ГОСТ 13214-79 Центры упорные. Конструкция (с Изменениями N 1, 2), ГОСТ от 28 июня 1979 года №13214-79
ГОСТ 13214-79
Группа Г27
ОКП 39 2844
Дата введения 1980-07-01
1. РАЗРАБОТАН И ВНЕСЕН Государственным комитетом СССР по стандартамРАЗРАБОТЧИКИ Л.К.Гирин, В.В.Меньшиков, К.Н.Буре
2. УТВЕРЖДЕН И ВВЕДЕН В ДЕЙСТВИЕ Постановлением Государственного комитета СССР по стандартам от 28.06.79 N 2330
3. Срок проверки — 1996 г., периодичность проверки — 5 лет
4. Настоящий стандарт разработан методом прямого применения международного стандарта ИСО 298-73 «Центры токарных станков. Размеры, обеспечивающие взаимозаменяемость» с дополнительными типоразмерами, отражающими потребности народного хозяйства
5. ВЗАМЕН ГОСТ 13214-67
7. ПЕРЕИЗДАНИЕ (апрель 1996 г.) с Изменениями N 1, 2, утвержденными в марте 1985 г., в ноябре 1991 г. (ИУС 6-85, 3-92)
1. Настоящий стандарт распространяется на упорные центры, применяемые при обработке деталей на металлорежущих станках, контрольных, разметочных и других работах.Стандарт полностью соответствует международному стандарту ИСО 298-73.Требования настоящего стандарта являются обязательными.(Измененная редакция, Изм. N 2).
2. Центры должны изготавливаться двух исполнений:
1 — с закаленным рабочим конусом;
2 — с рабочим конусом из твердого сплава.
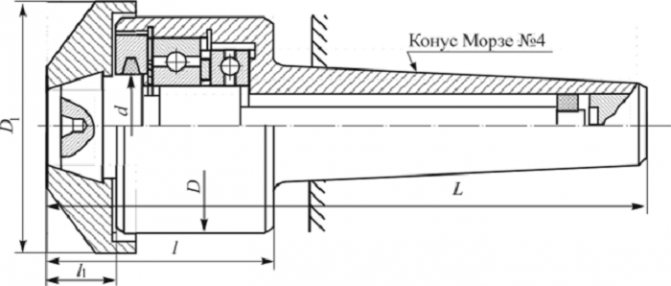
3. Конструкция и размеры упорных центров должны соответствовать указанным на чертеже и в таблице.
4. Рабочие конусы центров 60° исполнения 1 с конусом Морзе 6 допускается изготавливать наплавленными прутковым сормайтом по ГОСТ 21449.
5. Технические требования и маркировка — по ГОСТ 13215.
3-5. (Измененная редакция, Изм. N 2).
Конструкция и размеры упорных центров
______________* Размер для справок.** Шероховатость рабочего конуса и конуса хвостовика для центров повышенной точности (ПТ) должна быть 0,32 мкм.
Размеры, мм
Обозначение центров | Исполнение | Конус | h9 | Номер пластины типа 34 по ГОСТ 25413 | ||||
7032-0011* | 1 | Морзе | 70 | 50,0 | 9,045 | 9,2 | — | |
7032-0012 | 2 | 34090 | ||||||
7032-0013* | 1 | 1 | 80 | 53,5 | 12,065 | 12,2 | — | |
7032-0014 | 2 | 34090 | ||||||
7032-0015* | 1 | 90 | — | |||||
7032-0016 | 2 | 34090 | ||||||
7032-0017* | 1 | 2 | 100 | 64,0 | 17,780 | 18,0 | — | |
7032-0018 | 2 | 34110 | ||||||
7032-0019* | 1 | 110 | — | |||||
7032-0020 | 2 | 34110 | ||||||
7032-0021* | 1 | 125 | — | |||||
7032-0022 | 2 | 34110 | ||||||
7032-0023* | 1 | 3 | 81,0 | 23,825 | 24,1 | — | ||
7032-0024 | 2 | 34130 | ||||||
7032-0025* | 1 | 140 | — | |||||
7032-0026 | 2 | 34130 | ||||||
7032-0027* | 1 | 160 | — | |||||
7032-0028 | 2 | 34130 | ||||||
7032-0029* | 1 | 4 | 102,6 | 31,267 | 31,6 | — | ||
7032-0030 | 2 | 34150 | ||||||
7032-0032 | 1 | 180 | — | |||||
7032-0033 | 2 | 34150 | ||||||
7032-0035* | 1 | 5 | 200 | 129,5 | 44,399 | 44,7 | — | |
7032-0036 | 2 | 34170 | ||||||
