

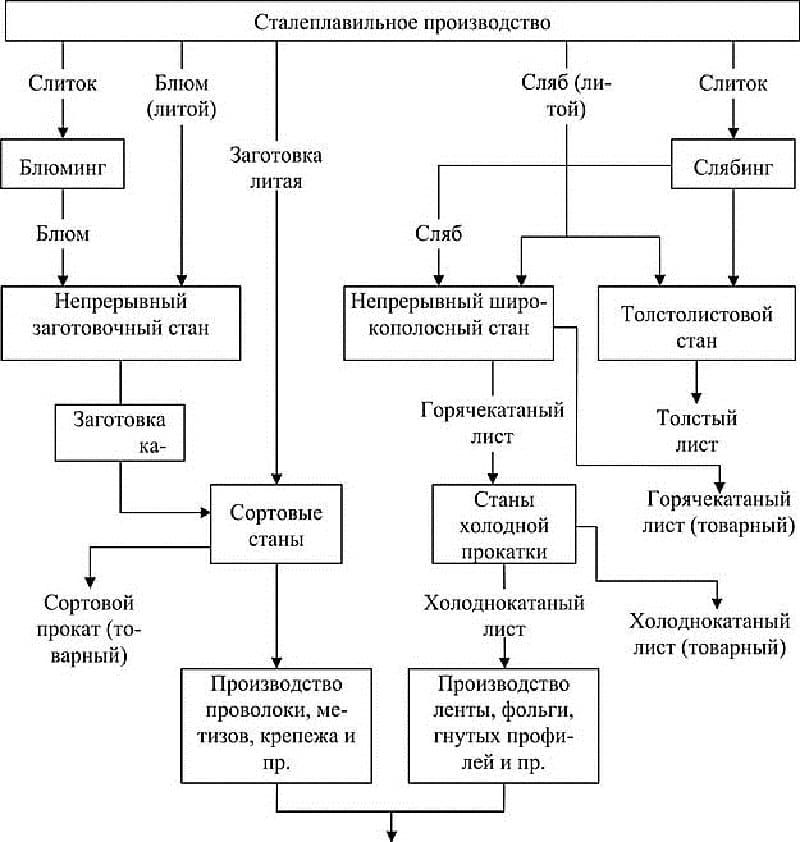
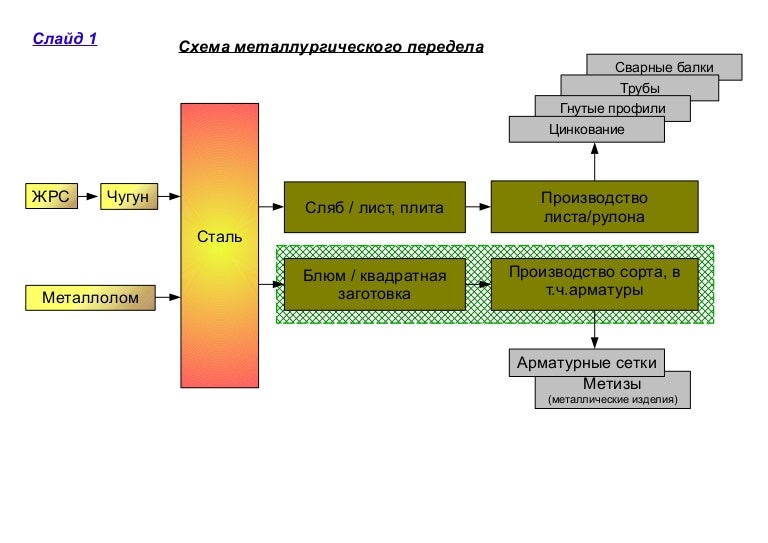
Технология
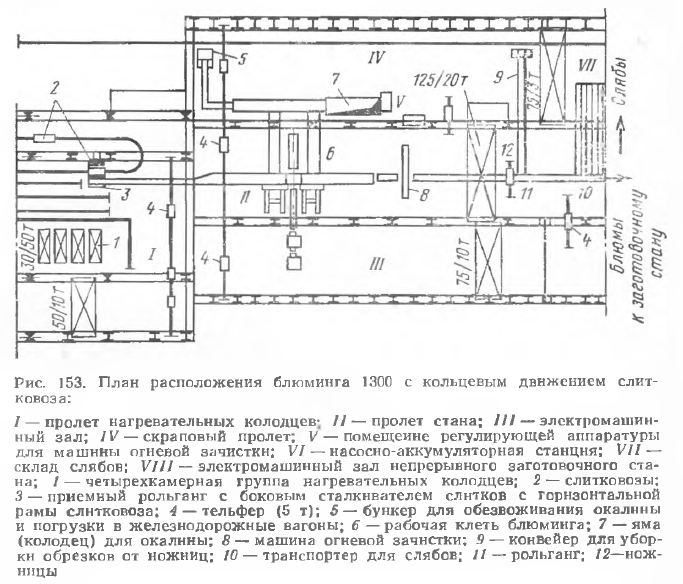
Технологический процесс производства слябов начинается с подогрева слитков в вертикальном положении в нагревательных колодцах до 1100—1280 °С. Затем слитки взвешиваются и подаются по рольгангу к валкам слябинга. Прокатка сляба осуществляется в универсальной клети за 19—31 проход с обжатиями на 50—120 мм за проход. Существуют технологические схемы с одновременной реверсивной прокаткой двух слитков. Уширение слитка компенсируется вертикальными валками. После прокатки сляб может проходить огневую зачистку поверхности, резку на слябы требуемой длины и клеймение. Готовые слябы перемещаются на склад или к следующему по технологической цепочке прокатному стану.
