

Основные маркировки
У каждой модели есть целый ряд показателей разной степени важности – передаточное отношение, наибольшая нагрузка, высота центров и так далее – но «на борт» попадают далеко не все из них. Поэтому посмотрим, по каким принципам должна в общем случае называться делительная головка для фрезерного станка, инструкция предписывает указывать:
- • тип – универсальная, зрительная и так далее;
- • передаточное число – общее количество шагов в рамках полного цикла вращения;
- • максимальный диаметр устанавливаемой детали.
Таким образом, аббревиатура УДГ-40-Д350 указывает на принадлежность к многофункциональному типу, на 40 оборотов в течение поворота и на возможность растачивать заготовки с двойным радиусом до 350 мм.
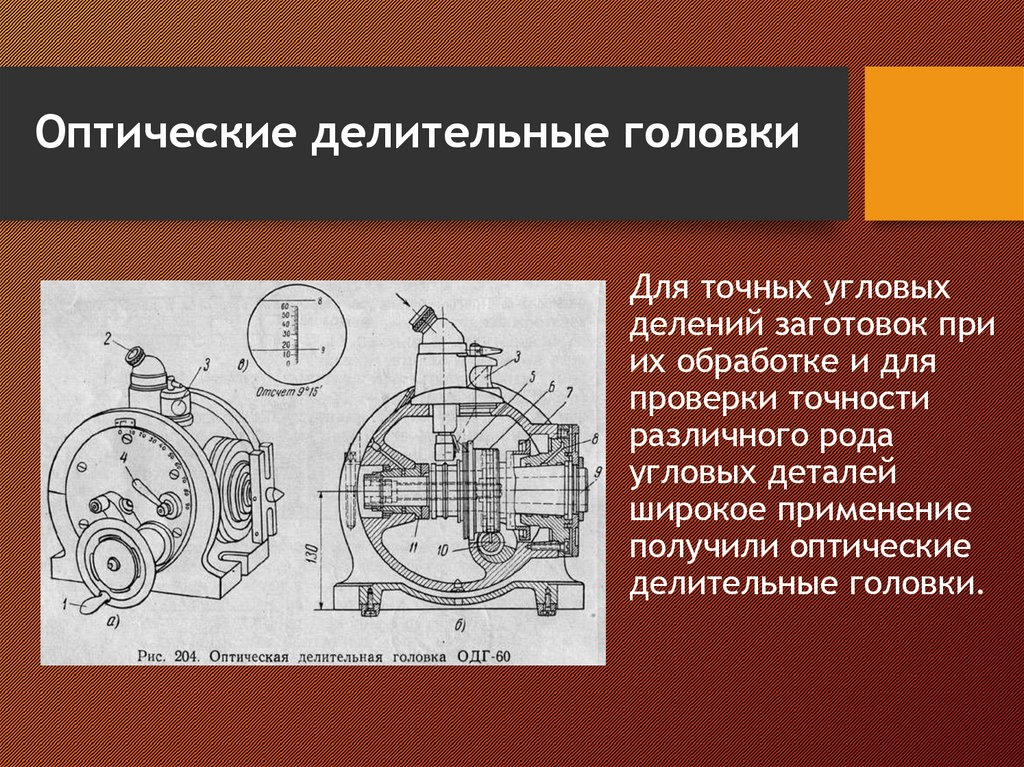
В конкретных ситуациях маркировка может содержать и дополнительные параметры. Например, оптические модели обладают цифрой сразу после ОДГ – это показатель д.ц., определяемый производителем.
Также есть характеристики, которые записываются в паспорт и означают особенности эксплуатации или точность результата, и это:
- • биение по диаметру;
- • ДхШхВ;
- • максимальная нагрузка;
- • величина отклонения оси опоры;
- • углы шпиндельного поворота – от горизонтали и от линии центра;
- • радиальное конусное биение (замеряется в 300 мм от передней части и возле основания).
И, наконец, есть показатели, которые следует учитывать при использовании: это номер конуса Морзе и диаметр фланца для монтажа. Если выбрать их неправильно, пострадает качество навешивания оснастки, что может спровоцировать ее поломку.