7032-0037 | 34190 | |||||||
7032-0039* | 1 | 220 | — | |||||
7032-0040 | 2 | 34170 | ||||||
7032-0041 | 34190 | |||||||
7032-0043* | 1 | 6 | 280 | 182,0 | 63,348 | 63,8 | — | |
7032-0044 | 2 | 34190 | ||||||
7032-0045 | 34210 | |||||||
7032-0047 | 1 | 320 | — | |||||
7032-0048 | 2 | 34190 | ||||||
7032-0049 | 34210 | |||||||
7032-0054* | 1 | Метри-ческий | 80 | 196,0 | 80,0 | 80,4 | — | |
7032-0055* | 100 | 380 | 232,0 | 100,0 | 100,5 |
_______________* Данные центры полностью соответствуют ИСО 298-73, приведенному в справочном приложении.Пример условного обозначения упорного центра исполнения 1 нормальной точности с конусом Морзе 4:
Центр 7032-0029 Морзе 4 ГОСТ 13214-79
То же, повышенной точности:
Центр 7032-0029 Морзе 4 ПТ ГОСТ 13214-79
Пример условного обозначения упорного центра исполнения 2 повышенной точности с конусом Морзе 4 и пластиной из твердого сплава ВК8:
Центр 7032-0030 Морзе 4 ПТ ВК8 ГОСТ 13214-79
ПРИЛОЖЕНИЕ (справочное). РАЗМЕРЫ ЦЕНТРОВ, СООТВЕТСТВУЮЩИЕ ИСО 298-73
ПРИЛОЖЕНИЕСправочное
Элементы конструкции центров, взаимосвязанные с обрабатываемой деталью | Элементы конструкции центров, взаимосвязанные со станком |
Центры токарных станков с конусом Морзе N 0-6 или метрическим конусом 5%
Размеры, мм
Обозначение | Конусный хвостовик | Центр | |||
Тип | Номер | Конусность | |||
Метрический 5% | 4 | 1:20=0,05 | 4 | 23 | 4,1 |
6 | 1:20=0,05 | 6 | 32 | 6,2 | |
Морзе | 0,6246:12=0,05205 | 9,045 | 50 | 9,2 | |
1 | 0,59858:12=0,04988 | 12,065 | 53,5 | 12,2 | |
2 | 0,59941:12=0,04995 | 17,780 | 64 | 18,0 | |
3 | 0,60235:12=0,05020 | 23,825 | 81 | 24,1 | |
4 | 0,62326:12=0,05194 | 31,267 | 102,5 | 31,6 | |
5 | 0,63151:12=0,05263 | 44,399 | 129,5 | 44,7 | |
6 | 0,62565:12=0,05214 | 63,348 | 182 | 63,8 | |
Метрический 5% | 80 | 1:20=0,05 | 80 | 196 | 80,4 |
100 | 1:20=0,05 | 100 | 232 | 100,5 |
(Введено дополнительно, Изм. N 2).Электронный текст документаподготовлен ЗАО «Кодекс» и сверен по:официальное изданиеЦентры и полуцентры упорные: Сб. ГОСТов. —М.: Издательство стандартов, 1996









На какие основные параметры необходимо обратить внимание при выборе токарного станка?
Мощность основного токарного шпинделя и развиваемый шпинделем крутящий момент: более мощный, высокомоментный шпиндель позволит повысить производительность, особенно при «тяжелой» обработке (деталей больших диаметров, обработке труднообрабатываемых материалов, обработке с большой глубиной и подачей резания).
Максимальное число оборотов токарного шпинделя: более оборотистый шпиндель сделает обработку деталей малого диаметра более производительной по сравнению с низкооборотистым шпинделем, так как позволит в полной мере реализовать возможности современного металлорежущего нструмента.
Размеры рабочей зоны: максимальный обрабатываемый диаметр, устанавливаемый диаметр заготовок, расстояние между центрами.