Годовая производительность универсального слябинга 1250 составляет 6 млн тонн слитков. Масса технологического оборудования такого слябинга составляет 8850 тонн, суммарная мощность приводов 40,4 Мвт.
Первые слябинги появились в США в конце XIX — начале XX века. В СССР первый слябинг был запущен в 1937 году на заводе «Запорожсталь». В 1960-е годы слябинги производства Новокраматорского завода производительностью до 5 млн т слябов в год вводились в эксплуатацию на Магнитогорском, Ждановском и Карагандинском металлургических заводах. В 1960—1970-х годах слябинги 1200—1370 мм были установлены на металлургических заводах США, ФРГ, Японии и других стран.
В связи с интенсивным развитием в XX веке непрерывного литья стали число слябингов, вводимых в эксплуатацию, заметно уменьшилось.
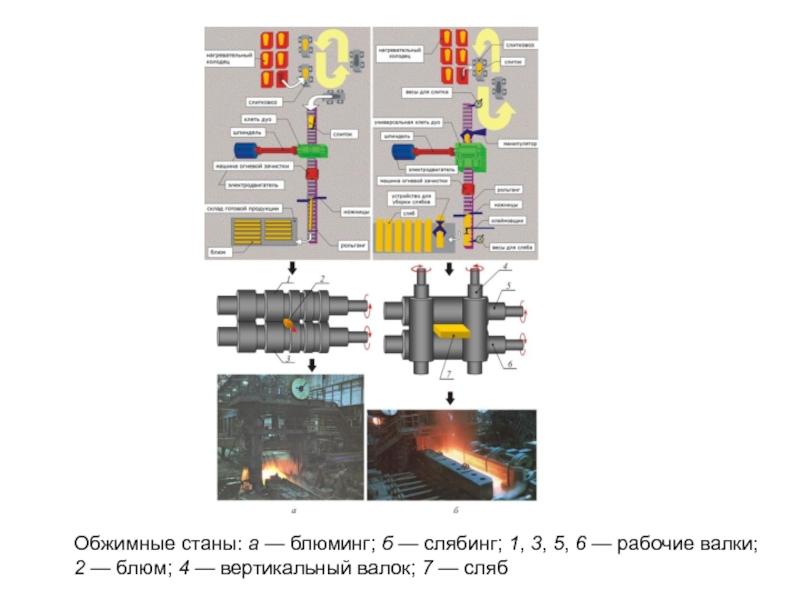
2 Первый этап прокатки стальных блюмов
Когда слитки поступают на обжимной станок из сталеплавильного цеха (а именно из его стрипперного участка), перед прокаткой их требуется обязательно прогреть. Данная операция выполняется в специальных нагревательных камерах, именуемых металлургами колодцами. В такие колодцы заготовки подаются в вертикальном положении клещевым колодцевым краном. Необходимость именно вертикальной подачи обусловлена двумя факторами:
- возможностью забирать слитки после прогрева все тем же краном (не нужно конструировать и вводить в процесс дополнительные машины и механизмы);
- достигаемой равномерностью нагрева стали.
В обжимном цехе может быть смонтирован один большой колодец, но чаще применяется схема с двумя камерами. На очень крупных металлургических предприятиях можно увидеть и больше колодцев, которые обычно объединяются в группы по 2–4 камеры.
Описываемые нами колодцы имеют садку от 100 до 200 тонн, относятся они к категории рекуперативных сооружений, которые подогреваются комбинацией коксового и доменного газа сверху либо снизу. В камеры следует подавать предварительно нагретые до 800–900 градусов заготовки. Если загружать колодцы холодным металлом, время на его подогрев в таких сооружениях значительно увеличивается (до 3 раз), что приводит к увеличению себестоимости металлургической продукции.
Снятие с железнодорожных платформ заготовок, поступающих из сталеплавильного цеха, их посадка в рекуперативные камеры, выемка из колодцев и загрузка в слитковоз осуществляется при помощи кранов мостового типа, которые способны работать с грузами до 50 тонн.
Отличие от слябинга
Блюминг и слябинг имеют различное устройство и функциональное назначение. Слябинги менее распространены, имеют более высокую стоимость. Они производят до 2,5 млн. т заготовки в год. Скорость прокатки — до 6 м/с.
Таким образом, блюминг – более универсальный агрегат, чем слябинг. На блюминге можно получать и блюмы, и слябы. Размер слябинга определяется длиной рабочей части валков, а размер блюминга — диаметром валков.
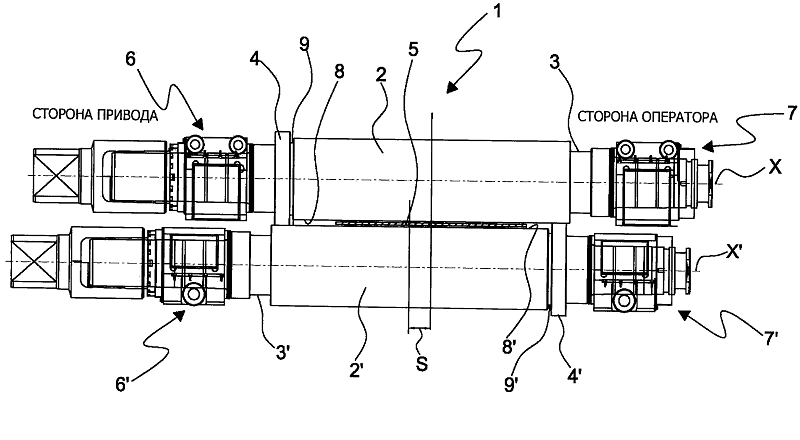
Конструктивно отличие блюминга от слябинга состоит в следующем. Слябинг имеет две пары валков. Одна пара расположена горизонтально, вторая – вертикально. Благодаря валкам, установленным вертикально, слиток, не кантуясь, обжимается по бокам. В остальном эти два прокатных стана аналогичны.
