

Миф 4: Чем больше пасты наносить, тем быстрее процесс полировки
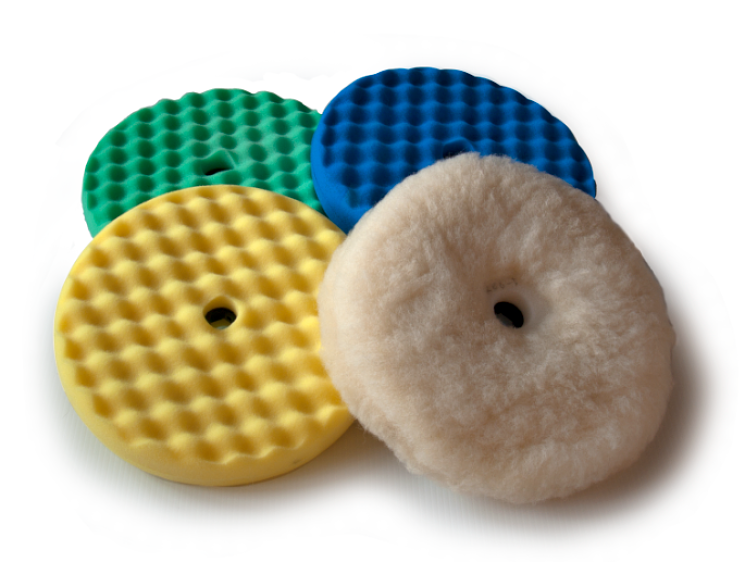
Результат полировки зависит не только от самого состава и навыков владения ее использования и оборудования. Немаловажным также является правильный подбор полировальников. При этом, при прочих равных условиях, поролоновый полировальник больше нагревает поверхность, а шерстяной быстрее удаляет слой лакокрасочного материала. С другой стороны, жесткость полировальника влияет на глубину глянца.
Таблица 3 Результаты сравнения характеристик полировальников
Название | Максимальная температура, С | Время полировки, с |
Шерстяной полировальник | 45 | 90 |
Жесткий поролоновый полировальник | 68 | 90 |
Миф 3: Чем паста более жидкая, тем меньше в ней минералов. Пальцами можно определить количество минералов, а значит скорость работы пасты
Если рассмотреть состав пасты более детально, видно, что есть несколько базовых элементов:
– вода
– минералы (абразивный компонент)
– растворители
– добавки
Все характеристики самой пасты в применении (скорость удаления риски, глубина глянца, разлет частиц, высыхание, удаление пасты с поверхности и т.д.) зависят от комбинации этих компонентов. При этом, например, такая величина как вязкость пасты напрямую не влияет на скорость удаления риски. Вязкость продукта и стабильность состава достигается соотношением разного рода добавок и комбинацией базовых компонентов. Также ввиду того, что абразивная полировальная паста – это жидкая смесь веществ, то она обладает тиксотропными свойствами (это происходит в результате перемешивания перед каждым применением, в пасте происходит перераспределение молекул). Эти свойства позволяют пасте не стекать с поверхности, а также могут способствовать увеличению глянца. В качестве примера, можно рассмотреть полировальную пасту 3М 50417NF. Для стабилизации композиции и получения незамерзающих свойств в пасте присутствуют наполнители, загустители, биоциды, антиоксиданты, УФ-стабилизаторы, смачивающие вещества, красители, регулирующие рН вещества и буферные растворы. При производстве ингредиенты объединяют и гомогенизируют.
Структура составляющих
Обработка производится веществами, включающими в себя следующие компоненты:
- обеспечивающие долговечность, что снижает непроизводительный расход. с этой целью вводятся некоторые виды жирных кислот – олеиновая, стеариновая и т.п.;
- облегчающие процесс полировки (особенно, если она производится вручную): скипидар, машинные и вазелиновые масла;
- обеспечивающие абразивные характеристики, а также нужную твёрдость: алмазные либо эльборовые микропорошки, парафин (для 3m);
- сохраняющие антикоррозионные характеристики: марки, содержащие окись хрома;
- регулирующие вязкость – различные органические растворители (бензин, керосин);
- повышающие производительность обработки – диэлектрики на базе нитрида бора.
В зависимости от соотношения составляющих абразивная, травильная и финишная пасты для металла могут быть на водной и безводной (жировой) основе, а по консистенции — твёрдыми, в виде суспензии и мазеобразными. Машинная алмазная полировка выполняется преимущественно суспензиями 3М, а ручная финишная – 3m с повышенной вязкостью.
