендуется обратиться за помощью в проверенную временем компанию, где можно приобрести высококачественную дробь.
По сравнению с другими способами обработки металлических поверхностей, дробеструйная обработка характеризуется рядом преимуществ. Так, например, в процессе использования не создаются токсичные жидкие отходы. Соответственно, загрязнение окружающей среды сводится к нулю. Дробь может использоваться в качестве абразивного материала на протяжении длительного периода времени, поскольку высокий запас прочности позволяет сохранять структуру частиц. Соответственно, владелец оборудования имеет возможность повторно выполнять обработку тем же сырьем. Дробь легко проходит переработку.
Еще одной причиной привлекательности представленного вида очистки также является универсальность в целом. Дробеметная машина может использоваться с целью обработки отливок, либо, к примеру, тонкостенных видов проката перед дальнейшим покрытием гальваническими веществами. Пользоваться этой технологией требуется и в случае, если владельцу необходима обработка металлического изделия после завершения термообработки. При этом обрабатываться может практически любая сталь – углеродистая, низкоуглеродистая, либо легированная.
Само по себе, дробеструйное оборудование также может использоваться и с целью придания матовой фактуры металлическим поверхностям. Достаточно подобрать оптимальные режимы обработки и сам материал дроби. Результат – достигается различная степень матовости – нежная бархатистая или грубая сатинированная. Многое зависит от личных предпочтений владельца или его заказчика.
После применения дробеструйного аппарата прокат полностью лишается эффекта разнооттеночности, включая наличие продольных полос. Предотвращается видимость мелких дефектов, которые практически всегда имеют место после транспортировки профиля.
Как только очистка дробью будет завершена, можно приступать к дальнейшей покраске металлических поверхностей. В случае с алюминием специалисты могут обрабатывать покрытие анодировкой. Результат – появление любого оттенка, включая как матовый, так и глянцевый.
Приняв решение купить дробь для дробеструйной обработки специального назначения, появляется возможность обрабатывать пружины цилиндрической формы. Компания, оказывающая такого рода услуги, способна обрабатывать шестерни, либо другие разновидности деталей для упрочнения поверхности. Применение технической дроби требуется и для дальнейшей обработки блоков из гранита.
Ввиду большого количества преимуществ, описанных выше, услуги дробеструйной обработки металла постоянно востребованы среди различных категорий заказчиков, включая как физических лиц, так и крупных производственных предприятий, которые ведут металлургическую деятельность.
Это интересно: Особенности катодной защиты трубопроводов от коррозии — рассматриваем основательно
Описание процесса
Существует две модели дробеструйной обработки — ручная и автоматическая. В первом случае все работы производятся вручную с помощью специальных распрыскивателей. Во втором случае используется специальная дробеструйная камера, где все автоматизировано — рабочие лишь выполняют зачистку проблемных фрагментов (с сильной коррозией, с большим нагаром). Ниже мы рассмотрим эти методы более подробно.







![Дробеструйная обработка металла [причина приоретета метода]](https://domdetaley.ru/wp-content/uploads/1/2/e/12ead95aeffdc285cdf54994b042c292.jpeg)


Ручная обработка металлов
Этот способ отлично подходит для обработки небольших партий металла, который имеет сложную форму). Используется специальный дробеструйный аппарат, который подключается к электрическому компрессору. Он генерирует воздух под давлением, который выталкивает дробинки-частички из распрыскивающего аппарата. Сама процедура выглядит достаточно просто:
- Несколько рабочих надевают специальные защитные костюмы, которые помогают фильтровать воздух либо содержат собственную установку подачи кислорода (образуется большое количество колотых дробинок, которые можно вдохнуть). Работа должна производиться в цеху, где созданы благоприятные условия для очистки (низкая влажность, хорошая вентиляция).
- После этого они подключают дробеструйные аппараты к компрессору, кладут металлические объекты на подпорки и выполняют обработку. Срок проведения работ зависит от характера повреждения металла, типа сплава и так далее.
- После обработки рабочие покидают цех, чтобы частички металла и пыли смогли осесть. После этого с помощью специальных жидкостей смывают частички пыли, которые осели на металле во время хранения.