Несмотря на все достоинства, блюминги – прокатные станы, которые в настоящее время считаются устаревшими и на передовых предприятиях выведены из эксплуатации. Это обусловлено значительными потерями металла с обрезью и окалиной. Они используются на некоторых металлургических предприятиях России и Украины, где еще применяется неэкономичная технология разливки стали в изложницы.
Методы тиснения
Тиснение часто применяется дизайнерами интерьеров для стилизации мебели «под старину». Такой метод декора различных предметов берут на вооружение типографические компании, используя при этом дорогое оборудование. Но если делать фольгирование в домашних условиях, можно оперировать доступными подручными средствами и без особых затрат изготавливать эксклюзивные вещи ручной работы.
Различают несколько технологий в зависимости от материала, на котором производится тиснение.
На бумажной поверхности
Тиснение на бумаге не отличается особой сложностью. Его можно делать несколькими способами:
- С помощью ламинатора — это небольшое устройство, которое можно использовать и в домашних условиях. Промышленные ламинаторы мощные и рассчитаны на большой поток бумаги, домашние работают медленнее, но по качеству оттисков не уступают промышленным. Сама процедура ламинирования состоит в том, чтобы готовый узор или рисунок накрыть фольгой и ещё одним листом бумаги и аккуратно пропустить через ламинатор.
- С использованием бытового утюга, если приобрести ламинатор нет возможности. Для этого требуется положить лист матовой стороной к картинке и на среднем нагреве тщательно в течение 2 минут её прогладить.
На металле и дереве
Тиснение на металле и по дереву представляет собой более сложную процедуру, для которой требуется предварительное изготовление матрицы с готовым узором. На обрабатываемую поверхность накладывается лист фольги, а поверх него — свинцовая пластина для выколотки. Мастер, ударяя по рисунку через свинцовую подкладку специальным инструментом, выбивает нужный орнамент.
Чтобы сделать чеканку из металла своими руками, используют упрощённую методику, когда рисунок переносится на бумагу (можно использовать копирку или прозрачный лист), после пунктирными точками выбивается канфарником. Эта технология часто используется при изготовлении икон и портретов с имитацией золотого вкрапления.
Зная, как сделать чеканку из фольги, в качестве исходного материала можно использовать:
- рулонное (для мягких изделий);
- листовое техническое (для изготовления картин);
- толстостенное пищевое сырьё (для производства тарелок и подносов).
На поверхности ткани
Фольгирование на ткань — достаточно простой и доступный способ украсить любую вещь. Фольга легко переносится на все виды ткани. В условиях фабрик и ателье используется специальный пресс для ее тиснения, в домашних условиях — утюг. Тиснение на ткани происходит по следующей технологии:
- На чистое и разглаженное изделие наносится рисунок (можно использовать мыло, карандаш).
- Узор или надпись хорошо прокладывают специальным клеем.
- Даётся 4−7 минут на подсыхание клея.
- На требуемый участок матовой стороной укладывается лист фольги.
- Накладывается пресс для тиснения фольгой.
- Остатки удаляются после охлаждения.
Фольгирование на кожаных изделиях требует предварительного изготовления специального штампа из металла. Чтобы сделать оттиск из фольги её необходимо положить на кожу, разогреть с помощью утюга, а когда она нагреется прижать к ней заготовку на 30−40 секунд.
Мастер-класс «Машинка» (работа в техники чеканка)
Мастер – класс рассчитан на работу с детьми старшего дошкольного возраста, педагогов, родителей и творческих людей.
Техника чеканки очень древняя, развивающаяся на протяжении многих веков. Она была известна еще в Древнем Египте, в Древней Греции и Риме. С давних времен применялась чеканка в искусстве Ирана, Китая, Индии и Японии. Значительное развитие чеканка получила в эпоху Возрождения в странах Западной Европы. Высокого совершенства она достигла в домонгольской Руси и вновь расцвела в древнерусском искусстве ХV-ХVII вв. Чеканка высокого рельефа из листового серебра производилась мастерами-греками в Москве, а чеканные ковши и чаши – в Новгороде.




Назначение: украшение интерьера, изготовление подарков.
Цель: развитие художественно-творческих способностей средствами изобразительного искусства.
Задачи:
— развивать художественный вкус, чувство композиции; творческие способности;
— развивать кругозор детей, пополнять активный словарный запас;
— способствовать развитию мелкой моторики и координации движений рук;
— формировать и развивать навыки ручного труда;
— воспитывать аккуратность, трудолюбие, усидчивость.
Другие значения этого слова:
Случайный анекдот:
Ковбой едет по прерии со старым индейским вождём. Ковбой говорит: — Это твои кони там пасутся? — Угу. — У тебя их так много. Подари мне того. — Мочамба. — Спасибо. Едут дальше. — А это твоя земля. — Да. — Выдели мне несколько акров. — Мочамба. — Спасибо. Век не забуду. Дальше выезжают на поляну, где отдыхают хорошенькие индианки. — Вождь, а это всё твои девушки? — Да. — А почему ты их не трахаешь? — Мочамба не стоит.