Описание характера взаимодействия с обрабатываемыми деталями приводится в инструкциях изготовителя.
Роль основных компонентов
Активное вещество (в частности, для ГОИ и 3М), выполняет следующие функции:
- Абразивная, в результате которой удаляется тончайший слой материала, как правило, краски. Происходит выравнивание, ликвидация местных потёртостей и царапин. Абразивная алмазная отделка пастами 3m интенсифицируется при увеличении степени зернистости компонента.
- Связывающая, роль которой выполняют жировые компоненты (для 3m). При недостатке или отсутствии связки алмазная паста выкрашивается, плохо удерживается на поверхности, препятствует нормальной работе полировального круга.
- Прочностная: при повышении температуры в зоне полировки некоторые марки ГОИ размягчаются, что приводит к увеличению расхода материала. Наличие пластификаторов допускает плавление только в зоне непосредственного полирования.
- Декоративная, при которой обработанной детали придается, в зависимости от требований, нужная матовость или, наоборот, блеск (например, финишная полировка стекла). Функция достигается увеличением доли особо мелкозернистых составляющих в составе (3М или ГОИ). Полировка устраняет и некоторые дефекты окрашивания стекла, например, разводы на нём.
- Наносимая травильная масса позволяет дополнительно корректировать химический состав на участке.
Инструкция по применению полировальных паст

Допускается работать мастиками как вручную, так и используя шлифовальную машинку универсального типа. Дополнительной оснасткой являются специальные войлочные круги или салфетки. Процесс полировки машинкой (УШМ) заключается в следующем:
- Круг полировочный устанавливают на УШМ. Он должен быть чистым, без пыли и мусора.
- Рабочую поверхность металла очищают от загрязнений.
- Включают электроинструмент на самое низкое вращение вала и прислоняют брусок пасты к поверхности войлока на пару секунд.
- В случае жидкой консистенции ее наносят на войлок резиновым шпателем так, чтобы не было излишков и разбрызгивания полироля во время работы.
- Вращающийся войлочный диск прислоняют к поверхности и круговыми движениями проводят обработку.
- В процессе контролируют состояние металла визуально, добавляют по необходимости пасту при ее выработке.
- После того как процесс закончен, удаляют остатки полировочного материала средством, предусмотренным для этих целей инструкцией на упаковке мастики.
Миф 5: Чем больше пасты наносить, тем быстрее скорость полировки, т.к. больше минералов на единицу площади обрабатывает поверхность
Тип оборудования для полировки и режимы его работы также влияют на конечный результат. Например, в случае если скорость вращения ротационной полировальной слишком низкая, полировальный состав будет работать слишком медленно. А если при работе состава нанесено непропорционально много, минералы не будут равномерно работать в тонком слое, и паста буде скатываться, сохнуть, излишне впитываться в полировальник, снижая скорость всего процесс полировки, включая процесс удаления пасты с поверхности.
Качественный результат при полировке авторемонтных покрытий – это комплексный процесс, требующий внимания к деталям и особенностям применения. Каждый этап процесса важен, правильное использование составов возможно только при понимании взаимосвязи компонентов и всех сопряженных элементов.
Миф №1. Скорость всего процесса полировки зависит только от размеров минерала в полировальном составе
Основным свойством в применении, по которому большинство оценивает качество абразивной полировальной пасты – это скорость удаления следов шлифовки после обработки абразивным материалом. Именно этот параметр определяет насколько быстро будет закончен финальный этап кузовного ремонта автомобиля. При этом хочется отметить, что скорость удаления дефекта зависит от размера обрабатываемой поверхности и глубины риски. Толщина и твердость используемых в современном кузовном ремонте лакокрасочных материалов предусматривает использование тонких градаций абразивов от Р1200 и выше для удаления дефектов окраски. Использование более грубых градаций, например, Р600, а тем более Р400 или Р320 не имеет смысла, т.к. скорость удаления будет крайне низкой, к тому же велика вероятность прожогов и пробития покрытия. Профессиональные продукты для авторемонта созданы для удаления тонких рисок и полировка ремонтных лакокрасочных покрытий предусматривает именно это в технологическом процессе. Если рассматривать способы шлифовки, то существует 3 варианта: сухая (в основном шлифовальные круги диаметром 150 мм), с добавлением воды (водостойкая бумага), влажная (например, круги Trizact P3000, P6000).