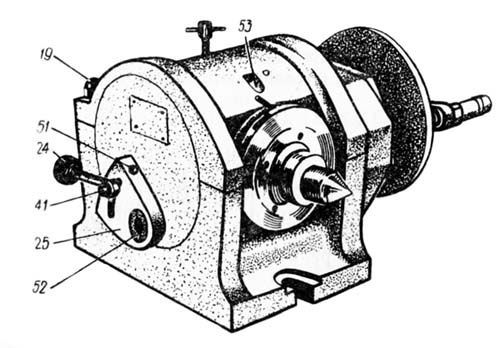
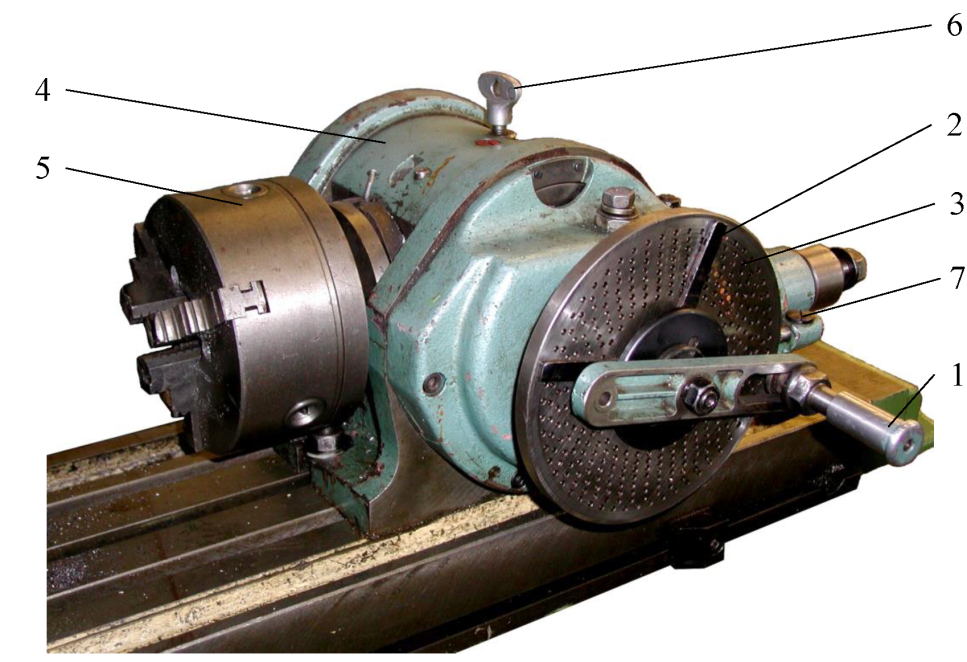
Перечень органов управления делительной головки УДГ-200
- Рукоятка-фиксатор. Фиксация отверстий на делительной окружности делительного диска
- Гайка. Крепление корпуса головки в основании
- Стопор. Стопорение шпинделя
- Гайка. Крепление эксцентриковой втулки с червяком
- Рукоятка эксцентриковой втулки. Включение и выключение червяка
- Винт. Крепление поводка
- Гайка. Крепление рукоятки-фиксатора
- Фиксатор. Фиксация лимба непосредственного деления
- Винт. Крепление штифта-стопора делительного диска
- Штифт-стопор. Стопорение делительного диска
- Втулка привода. Крепление гитары
- Маховик. Перемещение полуцентра задней бабки
- Гайка. Крепление полуцентра задней бабки
- Цилиндрическое. Перемещение задней бабки колесо в вертикальном направлении
- Болт. Крепление корпуса задней бабки
- Ограничитель. Выставление отверстий на делительном диске при делении
- Гайка. Крепление планки с рукояткой и фиксатором
Почему делают своими руками?
При рассмотрении самодельного варианта исполнения следует учесть нижеприведенные моменты:
- Устройство имеет малую стоимость благодаря использованию элементов б/у.
- Все работы можно выполнить самостоятельно без использования услуг квалифицированного специалиста.
- Надежность устройства может зависеть от многого. При выполнении работы следует контролировать качество сборки на каждом этапе
- Использовать самодельный вариант исполнения можно только при производстве малого количества деталей, точность которых меньше.
- Ремонтопригодность можно назвать достоинством устройства.
