

Необходимость заточки
Заточка дисков для циркулярной пилы требуется тогда, когда ведение работы становится невозможным. Это можно понять по трем сигналам:
- Нагрев защитного кожуха. Из-под него появляется дым, выходит из зоны резания.
- Необходимость добавочных усилий при подаче заготовки в момент резания.
- При соприкосновении дерева с режущим металлом появляется гарь и запах.
Геометрия твердосплавных зубьев
Твердосплавный зуб имеет четыре рабочие плоскости — переднюю (А), заднюю (Б), и две вспомогательные боковые (В). Пересекаясь между собой, эти плоскости образуют режущие кромки — главную (1) и две вспомогательные (2 и 3). Приведенное определение граней и кромок зуба дано в соответствии с ГОСТ 9769-79.
Твердосплавный зуб пильного диска
По форме различают следующие виды зубьев.
Прямой зуб. Обычно используется в пилах для продольного быстрого пиления, при котором качество не имеет особого значения.
Прямой зуб
Косой (скошенный) зуб с левым и правым углом наклона задней плоскости. Зубья с разным углом наклона чередуются между собой, из-за чего называются попеременноскошенными. Это наиболее распространенная форма зуба. В зависимости от величины углов заточки, пилы с попеременноскошенным зубом используются для пиления самых разных материалов (дерева, ДСП, пластмасс) — как в продольном, так и поперечном направлении. Пилы с большим углом наклона задней плоскости используются как подрезные при резке плит с двухсторонним ламинированием. Их использование позволяет избежать сколов покрытия на краях пропила. Увеличение угла скоса снижает усилие резания и уменьшает опасность сколов, однако одновременно уменьшает стойкость и прочность зуба.
Косой зуб со скошенной задней плоскостью
Зубья могут иметь наклон не только задней, но и передней плоскости.
Косой зуб со скошенной передней плоскостью
Трапециевидный зуб. Особенностью этих зубьев является относительно медленная скорость затупления режущих кромок в сравнении с попеременноскошенными зубьями. Обычно они применяются в сочетании с прямым зубом.
Трапециевидный зуб
Чередование зубьев разной формы
Чередуясь с последним и слегка возвышаясь над ним, трапециевидный зуб выполняет черновое пиление, а прямой, следующий за ним — чистовое. Пилы с чередующимися прямыми и трапециевидными зубьями применяются для резки плит с двухсторонним ламинированием (ДСП, МДФ и пр.), а также для пиления пластмасс.
Конический зуб. Пилы с коническим зубом являются вспомогательными и используются для надрезки нижнего слоя ламината, предохраняя его от сколов при прохождении основной пилы.
Конический зуб
В подавляющем большинстве случаев передняя грань зубьев имеют плоскую форму, но существуют пилы и с вогнутой передней гранью. Они применяются для чистового поперечного пиления.
Зуб с вогнутой передней поверхностью
Углы заточки зубьев
Имеется четыре основных угла заточки дисковой пилы, которые наравне с формой зуба определяют её характеристики. Это передний угол (γ), задний (α) и углы скоса передних и задних плоскостей (ε1 и ε2). Угол заострения (β) имеет вспомогательное значение, поскольку задается передним и задним углами (β=90°-γ-α).
Углы заточки зубьев дисковой пилы
Значения углов заточки определяются назначением пилы — т.е. тем, для резки какого материала и в каком направлении она предназначена. Пилы для продольного пиления имеют относительно большой передний угол (15°-25°). У пил поперечного пиления угол γ обычно колеблется в пределах 5-10°. Универсальные пилы, предназначенные для поперечного и продольного пиления, имеют усредненное значение переднего угла — обычно 15°.
Величины углов заточки определяются не только направлением распила, но и твердостью распиливаемого материала. Чем выше твердость, тем меньше должны быть передний и задний углы (меньше заострение зуба).
Передний угол может быть не только положительным, но и отрицательным. Пилы с таким углом используются для раскроя цветных металлов и пластмасс.
Заточка дисков
Опытный мастер обычно сразу понимает, когда зубцы начинают приходить в негодность. Это можно определить по следующим признакам:
Если зубцы затупились, желательно заточить пилу как можно быстрее. Многие домашние мастера ошибочно считают, что получить травму от острой пилы можно гораздо быстрее, чем от тупой. На самом деле, дело обстоит с точностью до наоборот. Такой парадокс объясняется просто: когда пильщик орудует тупой пилой, ему приходится прикладывать физическую силу. Если неправильно рассчитать силу или приложить ее не в том направлении, травмировать кисть руки очень легко. А если пильщик орудует хорошо заточенным инструментом, никаких усилий прикладывать не требуется, главное – точные и аккуратные движения.
При помощи специального станка
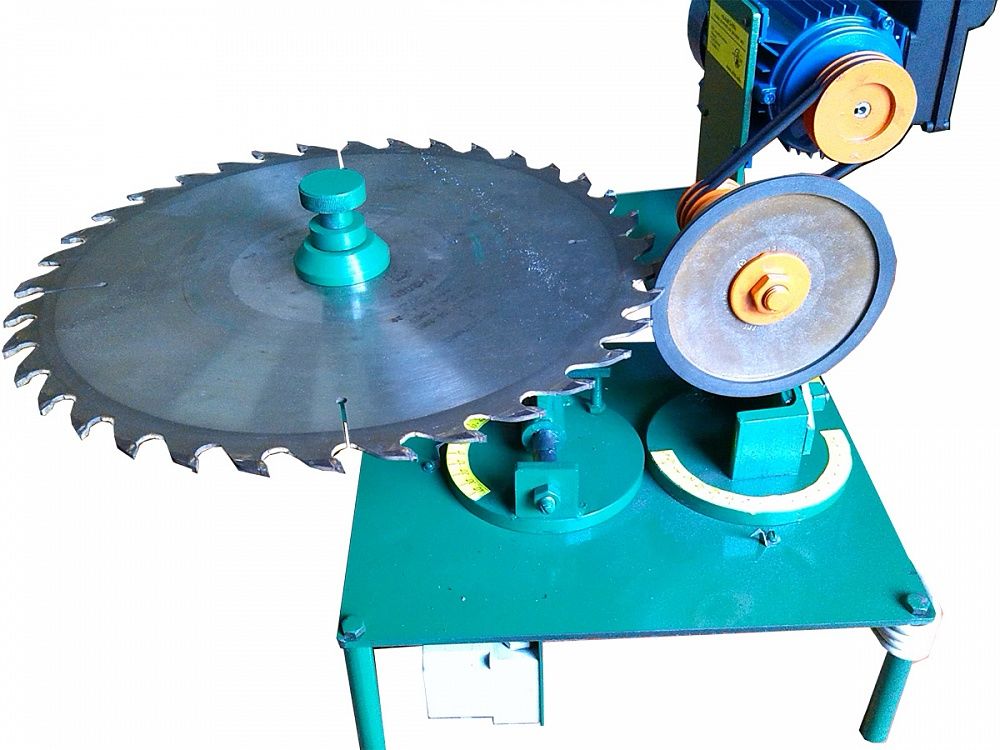
Конечно, проще всего заточить дисковую пилу на специальном станке промышленного производства. Такие станки стоят довольно дорого. Приобретать точильный станок для личного пользования выгодно только в том случае, если домашний мастер работает ежедневно и перепиливает большие объемы древесины. А также услуги по заточке предоставляются во многих специализированных магазинах. Станок для заточки пил чем-то отдаленно напоминает гончарный круг, на котором вертится пильный диск, размещенный строго в горизонтальной плоскости. Процесс заточки состоит из следующих этапов:
Затачивать пильные диски на станке очень удобно. Главное – соблюдать технику безопасности и ни в коем случае не поправлять пильный диск, пока станок работает. Все манипуляции с диском производят только при выключенном точильном станке.
