

Подробнее о пильных дисках
От правильного выбора и использования пильного полотна зависит не только качество и скорость пропила, но и безопасность человека. Так что есть смысл присмотреться к особенностям популярных моделей.
Поперечное и продольное пиление
В отличие от резки металла или камня, при работе с деревом большое значение имеет направление пропила. Это можно объяснить направлением волокон, поэтому при поперечной и продольной резке оно работает совершенно по-разному.
Диск 210×30 и любой другой размер для продольной резки предназначен для максимально быстрого разрезания заготовки по волокнам. Из конструктивных особенностей можно отметить увеличенную грудь по сравнению с другими моделями (это необходимо для быстрого удаления большого количества опилок), а также меньшее количество зубов.
Угол заточки диска положительный, за счет этого эффект самоблокировки проявляется максимально, то есть пила притягивает заготовку к себе, что облегчает ее подачу и повышает безопасность работы. Если нужно своими руками распилить большой объем пиломатериала, это значительно облегчит работу.
Основное отличие лезвий для поперечной резки – угол заточки, он также может быть отрицательным, если требуется максимальный контроль над скоростью подачи заготовки. Также можно отметить увеличенное количество зубьев и уменьшенный размер пазух для удаления опилок.
Такая заточка даст вам максимальный контроль над продвижением заготовки
В принципе, действует простое правило: чем тверже материал, тем меньше размер зуба, но на диске их больше.
Влияние формы зуба на рез
На качество пропила твердосплавным лезвием сильно влияет форма зуба.
Существуют такие варианты пильных полотен, как:
лезвие 190×30 с плоскими верхними зубьями идеально подходит для резки очень твердой древесины. Зуб симметричный, поэтому нагрузка равномерна с обеих сторон;
Плоский верх подходит для твердых пород дерева
тупые зубцы: в таких моделях верхняя часть зубцов скошена в шахматном порядке в разные стороны. Это позволяет эффективно вгрызаться в материал, сводя к минимуму возможность выкрашивания;
Регулируемый угол наклона
Конфигурация зуба с тройной стружкой
если вам нужно идеальное качество резки, то стоит обратить внимание на диски, где на блок из 4-х тупых зубьев 1 зуб с плоской вершиной. Основная функция реза ложится на зубы с косой вершиной и с плоской – она только зачистит срез
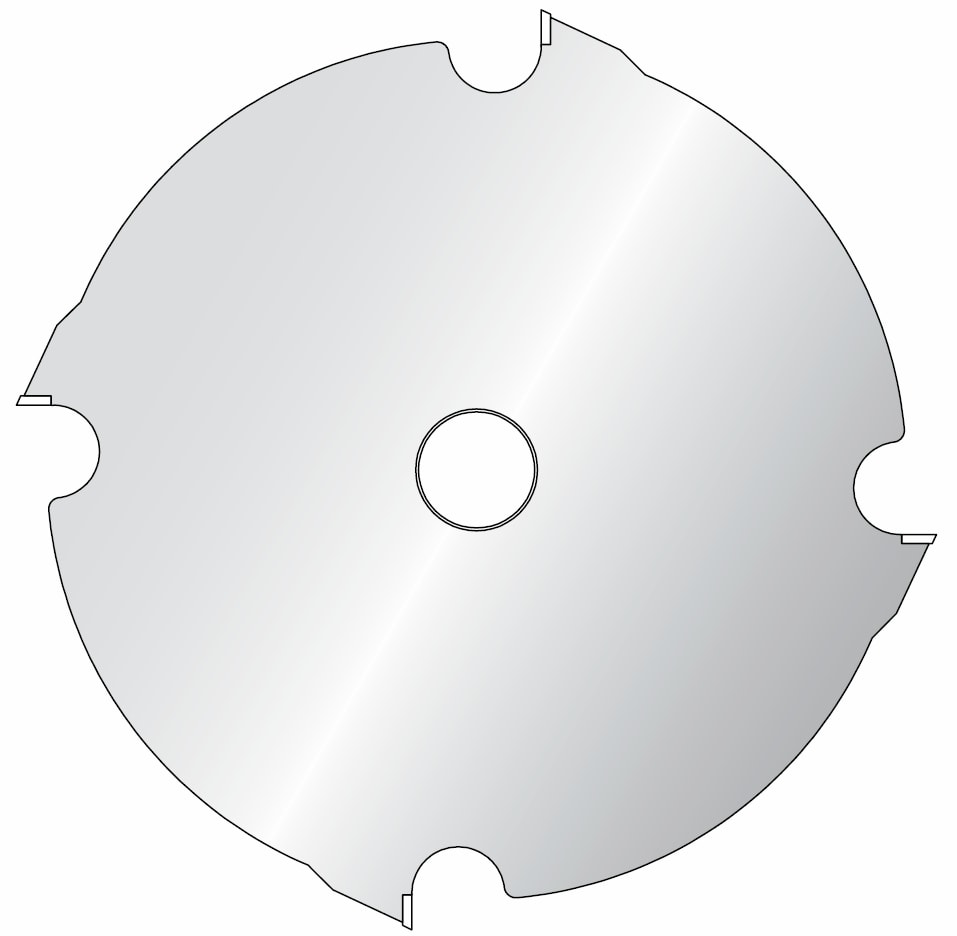
Монолитные и твердосплавные диски
Чаще всего цена дисков одного типоразмера существенно отличается. Скорее всего, дело в том, что один из них монолитный, а второй – твердосплавный. Это объясняет разницу в стоимости.
