

Самодельные тиски — от столярных до слесарных
Каждый хозяин хочет иметь в своей мастерской удобные слесарные или столярные тиски. Это позволит в любое время обработать любые детали или заготовки из дерева или материала. С их помощью быстро выполняется резьба по деревянным заготовкам. Многие мастера заменяют данное приспособление струбцинами. Это немного неудобно, они могут время от времени соскальзывать, да и прикреплять их нужно только к бруску. Лучше иметь тиски, которые можно сделать даже самим в домашних условиях.
Слесарный зажимной инструмент обычно выполнен из металла. Самостоятельное их изготовление более трудоемко в сравнении с деревянными столярными вариантами. В следующем видео ролике подробно описаны все этапы по самостоятельному изготовлению тисков из металла:
Так как столярные фиксирующие устройства предназначены в основном для обработки древесины и других податливых материалов, то в их конструкции задействовано минимум металлических компонентов. Изготовить их намного проще из подручных материалов, и следующий видео ролик это продемонстрирует:
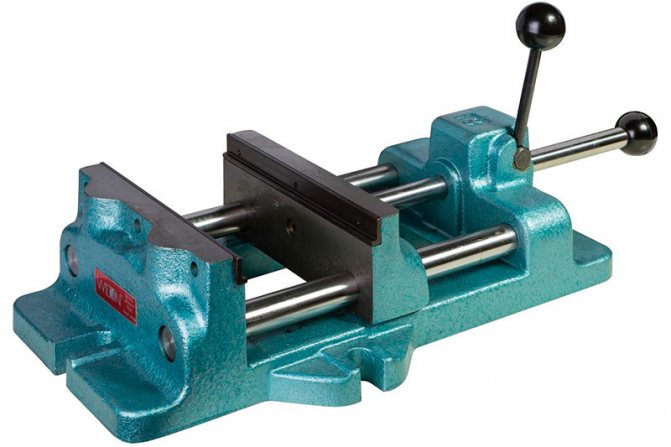
Если обратить внимание на столярные верстаки заводского изготовления с зажимным устройством, то они представляют собой корпус и подвижную планку. Последняя, в свою очередь, может перемещаться по двум направляющим. Инструмент нужно прикручивать винтами и специальными болтами к поверхности
Губки сделаны таким образом, что всегда можно крепить разные накладки: деревянные, пластмассовые или из другого мягкого материала. Рассмотрев принцип работы и устройство, вполне можно спроектировать самодельные столярные тисы
Инструмент нужно прикручивать винтами и специальными болтами к поверхности. Губки сделаны таким образом, что всегда можно крепить разные накладки: деревянные, пластмассовые или из другого мягкого материала. Рассмотрев принцип работы и устройство, вполне можно спроектировать самодельные столярные тисы.
Первым делом нужно подобрать и приобрести соответствующие детали. В качестве ходовых винтов можно использовать шпильки с резьбой. С ролью направляющих справятся отрезки труб малого диаметра или гладкая металлическая арматура (прут). Неподвижная губка может быть сделана из сосновой доски. Ее нужно прочно прибить к поверхности стола. Подвижную часть также изготавливают из доски соответствующих размеров. В досках сверлят отверстия под шпильки. Дополнительно губки могут быть укреплены металлической полосой. В зависимости от того, какие будут подобраны детали, можно изготовить тиски разного размера. Это позволит работать с досками любой длины и с деталями разных размеров и формы
Важно, чтобы во время работы данный инструмент был крепко прикреплен
Рассмотренные виды фиксирующих устройств незаменимы как в любой домашней мастерской, так и в производственных циклах. Настольные тиски довольно многофункциональны. Они могут быть столярными, слесарными или станочными. А размеры их варьируют от от крупных промышленных образцов до миниатюрных ручных вариантов. Для личного использования в продаже имеется большой ассортимент зажимных устройств. А при желании всегда модно изготовить тиски своими руками из подручных материалов.
Какие производители лучше зарекомендовали себя на рынке?
При выборе слесарных тисков лучше отдавать предпочтение фирмам, которые давно зарекомендовали себя на рынке инструментов. К ним относятся Dexx. Украинская фирма производит качественное оборудование и дает на свои тиски год гарантии. Фирма Fit производит бюджетный вариант инструмента в Канаде. Она не дает на свою продукцию столь продолжительных гарантий, но покупатели оставляют только положительные отзывы о тисках этой фирмы.