Размер шпинделя: диаметр передней опоры шпинделя, а также проходного отверстия в нем: больший диаметр проходного отверстия в шпинделе позволит работать с прутковой заготовкой большего диаметра, а больший типоразмер шпинделя обеспечивает большую допустимую массу устанавливаемой заготовки.
Величины рабочих и ускоренных подач по всем осям станка.
Тип направляющих: направляющие скольжения или направляющие качения, размеры направляющих.
Точность позиционирования и повторяемость по осям.
Общая масса оборудования, как косвенный критерий жесткости оборудования: выше масса – выше жесткость и производительность.
Наличие дополнительного оборудования: система автоматической привязки инструмента и обмера детали, система подачи СОЖ под требуемым давлением, мониторы нагрузки, системы гашения вибрации, системы компенсации температурных расширений.
Современная система ЧПУ: удобный графический HMI-интерфейс, системы графической симуляции обработки в реальном времени, системы контроля и предотвращения столкновений, а также возможность подключения станка к MES-системе.
Вращающиеся центры для токарных станков
В данной статье речь пойдет о токарных центрах, об их конструкции, разновидностях и особенностях эксплуатации.
Одна из самых распространенных заготовок обрабатываемых на токарных станках — это валы, причем валы различной длины. Для того чтобы добиться небходимого качества поверхности их нужно достаточно жестко и надежно закрепить. Делается это самым эффективным и проверенным способом — с одной стороны вал зажимается в патрон, а с другой поджимается центром. В большинстве случаев для этого используется вращающийся центр, который устанавливается в пиноль задней бабки.
В каких случаях необходимо использование вращающегося центра:
- Длина заготовки в 5 раз превышает диаметр.
- Точение тяжелых деталей на высоких скоростях (большие обороты и подача).
- Большая толщина снимаемой стружки.
- Когда чистовая обработка будет проходить на шлифовальном станке.
Преимущества использования центров:
- Длительный срок эксплуатации.
- Устойчивость к высоким нагрузкам.
- Возможность увеличить скорость обработки.
- Повышение производительности оборудования.
- Универсальность — можно использовать на станках с ручным управлением, и на оборудовании с ЧПУ.
- Высокое качество деталей.
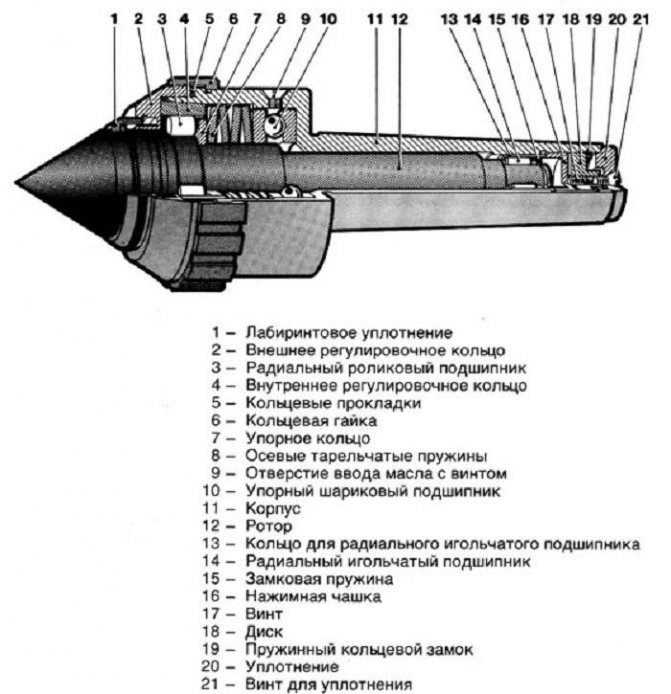
Конструкция вращающихся центров
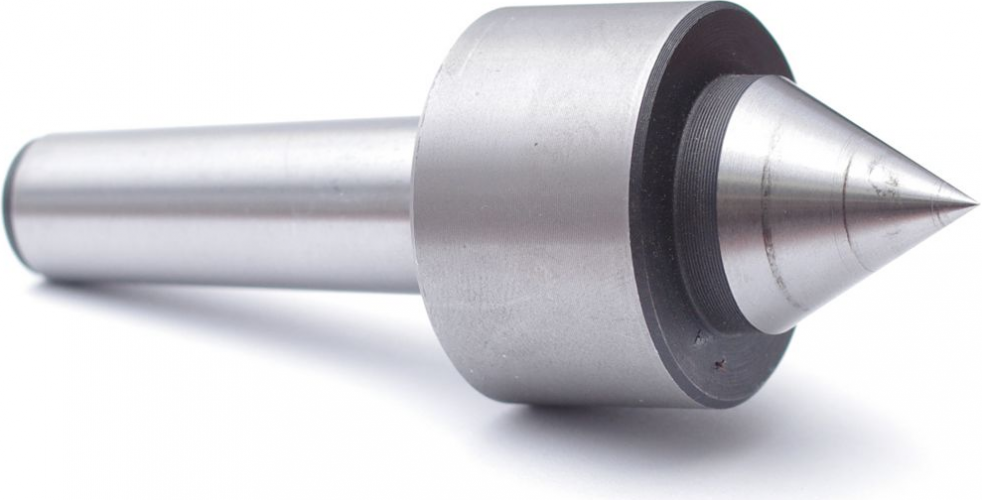
Вращающийся центр состоит из конического наконечника, вала и подшипника, размещенного в стальном корпусе. От подшипника во многом и зависит на каких режимах может работать центр, так же он снижает трение.