Знаете ли Вы?
Пчелы. За год махания крылышками, одна пчела вырабатывает энергии, достаточной для горения 60-ваттной лампочки в течении 2,5 часов.
Сканворды, кроссворды, судоку, кейворды онлайн
Источник
Разница между блюмингом и слябингом
На технологию блюминга очень похож слябинг. В чем же между ними разница? Главное отличие заключается в том, что на слябинг-машине установлена не 1, а 2 пары валков. Они расположены друг относительно друга в перпендикулярном направлении. Во время проката слиток-заготовка обжимается сразу в двух направлениях. Может показаться, что слябинги пользуются более большой популярностью в металлургии, однако это абсолютно не так. Дело все в том, что продуктивность слябинг-стана в 2-2,5 ниже, чем продуктивность блюминга. Поэтому сегодня эти два метода используются наравне друг с другом для решения разных технологических задач.
Также стоит обратить внимание, что во всем мире блюминг-технология достаточно давно вышла из употребления. Почему это произошло? Вызвано это тем, что блюминг все же далеко не идеален
Его главный минус — при прокате образуется большое количество окалины и обрезков. Из-за этого увеличивается конечные расходы стали, что негативно влияет на ее конечную цену для потребителя. Поэтому сейчас блюминг-установки остались в основном на территории бывшего Советского Союза. Во всем остальном мире используются более современные и экономные методы проката стальных заготовок.
Блюминг (стан) – это… Что такое Блюминг (стан)?
Блюминг, большой, тяжёлый обжимной стан для предварительного обжимания стальных слитков большого поперечного сечения в блюмы. Блюм, блюмс, блум (англ. bloom)- полупродукт металлургического производства, представляет собой стальную заготовку квадратного сечения, полученную из слитков прокаткой на обжимном стане, которая поступает в дальнейший передел на чистовые станы. Блюминги обычно характеризуются диаметром прокатных валков и представляют собой стан «дуо», то есть с двумя валками и реже устанавливаются «трио», то есть с тремя валками. Громадное значение блюминга заключается в следующем : современные мартеновские печи характеризуются очень большим тоннажем, следовательно отливка мелких слитков (в 1-2 т) из подобных печей не экономична и технически затруднительна;
История
Впервые трио-станы были применены для обжатия бессемеровских слитков в США А. Холлеем (1871). В последующие годы Джон и Джордж Фриц, а также А. Холлей там же построили механизированные трио-блюминги для прокатки слитков небольшой массы. В Англии Рамсботомом был сконструирован (1880) дуо-реверсивный стан с переменным направлением вращения валков для прокатки слитков до 5 т и более. Широкое распространение дуо-реверсивный стан получил благодаря электрическому реверсивному приводу, предложенному К. Ильчнером (1902). В СССР Блюминг изготовляют с 1931; первый произведенный в СССР Блюминг (по немецким чертежам) введён в эксплуатацию на Макеевском металлургическом заводе (1933). В конце 1940-х гг. советскими учеными и инженерами (А.И.Целиков, А.В.Истомин и др.) была разработа первая собственно советская конструкция Блюминга (работа была удостоена в 1951 г. Сталинской премии 2-й степени).
Современный блюминг состоит из 2 прочных стальных станин, скреплённых в жёсткую систему, в них закладываются при помощи специальных подушек 2 валка диаметром 1,0 — 1,3 м, причём верхний валок при помощи особого электрического устройства может подниматься и опускаться в зависимости от толщины прокатываемого слитка.
Технология
Технологический процесс прокатки в цехе Блюминг включает:
- доставку горячих слитков на железнодорожных платформах из сталеплавильного цеха к нагревательным колодцам;
- подогрев слитков в вертикальном положении в колодцах до 1100—1300°С (в зависимости от марки стали);
- подачу каждого слитка на слитковозе к приёмному рольгангу Блюминг;
- взвешивание слитка и подачу его по рольгангу к валкам Блюминг;
- прокатку в 11—19 проходов с обжатием 40—120 мм за проход и промежуточными кантовками на 90° (кантовка и перемещение полосы вдоль валков осуществляются манипулятором).
У полосы, поступившей к ножницам, отрезают передний и задний концы, после чего она передаётся на заготовочные станы. Часто полосу разрезают на отдельные блюмы или слябы, которые передаются рольгангами на холодильник и затем на склад. Выход блюмов и слябов составляет 85—90% массы слитков. Применение Блюминг позволяет разливать сталь в крупные слитки, повышает качество готового проката.
4 Несколько слов об истории создания обжимных станов
Американец Холлей в начале 1870-х годов впервые использовал станы с тремя валками для обжатия заготовок, выплавленных по бессемеровской технологии. Впоследствии он улучшил свою прокатную методику и запустил в работу трио-станы с высоким уровнем механизации. На них можно было прокатывать заготовки с относительно малым весом.
А вот британец Рамсботом создал в 1880 году реверсивный стан с двумя валками, на котором была реализована схема вращения валков в переменных направлениях. На таком оборудовании можно было обрабатывать металлургические полуфабрикаты до 5–6 тонн. В 1902-м дуо-методика стала особенно востребованной за счет того, что Ильчнер создал реверсивный электропривод, который в разы повышал эффективность прокатных операций.