Автоматические камеры
Также большое распространение получила дробеструйная камера, которая работает в автоматическом режиме. В продаже есть крупные неподвижные установки, которые функционируют по принципу конвейера. Также можно купить небольшие компактные платформы-установки, которые можно при необходимости транспортировать. Дробеструйные камеры — отличный вариант для быстрой очистки больших партий металла простой формы (листы, балки).
Дробеструйная установка
Работает следующим образом:
Рабочий помещает металлический объект в дробеструйную установку
Обратите внимание, что практически все установки являются изолированным. Не нужно носить специальный защитный костюм, что заметно упрощает его работу.
После помещения детали человек запускает дробеструйную камеру, к которой изнутри подключены аппараты, осуществляющие распыление абразивной дроби
Принцип работы тут стандартный — все агрегаты-распылители подключены к промышленному компрессору, который с помощью сжатого воздуха разгоняет частички-дробинки.
Во время работы может потребоваться участие оператора, который будет контролировать параметры процедуры. Также он будет следить за состоянием технических параметров — состояние вентиляции, качество очистки. Обратите внимание, что в ряде случаев участие установка работает в полностью автономном режиме.
По завершении очистки работник должен проверить внешнее состояние детали. В случае некачественной очистки оператор может поместить металлический объект в аппарат на еще один цикл.
Бывает так, что очистка прошла хорошо за исключением некоторых труднодоступных мест. Тогда работник может завершить работу в ручном режиме.

Однороторные затирочные машины
Благодаря компактным размерам, относительно небольшому весу (43÷106 кг), простоте транспортировки к месту проведения строительных работ и довольно демократичной цене, однороторные машины наиболее востребованы и широко представлены на рынке.
Внимание! Шлифовка наливного пола с использованием таких устройств недопустима, так как в его состав входят полиуретановые или эпоксидные смолы. Для этих целей используется специальная шлифмашинка
Однороторные затирочные машины с бензиновым двигателем
Это самый распространенный вид затирочных машин вертолетов для бетона. Однороторная затирочная машина состоит из:
- рамы;
- бензинового двигателя;
- топливного бака;
- механизма сцепления;
- редуктора;
- крестовины для крепления лопастей или диска;
- кольцевого ограждения для защиты оператора от вращающихся лопастей (или диска);
- рукоятки, с установленными на ней органами управления (ручкой газа, регулятором наклона лопастей, аварийным выключателем при отсутствии оператора).

На эти модели устанавливают бензиновые двигатели мощностью от 4 лс (2,9 кВт) объемом 119 см³ до 11 лс (8 кВт) объемом 389 см³. Запуск двигателя осуществляют с помощью ручного возвратного стартера.
Популярная бюджетная модель средней мощности данной категории «Impulse Z600L» от (Китай), оснащенная двигателем Loncin LC200F (объем 196 см³, мощность 6,5 лс), стоит 35000÷36000 рублей.

Внимание! Заглаживание и затирание бетонной стены с применением такого оборудования недопустимо
Однороторные затирочные машины с электрическим приводом
Эти устройства применяют в помещениях с недостаточной вентиляцией небольшой и средней площади. Устройство таких изделий аналогично бензиновым однороторным машинам, только вместо ДВС на такие устройства устанавливают электродвигатель мощностью 750÷2000 Вт.
Практически все производители оборудования данной категории выпускают затирочные машины для бетона вертолет в двух вариантах:
- с питанием от сети 220 В (обычная бытовая электросеть);
- с питанием от трехфазной сети напряжением 380 В (для профессионального использования).
Эти изделия поставляют практически в собранном виде. Необходимо только установить ручку управления в кронштейн, вставить в просверленные отверстия крепежные болты и обжать их шуруповертом; затем подсоединить кабель к электромотору. Для этого с помощью шуруповерта с крестообразной битой снимаем крышку распределительной коробки электродвигателя. В соответствии со схемой, изображенной на обратной стороне крышки, подсоединяем электрический кабель и устанавливаем крышку на место. Вертолет по бетону готов к работе.