В монолитном диске зубья составляют одно целое с самим диском.
Они дешевле карбидных, но невысокая цена обусловлена рядом недостатков:
- они быстрее затупляются, особенно при работе с твердыми породами древесины;
- со временем необходимо обновить проводку, иначе разрез станет слишком тугим, что приведет к перегреву и повышенной нагрузке на мотор.
Зубья и сам диск – одно целое
К достоинствам таких моделей можно отнести то, что их можно затачивать несколько раз. Правда, вручную без опыта сделать это довольно сложно.
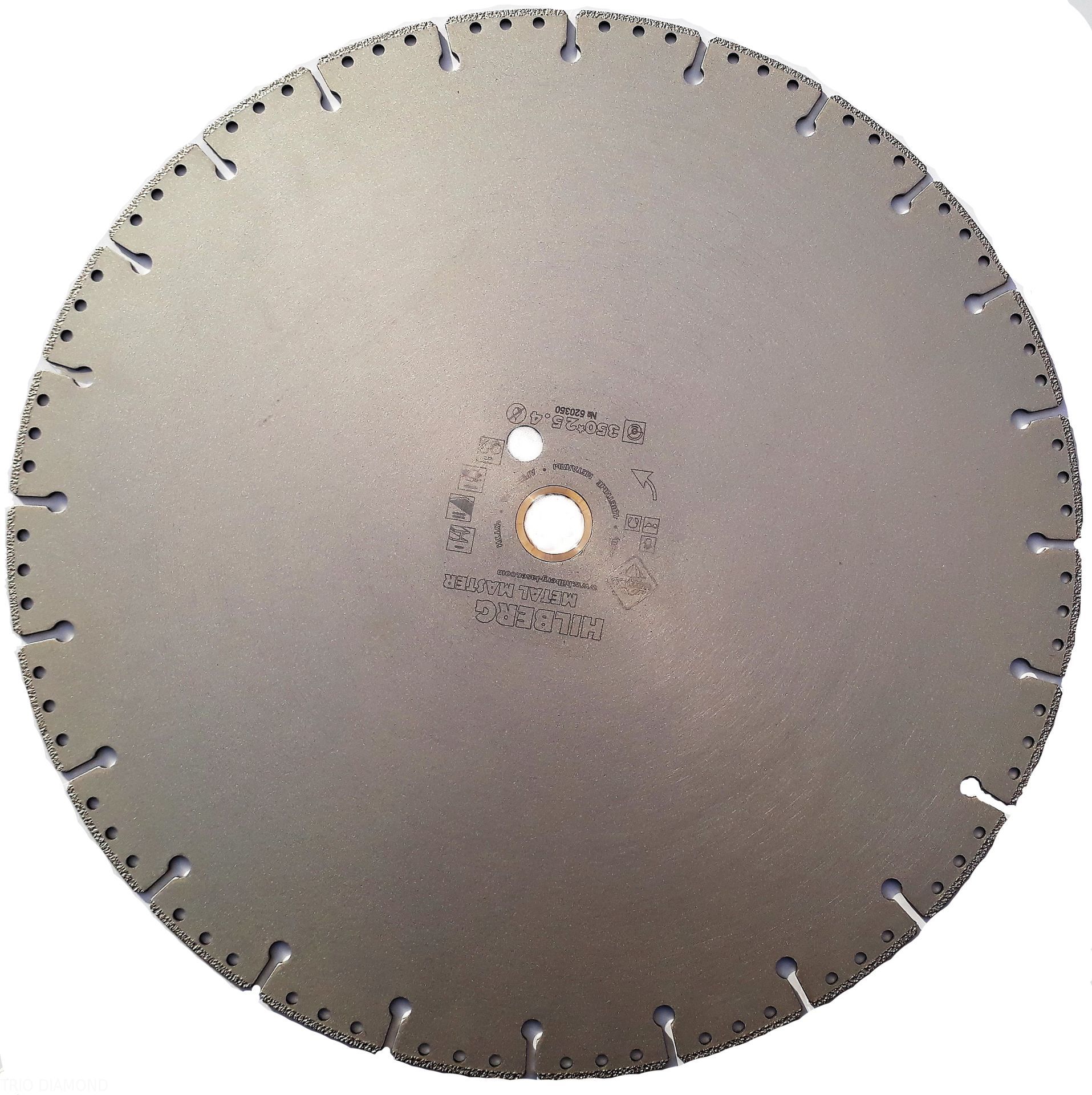
Что касается дисков с твердосплавными напайками, то к вершине зуба приварены небольшие металлические вставки из высокопрочного сплава.