При этом каждый способ имеет нюансы применения. В качестве иллюстрации можно рассмотреть применение кругов 3М Trizact при усредненном расчете времени на полировку 1 детали, а также расхода материалов.
Таблица 1 Расчет времени на полировку одной детали и расход материалов
Полировка одной детали* | A. Полировка детали после обработки Р1500 | A. Полировка детали после обработки Р3000 | A. Полировка детали после обработки Р6000 |
Затраты | Затраты | Затраты | |
Время полировки, секунды | 830 | 570 | 240 |
Время обработки 3М Trizact P3000 | 210 | 210 | |
Время обработки Trizact P6000 | 130 | ||
Общее время обработки, секунды | 830 | 780 | 580 |
Износ круга Р3000, % | 13% | 13% | |
Износ круга Р6000, % | 13% | ||
Расход пасты**, гр. | 35 | 20 | 8,8 |
Износ полировальника, % | 0,023 | 0,016 | 0,011 |
* Приведен усредненный расчет полировки 1 детали (дверь) с нанесенным ремонтным лаком HS
** Во всех случаях использовалась паста 3М 50417NF
Из таблицы видно, что чем тщательнее подойти к этапу подготовки перед полировкой, тем меньше будет времени затрачено, а также есть возможность снизить расход полировальной пасты и полировальников.
Постулат: Размер минералов в составе абразивной полировальной пасты важен, но не является определяющим. Отправной точкой, которая определяет скорость удаления дефектов, является размер дефектов, качество подготовки поверхности и правильный подбор материалов.



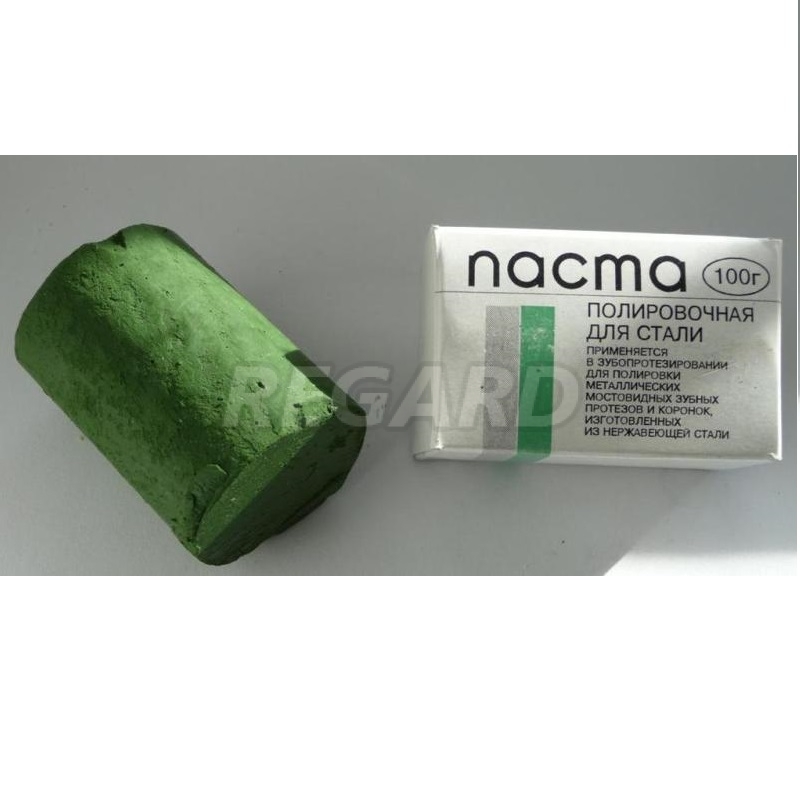





Особенности и преимущества пасты ГОИ

Самым большим преимуществом продукта на основе оксида хрома является то, что эта полировальная паста универсальная. Кроме цветных металлов, ГОИ может применяться для полировки многих твердых поверхностей. Продукт выпускают в виде брусков зеленого цвета, которые бывают светлых и темных оттенков. Кроме абразивных крупиц оксида хрома, здесь присутствуют керосин, силикагель, стеарин и другие компоненты.
Удобно, что производители выпускают четыре номера паст ГОИ для грубой, средней и финишной полировки. Чем светлее по цвету брусок, тем более грубой будет структура мастики.
Категории полироля ГОИ:
- Под номером 1 – самая тонкая структура для финишной чистовой полировки металла. Можно получить эффект зеркальной поверхности.
- Под номером 2 – для предварительной финишной полировки, дает глянцевый блеск.