Важно! В электрощитке для подключения кабеля необходимо установить УЗО (дифференциальный выключатель) для защиты оператора от поражения электрическим током и сверлом сделать отверстие для установки розетки. Шлифовальная машина для пола «JM600» от (Франция) с двигателем мощностью 750 Вт (220 или 380 В) и диском Ø=600 мм на сегодняшний день стоит 25500÷26000 рублей. Шлифовальная машина для пола «JM600» от (Франция) с двигателем мощностью 750 Вт (220 или 380 В) и диском Ø=600 мм на сегодняшний день стоит 25500÷26000 рублей
Шлифовальная машина для пола «JM600» от (Франция) с двигателем мощностью 750 Вт (220 или 380 В) и диском Ø=600 мм на сегодняшний день стоит 25500÷26000 рублей.

На заметку! Некоторые производители выпускают специальные затирочные машина для полусухой стяжки полов.
1Что такое дробемет?
Дробеметные установки представляют собой закрытые камеры, в которых поток воздуха с абразивом разгоняется центробежным колесом (ротором или турбиной), и бомбардирует очищаемые изделия с высокой скоростью.

Цена по запросу
Запросить КП
Написать на почту
Предлагаем дробеметные установки для очистки листового и профильного металлопроката. Рассчитаем стоимость изготовления, доставки и монтажа. Перейти в раздел >>>




![Дробеструйная обработка металла [причина приоретета метода]](https://domdetaley.ru/wp-content/uploads/5/7/3/5732e518712e19d87a53f59a716d37a6.jpeg)