Это позволяет одновременно достигать нескольких целей:
- за счет того, что ширина сварки превышает ширину самого диска, нет необходимости в проводке. Это упрощает обслуживание;
- металл сварного шва намного прочнее металла самого диска, поэтому эффективно резать его можно гораздо дольше, чем монолитный.
Видимая сварка твердого металла
Заточка не рекомендуется, но и не нужна. Если сравнить срок службы 2-х типов дисков, то окажется, что монолитный диск придется затачивать 2-4 раза, а твердосплавный диск все это время прослужит без заточки.
Итак, при выборе все зависит от породы дерева, с которой вы собираетесь работать. Итак, если вам нужно выбрать диск 165х20 по мягкой древесине (тополь, липа, осина), подойдет монолитный. А вот для дуба или лиственницы, клена есть смысл купить твердосплавную модель.
Типы алмазных дисков для заточки
Алмазные круги для заточки инструмента имеют свою классификацию. Заводы по изготовлению абразивного инструмента выпускают алмазные диски трех форм:
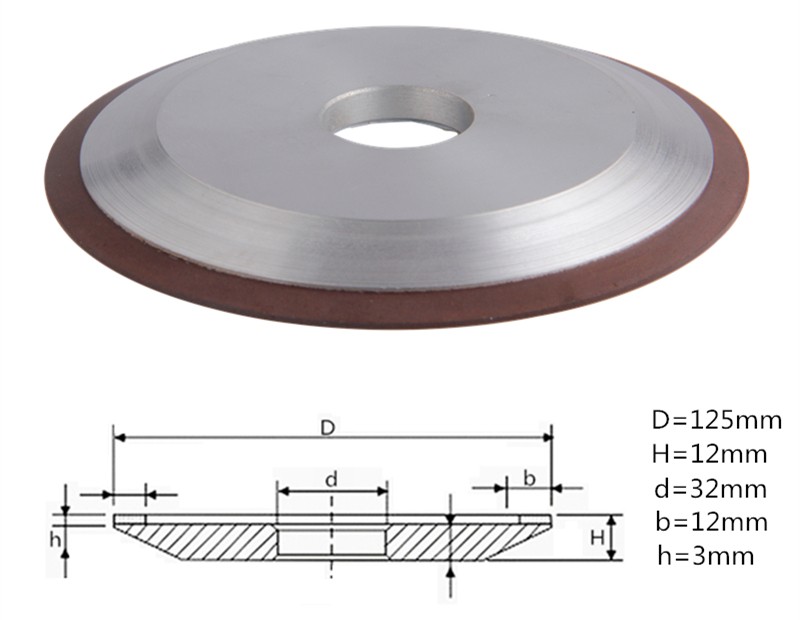
- В виде чашечки – это полый внутри конус с основанием из металла и напыленным на рабочую часть слоем алмазной крошки.
- Наподобие тарелки, где бывает односторонняя или двухсторонняя выточка, профиль смотрится полукругло-выпуклым.
- Диски с прямым профилем.
Кроме этого, имеются две основные группы инструмента, в каждой из которых применяют различный алмазный материал для заточки:
- Абразив из штучно созданных алмазов, который отличается высокой однородностью зерна.
- Абразив, выполненный из натуральных кристаллов алмазов, которые относятся к техническим.
И одна из самых важных категорий, определяющая назначение алмазного диска для обработки инструмента, – это категория по величине основной массы зерна в напыленном слое:
- Мелкая фракция абразивного алмаза, используемая для шлифовок, доводок и финишных работ по обработке материала (100/80).
- Средняя фракция абразивного алмаза, используемая для целевых задач заточки, а также при чистовых операциях шлифовки (125/100).