Самостоятельная заточка
Многие домашние умельцы прекрасно справляются с заточкой дисковых пил без специального станка. Большинство владельцев циркулярных пил давно привыкли затачивать пильные диски на весу, при помощи обыкновенного напильника или других подручных инструментов для заточки. Однако, этот метод весьма неудобен и травмоопасен. К тому же при ручной заточке можно случайно пропустить отдельные зубцы. Поэтому применять этот метод не стоит.
Бывалые пильщики обычно мастерят для заточки пил круглую деревянную подставку, на которой и размещается пильный диск. Принцип действия таких мини-станков примерно такой же, что и принцип действия станков промышленного производства.
Мастера считают, что перед заточкой пильные диски должны быть немного влажными – это значительно облегчает заточку. Для этого точильщики смачивают пильные диски водой и различными химическими веществами. Однако, эксперты утверждают, что на самом деле такой метод приносит только вред. Любая жидкость разъедает металл и вызывает его коррозию, то есть способствует появлению ржавчины.
Во время самостоятельной заточки нужно быть внимательным, чтобы не пропустить ни один зубец. Даже если затупилось всего несколько зубчиков, а остальные остались острыми, точить нужно абсолютно все зубцы. Она будет работать правильно только в том случае, если все пилящие элементы заточены одинаково.
Самостоятельно заточить дисковую пилу – это не так сложно, как кажется. Как именно затачивать пилу, на станке промышленного производства или на примитивной подставке, каждый домашний мастер выбирает сам. Однако, в любом случае необходимо строго соблюдать элементарную технику безопасности и затачивать зубцы как можно острее. При возникновении трудностей, связанных с заточкой дисковой пилы в домашних условиях, следует проконсультироваться со специалистом. Если регулярно приводить в порядок циркулярную пилу, она прослужит верой и правдой долгие годы.
Любой режущий инструмент имеет свойство затупляться в процессе эксплуатации. Это касается и твердосплавных пильных дисков, которые необходимо регулярно затачивать, для того чтобы распиловка дерева происходила быстро и качественно.
Самый простой способ затачивания зубьев на дисковой пиле — это использование обычного напильника. Но при работе своими руками, над приведением режущего инструмента в рабочее состояние, возникает много сложностей, с которыми может справиться только хороший специалист, имеющий достаточно большой опыт. Гораздо проще, быстрее и эффективнее использовать для этой операции самодельный станок для заточки дисковых пил или заточной станок для дисковых ножей.
Если есть самодельный электрический заточной станок для дисковых пил, не зависимо от того заводской это инструмент или самодельный, следует знать основные принципы использования такого оборудования. Особенно, когда есть необходимость в заточке зубьев пильных дисков, которые имеют разную геометрию и углы затачивания.
Термины, определяющие функцию пильного диска
Пильные диски отличаются количеством зубьев и конфигурацией. Существуют лезвия:
- монолитные или цельные;
- с твердым напылением в рабочей зоне;
- с напаянными твердосплавными пластинами;
- без зубьев, такие как непрерывный обод;
- с широкими и тонкими выступами;
- с отрицательными и положительными передними углами;
- универсальные диски.
Такое разнообразие сбивает с толку при выборе нужного диска. Будем разбираться.









Количество зубьев
Диски с меньшим количеством зубьев делают грубый срез. Преимущество меньшего количества — высокая скорость резки. Для строительных работ достаточно 24-зубного диска диаметра 180 мм. Тонкое лезвие с прорезью подойдет при резке лиственных пород и обрезке, где требуется чистая кромка. Для дисковой пилы 180-190 мм, лезвие с 40 зубцами или выше обеспечит чистую резку.
Эффективность удаления опилок
Положение зуба, когда он направлен вниз к поверхности древесины и образует положительный угол, приводит к быстрому, но грубому пилению. Между ними большой зазор и углубление, что способствует лучшему очищению опилок. На фото Положительный угол наклона зуба. Отрицательный угол зуба режет менее агрессивно, не так быстро удаляют меньше отходов, но срез получается более гладким. На диске угол обозначается: 5 neg — 5 градусов отрицательный, 10 pos — положительный 10 градусов.
Виды зубьев по форме и углу заточки
Этот отличительный фактор пильного диска — угол зубца поперек или перпендикулярно вращению лезвия. Чем выше угол скоса, тем чище и ровнее срез. Некоторые лезвия имеют очень большие углы скоса для резки композитного материала, такого как пластик или другие, подверженные разрыву/сколу при выходе зуба. Скосы бывают плоскими (без угла), чередующимися, сильно чередующимися или с другой конфигурацией, которую обсудим ниже.
Разводка
Это ширина зуба в его самой широкой точке и, следовательно, ширина реза. Если она больше чем толщина зуба, то разводка нормальная. В противном случае разводку выполняют специалисты, используя следующие способы:
- 1 через 2 зуба разводят в противоположную сторону;
- каждый зуб поочередно разводят в разные стороны на одинаковые расстояния от плоскости диска;
- также, но расстояния с разными отклонениями в пределах 0,3- 0,7 мм.
Тонкий пропил вызывает меньшее сопротивление при резании и поэтому лучше приспособлен для маломощных пил. Изначально тонкие диски вибрировали или колебались, создавая проблемы при резке древесины. Новая технология лезвий с конструкцией, уменьшающей вибрацию, внесла некоторые улучшения в сегмент лезвий с тонким пропилом, что увеличило спрос для пользователей беспроводных дисковых пил.
Самостоятельное изготовление станка для заточки пил
Когда в наличии имеется электрический агрегат для заточки острых поверхностей, значения не имеет заводского он производства или домашнего. Особенно данная тема актуальна, когда речь идет о том, чтобы качественно заточить зубья, которые сделаны с учетом разных геометрических форм и углов для точения. Таких механизмов несколько и они стали следствием оптимизации обработки режущей поверхности, которые имеют разные свойства.