При стандартных режимах работы используют центра с углом наконечника 60º, при тяжелых режимах целесообразно применять с углом 90º.
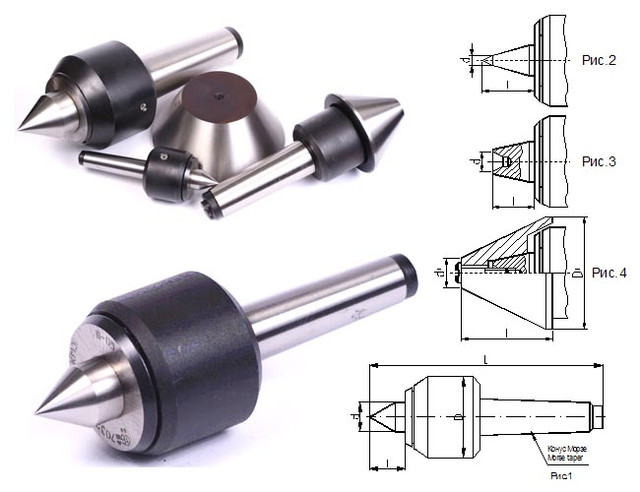
Разновидности
В зависимости от особенностей решаемых задач при токарной обработке центра бывают нескольких типов:
Упорный центр — применяется при небольших скоростях обработки. Предварительно необходимо сделать центровочное отверстие.
Упорный со срезанным конусом — используются при подрезании торца
Вращающийся — используется при высоких скоростях обработки, где упорный уже нельзя применить.
Грибковый — имеет наконечник с усеченным конусом. Используется для фиксации деталей с внутренним отверстием (трубы, полые валы).
С вращающейся гайкой — для удобства извлечения из задней бабки
Со сменными наконечниками — возможность обработки широкого спектра деталей, используя всего один центр
Центры для токарных станков изготавливаются из высокопрочной легированной стали. В зависимости от сложности процесса они бывают обычные и усиленные. Последние используются при работе с тяжелыми изделиями. Усиленный отличается прочностью и устойчивостью к высоким нагрузкам.
Специфика эксплуатации
Перед началом работы токарю необходимо учесть погрешности биения. Оно возникает из-за износа подшипников или наконечника, недостаточно жесткой фиксации. Если требования не допускают такую погрешность, лучше воспользоваться другой оснасткой.
Какие нюансы нужно учесть при обработке в центрах:
- Оси шпинделя и центра должны совпадать, иначе будут погрешности в обработке. При точении деталей с высоким классом точности нужно оставлять припуски для чистовой обработки.
- Сила зажима должна надежно фиксировать заготовку, но при этом не мешать ее вращению.
При работе с большими скоростями нужно использовать смазку для уменьшения износа наконечника.
Важно!
Биение вращающегося центра приводит к радиальному биению детали относительно оси. Дальнейшая обработка этой же заготовки на другом станке может привести к нарушению соосности.