В Советском Союзе первый обжимной стан появился в 1933 году на меткомбинате в Макеевке. Его построили по чертежам немецких специалистов. А собственный стан советские инженеры создали лишь после второй мировой войны. Авторы этого проекта (А. Истомин и А. Целиков), а также коллектив специалистов, работавших с ними, даже получили премию имени Сталина за свою разработку.


Определение “Слябинг” в Большой Советской Энциклопедии
| Слябинг |
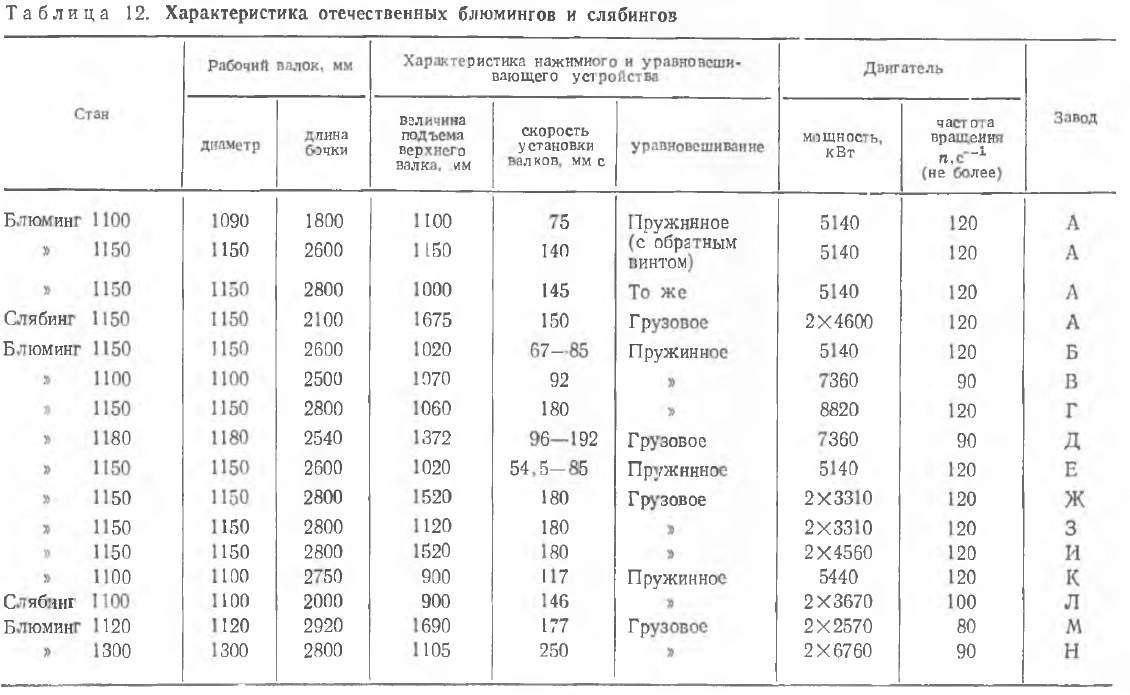
Слябингпрокатный стан,слябы,блюмингаблюминга-слябинга,СлябингСлябингмм, ммСлябингт. Мвт,Мвт.Слябингт.Слябингмммм/сек.Слябинг
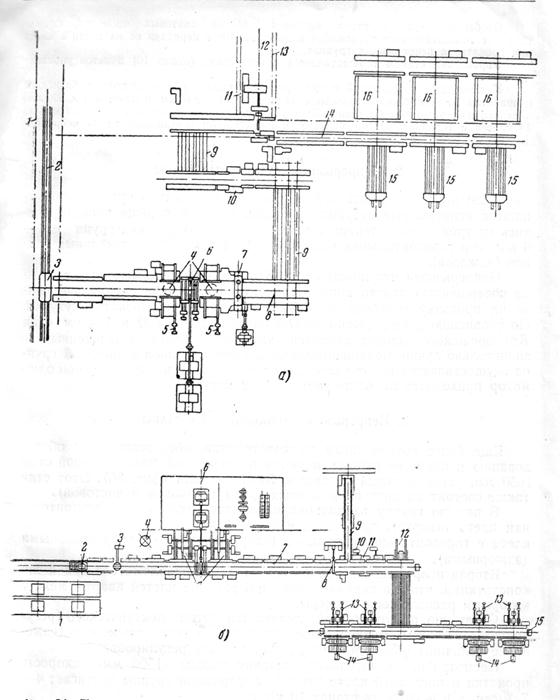
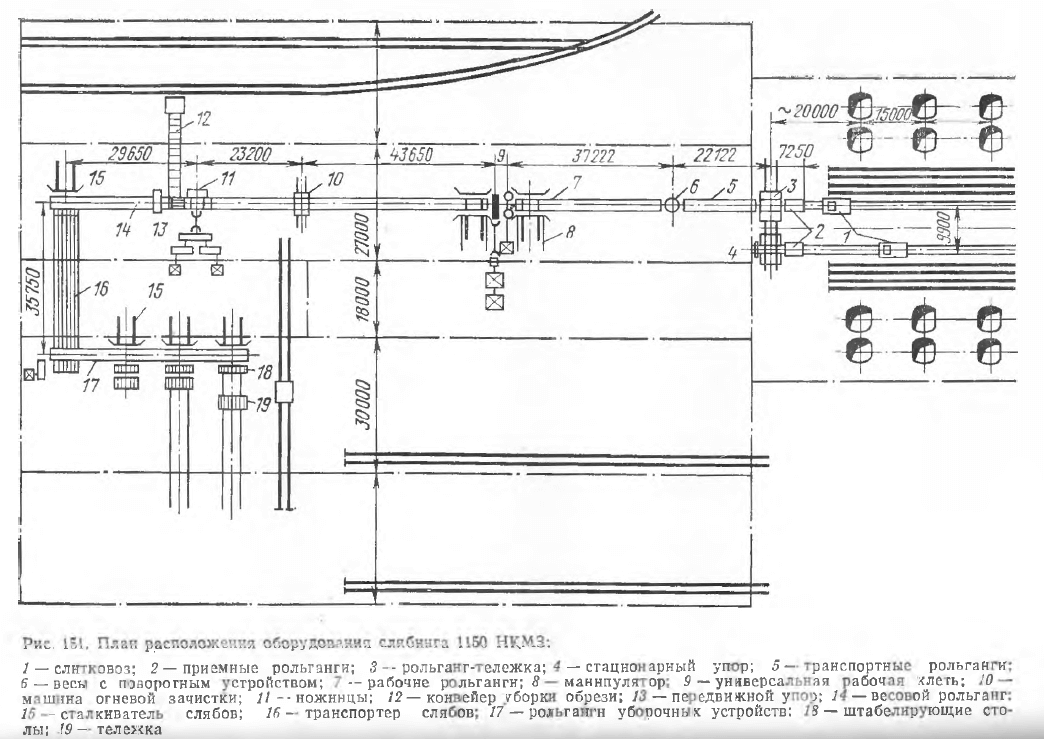
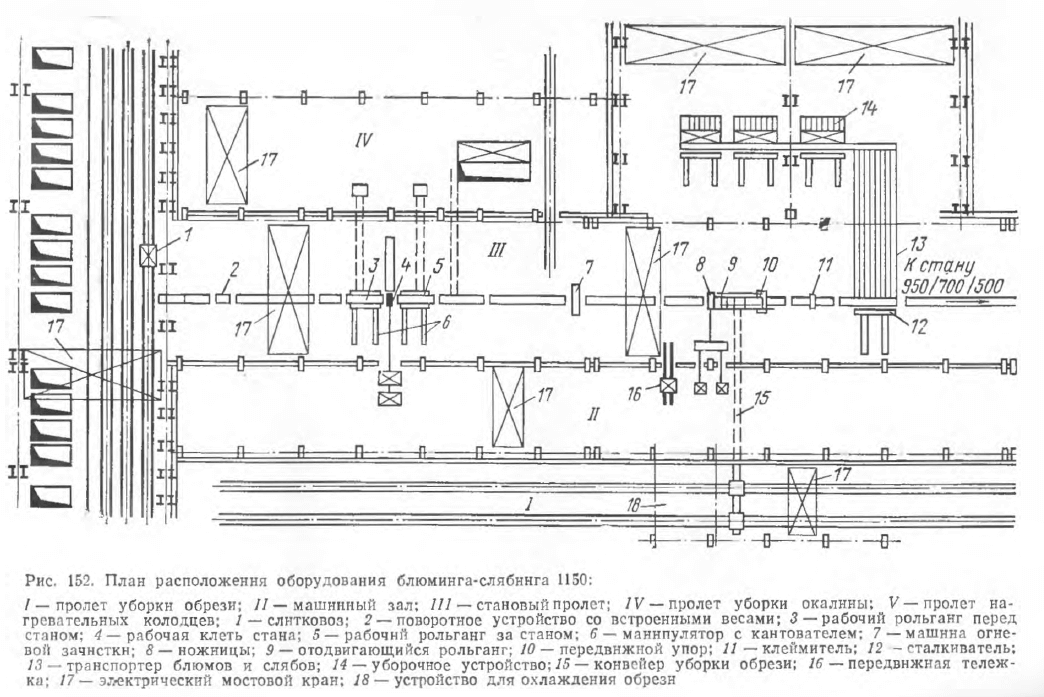
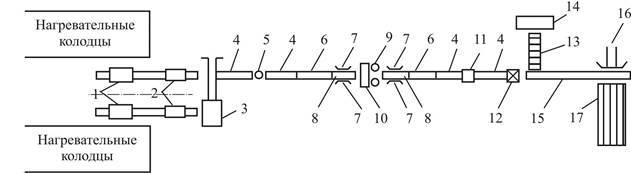
В состав собственно Слябинг входят рабочая клеть (рис.), двигатели и механизмы привода и перевалки валков. К вспомогательному оборудованию Слябинг относятся слитковозы, рольганги, машина огневой зачистки слябов, ножницы для резки слябов, холодильники, штабелировщики и другие механизмы. Технологический процесс в цехе Слябинг включает следующие операции: доставку горячих слитков из сталеплавильного цеха к нагревательным колодцам; подогрев слитков в вертикальном положении в колодцах до 1100—1280 °С (в зависимости от марки стали); подачу слитков с помощью слитковозов к приёмному рольгангу Слябинг; взвешивание и подачу слитка к валкам Слябинг; прокатку сляба в универсальной клети за 19—31 проход с обжатиями горизонтальными валками на 50—120 мм за проход и снятием уширения вертикальными валками; огневую зачистку поверхности металла в потоке; резку на слябы требуемой длины; клеймение и передачу слябов по рольгангу на промежуточный склад для охлаждения и осмотра или к широкополосному стану горячей прокатки листов, установленному непосредственно за Слябинг Прокатные станы типа Слябинг появились в США в конце 19 — начале 20 вв. в результате развития конструкций и специализации обжимных и универсальных станов.