Наиболее часто встречаемые формы зубчатой поверхности:
- В форме прямой, когда забота о качестве выполнения не обязательна.
- В форме скошенного зуба; Имеются два угла наклонной поверхности: правая и левая. Как правило, используется в дисковых пилах. Очень часто используется в подрезке изделий с ламинированием по двум сторонам, ибо не выдает сколовых трещин ни по одному краю.
- В форме продолговатой трапеции. Поверхность способна долгое время удерживать кромку в остром положении, возвышаясь над зубьями под прямым углом. В такой ситуации зубья могут быть распилены по-черному, а при прямых зубьях – по-чистому.
- В форме конического обтекателя. Наиболее часто встречается в работах на вспомогательных началах. Чаще всего, надрезают поверхностное сечение ламината, не допуская осколков при осевом распиливании.
С передней стороны все зубья состоят в форме плоской поверхности, но некоторые разновидности пилы имеют вогнутую поверхность. Сама дисковая пила имеет четыре главных угла, которые формируют определенную форму в пересекающей плоскости:
- угол, расположенный с передней стороны;
- угол, образующий заднюю поверхность;
- скашивающиеся углы в плоскости переднего и заднего входа.
В качестве дополнительного угла учитывают также вариант с заострением угла, который формирует совокупность углов переднего и заднего ряда. В действительности же угол заточки непосредственно зависит от того, для каких целей предназначается пила.
- Для пиления продольным способом используют пилы с размерными характеристиками при переднем угле в 15- 20 градусов.
- Поперечное пиление для дисковой пилы выполняется при соотношении 5-10 градусов.
- Универсальные характеристики дают возможность увеличить градус наклона до 15 градусов.
Очень часто для определения угла заточки используют такой показатель, как твердость дерева. В зависимости от уровня твердости определяется угол и размер наклона и, соответственно, выбирается пила.
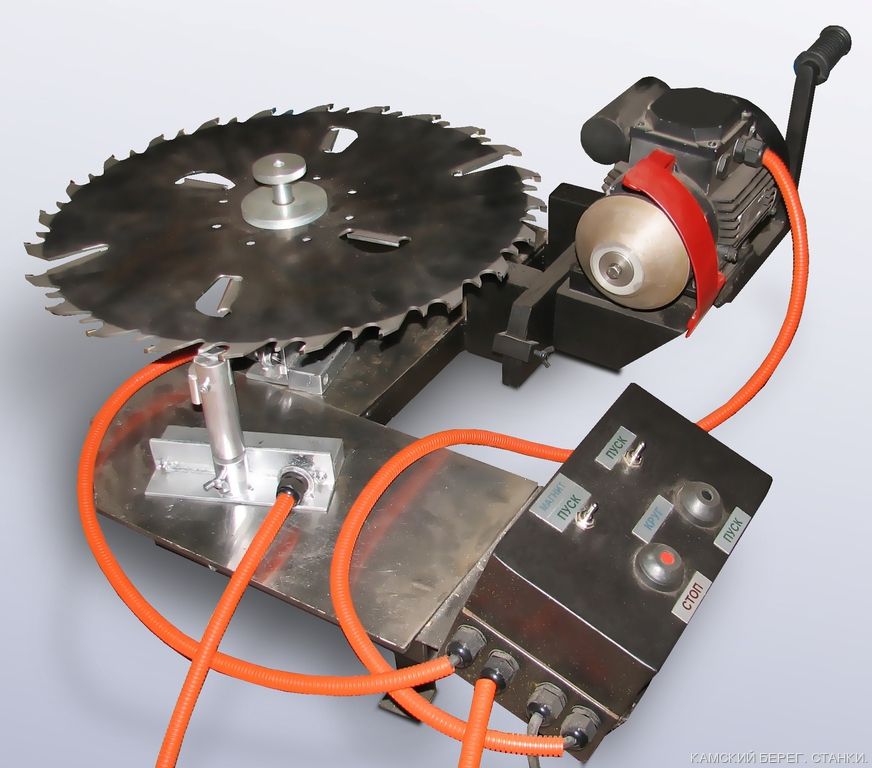
Именно по таким принципам определяется станок заточной для пиления дисковым способом. Станки такого типа имеют определенную конструкцию при выпиливании одинарным способом:
- Во время работы станка для заточки дисковых пил происходит перемещение только пилы (сам двигатель остается в исходном состоянии).
- Во время работы в движения приходят два элемента: пила для затачивания и мотор с двигательным круговым параметром.
- Перемещаются также два стандартных элемента: пила и мотор.
Типичным примером выступает стандартный самодельный станок для заточки дисковых пил, который может быть агрегатом, состоящим из двух взаимосвязанных элементов:
- Точильный двигатель со съемным валом.
- Суппортная площадка, которая крепится к дисковому основанию.
Чтобы обеспечить полноценный угол заточки элемента в агрегате всегда предусматривается наличие системы, которая дает возможность содействовать изменению наклонной поверхности на полотне с зубчатой поверхностью.
Как определить угол заточки дисковой пилы
Геометрия твердосплавных напаек
Оптимальным вариантом будет наличие исходного шаблона, согласно которому можно исправить геометрию режущей кромки. Зачастую он изготавливается из тонкостенного нержавеющего металла, реже – из плотного картона.
Твердосплавные зубья изготавливаются согласно ГОСТ 9769-79. Но их геометрию и геометрические размеры определяет производитель исходя из назначения пилы. Если шаблон отсутствует – необходимо самостоятельно определить требуемые углы заточки. Для этого рекомендуется воспользоваться маятниковым угломером.
Технология изготовления шаблона своими руками.
- Взять новый диск с напайками, который полностью идентичен затупившемуся.
- На твердом листе картона нарисовать точные контуры.
- С помощью маятникового угломера определить первоначальную геометрию твердосплавных напаек.
- Данные занести на шаблон.
В дальнейшем его можно использовать для самостоятельной заточки на станке или предоставить в качестве образца для компаний, предоставляющие подобные услуги.
Важно помнить, что передний угол может быть отрицательным. Подобные модели используются для раскроя пластмассовых листов и цветных металлов
Как определить момент, что пора наточить ножовку?
Как определить, что пришло время заострить зубья инструмента.
Опытный хозяин знает, когда и как заточить ножовку, но простому обывателю не сложно определить этот момент самостоятельно. Как правило, изменяется звук, издаваемый при работе и однородность цвета режущей кромки.
Острые резцы отличаются равномерным износом режущей кромки.
На необходимость «подправить» пилу указывают следующие признаки:
• пиление идет тяжело и неравномерно; • срез получается неровный; • полотно часто застревает; • становится сложно удержать заданную траекторию.
Кроме того, затупленная ножовка часто застревает и приходится прилагать много усилий для завершения процесса.
Обзор самых популярных устройств
Моделей станков для точения дисковых пил очень много, поэтому имеет смысл рассмотреть самые популярные модели.