При обнаружении сильного биения конический наконечник необходимо отшлифовать специальным инструментом, который крепится в резцедержателе. После проверки шаблоном в случае удовлетворительного результата можно приступать к металлообработке.
Важно!
При точении на больших оборотах изнашивается наконечник центра и разбивается центровочное отверстие. Чтобы продлить срок эксплуатации оснастки, наконечник обрабатывают защитной смазкой.
1) каталог Bison-Bial 2015
2) https://vseostankah.com/tokarnye-stanki/vrashhayushhijsya-tsentr-nepodvizhnyj-gribkovyj.html
3) https://mekkain.ru/library/czentr-upornyij.html
Вращающийся центр для токарного станка
Дек 24, 2014 г.
В настоящее время, ни какое производство не может обойтись без токарных станков. И это вполне понятно, так как именно этот станок выполнить способен огромное количество работ связанных с обработкой разнообразных заготовок и деталей. И вообще станок токарный является инструментом, применяющимся в самых разнообразных сферах деятельности.
Для того чтобы такой станок служил по возможности дольше, нужно проверять своевременно состояние его и проводить замену определенных деталей, которые выходить могут из строя и тем самым испортят работу всего станка в целом, а также некоторых отдельных его деталей
Наиболее важной частью токарного станка является вращающийся центр. Вращающийся центр для токарного станка требуется для повышения производительности, так как именно она осуществлять помогает замену насадки, за счет чего процесс обработки делается значительно:
- быстрее;
- точнее;
- эффективнее.
Достоинства центра вращающегося для токарного станка
Известно, что имеется два типа центров для токарного станка:
- Вращающийся.
- Упорный.
Первый тип вращающегося центра обеспечивает наиболее точный монтаж, но при этом недостатком его является наличие у него ограниченного количества режимов. При этом второй тип, то есть центр вращающийся, помогает очень быстро производить замену насадок в зависимости от того, какой диаметр имеет обрабатываемая деталь. Это позволяет работу сделать более эффективной и быстрой. Количество имеющихся режимов так же превышает значительно вариант с центром упорным. Помимо всего прочего, центр вращающийся вполне может выдерживать нагрузки резания более значительные, нежели упорный вращающийся центр. В том случае, когда длина детали очень большая, то использовать лучше всего люнеты.
Центр вращающийся, обычно, используется в тех случаях, когда во время работы появляется довольно высокое давление и повышается трение. В этом случае применение центра упорного просто не представляется возможным. Монтируется центр вращающийся для токарного станка на бабке задней. Во время работы вращается он одновременно с деталью.
Виды центров вращающихся
В настоящее время имеется огромное количество самых разнообразных марок центров вращающихся. Как правило, производят их сами изготовители станков токарных. Все из вариантов обладают собственными недостатками и преимуществами. Например, центр вращающийся вполне работать может в очень жестких условиях и применяется для обрабатывания длинных деталей. А другой центр вращающийся может иметь комплект из 7 насадок и тем самым обеспечивает максимально правильное вращение. Цена этих деталей, всегда, не очень большая.
artc-alisa.ru
Центры станочные и токарные патроны: виды, типы, описание
Главная Статьи Центры станочные и токарные патроны: виды, типы, описание
Токарный патрон и вращающиеся центры – это наиболее важные элементы оснастки токарного станка, специальное зажимное приспособление для точного крепления на станке заготовки, детали или режущего инструмента. Благодаря использованию токарного патрона, многообразию размеров и конструкций существенно увеличивается функциональность токарного станка, появляется возможность обработки сложнопрофильных деталей.

Токарный патрон – основная технологическая оснастка токарного станка, устройство, необходимое для крепления заготовки или инструмента для проведения металлорежущих операций. Токарный патрон, предназначенный для крепления заготовок, размещается на передней бабке станка. На задней могут быть установлены сверлильные патроны для фиксации различного рабочего инструмента – сверл, зенкеров, разверток и т. д. Патроны могут цилиндрическую или коническую посадку. В первом случае требуется дополнительный фланец для фиксации на шпинделе, патроны с конической посадкой фиксируются без дополнительных приспособлений. Наилучшим вариантом будет выбор оснастки предназначенной для конкретной модели токарного станка, таким образом Вы гарантируете точное совпадение размера и конфигурации. От количества кулачков в токарном патроне зависит точность и конфигурация обрабатываемых деталей. Двух достаточно для удержания фасонных отливок, трех – для шестигранных и круглых деталей, 4-кулачкового – для деталей прямоугольного и квадратного профиля, а также заготовок несимметричной формы.