Настраиваем УДГ: таблица делений на делительной головке
Содержит в себе все исходные данные для точного позиционирования
| Кол-во частей, на кот-е разделяется деталь | Полных оборотов ручки | Кол-во отверстий, отсчитываемых сектором на диске | Число на окружности |
| 2 | 20 | – | |
| 3 | 13 | 11 | 33 |
| 4 | 13 | 10 | 30 |
| 5 | 13 | 13 | 39 |
| 6 | 10 | – | |
| 7 | 8 | – | |
| 8 | 6 | 22 | 33 |
| 9 | 6 | 20 | 30 |
| 10 | 6 | 26 | 39 |
| 11 | 5 | 35 | 49 |
| 12 | 5 | 15 | 21 |
| 13 | 5 | – | |
| 14 | 4 | 24 | 54 |
| 15 | 4/3/3 | –/21/13 | –/33/39 |
| 16 | 3 | 10 | 30 |
| 17 | 3 | 3 | 39 |
| 18 | 2 | 42 | 49 |
| 19 | 18 | 21 | |
| 20 | 22 | 33 | |
| 21 | 20 | 30 | |
| 22 | 25 | 39 | |
| 23 | 1 | 17 | 23 |
| 24 | 22 | 33 | |
| 25 | 20 | 30 | |
| 26 | 26 | 39 | |
| 27 | 18 | 30 | |
| 28 | 21 | 39 | |
| 29 | 26 | 54 | |
| 30 | 21 | 49 | |
| 31 | 9 | 21 | |
| 32 | 11 | 29 | |
| 33 | 11 | 33 | |
| 34 | 10 | 30 | |
| 35 | 13 | 39 | |
| 36 | 9 | 31 | |
| 37 | 4 | 16 | |
| 38 | 7 | 33 | |
| 39 | 3 | 17 | |
| 40 | 7 | 49 | |
| 41 | 3 | 21 | |
| 42 | 6 | 54 |
Она дает все значения для прямого метода, когда заготовка проворачивается без подключения каких-либо дополнительных механизмов.
Последовательность настройки и применения
Выполняемые переходы зависят от типа приспособления и его характеристик, которые устанавливаются в зависимости от цены деления шкалы. В частности, для узлов седьмой/восьмой степени точности используются нормативные данные ГОСТ 1.758, а для узлов девятой степени точности – ГОСТ 1.643.
Основная настройка головки состоит в определении размеров сектора делительной окружности. Исходными данными для расчёта являются диаметр окружности и количество секторов, на которые её потребуется разделить. Настройка происходит в следующей последовательности:
- преобразовывают 360° полного диаметра окружности в необходимое количество делений на её секторах;
- определяют синус угла, получившегося в результате расчёта;
- поворачивают диск устройства на данный угол;
- зажимают корпус узла рукояткой или механизмом зажима и устанавливают рабочий инструмент.
Формула для расчёта требуемого угла деления обычно приводится в инструкции производителя делительной головки. Далее закрепляют деталь, подлежащую фрезерованию, на оправке станка, и, производя продольную подачу стола, выполняют требуемую операцию. Шаг подачи зависит от вида обработки: например, для формообразования зуба он равен расстоянию между впадинами смежных зубьев. С целью повышения производительности, после каждого цикла происходит ускоренный возврат стола с заготовкой в исходное положение. Фиксация по выбранному в измерительном диске отверстию выполняется при помощи пружин.