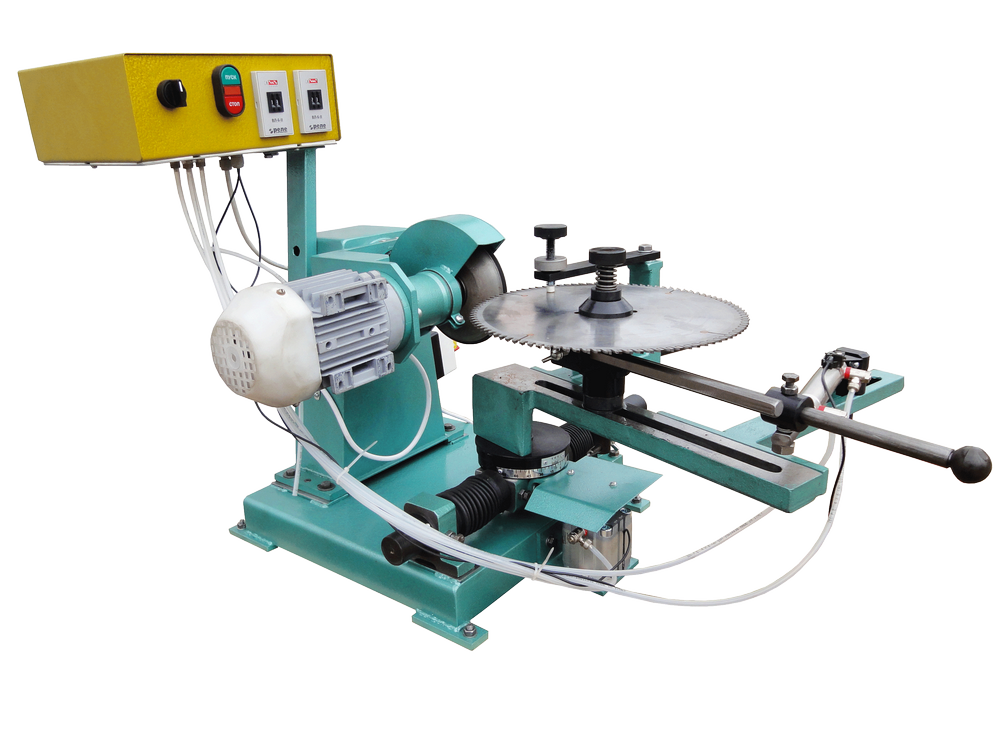
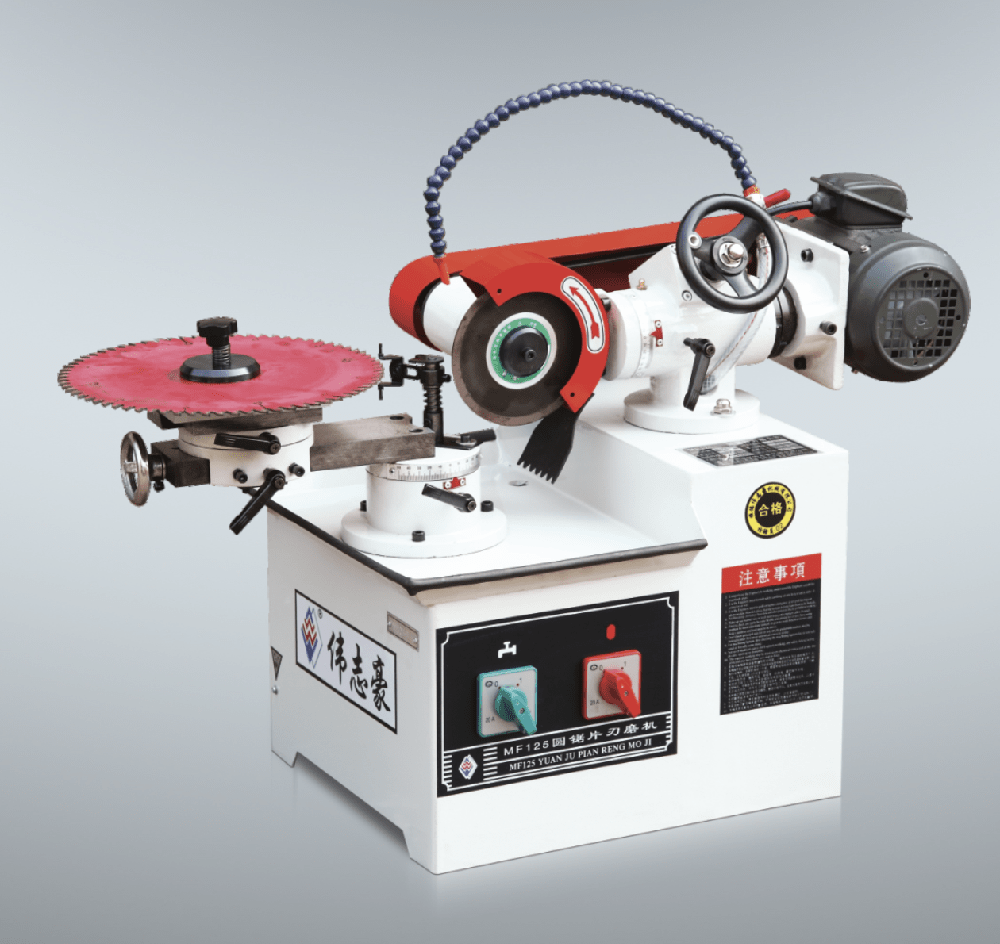
JMY8-70
Предназначен для деревообрабатывающих компаний, где детали и заготовки выпиливают дисковыми пилами. Благодаря этому станку можно поддерживать в идеальном состоянии диск пилы, что повысит производительность и качество обработки древесины.

Основные характеристики:
- напряжение питающей сети – 220 V;
- мощность электродвигателя – 250 Вт;
- скорость вращения точильного круга – 2850 об/мин;
- тип электромотора – асинхронный;
- диаметр шлифовального круга – 125 мм;
- диаметр затачиваемых дисков пил – 80-700 мм;
- угол поворота заточного диска (вправо-влево) – 45/30°;
- масса – 30 кг.
Преимущества:
- использование алмазного диска позволяет длительно эксплуатировать станок без техобслуживания;
- довольно прочное литое основание позволяет добиться высокой точности заточки;
- за счет резиновых вставок под основанием, эффективно гасится вибрация и шум;
- легко регулируется.
Недостатки:
- ручная настройка;
- отсутствует система охлаждения.