- Под номером 3 – средней грубости для шлифовки металла. После обработки поверхность получает равномерный блеск, штрихов не наблюдается.
- Под номером 4 – для грубой шлифовки с получением матовой поверхности.
Применение пасты ГОИ при полировке металла
Как полировать пастой ГОИ металлы:
- От бруска отрезают необходимый по размеру кусок.
- Материал наносят на ткань мягкой структуры (можно использовать нетканую основу) или круг из войлока.
- Полируют изделие до получения блеска.
- Окончив работу, очищают поверхность, применяя мыльный раствор или растворитель для краски.
Для чего используются полироли 3M
Компания 3M занимает ведущее место в производстве автохимии, в частности, полиролей для кузова. Они пригодны как для профессиональной обработки, так и самостоятельного применения автовладельцами. Как правило, различные составы используются в комплексе, объединяясь в линейки, где все средства дополняют друг друга, выполняя разные функции.

Лучшая на данный момент система полировочных средств 3M Perfect-it III включает в себя:
- тонкую и особо тонкую шлифовальные бумаги групп по зернистости 1500 и 2000;
- абразивные полировочные пасты разной зернистости;
- неабразивную пасту для наведения финишного глянца;
- защитные составы, сохраняющие надолго результаты работы;
- вспомогательные средства и инструменты для работы, полирующие круги, губки, салфетки.
Каждый элемент системы имеет свой фирменный каталожный номер, по которому его можно приобретать или изучать его свойства, получая дополнительную информацию по применению.
4 G12310 Plast-X Meguiars
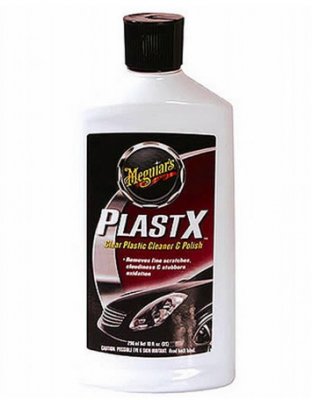
Полироль Meguiars G12310 создана специально для пластиковых фар. Аналогов этой формуле практически нет на рынке. Она мягко удаляет пятна и загрязнения, затирает небольшие царапины, следы химического воздействия и окисления. Масла в составе возвращают фарам прозрачность. Полимеры наделяют их влагоотталкивающими свойствами. В составе нет токсичных веществ и мощных растворителей. Паста для полировки продлевает жизнь фар, повышает безопасность вождения ночью. Компания Meguiars уже давно закрепилась в списке лучших производителей косметики для авто, ей доверяют Bentley и Rolls-Royce.
Хоть паста и стоит недешево, на фары требуется совсем немного состава. Его можно наносить аппликатором или салфеткой, обработка занимает минимум времени. Бренд рекомендует использовать наборы для полировки Headlight Restoration Kit, в которые дополнительно входят препараты для уменьшения мутности. Однако и без них паста дает отличный результат.
Структура и свойства паст для металла
- на основе алмазного порошка;
- эльборовые полировочные мастики;
- пасты ГОИ.
Алмазные используют для доводочных и полировочных целей. В их составе могут быть использованы натуральные и штучные алмазные зерна размером от 1 до 40 мкм. В некоторых случаях смеси с синтетическим порошком внутри более эффективны в работе, чем с натуральным наполнителем. Это обусловлено тем, что первые более однородны по структуре.

- АМ – указывает на применение в составе алмазных микропорошков.
- А – порошков.
- АС или АСМ – алмазная фракция представлена синтетическим материалом.
Число после букв указывает на размер зерна.
Кубанитовые, или эльборовые, мастики для полировки изготовлены на основе нитрида бора, выступающего в качестве абразивного наполнителя. Такой мастикой можно проводить доводку металлических заготовок, заточку инструмента металлорежущего назначения, полировку поверхностей из стекла.
Кроме абразива, в составе пасты эльборовой присутствует связующий компонент с активными веществами. За счет этих активных веществ повышается эффективность работы абразива во время снятия отработанной стружки, шлака и легко воспламеняемых материалов с поверхности заготовки. Отличительной чертой является высокая точность процесса доводки.
Рекомендации по полировке
- Полировка должна осуществляться на прохладной лакокрасочной поверхности.
- Автомобиль нужно тщательно вымыть, при необходимости, обработать специальной очищающей глиной, высушить.
- Машинка (орбитальная или ротационная), а также полировальный круг (шерстяной, микрофибровый или поролоновый) значительно влияют на то, какой результат даст используемый продукт.