- Крупная фракция абразивного алмаза, применяемая в черновых работах шлифовки или грубого обдира обрабатываемого материала (200/160–160/125).
Виды дисков
В продаже не существует универсальных дисков, которые смогли бы справиться с любыми видами материалов. Основным отличием выступает форма режущей кромки. Даже для одного типа сырья, как дерево, в продаже есть несколько кругов, которые предназначены для твердых и мягких пород. Некоторые предназначены для работы с мягким деревом (сосна, пихта, ель) и твердыми породами (ясень, бук, вишня).
Показателем долговечности выступает наличие победитовых или алмазных напаек на зубцах. Это небольшие кусочки минералов твердосплава (карбит вольфрама), которые значительно тверже металла и дерева.
Металлические монолитные модели изготавливаются из углеродистой стали. Режущие кромки закаливаются термическим образом, что увеличивает их плотность и твердость. Благодаря этому, они дольше не тупятся и остаются пригодными для нормальной работы. В случае, если кромка затупилась – ее можно заточить с помощью камней или специальных наждачных станков. Намного дешевле, в сравнении с победитовыми. Металл, используемый для изготовления, нельзя перегревать. При повышении температуры может произойти отпуск стали. От этого металл станет мягким, практически неработоспособным.









Модели с напайками обладают более высокой производительностью, так как накладки значительно тверже, в сравнении с обычным металлом. Не требуют дополнительной заточки, отчего могут служить дольше. Но не могут быть восстановлены, в случае повреждения. Алмаз и победит боится перегрева.
В случае, если произошел износ напайки, их можно заточить. Для этого необходим гравер с алмазным диском и дополнительная полировка с помощью вулканитового круга или войлока с пастой ГОИ.
Необходимость заточки
Заточка дисков для циркулярной пилы требуется тогда, когда ведение работы становится невозможным. Это можно понять по трем сигналам:
- Нагрев защитного кожуха. Из-под него появляется дым, выходит из зоны резания.
- Необходимость добавочных усилий при подаче заготовки в момент резания.
- При соприкосновении дерева с режущим металлом появляется гарь и запах.
Геометрия твердосплавных зубьев
Твердосплавный зуб имеет четыре рабочие плоскости — переднюю (А), заднюю (Б), и две вспомогательные боковые (В). Пересекаясь между собой, эти плоскости образуют режущие кромки — главную (1) и две вспомогательные (2 и 3). Приведенное определение граней и кромок зуба дано в соответствии с ГОСТ 9769-79.
Твердосплавный зуб пильного диска
По форме различают следующие виды зубьев.
Прямой зуб. Обычно используется в пилах для продольного быстрого пиления, при котором качество не имеет особого значения.
Прямой зуб
Косой (скошенный) зуб с левым и правым углом наклона задней плоскости. Зубья с разным углом наклона чередуются между собой, из-за чего называются попеременноскошенными. Это наиболее распространенная форма зуба. В зависимости от величины углов заточки, пилы с попеременноскошенным зубом используются для пиления самых разных материалов (дерева, ДСП, пластмасс) — как в продольном, так и поперечном направлении. Пилы с большим углом наклона задней плоскости используются как подрезные при резке плит с двухсторонним ламинированием. Их использование позволяет избежать сколов покрытия на краях пропила. Увеличение угла скоса снижает усилие резания и уменьшает опасность сколов, однако одновременно уменьшает стойкость и прочность зуба.
Косой зуб со скошенной задней плоскостью
Зубья могут иметь наклон не только задней, но и передней плоскости.
Косой зуб со скошенной передней плоскостью
Трапециевидный зуб. Особенностью этих зубьев является относительно медленная скорость затупления режущих кромок в сравнении с попеременноскошенными зубьями. Обычно они применяются в сочетании с прямым зубом.
Трапециевидный зуб
Чередование зубьев разной формы
Чередуясь с последним и слегка возвышаясь над ним, трапециевидный зуб выполняет черновое пиление, а прямой, следующий за ним — чистовое. Пилы с чередующимися прямыми и трапециевидными зубьями применяются для резки плит с двухсторонним ламинированием (ДСП, МДФ и пр.), а также для пиления пластмасс.