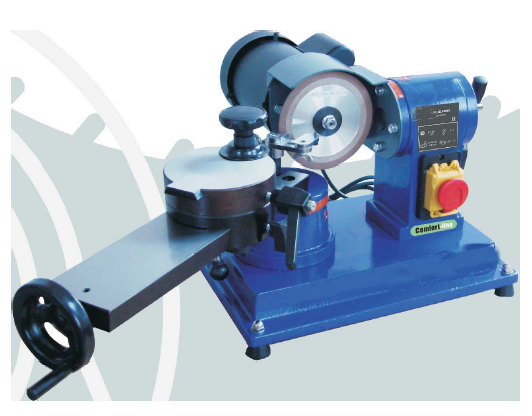
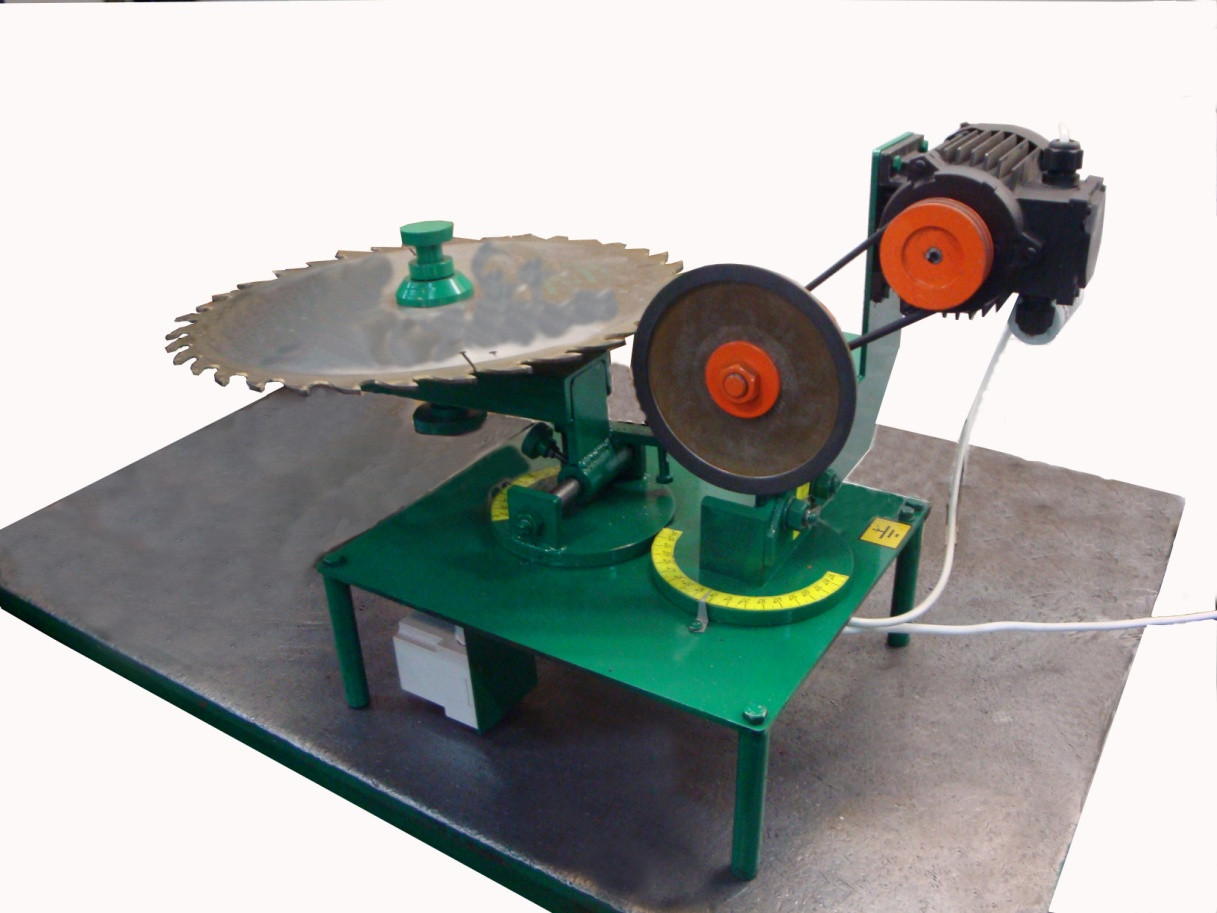
КРАТОН SBS-600
Подходит для деревообрабатывающих предприятий, так как позволяет затачивать пильные диски диаметром 160-600 мм. Оснащен удобным поворотным механизмом и специальной шкалой.

Основные характеристики:
- напряжение – 220 V;
- потребляемая мощность – 370 Вт;
- скорость вращения абразивного круга – 2800 об/мин;
- тип электромотора – асинхронный;
- диаметр абразивного круга – 100 мм;
- диаметры затачиваемых дисков – 160 — 600 мм;
- посадочный диаметр диска – 20 мм;
- передний угол заточки – 0-30°;
- задний угол заточки – 0-30°;
- размеры без упаковки – 480х900х205 мм;
- масса – 45 кг.
Преимущества:
- ременная передача. Благодаря ей удается защитить электродвигатель от перегрузок и уменьшить шумность станка;
- жесткая и прочная конструкция;
- предусмотрена регулировка под требуемые углы заточки;
- имеет защиту от травм;
- небольшие размеры. Благодаря компактным размерам станок удобно монтировать и обслуживать в процессе эксплуатации.
Недостатки:
большой вес.
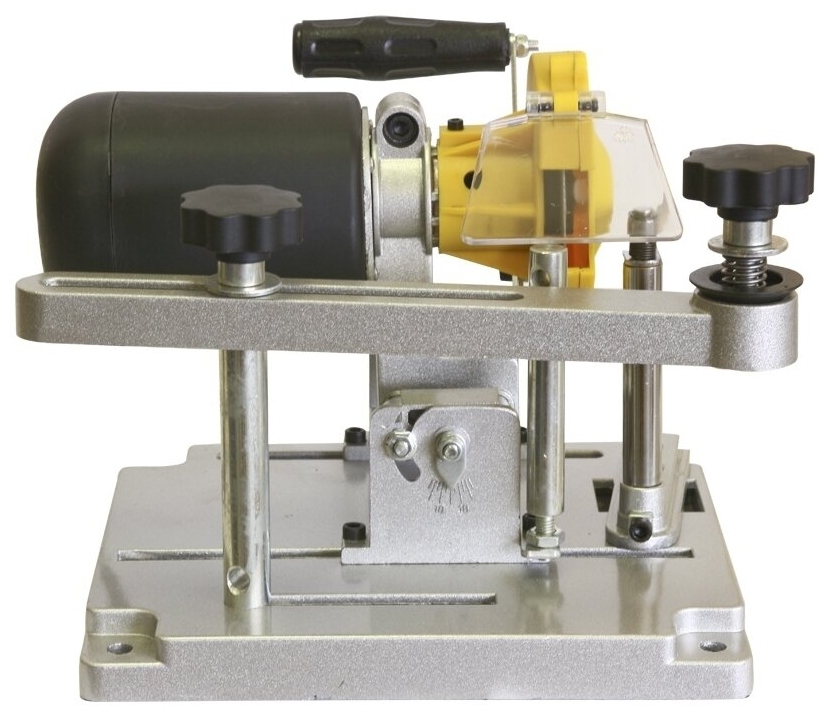
Калибр ЭЗС-65МФ 11512
Это многофункциональный точильный станок рассчитан на бытовое использование, так как предназначен для точения лезвий ножей, пил и сверл.