- Cделайте тест, чтобы найти наименее агрессивный метод, который устранит повреждения на данном ЛКП. Это зависит от твёрдости лака. Не желательно использовать слишком агрессивный состав. Он удалит дефекты, но он также удалит слой лака, который не надо удалять, а также оставит круговые микро царапины.
- Нанесите на полировальник 3–5 маленьких капель пасты размером с горошину. Возьмите машинку и прислоните круг к ЛКП в нескольких местах, для того, чтобы частично переместить пасту на лакокрасочное покрытие.
- Шнур лучше перекинуть через плечо, чтобы он случайно не задевал краску.
- Полируйте по одной секции за раз (примерно 50 на 50 см).
Нужно сначала распределить пасту на малых оборотах по полируемому участку. Далее постепенно увеличьте обороты, делайте проходы из стороны в сторону, потом вверх и вниз. Продолжайте работать до тех пор, пока не устраните дефекты или следы шлифовки. Может потребоваться не менее 2–3 проходов в каждом направлении.
- Скорость перемещения машинки зависит от используемого полировального продукта. Обычно нормальным считается движение машинки на 3 – 10 см в секунду.
- Следите за влажным следом полировальника по ходу работы. При необходимости можно немного увлажнять полировальник. Однако, воды не должно быть много.
- Поверхность полировального круга нужно периодически очищать.
- Если используете полировальную машинку Dual Action (двойного действия, орбитальную), потребуется несколько минут, чтобы отполировать маленький участок, а не секунд, как в случае с использованием ротационной машинки.
- Можно использовать смесь изопропилового спирта и дистиллированной воды, чтобы протирать полируемую поверхность от масел пасты, которые могут заполнять мелкие царапины. Это позволит увидеть реальный результат полировки.
Виды полировальных паст для металла
Паста для полировки – это многокомпонентный материал, в состав которого входит вещество для связки и абразивный порошок, натуральный или искусственный. Ее виды можно разделить на такие категории:
- По целевому назначению – для предварительной полировки (грубой) и финишной. Это свойство пасты определяется величиной фракции абразива, из которого она состоит.
- По области применения – полироль для стали, других металлов, универсальный материал, чтобы обрабатывать разные типы твердых поверхностей.
- Легко удаляемые при помощи воды, стойкие к смыванию – первые имеют водорастворимую структуру, вторые выполнены на основе жиров.
- По консистенции бывают твердыми и жидкими.
- По виду абразивного порошка, входящего в структуру пасты, например, алмазные пасты для полировки металла.
Абразивные пасты
Правильней будет сказать, что все полировальные мастики являются абразивными, но в народном использовании под этим термином подразумеваются шлифовальные пасты для металла или грубые смеси. Основные их свойства:
- способность удалять с поверхности металла глубокие риски и шероховатости;
- высокая степень агрессивности – быстро съедают слой материала;
- после шлифования абразивным материалом обработанная поверхность получается гладкой на ощупь, с характерным матовым оттенком.
Среди алмазных полировочных к грубым относятся те, которые имеют величину зерна в пределах 40 мкм. Эльборовые крупнозернистые пасты для обработки металла до чернового состояния могут содержать зерно с фракцией от 125х100 до 40х28 мкм.
Верным будет отнести к шлифовальным мастикам и средние по грубости материалы. Они позволяют делать предварительную доводку металла до состояния гладкости и блеска при удалении шероховатостей.
Для грубой обработки металла могут применяться твердые полировальные пасты и жидкие.
Финишные полировальные пасты
Полировальные пасты финишного назначения рекомендовано применять только после обработки более грубыми абразивными. Финишная масса не обязательно должна содержать абразивную пыль, лучше, когда ее наполнителем являются композиты из эпоксида или воск с тефлоном. Кроме своего прямого назначения, финишные могут выполнять еще и защитную функцию, заполняя все микропоры поверхности металлического изделия. Как правило, паста полировочная финишной доводки бывает двух номеров.
Более грубая:
- позволяет избавляться от микрорисок, оставленных шлифовальным материалом при предварительной обработке;
- придает поверхности характерный металлический блеск.
Более тонкая финишка:
- позволяет добиваться глянцевого блеска деталей;
- является самой экономичной из всех полировочных.
Полировальная система Farecla
Полировальные системы Farecla – это торговая марка английской компании “Farecla Products Limited”,
в рекламе они характеризуются, как революционные материалы для подготовки и отделки любых лакокрасочных поверхностей.