Тиски – это механическое устройство, с помощью которого обеспечивается надежная фиксация заготовок для их обработки. Они применяются в слесарном и столярном деле. Инструмент изготовляется из металла или дерева. Он бывает как компактным, так и массивным, что обусловлено его предназначением. С помощью тисков можно обеспечить жесткий временный крепеж для обработки деталей при пилении, сверлении или строгании.
Из чего состоят тиски
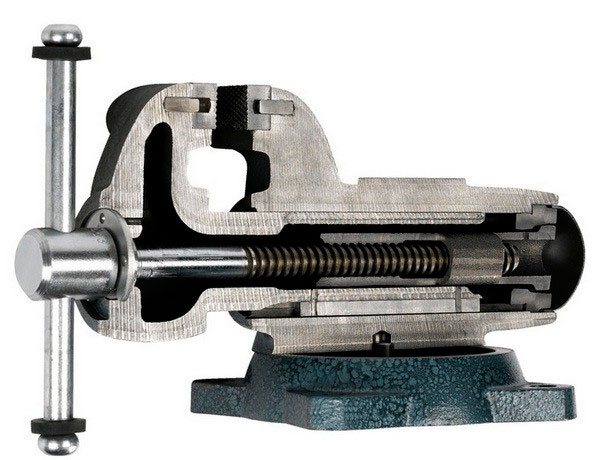
Конструкция тисков довольно простая. Самый распространенный механизм представляет собой две плоские губки с регулировочной ручкой, которая двигает зажимной винт. С его помощью губки расходятся и сжимаются. Размещая между ними заготовку, можно обеспечить ее надежную фиксацию. Одна губка механизма неподвижно закреплена к корпусу, а вторая скользит по направляющей, двигаемая винтом.
Сам фиксирующий механизм регулировки состоит из ходового винта, который проходит через всю конструкцию тисков. Вне зависимости от того из чего сделан корпус устройства, винт всегда металлический. На его конце имеется ручка для удобной регулировки без применения гаечного ключа. Губки тисков зачастую имеют мягкие накладки. Они могут быть из твердой резины или цветных металлов. Их применение позволяет снизить врезание в закрепляемую заготовку. В том случае, если устанавливается нежная деталь, она дополнительно оборачивается тканью или различными накладками, чтобы предотвратить деформацию. В первую очередь это касается мягкой породы древесины, а также пластика и заготовок, которые могут поцарапаться.
Основание тисков закрепляется к поверхности путем затягивания винтов или зажиманием струбцины. Некоторые разновидности мелких тисочков, которые обычно используются ювелирами, имеют магнитное крепление.
Для того чтобы воспользоваться тисками необходимо вращать рукоять винта против часовой стрелки чтобы расширить губки на достаточный зазор. После этого в него вставляется деталь, которую нужно зафиксировать. Далее винт вкручивается по часовой стрелке и надежно поджимает заготовку. Используя массивное устройство, следует учитывать, что сила его сжатия очень большая. В результате заготовка может деформироваться. В первую очередь это качается тонкостенных трубок, а также древесины.
Разновидности тисков
Тиски — это многофункциональный инструмент, который применяется в различных целях. В связи с этим его конструкция была модифицирована для выполнения определенных задач.
Как отремонтировать тиски — разные виды поломок инструмента
Часто при эксплуатации инструмента возникают различные его неисправности, устранить которые в большинстве случаев можно самостоятельно. Если в процессе эксплуатации инструмента возникла их неисправность, то не стоит торопиться их утилизировать. Для начала следует попытаться отремонтировать тиски. Для этого рассмотрим несколько разновидностей поломок с особенностями их устранения.