Большая скорость вращения рабочего органа позволяет быстро и качественно заточить любой режущий инструмент.

Основные характеристики:
- напряжение – 220 V;
- потребляемая мощность – 65 Вт;
- скорость вращения абразивного круга – 6000 об/мин;
- диаметр абразивного круга – 49.3 мм;
- посадочный диаметр пильного диска – 7.5 мм;
- размеры в упаковке (ДхШхВ) – 218х200х172 мм;
- масса – 1,6 кг.
Преимущества:
- предусмотрен прозрачный экран для защиты работника от пыли, искр, металлической и абразивной крошки;
- в станине станка имеются отверстия для надежного крепления двигателя и других узлов;
- не требуется сервисное техобслуживание;
- небольшая цена.
Недостатки:
не предусмотрена регулировка угла заточки.
Разновидности заточки режущих зубьев
Для лучшего понимания того, как производится заточка дисковых пил, нужно изучить особенности и строение тех частей инструмента, посредством которых осуществляется распиливание материала. Режущие зубья представляют собой основной элемент, участвующий в распиливании древесины.




Выполняются они из твердосплавного металла. Режущие зубья состоят из 4-х рабочих плоских поверхностей: передней (а), задней (б) и двух боковых плоскостей (в), у которых вспомогательная роль. Посредством одной главной (1) и двух дополнительных (2 и 3) режущих кромок образовываются линии пересечения, каждой указанной рабочей плоскости.
В зависимости от своей конфигурации дисковая пила может иметь различные виды режущих зубьев:
- Прямой тип зубьев. Зачастую используется при ускоренном продольном пропиливании. Не обладают идеальным качеством распила.
- Скошенный (косой) тип зубьев. Имеют характерный угловой обрез на правых и левых задних поверхностях. В некоторых случаях диски имеют зубья с разной стороной скоса, которые чередуются по всей окружности пилы. Используя такие диски можно распиливать древесину, ДСП и различную пластмассу. Большой угол скоса обеспечивает качественный пропил без скола на режущей кромке.
- Трапециевидный тип зубьев. По сечению режущих поверхностей обладают трапециевидной формой. Такая конфигурация позволяет работать без затупления на протяжении длительного периода времени. Нередко диск имеет прямые зубья, которые чередуются с трапециевидными. В таких случаях трапециевидный элемент играет основную роль при черновом распиливании, тогда как при помощи прямого типа зубьев выполняется чистовая обработка.
- Конический тип зубьев. Обладают конусообразным видом. Как правило, выполняют вспомогательную функцию для предварительных надрезов на ламинате. Коническим типом зубьев осуществляется обработка указанного напольного покрытия. Такая пила позволяет не допустить сколы на материале, как это часто случается при использовании основной пилы.
Заточка дисков
Опытный мастер обычно сразу понимает, когда зубцы начинают приходить в негодность. Это можно определить по следующим признакам:
Если зубцы затупились, желательно заточить пилу как можно быстрее. Многие домашние мастера ошибочно считают, что получить травму от острой пилы можно гораздо быстрее, чем от тупой. На самом деле, дело обстоит с точностью до наоборот. Такой парадокс объясняется просто: когда пильщик орудует тупой пилой, ему приходится прикладывать физическую силу. Если неправильно рассчитать силу или приложить ее не в том направлении, травмировать кисть руки очень легко. А если пильщик орудует хорошо заточенным инструментом, никаких усилий прикладывать не требуется, главное – точные и аккуратные движения.
При помощи специального станка
Конечно, проще всего заточить дисковую пилу на специальном станке промышленного производства. Такие станки стоят довольно дорого. Приобретать точильный станок для личного пользования выгодно только в том случае, если домашний мастер работает ежедневно и перепиливает большие объемы древесины. А также услуги по заточке предоставляются во многих специализированных магазинах. Станок для заточки пил чем-то отдаленно напоминает гончарный круг, на котором вертится пильный диск, размещенный строго в горизонтальной плоскости. Процесс заточки состоит из следующих этапов:
Затачивать пильные диски на станке очень удобно. Главное – соблюдать технику безопасности и ни в коем случае не поправлять пильный диск, пока станок работает. Все манипуляции с диском производят только при выключенном точильном станке.
Самостоятельная заточка
Многие домашние умельцы прекрасно справляются с заточкой дисковых пил без специального станка. Большинство владельцев циркулярных пил давно привыкли затачивать пильные диски на весу, при помощи обыкновенного напильника или других подручных инструментов для заточки. Однако, этот метод весьма неудобен и травмоопасен. К тому же при ручной заточке можно случайно пропустить отдельные зубцы. Поэтому применять этот метод не стоит.
Бывалые пильщики обычно мастерят для заточки пил круглую деревянную подставку, на которой и размещается пильный диск. Принцип действия таких мини-станков примерно такой же, что и принцип действия станков промышленного производства.
Мастера считают, что перед заточкой пильные диски должны быть немного влажными – это значительно облегчает заточку. Для этого точильщики смачивают пильные диски водой и различными химическими веществами. Однако, эксперты утверждают, что на самом деле такой метод приносит только вред. Любая жидкость разъедает металл и вызывает его коррозию, то есть способствует появлению ржавчины.
Во время самостоятельной заточки нужно быть внимательным, чтобы не пропустить ни один зубец. Даже если затупилось всего несколько зубчиков, а остальные остались острыми, точить нужно абсолютно все зубцы. Она будет работать правильно только в том случае, если все пилящие элементы заточены одинаково.
Самостоятельно заточить дисковую пилу – это не так сложно, как кажется. Как именно затачивать пилу, на станке промышленного производства или на примитивной подставке, каждый домашний мастер выбирает сам. Однако, в любом случае необходимо строго соблюдать элементарную технику безопасности и затачивать зубцы как можно острее. При возникновении трудностей, связанных с заточкой дисковой пилы в домашних условиях, следует проконсультироваться со специалистом. Если регулярно приводить в порядок циркулярную пилу, она прослужит верой и правдой долгие годы.
Любой режущий инструмент имеет свойство затупляться в процессе эксплуатации. Это касается и твердосплавных пильных дисков, которые необходимо регулярно затачивать, для того чтобы распиловка дерева происходила быстро и качественно.
Самый простой способ затачивания зубьев на дисковой пиле — это использование обычного напильника. Но при работе своими руками, над приведением режущего инструмента в рабочее состояние, возникает много сложностей, с которыми может справиться только хороший специалист, имеющий достаточно большой опыт. Гораздо проще, быстрее и эффективнее использовать для этой операции самодельный станок для заточки дисковых пил или заточной станок для дисковых ножей.