В дробеметах используют следующие типы абразивов:
- дробь – колотую или литую из стали или чугуна,
- металлическую сечку,
- абразивные смеси.
Несмотря на то, что чугунная дробь хорошо справляется с очисткой поверхностей от ржавчины или окалины, она не может в полном объеме удалять такие загрязнения, как мясные пятна, клейкие агломераты, плотные наслоения. Для этих целей применяют стальную дробь, которая может использоваться многократно при помощи автоматических систем сбора и рекуперации абразива.
При заказе дробеметной камеры мы советуем обязательно закладывать в бюджет систему очистки абразива для его повторного использования, так как это приводит к существенной экономии в производственном процессе и исключении простоев оборудования во время сбора использованного абразива и его очистки от пыли и грязи.
Выбор дроби для дробеметной обработки должен основываться на форме, твердости и размере абразивного материала. Вес и диаметр дробины должен быть таковым, чтобы энергии удара хватило для очищения поверхности и выравнивания верхнего слоя металла. Также, на процесс обработки влияет диаметр дроби: чем меньше сечение дробины, тем больше единиц абразива приходится на 1 килограмм веса изделий, и тем быстрее происходит очищение.
Более подробно о видах абразива вы можете узнать в нашей СТАТЬЕ ОБ АБРАЗИВАХ.
https://youtube.com/watch?v=QPcaGmsxAus
Технологические особенности струйно-абразивной обработки металла
Очистка металлических поверхностей выполняется с помощью специальных агрегатов, которые состоят из нагнетателя воздуха и рукавов со сменными насадками (соплами). Подачу воздуха обеспечивают напорные и инжекционные установки, а интенсивность потока и скорость очистки поверхности зависят от диаметра и конструкции сопла. Наиболее распространенным сегодня является напорное оборудование, которое применяется для проведения больших объемов работ. К основным достоинствам напорных установок относится возможность выполнять очистку крупных поверхностей и подавать абразив в труднодоступные места. Оборудование инжекционного типа имеет малую производительность, поэтому наиболее подходит для очистки небольших металлических поверхностей и деталей. В автомобильных мастерских предпочтение отдается напорным устройствам, которые быстро обрабатывают не только колесные диски и мелкие детали, но и изделия с большими габаритами.
Принцип удаления старого лакокрасочного покрытия и загрязнений достаточно прост: под воздействием энергии сжатого воздуха абразивные частицы движутся со значительным ускорением и, сталкиваясь с обрабатываемой поверхностью, создают в ней множество микроскопических трещин. Таких частиц в воздушном потоке содержится великое множество, что и обусловливает высокое качество и быстрые сроки очистки. Увеличивая силу подачи воздуха и используя разные абразивы, можно регулировать эффективность обработки металла, создавая на его поверхности профили (насечки) разного размера. Большинство производителей красок указывают, какие насечки позволят увеличить адгезию между металлом и лакокрасочным покрытием.
Абразивно-струйная очистка металла — сложный процесс, который требует использования современного оборудования и участия квалифицированных специалистов. Только профессиональные мастера подготовят металл таким образом, чтобы краска легла ровными слоями и прослужила долгие годы.
Оборудование для дробеструйной обработки
Тут следует различать два основных направления – ручное оборудование и дробеструйные камеры. Каждый способ имеет свои плюсы и минусы, на описании которых целесообразно остановиться подробней.
- Ручные аппараты – позволяют производить работы в самых труднодоступных местах. К примеру, дробеструй незаменим для обработки мостов, корпусов кораблей и других габаритных железных конструкций. Многие современные мобильные аппараты оборудованы промышленными пылесосами для засасывания дроби с ее последующей очисткой (рекуперацией) для повторного использования.
- Дробеструйные камеры – обычно полностью автоматизированы и имеют высокую производительность, предназначены для обработки в промышленных объемах однотипных деталей и изделий. Производительность некоторых камер достигает до 200 м2/час.
Видео:
2Сравнительные характеристики основных видов абразивного материала
В таблице ниже приведены основные характеристики различных абразивных материалов, но данные носят примерный характер и не являются точными.
| Кварцевый песок | Купершлак, никельшлак | Пластиковые абразивы | Стеклянная дробь | Гарнет (гранатовый песок) | Корунд (оксид алюминия) | Чугунная колотая дробь | Стальная колотая дробь | |
| Твердость | 5 — 7 Moohs | 6 — 7 Moohs | 4 Moohs | 6 Moohs | 8 Moohs | 8 — 9 Moohs | 50-62 HRC | 40-65 HRC |
| Абразивная способность | Низкая | Средняя | Низкая | Средняя | Высокая | Высокая | Высокая | Высокая |
| Хрупкость | Высокая | Высокая | Низкая | Средняя | Средняя | Средняя | Низкая | Низкая |
| Пылеобразование | Очень высокое | Высокое | Минимальное | Среднее | Среднее | Среднее | Среднее | Низкое |
| Кварц в свободной форме | Более 1% | Менее 1% | Отсутствует | Более 1% | Менее 1% | Отсутствует | Отсутствует | Отсутствует |
| Возможность повторного использования (рекуперации), циклов | — | 1 — 2 | 8 — 12 | 5 — 35 | 5 — 7 | 5 — 7 | 8 — 10 | 50 — 100 |
| Средний расход на очистку 1м2 до степени Sa 2 ½ | 60 — 110 кг | 30 — 75 кг | —* | —* | 3 — 7 кг | 3 — 10 кг | 5 — 10 кг | 0,2 — 0,6 кг |
| Скорость очистки | Низкая | Средняя | Средняя | Средняя | Высокая | Очень высокая | Высокая | Высокая |
| Стоимость | Низкая | Средняя | Высокая | Высокая | Высокая | |||
| Себестоимость очистки | Высокая | Средняя | Высокая | Низкая | Низкая | Низкая | Низкая | Минимальная |
| Условия применение | Очистка в закрытых камерах или с системами подавления пыли | Открытая очистка | Очистка с использованием оборудования с замкнутым циклом: камеры, кабины, беспылевые пескоструйные аппараты | |||||
| Сфера применения | Наружная очистка | Наружная очистка | Удаление краски, снятие заусенцев, очистка | Очистка, отделка | Наружная очистка | Очистка, отделка, удаление заусенцев, гравировка | Удаление плотной окалины | Очистка, упрочнение |
Помимо основных видов абразива в некоторых случаях используются и такие необычные абразивные материалы, как толченая скорлупа грецкого ореха, кукурузные початки или простой просеянный и просушенный речной песок.
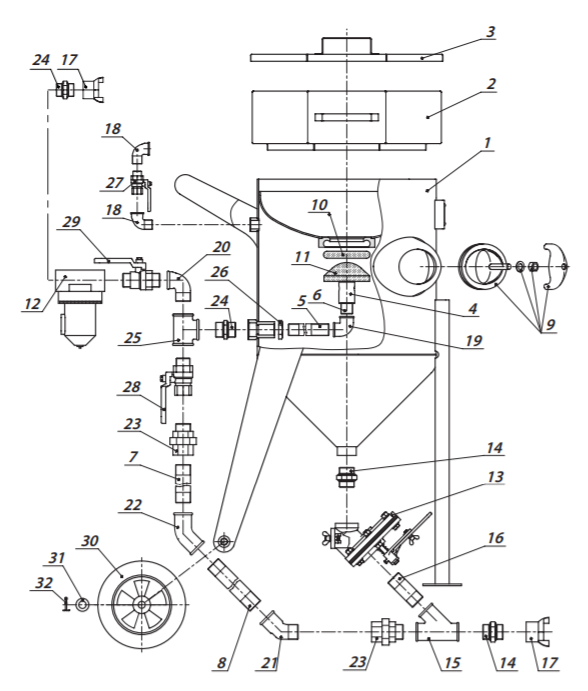
Дробеструйный аппарат серии «DB»
Дробеструйные аппараты серии «DB» имеют широкое применение: очистка от ржавчины и любых загрязнений, снятие грунтовки и краски. В качестве абразива используются дробь, кварцевый песок, стеклянные шарики и т.д. Аппарат DB перемешивает абразив с водой, благодаря чему оборудование работает без пыли, а регулировка подачи воздуха сократит его потребление до 60%. Основные узлы сделаны из закаленной стали, и имеют долгий срок службы, а небольшой вес позволяет оперативно перевозить оборудование на новый объект.