Неисправность упорной гайки — от высоких нагрузок на чугунных тисках может деформироваться гайка. Случается это не часто, но в случае возникновения неисправности никакой сварочный аппарат не поможет. На фото представлен пример неисправности тисков по причине повреждения упорной гайки. При такой неисправности не остается другого выхода, как выточить новую деталь с соответствующей резьбой. Для этого понадобится помощь хорошего фрезеровщика или токаря. Однако это в любом случае будет дешевле, чем покупка новых тисков. В качестве материала для изготовления новой упорной гайки, рекомендуется использовать бронзу. Дополнительно деталь можно оснастить тавотницей для того, чтобы в последующем не понадобилось разбирать инструмент с целью внесения смазочного материала
Повреждение губки тисков — в этом случае понадобится сварочный аппарат
Однако важно понимать, что чугун не подлежит свариванию. Способ восстановления тисков при помощи сварочных работ является не эффективным, так как в месте сварочного шва при сжатии заготовки может возникнуть повторная деформация
В таком случае рекомендуется найти новую деталь, и заменить ее на инструменте. Это самый надежный способ, как отремонтировать тиски своими руками
Износ винта — в этом случае также понадобится заменить винт, так как в случае его деформации инструмент уже не будет функционировать нормально.
Найти новые запчасти для тисков будет проблематично, а вот купить поддержанный инструмент не составит больших трудностей.
Ниже на видео детальная инструкция о том, как можно отремонтировать и восстановить старые тиски, которая будет полезна всем, кто приобрел или хочет приобрести старые советские чугунные модели.
§ 20. Рабочее место для ручной обработки металлов
Как ты уже знаешь, детали из древесины удобно обрабатывать на столярном верстаке. Для обработки заготовок из металла также необходимо организовать подобное рабочее место.
Ручную обработку металлов называют слесарной. Рабочим местом для ручной обработки металлов в школьной мастерской является слесарный верстак (рис. 92).
Рис. 92. Слесарный верстак: 1 — основание; 2 — ящики для инструментов; 3 — тиски; 4 — крышка; 5 — защитная сетка
Он состоит из основания 1, крышки 4, на которой закреплены слесарные тиски 3. Верстак имеет ящики для инструментов 2 и защитную сетку 5. Иногда слесарные работы выполняют на универсальном верстаке, который одновременно является и слесарным, и столярным (рис. 93).
Рис. 93. Универсальный верстак: 1 — основание; 2 — сиденье; 3 — крышка; 4 — тиски; 5 — защитная сетка; 6 — подставка для технической документации
Перед началом работы следует проверить, соответствует ли слесарный верстак твоему росту. Для этого нужно встать рядом с верстаком, опустив руки вниз, согнуть одну руку в локте под прямым углом и положить ладонь на верхнюю часть тисков. Если при этом рука не сгибается и не вытягивается, значит, высота верстака соответствует твоему росту (см. рис. 16). В противном случае нужно обратиться к учителю, и он отрегулирует высоту универсального верстака под рост ученика с помощью специального устройства, расположенного под крышкой.
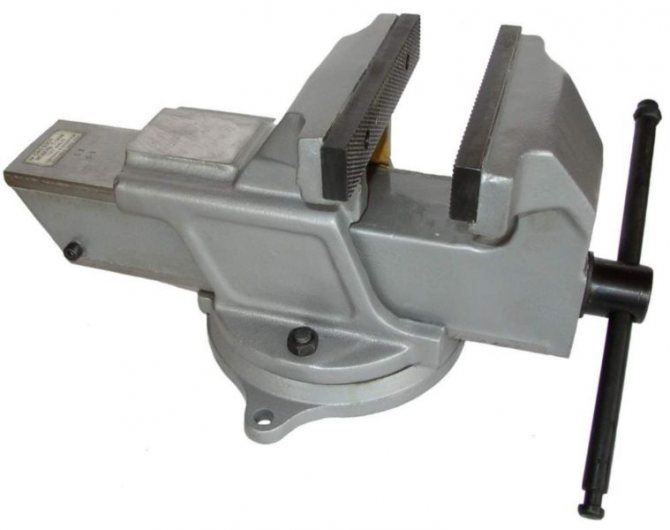
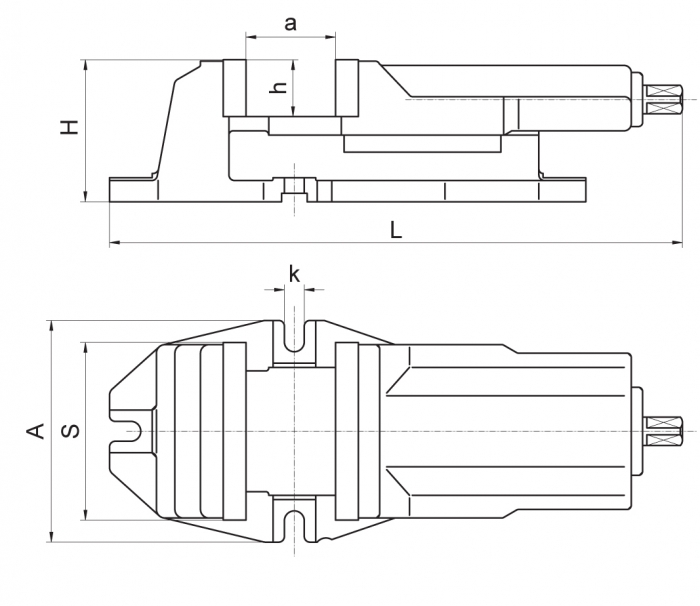
Для того чтобы обработать заготовку из металла, её закрепляют в слесарных тисках (рис. 94). Опорную плиту 1 тисков крепят к крышке верстака. Вращая ходовой винт 2 с помощью рукоятки 3 по часовой стрелке, сближают подвижную губку 6 с неподвижной 4 и таким образом сжимают заготовку. Для надёжного закрепления заготовки на поверхности зажимных планок 5 нанесена крестообразная насечка.