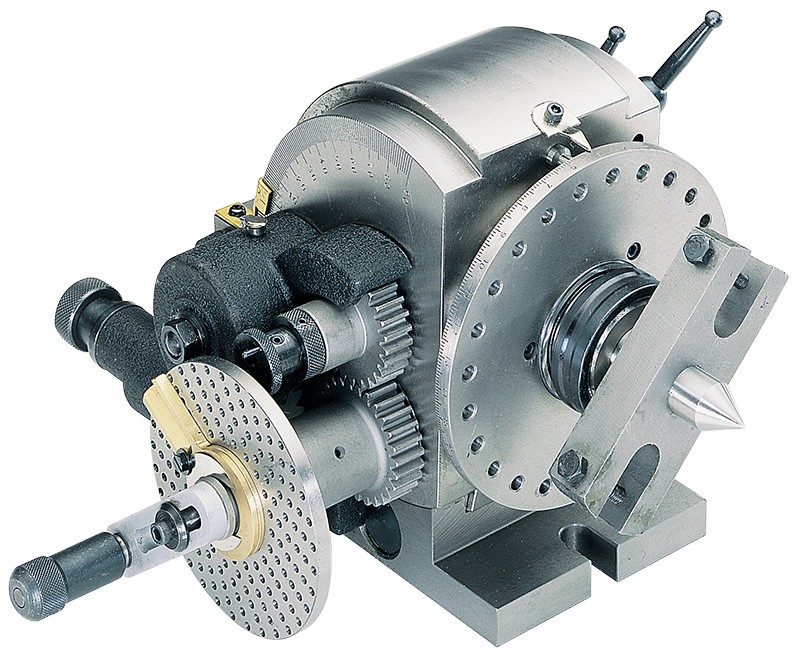
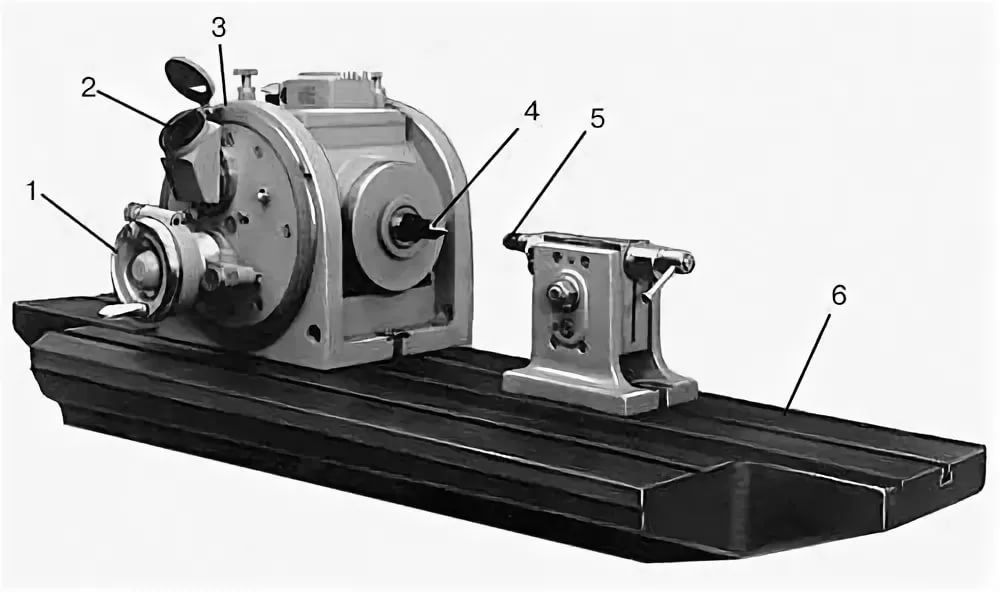
Настройка делительной головки.
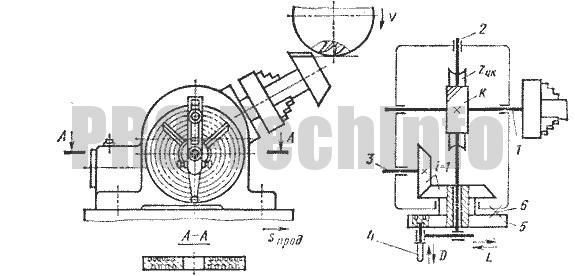
Рис.5. Настройка делительной головки на простое деление
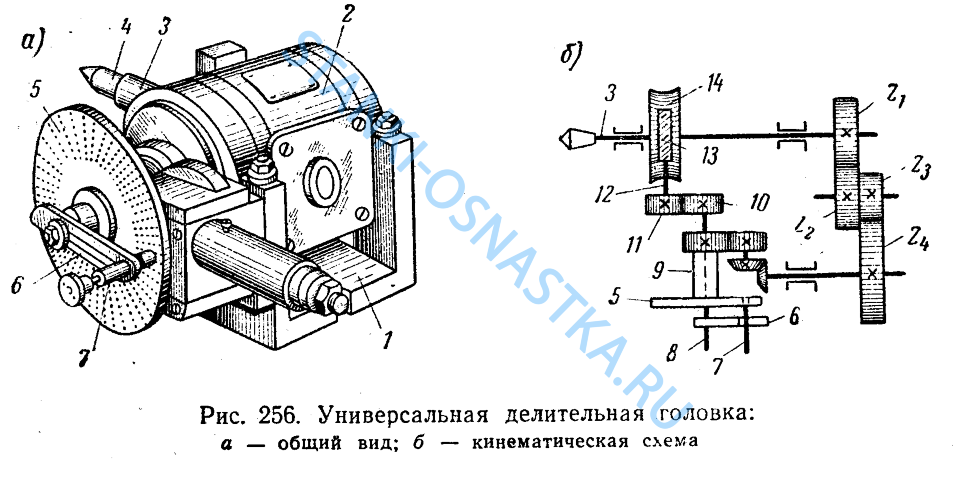
Простое деление на универсальной делительной головке отличается от непосредственного тем, что передача между заготовкой и делительным диском осуществляется через червячную пару, т. е. червяк с заходами и червячное колесо с zЧК зубьями. Червячное колесо сидит на шпинделе 1 головки, а червяк — на валу 2 с рукояткой 4, имеющей два движения — D и L. Движение D позволяет соединять рукоятку с делительным лимбом (диском) 5, на обоих торцах которого по ряду концентрических окружностей равномерно располагается определенное число отверстий (делений).