Полировальная система |
Универсальная полировочная паста
Farecla G3
С помощью универсальной полировочной пасты Farecla G3 выполняют большую часть работы без необходимости применения дополнительных, специализированных паст.
 |
|---|
| Рис. 1. Универсальная полировочная паста Farecla G3 и белый полировальный круг |
Преимущества полировальной |
Полировочное молочко
Farecla G10
Полировочное молочко Farecla G10 – это ультратонкий абразивный состав
для удаления незначительных дефектов, а также микрорисок после более
абразивных полировочных паст.
 |
|---|
| Рис. 2. Полировочное молочко Farecla G10 и черный полировальный круг |
Преимущества полировочного |
Финишная полировка
Некоторые марки 3M по своему составу пригодны и для тонкой доводки. Но лучше финишная полировка выполняется композициями, в которых отсутствует абразивная составляющая. Финишная масса содержит в основном эпоксидные композиции, тефлон и воск.
Важным потребительским достоинством считается долговечность. Варианты с воском и тефлоном по данному параметру уступают эпоксидам. При защитной полировке финишная паста заполняет все микронеровности, образуя достаточно прочный слой. Кроме того, в состав входят диэлектрические компоненты. В результате повышаются также пыле- и грязеотталкивающие показатели обработанной площади.








С помощью ГОИ с №1 также может выполняться финишная отделка материалов.
Для обработки стекла, пластика и прочих неметаллов используется только финишная полировка. Работают с материалами в основном вручную, поэтому рабочая масса должна иметь вязкую консистенцию.
Цели полировки
Они зависят от области использования объекта. Например, алмазная полировка кузовных и иных деталей автомобиля преследует одни цели, а полировка изделий из драгоценного металла – другие. В целом можно выделить следующие задачи, успешно решаемые качественной полировкой:
- Сглаживание микронеровностей, которые остаются после окраски или шлифования металла, алюминия (реже – стекла).
- Придание продукции из стекла или металла защитных свойств от неблагоприятного воздействия окружающей среды.
- Обеспечение соответствующих декоративных характеристик алюминия, металла, стекла (вплоть до придания блеска).
- Изменение светоотражающих свойств, например, превращения матовой поверхности стекла в гладкую, и наоборот.
Полировальная масса подбирается в зависимости от поставленных задач. Она должна иметь определённую компонентную характеристику, и использоваться в соответствии с предназначенными для этого технологическими приёмами (полировкой вручную или, когда применяется полировочная машинка, то при помощи круга).
Какой тип абразивной пасты лучше?
Оба типа паст имеют своё применение, поэтому спорно, что лучше. Всё сводится к тому, что для Вас удобнее. Многие профессионалы выбирают пасты с не уменьшающимися микроабразивами из-за полного контроля над процессом полировки. К примеру, 99% полировальных паст фирмы Meguiars являются SMAT. В свою очередь, пасты DAT широко распространены из-за своей универсальности, так как чаще всего, достаточно только одной пасты для получения желаемых результатов.
Рассмотрим основные плюсы и минусы разных типов полировальных паст.
Структура и свойства паст для металла
Для проведения операций полировки и шлифовки металлических поверхностей разработаны три основных вида мастик:
- на основе алмазного порошка;
- эльборовые полировочные мастики;
- пасты ГОИ.
Алмазные используют для доводочных и полировочных целей. В их составе могут быть использованы натуральные и штучные алмазные зерна размером от 1 до 40 мкм. В некоторых случаях смеси с синтетическим порошком внутри более эффективны в работе, чем с натуральным наполнителем. Это обусловлено тем, что первые более однородны по структуре.
Маркировки алмазных мастик:
- АМ – указывает на применение в составе алмазных микропорошков.
- А – порошков.
- АС или АСМ – алмазная фракция представлена синтетическим материалом.
Число после букв указывает на размер зерна.
Кубанитовые, или эльборовые, мастики для полировки изготовлены на основе нитрида бора, выступающего в качестве абразивного наполнителя. Такой мастикой можно проводить доводку металлических заготовок, заточку инструмента металлорежущего назначения, полировку поверхностей из стекла.
Кроме абразива, в составе пасты эльборовой присутствует связующий компонент с активными веществами. За счет этих активных веществ повышается эффективность работы абразива во время снятия отработанной стружки, шлака и легко воспламеняемых материалов с поверхности заготовки. Отличительной чертой является высокая точность процесса доводки.