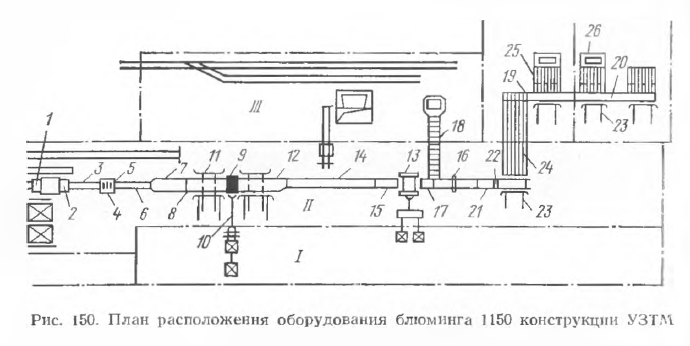
В СССР первый Слябинг 1100 (цифры — диаметр горизонтальных валков, мм) установлен в 1937 на заводе «Запорожсталь». В дальнейшем он был реконструирован и его производительность была повышена на 30%. Современные отечественные Слябинг 1150 конструкции Новокраматорского завода, введённые в эксплуатацию в 60-е гг., производительностью до 5 млн. т слябов в год работают на Магнитогорском, Ждановском и Карагандинском металлургических предприятиях. В 60—70-х гг. крупные Слябинг (1200—1370) установлены на металлургических заводах США, ФРГ, Японии и других стран. Однако в связи с интенсивным развитием непрерывного литья стали, при котором себестоимость производства слябов снижается на 8—10%, число Слябинг, вводимых в эксплуатацию, заметно уменьшилось.
Лит.: Целиков А. И., Смирнов В. В., Прокатные станы, М., 1958; Королев А. А.. Механическое оборудование прокатных цехов, 2 изд., М., 1965; Целиков А. И., Прокатные станы: настоящее и будущее, М., 1974. В. А. Жаворонков.
“БСЭ” >> “С” >> “СЛ” >> “СЛЯ” |
Технология блюминга
Блюминг имеет вид двух станин, которые объединены в клетьевую установку (высота от 6 до 10 метров). Станины представляют представляют собой вращающиеся отливки, на которые крепятся крупные металлические валки из стали с никелевыми и хромовыми добавками. Технология работы подобной установки очень проста: валки под действием электрического тока осуществляют медленное вращение вокруг своей оси, а при попадании между ними стального слитка происходит его обжатие — в результате образуется блюм.
Обратите внимание, что верхний валок обычно имеет встроенный электропривод для подъема и опускания установки — за счет этого происходит регуляция толщины слитка-блюма. Помимо этого блюминг-установки оснащены вспомогательными элементами — запасными электрическими двигателями, системами охлаждения, установками подачи смазочных материалов на поверхность валков и так далее. Также обратите внимание, что это общая схема
На практике встречаются также многоклетьевые установки, блюминги с реверсивной подачей заготовки, установки с тремя валками и так далее
Также обратите внимание, что это общая схема. На практике встречаются также многоклетьевые установки, блюминги с реверсивной подачей заготовки, установки с тремя валками и так далее. Самой большой популярностью в России пользуются установки блюминг-1300 и 1150, которые показывают хорошие технико-эксплуатационные показатели, редко ломаются и не требуют специального ухода
Также существуют и более современные установки, а самые мощные агрегаты промышленного типа могут давать порядка 5-6 миллионов блюмов в год
Самой большой популярностью в России пользуются установки блюминг-1300 и 1150, которые показывают хорошие технико-эксплуатационные показатели, редко ломаются и не требуют специального ухода. Также существуют и более современные установки, а самые мощные агрегаты промышленного типа могут давать порядка 5-6 миллионов блюмов в год.

Преимущества
У технологии блюминга есть масса преимуществ, которые отсутствуют у конкурирующих технологий проката:
- Можно регулировать степень подъема верхней валки — благодаря этому можно регулировать степень обжатия полуфабриката-блюма, а также регулировать его общую толщину.
- Есть возможность управления скоростью обкатки — это заметно упрощает процесс обкатки, что позволяет получить заготовку высокого качества.
- С помощью одних и тех же валков можно получить разные по массе и диаметру сечению блюмы. Это заметно увеличивает производительность блюминг-стана. В случае изменения заказа оператору не придется менять установку целиком, достаточно будет лишь немного изменить параметры.
Блюминг-цех обычно состоит из трех основных частей. В первом блоке монтируются электрические двигатели для вращения станин на блюминг-установках. Обычно монтируется сразу несколько моторов — как на случай аварии, так и для ситуаций, когда требуется дополнительная мощность для агрегатов. Во втором блоке непосредственно монтируется блюминг-установка + различные вспомогательные механизмы подачи металлических заготовок. Третий блок является вспомогательным — здесь собираются и хранятся все отходы производства (окалины, обрезки и так далее).

Начинаем с простого
В любом магазине вы всегда сможете приобрести уже готовые наборы для творчества. Но гораздо интереснее сделать все от начала до конца самому, а также придумать рисунок. От вас необходимы только усилия и терпение.