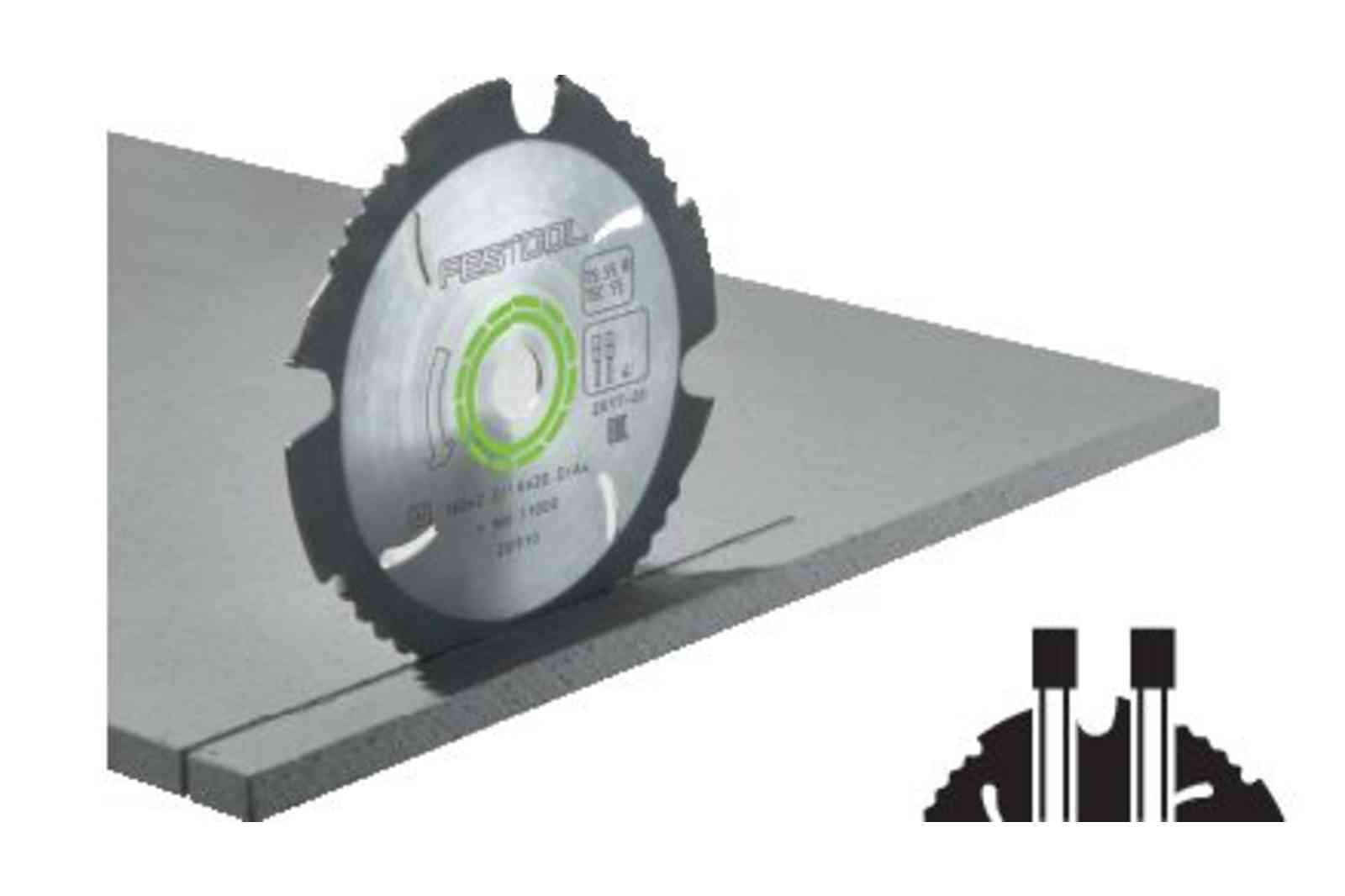
Конический зуб. Пилы с коническим зубом являются вспомогательными и используются для надрезки нижнего слоя ламината, предохраняя его от сколов при прохождении основной пилы.
Конический зуб
В подавляющем большинстве случаев передняя грань зубьев имеют плоскую форму, но существуют пилы и с вогнутой передней гранью. Они применяются для чистового поперечного пиления.
Зуб с вогнутой передней поверхностью
Углы заточки зубьев
Имеется четыре основных угла заточки дисковой пилы, которые наравне с формой зуба определяют её характеристики. Это передний угол (γ), задний (α) и углы скоса передних и задних плоскостей (ε1 и ε2). Угол заострения (β) имеет вспомогательное значение, поскольку задается передним и задним углами (β=90°-γ-α).
Углы заточки зубьев дисковой пилы
Значения углов заточки определяются назначением пилы — т.е. тем, для резки какого материала и в каком направлении она предназначена. Пилы для продольного пиления имеют относительно большой передний угол (15°-25°). У пил поперечного пиления угол γ обычно колеблется в пределах 5-10°. Универсальные пилы, предназначенные для поперечного и продольного пиления, имеют усредненное значение переднего угла — обычно 15°.