Конструкция и назначение токарных патронов

Существует несколько типов конструкции токарного патрона, классифицируемой по способу зажима детали и назначению:
Кулачковые патроны – наиболее широко используемые и подходящие для большинства операций. Состоят из нескольких подвижных сегментов для фиксации деталей. Имеют массу разновидностей.
Существуют следующие виды токарных патронов: Двухкулачковые – применяются преимущественно для крепления фасонных отливок. Трехкулачковые – более всего подходят для заготовок круглой и шестигранной форм. Четырехкулачковые – для ассиметричных заготовок и деталей прямоугольной формы. Подразделяются на самоцентрирующиеся и с независимыми кулачками. В зависимости от типа зажима патрон может иметь ручной или механизированный зажим. В первом случае необходимо вручную осуществлять затяжку крепления детали, при механизированном зажиме – патрон сам осуществляет фиксацию. Рассмотрим основные конструктивные типы токарных патронов, используемые в современном металлообрабатывающем производстве.
Цанговые патроны – состоят из втягиваемой, выдвижной или неподвижной цанги, посредством которой и осуществляется фиксация детали. Подразделяются на зажимные и подающие. Зажимные используются для поворотного зажима деталей с заранее предварительно обработанной поверхностью, подающие цанги используются для крепления холоднотянутых заготовок.
Центры станочные вращающиеся
предназначаются для создания дополнительной опоры при обработке на токарных станках заготовок большой длины. Центры станочные вращающиеся применяются на обычных и на станках металлорежущих с программным управлением. Это один из видов высокоточной технологической оснастки, расширяющий технические возможности и увеличивающий производительность токарного оборудования. Такие приспособления позволяют повысить скорость резания и существенно уменьшить при этом биения обрабатываемой детали, что в конечном счёте положительно сказывается на качестве продукции. Вращающиеся центры для токарного станка состоят из вала и конусовидной части. Именно эта часть выполняет функцию центрирования.

Технологическая снастка изготавливается на инструментальном производстве из качественных конструкционных материалов, чаще всего из легированной стали.
Шарикоподшипник, входящий в состав вращающегося центра, увеличивает КПД оборудования и уменьшает нагрев оснастки. Форма и размеры зажимной части оптимизируются с целью облегчения подхода металлорежущего инструмента к обрабатываемой заготовке
Это важно при обработке фасонных изделий сложной конфигурации. Стандартом и техническими условиями детально регламентируются конструкция и размеры вращающихся токарных центров
Требуемые модификации этих приспособлений подбирают, исходя из потребностей и особенностей конкретного производства.
Чтобы купить инструмент в интернет магазине «Мир ISO» https://miriso.ru/ — достаточно выбрать необходимый товар в каталоге и отправить онлайн-заявку или позвонить по телефону +7 (8482) 999-111.
Фиксация заготовок
Точение на токарном станке происходит путем ее крепления в кулачковом патроне, который передает вращения и при этом удерживает ее на месте. Подобное устройство эффективно при точении тел цилиндрической формы. При этом резец подается перпендикулярно, что позволяет проточить металл до нужного диаметра.
При рассмотрении токарного станка по металлу следует учитывать, что многие самодельные и промышленные варианты исполнения имеют в задней части конструкцию для поддержки заготовки и выполнения других задач. Самодельный вид токарного станка по металлу также имеет вариант исполнения бабки, для которой требуется специальная оснастка.
Таким образом, при фиксации по двум противоположным сторонам на токарном станке, задней и передней бабки, заготовка будет находиться в заданном положении во время возникновения даже сильной нагрузки.
При рассмотрении задней бабки нужно отметить следующие особенности:
- Рассматриваемое устройство предназначено только для крепления специального оснащения. Виды используемой оснастки на токарном станке определяют предназначение задней бабки: она может служить как для фиксации тела цилиндрической формы, так и для обработки.
- Для того чтобы на момент сильной подачи или при больших оборотах заготовка не изменила свое положение используется центр, который и определяет предназначение задней бабки.