Если есть самодельный электрический заточной станок для дисковых пил, не зависимо от того заводской это инструмент или самодельный, следует знать основные принципы использования такого оборудования. Особенно, когда есть необходимость в заточке зубьев пильных дисков, которые имеют разную геометрию и углы затачивания.
Заточка циркулярных пил
Материалы и инструменты:
Диски круглых пил.
- диск пилы;
- напильник;
- алмазный надфиль;
- маркер;
- тонкие деревянные брусочки;
- тиски;
- разводка;
- разводной ключ.
Как заточить циркулярную пилу с диском? Дисковую пилу необходимо затачивать с задней поверхности, если работают в положении полотна, которое повернуто к дереву. Передняя поверхность, которая находит на материал при распиле, остается в неизменном положении.
Выполнять точение диска можно в станке. Можно вытащить полотно из него. Если точение выполняется в устройстве, то нужно вынуть вилку из электрической розетки, чтобы предотвратить случайное включение прибора. Нужно подклинить изделие, положив под него с обеих сторон тонкие брусочки и придавить их к зубьям.
Надо пометить маркером элемент, с которого начинают выполнять точение
При точении надо соблюдать осторожность и прилагать максимум внимания. Точение выполняют при помощи напильника или алмазного надфиля
Необходимо запомнить количество движений и прилагаемых усилий при точении первого зуба. Такие же усилия нужно прилагать при точении остальных деталей. Если полотно сняли со станка, нужно зажать его в тисках, затем таким же образом заточить каждый зуб. Затем полотно устанавливают обратно в устройство.
Выполняют проверку распила на образце. Если при работе возникает шум или подача материала неровная, нужно проверить высоту зубьев. Для этого надо поднести к режущему краю маркер. Затем надо медленно повернуть рукой полотно на 1 оборот в сторону, противоположную направлению вращения. При этом на каждом зубе появится метка. При осмотре можно выяснить какие элементы выше остальных. Если разница оказалась значительной, нужно аккуратно уменьшить высоту элементов.
Маркировка
Как видно на картинке, маркировка диска может рассказать о многих технических характеристиках. Но существует зависимость, которой не следует пренебрегать: форма зубьев напрямую влияет на возможность работы с конкретным материалом.
Классификация, разработанная представителями бренда GASS, делит диски на следующие категории по форме зубьев:
GK и GS:попеременноскошенные. Подходят для обработки всех пород древесины и «чистых» ДСП, без фанеры и пластиковых покрытий.
GM: прямые. Способны справиться разве что с резкой мягкого дерева.
GT: трапециевидные. Пригодятся в случаях, когда нужно распилить МДФ или ДСП с ламинацией.
GR: конические. Режут многослойные покрытия с двойной ламинацией.
GA: трапециевидные и прямые. Те же самые возможности, что у GT.
Материалы и инструмент
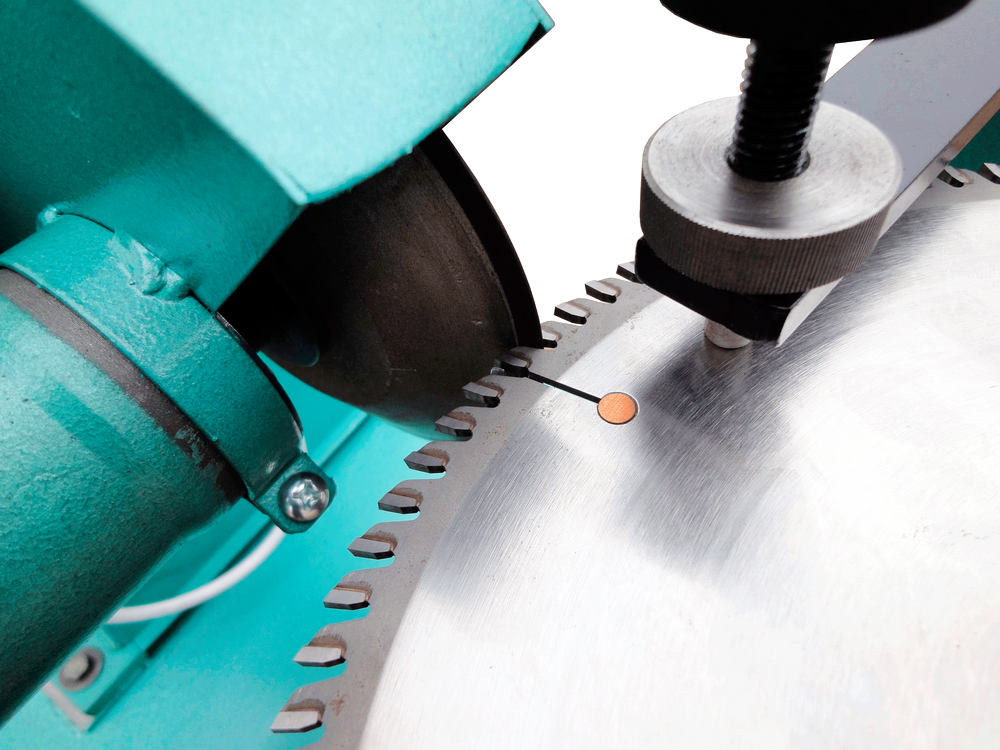
Для заточки дисков с твердосплавными зубьями можно применять алмазные круги и из карбида кремния. Для обеспечения гладкой поверхности без зазубрин рекомендуется использовать абразив с наибольшей зернистостью. В противном случае зарубки будут выкрашиваться в процессе работы, что приведет к быстрому затуплению напайки.