Например, на одной стороне диска есть 16, 17, 19, 21, 23, 29, 30 и 31 отверстия, а на другой — 33, 37, 39, 41, 43, 47, 49 и 54 отверстия. В делительных головках червяк на валу 2 всегда однозаходный, т. е. k — 1, a zЧK= 40, 80 или 120. Отношение N = zЧK/k называют характеристикой делительной головки. Вал 3 используют в других случаях. Один оборот рукоятки вызовет поворот заготовки на k/zЧК= 1/N. При нарезании зубчатого колеса надо сделать проборотов рукоятки, т. е.nр = k/N = 1/z или пр= N/z.Характеристика головки N = const, a z = var, поэтому обычно np не является целым числом. Так, при N = 40, z = 15 получим nр =40/15 оборота. Настроив рукоятку движением L на окружность с 30 делениями, получим, что для поворота заготовки на 10/15 часть окружности требуется сделать два полных оборота и еще на 20/30 часть, т. е. на 20 делений (отверстий) окружности с 30-ю отверстиями. Головка позволяет при простом делении повернуть заготовку на множество значений 1/z, однако не на все, требующиеся в производстве.

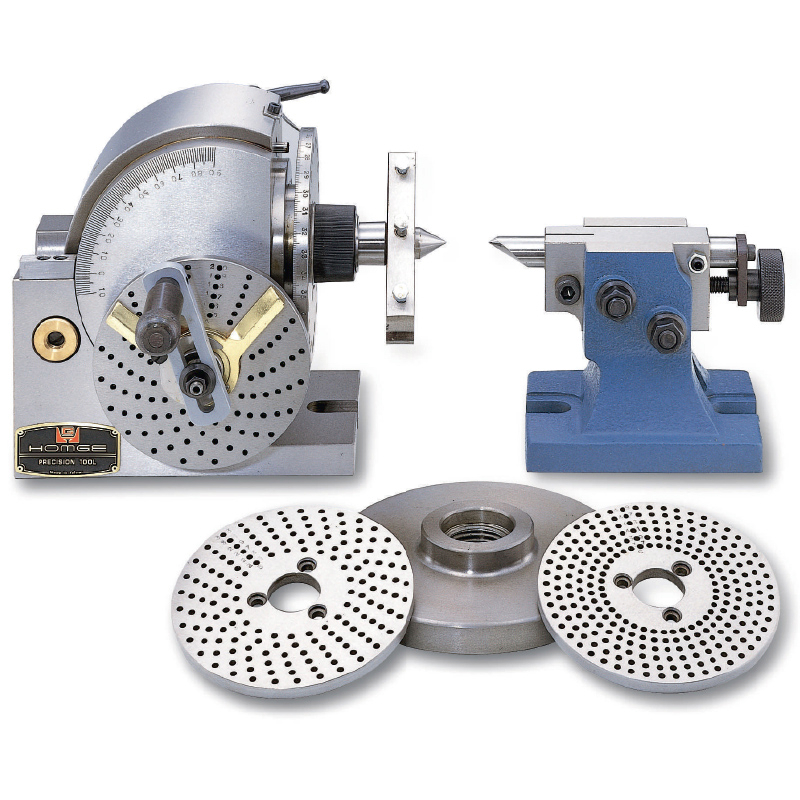
Рис.6. Настройка делительной головки на дифференциальное деление







Дифференциальная настройка головки проводится при выключенном стопоре 6, ограничивающем подвижность лимба 5. Здесь вращение рукоятки 4 также передается (через червячную передачу) шпинделю 1, но одновременно будет вращаться и лимб 5 делительной головки.