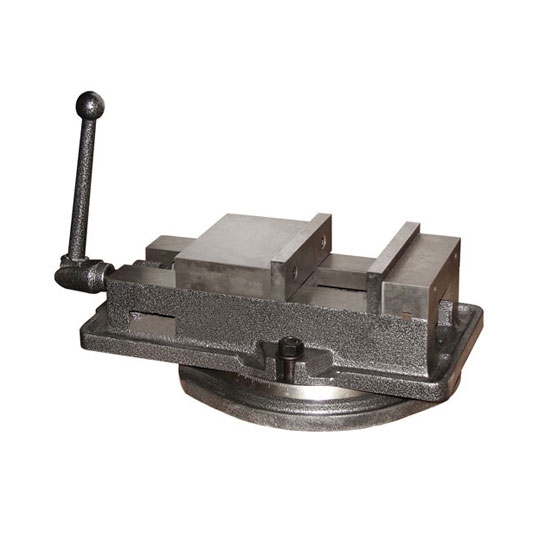


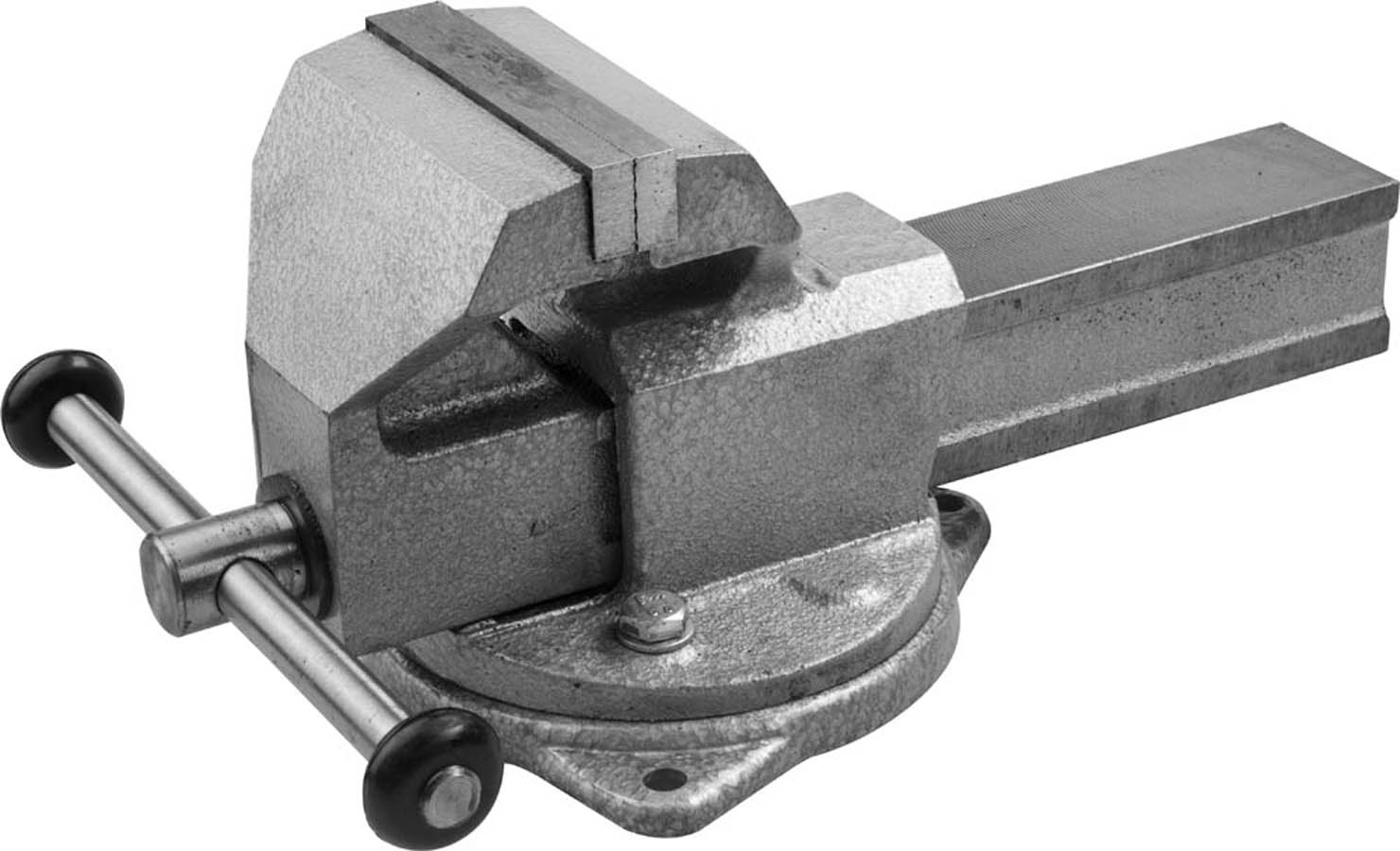
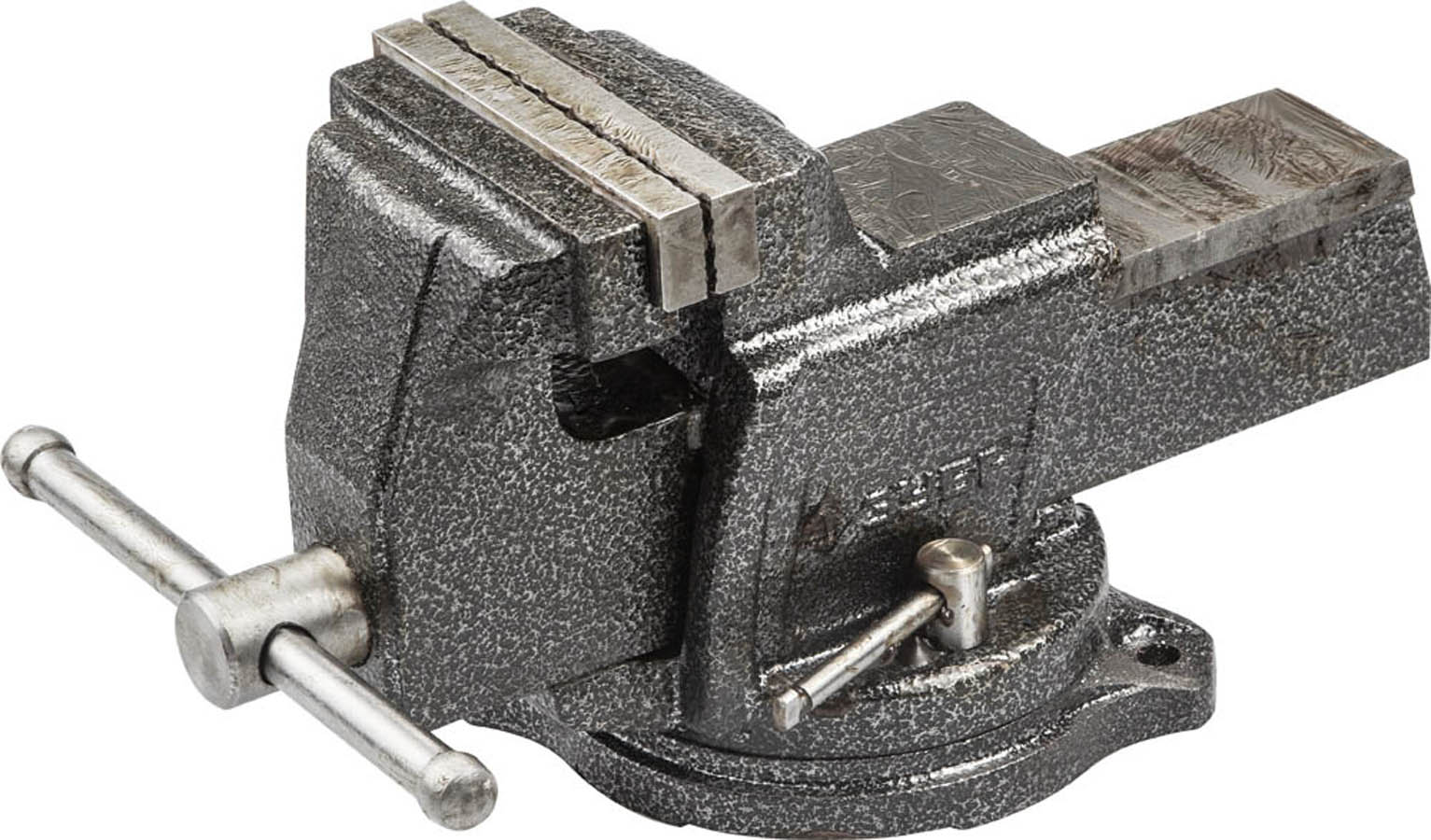


Рис. 94. Слесарные тиски: 1 — плита опорная; 2 — винт ходовой; 3 — рукоятка зажимная; 4 — неподвижная губка; 5 — зажимные планки с насечкой; 6 — подвижная губка; 7 — рукоятка фиксирующая
При необходимости верхняя часть тисков может быть по^ вёрнута на некоторый угол по отношению к опорной плите и закреплена в этом положении фиксирующей рукояткой 7.
Чтобы не повредить поверхность зажимаемой заготовки из мягкого металла, на губки надевают уголки (нагубники) из меди или алюминия (см. рис. 95).
Рис. 95. Крепление заготовки из мягкого металла в тисках: 1 — нагубники; 2 — заготовка
Основные инструменты для ручной обработки тонколистового металла и проволоки показаны на рисунке 96.
Рис. 96. Инструменты для ручной обработки тонколистового металла и проволоки: а — зубило; б — слесарный молоток; в — киянка; г — ножовка; д — ножницы по металлу; в — напильник
Правила безопасной работы