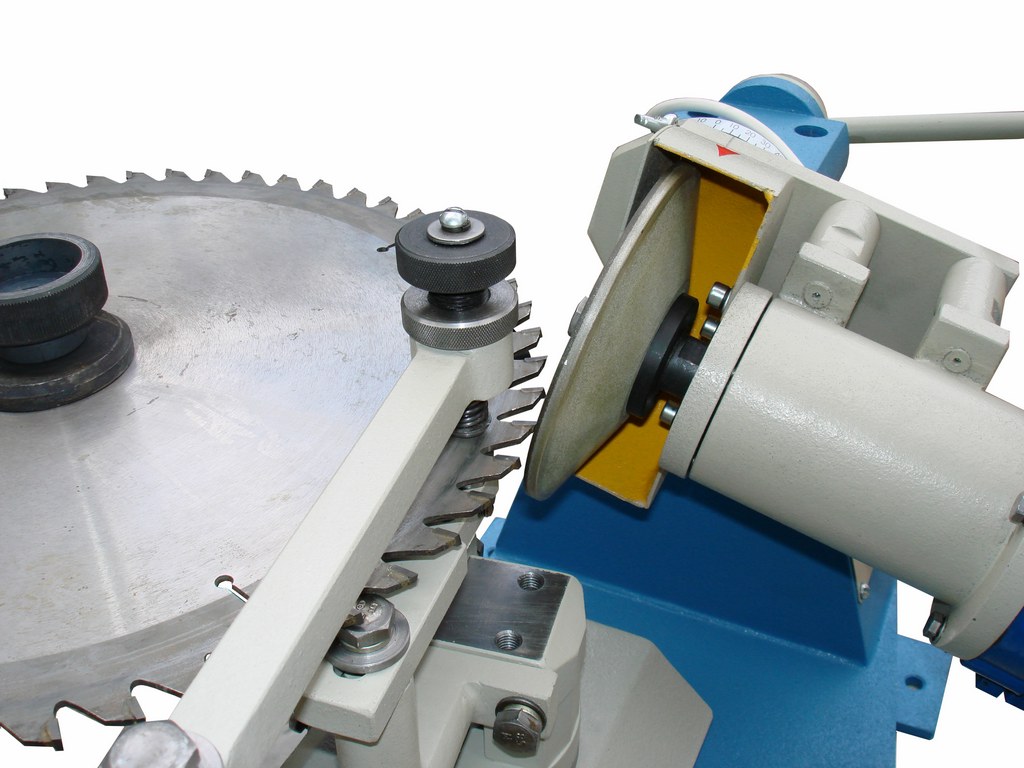
Лучше всего затачивать на специализированных станках с возможность регулирования углов установки пильного диска. Для регулирования его положения в горизонтальной плоскости (в случае с зубьями со скошенной передней плоскостью) используются специальные приспособления с маятниковыми угломерами.
Но приобретение специального оборудования для домашнего применения, когда необходимость в нем возникает не больше 1 раза в несколько месяцев, нецелесообразно. А удерживать пильный диск руками в точном соответствии с необходимым углом – это что-то из области фантастики.
Выход один – соорудить подставку, поверхность которой будет располагаться на одном уровне с осью абразивного круга. Это обеспечит перпендикулярность положения задней и передней плоскости зуба относительно заточного материала. А если проявить фантазию и закрепить одну сторону приспособления шарнирно, а на другой сделать опоры в виде болтов с возможностью вкручивания и выкручивания, можно будет управлять и углом наклона относительно горизонтальной плоскости. А точность выверяется маятниковым угломером.
Для обеспечения необходимого для заточки передней и задней плоскостей зубьев с напайкой значения угла можно оборудовать на подставке упоры, которые будут фиксировать пильный диск в нужном положении.
Заточка дисковых пил является обязательным мероприятием в процессе эксплуатации данного оборудования. Обработка древесины требует наличия в распоряжении мастера инструментов с соответствующими режущими свойствами. Как и заточка цепей бензопил, дисковые пилы требуют к себе повышенного внимания. Если вовремя не устранить недостатки, с течением времени инструмент начнет тупиться значительно быстрее.







Заточка пил — это распространенное мероприятие, как и точение цепей бензопил, выполняемое своими руками. Вы можете доверить приспособление с твердосплавными, победитовыми напайками специалистам. Это обусловлено тем, что победитовые напайки имеют повышенную твердость, из-за чего обычным напильником выполнить заточку невозможно. Для этого потребуется дорогостоящий алмазный шлифинструмент.
Первое, что вам нужно сделать, это определить текущее состояние пильных кругов. У дисков и цепей бензопил есть определенные признаки износа. Если знать о них, вы легко узнаете, что острота дисковой пилы значительно ухудшилась.
- На кожухе двигателя вашей дисковой пилы начала значительно повышаться температура.
- Чтобы распилить заготовку, приходится прикладывать больше физических усилий своими руками. Аналогичное явление характерно для затупившихся цепей бензопил.
- Периодически из двигателя может идти дым.
- При обработке заготовок образуется неприятный аромат гари.
- На краях пильного круга образуются потемнения. Это нагар. Он может проявиться и на поверхности цепей бензопил.
- Деревянная заготовка начинается перемещаться по станку рывками, хотя при нормальной заточке движения должны быть плавными.
- При работе станка наблюдается посторонний шум.
- Нарушается геометрия зубьев пильных кругов вашей циркулярной пилы.
Как узнать что пора заточить диск
Режущие диски для обработки древесины и древесных материалов с течением времени истираются и изнашиваются, что способствует снижению их производительности. Чтобы восстановить эффективность режущего инструмента, понадобится произвести заточку зубьев. Узнать о том, что надо произвести заточку зубьев на диске, можно последующим факторам:
- Чтобы разрезать древесину, необходимо приложить усилия прижима инструмента к распиливаемой заготовке
- Наблюдается возникновение дыма, поступающего из-под защитного кожуха
- Происходит чрезмерный нагрев защитного кожуха
- Возникают признаки запаха гари. Это означает, что зубья не пилят древесину, а режут ее
Эксплуатация неисправной насадки на электроинструменте приводит к тому, что снижается производительность выполнения работ, а также повышается вероятность скорейшего выхода из строя электроинструмента и самой насадки. Снижение производительности способствует повышению нагрузки на электродвигатель, который в итоге начинает перегреваться, и выходит из строя.
Это интересно! Работать затупленным диском нерационально, так как помимо повышения нагрузки на электроинструмент, увеличивается время работы по распиливанию заготовок.
Это интересно: Станок для заточки цепей бензопил — конструкция, виды, выбор
Определение и предназначение циркулярной пилы
Дисковая, или циркулярная пила — это инструмент, рабочая поверхность которого представляет собой диск. Этот диск может быть различной толщины и различного диаметра, в зависимости от назначения. По краям диск снабжен острыми зубцами, которые могут иметь различную форму, например:
- Прямые вертикальные зубцы;
- Скошенные зубцы;
- Зубцы в форме трапеции;
- Зубцы, напоминающие конус.
Она используется в тех случаях, когда нужно распилить большой объем древесины. Ей удобно работать как с твердыми, так и с мягкими породами дерева. А также при помощи её можно обрабатывать фанеру и древесно-стружечную плиту. Когда диску сообщают вращение, зубцы врезаются в материал и начинают его распиливать. Опытные пильщики утверждают, что работать с циркулярной пилой намного проще, чем с классической, представляющей собой горизонтальную пластину из металла с зубцами и одной (двумя) пластмассовыми ручками.
Дисковую пилу часто используют:
- На пилорамах;
- На строительстве деревянных домов;
- Во время ремонтных работ в городских квартирах;
- На заготовке леса.
Рабочая поверхность такого инструмента обычно имеет твердосплавные напайки. Эти напайки используются для того, чтобы зубцы не деформировались при распиловке твердых пород дерева. Однако, рано или поздно зубцы у любой дисковой пилы затупляются. Если этот момент наступил, значит, пора затачивать инструмент.