Настройка головки заключается в определении числа оборотов рукоятки (как и при простом делении) и от ношения зубьев колес гитары iГ. Число оборотов рукоятки находят из известного соотношения, заменяя “неудобное” число зубьев близким к нему приближенным — znp. В рассмотренном выше примере было N = 40; допустим, z = 53. Ясно, что сделать поворот на 40/53 по имеющимся дискам нельзя. Примем znр = 50; тогда nр=N/zпр=40/50. Если воспользоваться окружностью с 30 отверстиями, то рукоятку нужно будет провернуть на 40/50=24/30 часть окружности, т. е. на 24 деления (отверстия).
Следовательно, при каждом приеме деления на шпинделе будет возникать погрешность
dшп=(1/z -1/zпр),
а на рукоятке
dр=dшпzчк/k.
Можно компенсировать эту ошибку дополнительным поворотом лимба, не удерживаемого стопором. Эта компенсация должна произойти за период поворота на 1/z часть окружности, следовательно,
1/z*iг*i=(1/z-1/zпр)N,
тогда iг=N(zпр-z)/zпр
В нашем примере iг=40(50-53)/50=-120/50.
По этой дроби подбираются зубья колес za, za1, zb, zb1, а знак показывает направление дополнительного поворота лимба — в противоположную сторону от основного np, уменьшая абсолютный поворот заготовки.
Нарезание винтовых канавок, косозубых колес и т. п. с шагом Р возможно с применением универсальной делительной головки. Настройка здесь заключается в получении поворота заготовок, согласованного с продольной подачей. С этой целью вращение ходового винта продольной подачи стола фрезерного станка используют для вращения шпинделя 1 делительной головки путем соединения валика 3 набором сменных колес, имеющих отношение чисел зубьев ib=zczd1/(zc1zd) с ходовым винтом, имеющим шаг Рпрод продольной подачи. За один оборот заготовки стол должен перемещаться на величину
1 об. заг zчкiib=P/Pпрод об. винта;
iв=P/(PпродN)=zczd1/(zc1zd),
где Р — шаг винтовой линии;
Рпрод — шаг ходового винта.
Какие есть, виды?
Приспособления с ЧПУ устанавливаются на оборудование с программным управлением. Это может быть фрезерный станок, токарный, карусельный и другие агрегаты с неподвижно расположенными резцами.
На фрезерное оборудование ЧПУ устанавливают узлы:
- револьверные;
- угловые;
- расточные;
- делительные;
- универсальные.
Револьверные головки имеют несколько шпинделей, вращающихся от одного привода. Фрезы и сверла поочередно обрабатывают деталь под разными углами, фрезеруя ее, производя выборку сложных пазов и канавок, сверление отверстий и расточку. Устанавливаются револьверные устройства на станки с ЧПУ:




фрезерные;
токарные;
универсальные.
На токарные агрегаты для выполнения фрезерных работ устанавливаются на корпусе суппорта приспособления с независимым приводом. Они используются в случае, когда необходимо сделать ровную выборку на цилиндрической поверхности, вырезать паз, просверлить отверстие, выполнить другую обработку. Привод узла подключается к системе ЧПУ и управляется программой.

Одношпиндельные головки ставятся на карусельные, расточные и долбежные станки, когда необходимо произвести вырезку паза, быструю обдирку наружной поверхности, сверловку и шлифовку. Приспособление крепится вместо резца, подключается к источнику питания и системе программного управления.
Важно!
На универсальных токарных станках с ЧПУ приспособление может иметь револьверную головку на 6 или 8 шпинделей. Инструмент меняется и подается автоматически в процессе обработки детали. На таком оборудовании производится полный цикл изготовления сложных по форме деталей.
Угловые приспособления созданы для изменения угла расположения фрезы. Они устанавливаются в основном на механические агрегаты и увеличивают количество обрабатываемых плоскостей.