Материалы понадобятся следующие:
лист фольги или же банка алюминиевая; подложка под лист фольги
Важно: чем толще лист фольги, тем мягче должна быть подложка. В качестве подложки подойдет фетр, резина; для нанесения рисунка потребуется инструмент. В качестве него может послужить палочка для суши, кисточка (ее твердый кончик), не пишущая ручка и прочее; трафарет, шаблон рисунка, а можно и самим придумать; ножницы; линейка
В качестве него может послужить палочка для суши, кисточка (ее твердый кончик), не пишущая ручка и прочее; трафарет, шаблон рисунка, а можно и самим придумать; ножницы; линейка.
Начнем изготовлять чеканку. Берем банку. Оба донышка отрезаем. Теперь разрезаем баночку с одного края и расправляем так, чтобы получился лист. Теперь линейкой расправляем краешки и обрезаем их. Не исключен вариант использования листа фольги.







Теперь кладем материал лицевой стороной вниз на подложку. Рисунок потом получится в зеркальном отображении. Теперь кладем трафарет на лист и с помощью инструмента продавливаем картинку. Можно продавливать либо сплошной линией, либо прерывистой. Теперь подобным образом вы можете сделать и рамку.
Это интересно: Блюминг — технология, применение, отличие от слябинга
Этапы проката металла
Давайте теперь узнаем о том, как непосредственно происходит прокатка металла методом блюминга:
Нагрев
Перед обкаткой необходимо выполнить разогрев металлической заготовки. Это позволит придать материалу пластичности, что положительно скажется на качестве его обкатки. Для нагрева слитки с помощью кранов помещаются в специальные колодцы, где их нагревают до 1300 градусов. Для более оптимального нагрева слитки обычно помещаются в вертикальном направлении вдоль одной из стен колодца. Время нагрева слитков напрямую зависит от их начальной температуры. Если в колодцы помещаются полностью холодный металл, то нагрев осуществляется порядка 14 часов. Если же слитки поступают в колодцы с температурой 500-800 градусов — то не более 8 часов.
Доставка, взвешивание, перемещение
После нагрева слитки достаются из колодца с помощью все тех же кранов. Происходит взвешивание нагретых слитков. Затем оператор выбирает формат размещения слитков, а при необходимости он может осуществить разворот слитков методом кантования на 180 градусов. Зачем это нужно? Дело все в том, что в случае размещения «неспокойной» стали в стандартном направлении получится большое количество обрезков и окалин
Разворот слитка донной части позволит уменьшить количество «мусора», что очень важно с точки зрения экономии производства

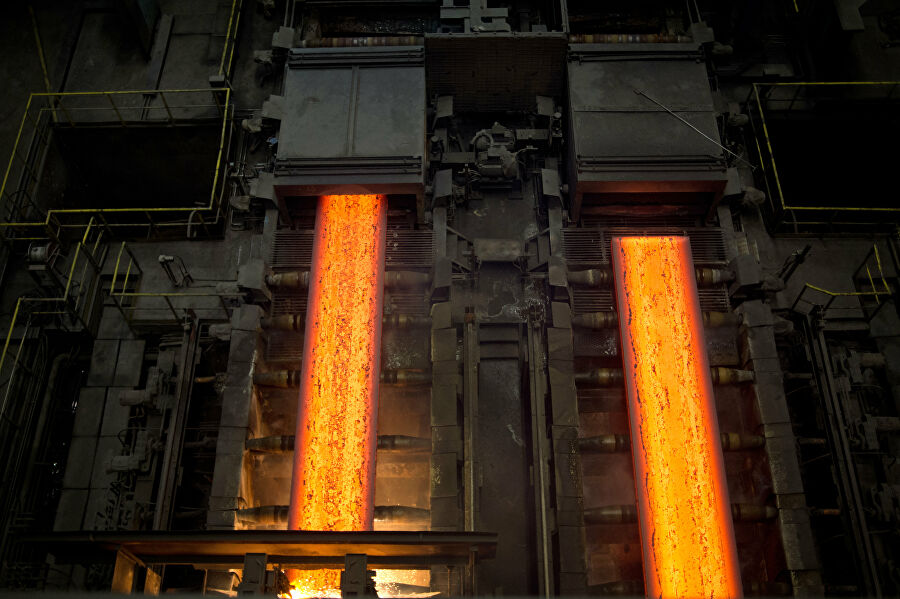
Обжатие
Теперь происходит непосредственно обжатие слитка на блюминг-установке. Обжатие обычно осуществляется в 10-15 пропусков — в зависимости от того, какой диаметр итогового блюма-полуфабриката вам нужно получить. За один обжим заготовка обычно уменьшается в размерах на 5-15 сантиметров. Полный цикл прокатки занимается 30-60 секунд (при максимальной скорости 7-8 м/с). Обжатие является достаточно трудоемким и сложным мероприятием, а осуществляют его операторы блюм-машин.
Финальная обработка готового блюма
После получения блюм-полуфабриката осуществляется финальная обработка. Для обработки обычно используются специальные МОЗ-машины, которые по сути представляют собой модифицированные горелки. После обработки блюмов с помощью горелок осуществляется обрезка. Сперва отрезаются плохие концы заготовки, а потом с помощью специального режущего аппарата блюм режется на несколько равных частей. Согласно нормам ГОСТ в конце на все части блюма нужно нанести специальное клеймо. На котором должна будет указана техническая информация — марка стали, номер производственного цикла, базовые сведения об операторе. В конце с помощью конвейерной ленты блюмы отправляются на склад для финальной маркировки и хранения.