- Сделать центр можно своими руками или приобрести в специализированном магазине. При самостоятельном изготовлении нужно учитывать, что заготовкой должен быть цельный сплошной металл с повышенным показателем прочности. Это связано со способом крепления: пиноль прижимает деталь к шпинделю по торцу и на протяжении всего времени наконечник контактирует с ней, происходит незначительное трение.
- Положение пиноли токарного станка регулируется только в продольном направлении. Учитывая данную особенность, стоит помнить, что положение центра должно совпадать с осью вращения шпинделя. В противном случае вращения будут происходить с биением.
Рассматриваемое устройство также может служить для высверливания торцевых отверстий и для решения других технологических задач.
Крепление по двум торцам
Фиксация по двум торцам происходит в нижеприведенных случаях:
- Токарный станок по металлу промышленного типа имеет регулировку количества оборотов. Большая скорость вращения, которая передается детали, приводит к «вилянию» детали. При точной обработке, согласно ГОСТ, подобное явление приводит к довольно большой погрешности.
- Большая длина и вес заготовки также определяет необходимость использования задней бабки. Под собственным весом цилиндрическое тело может деформироваться и резец по металлу будет «бить» во время подаче резца.
- В зависимости от режима точения и скорости вращения шпинделя может возникнуть чрезмерная поперечная подача. При обработке детали в подобной ситуации сделать ее с высокой точностью довольно сложно.
В подобных случаях следует провести фиксацию по обоим торцам.
Сфера применения и особенности
Обработка материалов на токарном станке подразумевает закрепление цилиндрической заготовки в трехкулачковый патрон. За счет перпендикулярной подачи режущего инструмента снимается заданная толщина металла. Все это позволяет обточить заготовку до необходимых размеров.
При выполнении определенных работ одной фиксации заготовки в патроне недостаточно. Для обеспечения безопасности, получения нужной чистоты и точности требуется дополнительная поддержка детали задней бабкой.
В каких случаях необходимо использование вращающегося центра:
- Длина заготовки в 5 раз превышает диаметр.
- Точение тяжелых деталей на высоких скоростях (большие обороты и подача).
- Большая толщина снимаемой стружки.
- Когда чистовая обработка будет проходить на шлифовальном станке.
Особенности и преимущества использования центров:
- Длительный срок эксплуатации.
- Устойчивость к высоким нагрузкам.
- Возможность увеличить скорость обработки.
- Повышение производительности оборудования.
- Универсальность — можно использовать на станках с ручным управлением, и на оборудовании с ЧПУ.
- Высокое качество деталей.
Может вам также станет интересно, как правильно смонтировать УЦИ на токарный станок?
К недостаткам приспособления можно отнести радиальное биение. Если по техническим требованиям данная погрешность недопустима, практикуется финишная обработка с применением неподвижного центра на щадящих режимах.
Виды токарных центров
По действующим стандартам ГОСТ выделяют следующие виды центров для токарных работ:
- Упорный – хвостовик и наконечник имеют одинаковые габариты. Переднюю часть производят из закаленной стали или очень прочного сплава. Актуален для работы с заготовками, имеющими центровые отверстия.
- Грибковый – отличается от предыдущего варианта наконечником большего диаметра с усеченным рабочим конусом. Данный вид может иметь два типа наконечников: с центрированным валиком либо с насадкой для него. Грибковый центр подходит для обработки элементов с внутренним отверстием, например, полых валов или труб.
Согласно ГОСТ 8742-75, по конструкции оснастка бывает:
- с постоянным центрированным валиком;
- со сменной насадкой.
Угол конуса может составлять 60° или 90°. Его выбирают в зависимости от режима заточки: для обычных работ подходит деталь с углом 60°, для тяжелых — 90°.
Для обработки пустотелых заготовок используют рифленые центры, а для подрезки торца – оснащение с выточкой. Элементы сложной геометрической формы часто не могут быть прочно закреплены в патронах. В этом случае применяются планшайбы. На ней обрабатываемые заготовки фиксируют и центрируют с помощью сменных прихватов и крепежных болтов.
Эксплуатационные особенности
При работе на токарном оборудовании важно учитывать некоторые правила применения центров:
- выбирая класс точности элементов, следует предусмотреть запас на погрешности биения из-за ряда причин: слабая жесткость, износ подшипников;
- проверить правильность установки можно подручными способами: следует положить под центр белый лист бумаги и оценить совпадение осей;
- при соударении конус шлифуется по месту с проверкой по шаблону;
- биение при вращении приводит к ударам детали относительно оси – это исключают применением неподвижного аналога.