Делительные головки своими руками
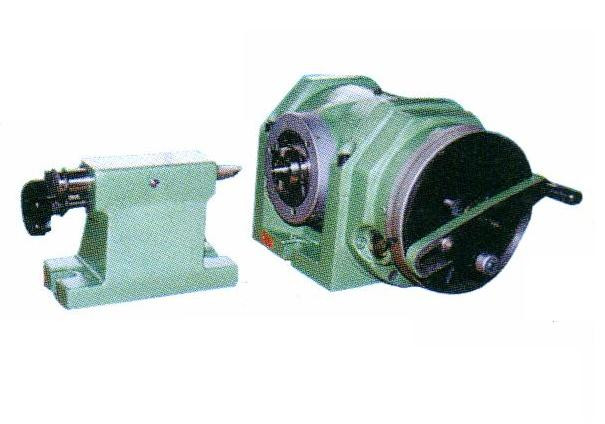
Существенно повысить функциональность фрезерного станка можно при использовании специальной оснастки, которую называют делительной головкой.
Она используется при производстве сложных деталей, так как позволяет проводить поворот заготовки на определенный градус, который устанавливается оператором станка.
При покупке токарного или фрезерного станка можно рассчитывать на то, что в комплекте есть оснастка. В некоторых случаях можно сделать ее своими руками.
Самодельная делительная головка
Предназначение оснастки
Для того чтобы получить сложную форму зачастую нужно провести смещение заготовки относительно оси станка на определенный угол. Именно делительная головка может применяться для решения поставленных задач. Стоит отметить, что она может стать отдельной частью фрезерного или токарного станка, так и его составляющей.
Крепление проходит на станине токарного или другого станка. Крепление к станине может проходить несколькими способами, что зависит от типа насадки.
Положение подвижного элемента оснастки для токарного станка, устанавливается при помощи нескольких рукояток и диска.
Диски имеют определенные отверстия, которые позволяют сохранить положение инструмента, применяемого для установки угла.
Рассматриваемая оснастка для токарного оборудования используется для решения нижеприведенных задач:
- Используется фрезерный станок для получения канавок на поверхности детали. Для контроля глубины и ширины устанавливаются параметры, которые выдерживаются при обработке большой партии.
- На деталях проводится формирование граней. При создании гаек нестандартного размера, хвостовиков и различных инструментов нужно проводить использование делительной головкой, которая позволяет устанавливать размеры, угол и другие параметры с высокой точностью.
- Шлицы и пазы также довольно часто фрезеруются на поверхности. Зачастую для этого проводится смещение заготовки на определенный угол. При этом отметим, что делительная головка позволяет достигать размеров высокой точности.
Вышеприведенные моменты определяют то, что рассматриваемая оснастка зачастую просто незаменима. Сделать ее можно самостоятельно для фрезерного и токарного оборудования.




Можно ли сделать своими руками?
Стоимость рассматриваемого устройства промышленного образца достаточно велика, что связано с использованием дорогих материалов и современного оборудования при производстве.
Сделать делительную головку можно и своими руками, для чего следует учесть несколько моментов. Для выполнения несложной работы многие решают сделать поворотный механизм своими руками.
Для создания рассматриваемого элемента нужны следующие компоненты:
для начала требуется червячный редуктор. Зачастую его забирают со старого технического оборудования, а также выточить самостоятельно. Червячный редуктор является важным элементом конструкции
Поэтому нужно обратить внимание на качество конструкции. Наличие даже малейших дефектов недопустимо;
также понадобится токарный патрон и лимб
Оптимальный диаметр токарного патрона составляет 65 миллиметров. Их можно взять из чертежного кульмана;
для того чтобы ограничить ход обработки устанавливается стопорящий винт.
Сама конструкция имеет достаточно много особенностей, которые следует учесть при изготовлении своими руками.
Существует определенная классификация системы смещения заготовки на определенный угол:
- Простые – довольно просто создать этот вариант исполнения, он прост в настройке и использовании. Основными элементами можно назвать шпиндель, на котором крепится заготовка, а вторым лимб, который имеет на поверхности несколько отверстий. Конструкция проста и надежна, но не может использоваться при получении сверхточных деталей.
- Комбинированные – управление выполняется с помощью рукоятки. Число нажатий оказывает то, что насколько заготовка отклоняется от центральной оси. Комбинированный вариант исполнения применяется при производстве сложного устройства.
- Универсальный – это устройство представляет сложный технологический комплекс, для управления которым используется рукоятка и делительный диск. Конструкция имеет несколько систем зубчатых колес. В некоторых случаях этот ДГ называют дифференциальным.