Величины углов заточки определяются не только направлением распила, но и твердостью распиливаемого материала. Чем выше твердость, тем меньше должны быть передний и задний углы (меньше заострение зуба).
Передний угол может быть не только положительным, но и отрицательным. Пилы с таким углом используются для раскроя цветных металлов и пластмасс.
Визуальный осмотр полотна
Для сравнения будут показаны несколько дисков, которые отличаются по внешнему виду.
Выбор дисков для проверки
Проверка плоскостности пильного диска
Металлической линейкой проверяют геометрическую ровность диска. Для этого линейку прикладывают между зубьями со стороны маркировки диска и смотрят просветы.
Проверка диска со стороны маркировки
Затем линейку
прикладывают с обратной стороны диска и тоже выявляют просветы.
Проверка диска с обратной стороны
Если диск ровный, то
металлическая линейка плотно ложится на полотно и просветов не будет.
Осмотр зубьев
Зубья диска имеют твердосплавную
напайку. Геометрия зубьев должна быть правильной. У некачественного диска зубья
идут вразнобой и имеют разные углы наклона. Это видно при внимательном
рассмотрении каждого зуба.






Осмотр состояния зубьев
Осмотр напаек
Высокотемпературной
пайкой к диску крепят режущие пластины. Напайки бывают разных геометрических
форм: скошенные, прямые, конические, трапециевидные. На диске все напайки
должны быть одинаковой величины и одной геометрической формы.
Осмотр напаек
Если сравнивать два
диска: дорогой брендовый и дешёвый китайский, то у брендового диска размер
напаек больше. Такой диск рассчитан на 10‒12 заточек, а диск с маленькими
напайками больше 5 раз заточить невозможно.
Сравнение напаек дисков
Качество распилов у выбранных
дисков одинаковое. Однако лучше иметь диск с большими напайками, который
выдерживает большие нагрузки и многократные заточки.
Проверка толщины полотна
Стальное полотно диска
бывает тонким или толстым. Его изготавливают лазерной порезкой. Для снижения
шума и вибраций на полотне диска делают компенсационные прорези. У качественных
дисков предусмотрены волнообразные расширения.
Если тонкий диск гнётся
под давлением рук, то толстый диск согнуть невозможно.
Проверка полотна под
давлением рук.
Толстыми дисками
пользуются, когда надо сделать ровный пропил мощной пилой. Для аккумуляторной
циркулярной пилы покупают тонкие и более дешёвые диски.
Проверка углов заточки зубьев
У зубьев много углов,
но основным считают передний угол наклона. Он бывает положительным или
отрицательным.
Углы заточки зубьев
От переднего угла диска
зависят возможности диска:
- продольный распил — 15‒25 градусов;
- поперечный распил — 5‒10 градусов;
- универсальное применение — 15 градусов.
Ламинированные
поверхности, пластик и алюминий распиливают дисками с отрицательным углом. Древесину распиливают дисками, имеющими положительный угол
заточки.
Диск с положительным углом заточки
Продольную распиловку
выполняют дисками, у которых угол заточки положительный и небольшое количество
зубьев. Если угол заточки 18‒25 градусов, то распиловка произойдёт быстро, но с
невысоким качеством.
Диск для продольной распиловки
Как правило, распилы древесины вдоль и поперёк производят универсальным вариантом пильного диска для циркулярной пилы, например, с углом заточки 15 градусов.