Перечисленные правила помогут начинающим токарям произвести точную обработку деталей.
Цена токарных центров
Цены на вращающиеся начинаются от 1400 рублей, на неподвижные – от 500 рублей. Стоимость зависит от производителя и от того, для какого типа работ предназначено оснащение. Для тех, кто собирается купить токарные комплектующие, в таблице приведены ориентировочные цены.
| Тип | Токарный станок | Вид работ | Посадка | Цена, рубли |
| Неподвижный | JET | МК-3 | 550 | |
| Вращающийся | МК-2 | 1800 | ||
| МК-5 | 3000 | |||
| для средних работ | МК-3 | 2000 | ||
| для легких работ | МК-2 | 2800 | ||
| для тяжелых работ | МК5 | 3000 | ||
| Техоснастка-С BT-5592 | для обработки деталей, имеющих центровые отверстия | А-1-3-Н | 2050 | |
| Техоснастка-С BT-5598 | для обработки деталей, имеющих центровые отверстия | А-1-6-У | 11500 |
Центр вращающийся ГОСТ 8742-75 грибковый Б-1-4-Н с насад. З0-70
Добавить к сравнению
| Выберите центр | Б-1-2-Н с насад. 25-60 |
|---|
Добавить к сравнению
| Выберите центр | Б-1-3-Н с насад. З0-70 |
|---|
Добавить к сравнению
| Выберите центр | Б-1-4-У с насад. З0-70 |
|---|
Добавить к сравнению
| Выберите центр | Б-1-4-У с насад. 40-90 |
|---|
Добавить к сравнению
| Выберите центр | Б-1-5-Н с насад. 32- 80 |
|---|
Добавить к сравнению
| Выберите центр | Б-1-5-У с насад. 40- 90 |
|---|
Добавить к сравнению
| Выберите центр | Б-1-5-У с насад. 90-130 |
|---|
Добавить к сравнению
| Выберите центр | Б-1-5-У с насад. 130- 180 |
|---|
Добавить к сравнению
| Выберите центр | Б-1-5-У с насад. 180- 240 |
|---|
Добавить к сравнению
| Выберите центр | Б-1-5-У с насад. 240-290 |
|---|
Добавить к сравнению
| Выберите центр | Б-1-5-У с насад. 290-340 |
|---|
Добавить к сравнению
| Выберите центр | Б-1-5-У с насад. 340-390 |
|---|
Добавить к сравнению
| Выберите центр | Б-1-6-У с насад. 40- 90 |
|---|
Добавить к сравнению
| Выберите центр | Б-1-6-У с насад. 90-130 |
|---|
Добавить к сравнению
| Выберите центр | Б-1-6-У с насад. 130-180 |
|---|
Добавить к сравнению
| Выберите центр | Б-1-6-У с насад. 180-240 |
|---|
Добавить к сравнению
| Выберите центр | Б-1-6-У с насад. 240-290 |
|---|
Добавить к сравнению
| Выберите центр | Б-1-6-У с насад. 290-340 |
|---|
Добавить к сравнению
| Выберите центр | Б-1-6-У с насад. 340-390 |
|---|
Разновидности
В токарном деле применяются несколько разновидностей вращающегося центра. По назначению оснастка делится на два вида:
Упорный центр — заостренный наконечник упирается в торец детали. Предварительно необходимо сделать центровочное отверстие.











Грибковый — имеет наконечник большего диаметра с усеченным конусом. Используется для фиксации деталей с внутренним отверстием (трубы, полые валы).
По конструкции:
- С постоянным валиком (тип А).
- Со сменной насадкой (тип Б).
Применение типа Б позволяет использовать одно приспособление для обработки изделий с разными габаритами. Съемные насадки облегчают подход резца к заготовке. Такая оснастка часто применяется при точении фасонных деталей.
Центры для токарных станков изготавливаются из высокопрочной легированной стали. В зависимости от сложности процесса они бывают обычные и усиленные. Последние используются при работе с тяжелыми изделиями. Усиленный отличается прочностью и устойчивостью к высоким нагрузкам.