Преимущества:
- небольшой расход абразива и потребление воды;
- возможность использовать любой абразив;
- отсутствие пыли при хорошем качестве очистки;
- простое управление (хватает одного оператора).
Комплект поставки:
- шланг длиной 15 м (диаметр 25 мм);
- воронка с ситом для быстрой подачи материала;
- регулятор давления;
- клапан-регулятор максимального уровня воды;
- сопло из карбида вольфрама.
Дробеструйный аппарат «DB150»
| Характеристика | Значение |
| Объём бака, л | 28 |
| Непрерывная работа, мин | 30 |
| Размер (ВxШxД), м | 1.07 x 0.58 x 0.53 |
| Вес, кг | 125 |
| Рабочее давление, атм | 2.1-10.5 |
| Воздушный поток, м3/ч | 102 |
| Цена (без НДС), р | 179 000 |

Дробеструйный аппарат «DB225»
| Характеристика | Значение |
| Объём бака, л | 56 |
| Непрерывная работа, мин | 60 |
| Размер (ВxШxД), м | 1.07 x 0.58 x 0.53 |
| Вес, кг | 134 |
| Рабочее давление, атм | 2.1-10.5 |
| Воздушный поток, м3/ч | 300 |
| Цена (без НДС), р | 210 000 |

Дробеструйный аппарат «DB500»
| Характеристика | Значение |
| Объём бака, л | 142 |
| Непрерывная работа, мин | 90 |
| Размер (ВxШxД), м | 1.39 x 0.91 x 1.00 |
| Вес, кг | 225 |
| Рабочее давление, атм | 2.1-10.5 |
| Воздушный поток, м3/ч | 300-600 |
| Цена (без НДС), р | 290 000 |