Универсальный диск
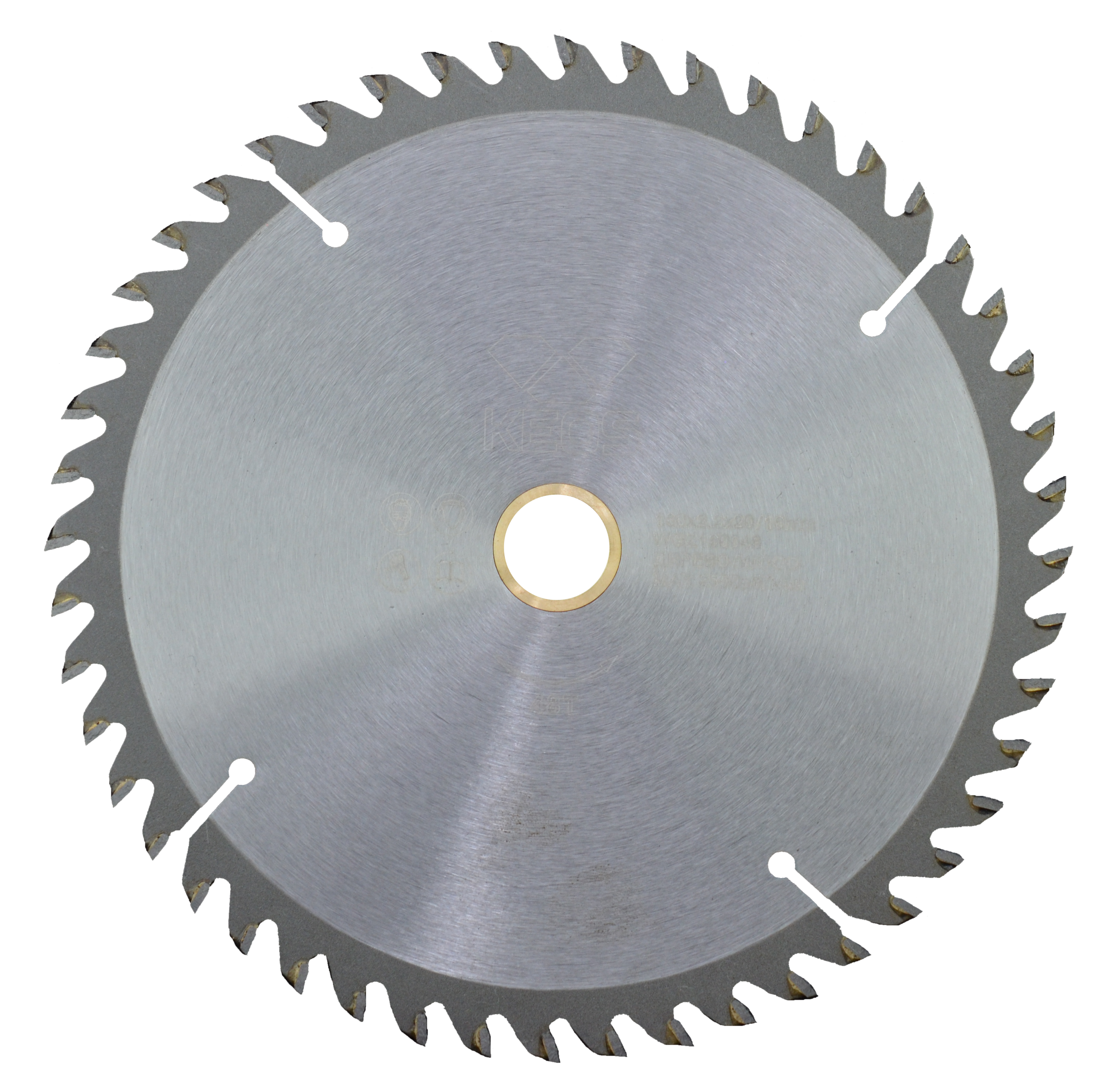
Выбор по количеству зубьев
Пильные диски различают
по количеству зубьев. Считают, что если зубьев от 10 до 40, то это малое
количество зубьев. От 40 до 80 — это средняя величина зубьев, а от 80 до 90 —
это большое количество зубьев.
Грубый пропил
получается диском с 16‒24 зубьями.
Диск с 16 зубьями.
Когда нужен гладкий
распил, то выбирают диск 36‒48 зубьев.
Диск с 48 зубьями
Оценка остроты зубьев
Опытные пользователи
всегда контролируют состояние зубьев. Диск с тупыми зубьями плохо пилит,
греется, на древесине остаются следы от распила.
Проверку проводят
пальцами. Когда диск острый, то зубья цепляют кожу и чувствуется лёгкое
покалывание. У тупого диска зубья гладкие.
Проверка диска пальцем
Оценка покрытия полотна
Чтобы к диску не
прилипали древесные смолы, и он не застревал в пропиле, полотно имеет гладкое
зеркальное покрытие. На нём не должно быть царапин.
Покрытие диска
Вывод
Не существует универсальных дисков. К выбору каждого пильного диска для циркулярной пилы необходимо подходить вдумчиво. Иногда дорогой, но качественный пильный диск купить выгоднее, чем более дешёвую и недолговечную модель.
По материалам мастер-класса от «Столярная мастерская Aquila Workshop» в обработке Виктора Прохорова
Еще статьи из раздела Станки:
Рубрика Технология
Еще статьи из раздела Обработка древесины
Заходите в группы и Одноклассниках
Разновидности станков
Наточить диск для циркулярки без специального оборудования практически невозможно. Для того чтобы существенно упростить задачу, были созданы специальные станки, которые позволяют заточить диски практически любой конфигурации в минимально короткие сроки. Основная классификация предлагаемого оборудования выглядит следующим образом:







https://youtube.com/watch?v=Z4pivLmhAkY
- Модели для применения в домашних условиях. Этот вид конструкции более прост в применении, но обладает меньшей производительностью. За счет упрощения станка и снижения его производительности уменьшается и стоимость. Однако можно встретить ситуацию, когда точильное приспособление для применения в домашних условиях обладает и меньшим сроком эксплуатации.
- Станки для профессионального применения обладают высокой производительностью и надежностью, но могут возникнуть сложности по их установке в домашних условиях. Кроме этого, существенно повышается стоимость оборудования за счет повышения его производительности, надежности и универсальности.
Вид станков, предназначенный для применения в быту, может работать не более 20 минут. После прохождения этого временного отрезка следует отключить оборудование и дать ему остыть. Модели, предназначенные для профессионального применения, могут работать на протяжении нескольких часов.
Особое внимание следует уделить оснащению рассматриваемого оборудования. По этому показателю выделяют:
- Оборудование с абразивными точильными кругами.
- Модели со шлифовальной лентой.
Рассмотрим классическую компоновку станка, так как ножовка или другой ручной инструмент не дает должного результата.
Характеристики дисков по дереву
Рассматривая различные модели дисковых пил и полотен для распила, необходимо решить, для работы с каким материалом планируется их использовать, какую работу планируется выполнять с их помощью. На текущий момент в продаже представлено большое количество разнообразных моделей этих устройств. Однако следует помнить о том, что подходить к выбору следует с максимальной серьезностью. Скажем, на частоту вращения может оказать существенное влияние тип сырья, с которым планируется работать. Чистота же определяет и подходящий диаметр полотна. Помимо них, значение приобретают и иные параметры.
Диаметр рабочего диска
Эта характеристика может определять оптимальную частоту вращения инструмента:
- при диаметре не более 80 мм – частота вращения 23 800 об/мин.;
- при диаметре не более 100 мм – частота 19 100 об/ мин. ;
- при диаметре 120 мм – частота15 900 об/ мин. ;
- при диаметре 250 мм – частота 7 600 об/ мин. ;
- при диаметре 300 мм – частота 6300 об/ мин.
С увеличением размера пильного полотна уменьшается частота вращения пилы. Об этой особенности всегда необходимо помнить, выбирая рабочий инструмент и комплектующие к нему.
Скорость распила
Помимо этого, подготовленный для работы материал будет оказывать влияние на скорость распила:
- если используется мягкая древесина, то рабочую скорость следует устанавливать на уровне 50-90 метров в секунду;
- при работе с твердой древесиной — 50-80 метров в секунду;
- при использовании ламинатных панелей с различным покрытием — 40-60 метров в секунду;
- при работе с экзотическими породами древесины рабочая скорость должна находиться на уровне 50-85 метров в секунду;
- при работе с панелями МДФ уровень скорости должен составить 30-60 метров в секунду;
- во время выполнения столярных работ скорость нужно устанавливать на уровне 60-80 метров в секунду;
- если возникла задача по резке плит ДСП, то оптимальной будет считаться скорость 60-80 метров секунду.
Рассматривая различные модели пильных дисков, необходимо принимать во внимание форму, которую имеют зубья пилы, а также размеры и рабочие скорости. Для наглядности можно рассмотреть следующие рабочие параметры:
- Если производителем были заложены в пильные диски следующие характеристики n= 1500 оборотов в минуту, u = 10 метров минуту, z= 60, Sz = 0,11 мм, то они подходят для распила плит ДСП, а также твердой и мягкой древесины. Обработка материала может выполняться поперек или вдоль волокон.
- Если производитель определил для пильного полотна характеристики n= 3000 оборотов в минуту, u = 5 метров в минуту, z = 40, Sz = 0,04, то с его помощью можно обрабатывать плиты ДСП, характеризующиеся наличием полимерного наружного покрытия. Также их можно применять и для резки алюминия, ламинированных плит и фанеры разного типа.
Важным моментом является то, что пильные диски в обязательном порядке содержат необходимые параметры, которые должны быть выдержаны при их использовании. Это упрощает процедуру подбора инструмента, который можно будет использовать для выполнения той или иной работы
Сравнивая пильные диски по количеству оборотов, толщине, скорости и иным параметрам, важно иметь в виду, что в продаже можно встретить пилы разного типа. По этой причине важно понять, для работы с каким инструментом предназначен определенный пильный диск