Дробеструйный аппарат «DB800»
| Характеристика | Значение |
| Объём бака, л | 226 |
| Непрерывная работа, мин | 120 |
| Размер (ВxШxД), м | 1.62 x 0.92 x 1.00 |
| Вес, кг | 250 |
| Рабочее давление, атм | 2.1-10.5 |
| Воздушный поток, м3/ч | 300-600 |
| Цена (без НДС), р | 384 000 |

Дробеструйный аппарат «DB1500»
| Характеристика | Значение |
| Объём бака, л | 420 |
| Непрерывная работа, ч | 3-6 |
| Размер (ВxШxД), м | 1.98 x 1.24 x 1.24 |
| Вес, кг | 380 |
| Рабочее давление, атм | 2.1-10.5 |
| Воздушный поток, м3/ч | 640 |
| Цена (без НДС), р | 768 000 |

Требования техники безопасности
Несмотря на то, что обитаемая дробеструйная камера характеризуется повышенной эффективностью обработки металлических заготовок, сама процедура может представлять высокую опасность для человеческого здоровья. В процессе работы может выделяться пыль и мелкий абразив. Это способно привести к серьезным заболеваниям дыхательных путей.
Чтобы предупредить нежелательные последствия для организма, надо обязательно принимать во внимание ряд требований техники безопасности:
- Рабочее место для оборудования ручного типа. Ни при каких обстоятельствах не нужно устанавливать ресивер или компрессор в месте, где работает установка. Если оборудование располагается на территории специально отведенного помещения, компрессоры надо отделять от рабочей зоны.
- Требования для камерных установок. Чтобы камерное оборудование работало без особых проблем, необходимо выполнять монтаж только на территории производственного предприятия. Оно должно быть отделено от здания, чтобы предотвратить загрязнение всей воздушной массы, присутствующей в постройке. Вне зависимости от мощности, которую имеет автоматическая камера, на этапе проектирования надо обязательно предусмотреть наличие вентиляционной системы повышенной мощности. Практика показывает, что некоторые системы очистки, установленные прямо в оборудовании, нуждаются в своевременном проведении сервисного обслуживания, и при этом со временем перестают полноценно работать.
Общие положения
1.1. Настоящая должностная инструкция определяет и регламентирует полномочия, функциональные и должностные обязанности, права и ответственность дробеструйщика 4-го разряда (далее — Компания).
1.2. Дробеструйщик 4-го разряда назначается на должность и освобождается от должности в установленном действующим трудовым законодательством порядке приказом руководителя Компании.
1.3. Дробеструйщик 4-го разряда относится к категории рабочих и подчиняется непосредственно Компании.
1.4. Дробеструйщик 4-го разряда отвечает за:
своевременное и качественное выполнение им задач по предназначению;
соблюдение исполнительской и трудовой дисциплины;
соблюдение мер безопасности труда, поддержание порядка, выполнение правил пожарной безопасности на порученном ему участке работы (рабочем месте).
1.5. На должность дробеструйщика 4-го разряда назначается лицо, имеющее среднее профессиональное образование по данной специальности и стаж работы не менее 1 года.






1.6. В практической деятельности дробеструйщик 4-го разряда должен руководствоваться:
локальными актами и организационно-распорядительными документами Компании;
правилами внутреннего трудового распорядка;
правилами охраны труда и техники безопасности, обеспечения производственной санитарии и противопожарной защиты;
указаниями, приказаниями, решениями и поручениями непосредственного руководителя;
настоящей должностной инструкцией.
1.7. Дробеструйщик 4-го разряда должен знать:
устройство и правила технической эксплуатации дробеструйного аппарата;
способы крепления и наращивания шлангов и крепления наконечника;
правила очистки поверхностей с помощью дробеструйного аппарата;
последовательность выполнения процесса очистки;
правила перестановки и крепления стремянок и люлек при очистке вертикальных поверхностей;
устройство защитных приспособлений, применяемых при очистке поверхностей строительных конструкций пескоструйным аппаратом.
1.8. В период временного отсутствия дробеструйщика 4-го разряда его обязанности возлагаются на .