На верстаке размещать только те инструменты, которые необходимы для данного вида работы.
Не повреждать крышку слесарного верстака режущими инструментами.
При закреплении заготовки в тисках запрещается ударять по рукоятке тисков молотком.
- По окончании работы металлическую стружку с крышки верстака и тисков удалять только специальной щёткой.
Знакомимся с профессиями
Слесарь — это специалист по ручной обработке металла. Он хорошо разбирается в свойствах металлов, выполняет разметку, резку, гибку, сверление, сварку, зачистку, соединение металлических заготовок. Слесарь умеет затачивать и подготавливать к работе слесарные металлорежущие инструменты.
Практическая работа № 18
Ознакомление с устройством слесарного верстака и тисков
Ознакомься с устройством слесарного (универсального) верстака, имеющегося в школьной учебной мастерской. Найди основание, крышку, защитную сетку, тиски.
- Изучи устройство слесарных тисков и заполни таблицу в рабочей тетради.
Определи, соответствует ли верстак твоему росту.
- Потренируйся закреплять металлические заготовки из тонколистового металла и проволоки в тисках. При освобождении зажатой в тисках заготовки придерживай её рукой, чтобы она не упала.
Проверяем свои знания
Назови основные части слесарного (универсального) верстака.
Сравни конструкции слесарного и универсального верстаков: чем они похожи?
- Из каких основных частей состоят слесарные тиски?
Как выбрать слесарные тиски
Чтобы совершить правильную покупку и не жалеть об ошибке, стоит грамотно подойти к этому процессу. Среди всего обилия инструментов в продаже неопытному человеку легко потеряться, но, следуя простым правилам, можно этого избежать:
- Прежде всего, необходимо определиться с типом выполняемой задачи на тисках. Для повседневного применения подойдут самые обычные слесарные тиски, которые являются наиболее универсальными. Если же работа будет идти с маленькими изделиями, возможно, хорошим выбором будут ручные.
- В зависимости от количества обрабатываемых изделий следует определиться с типом зажимного механизма. Для домашнего использования вполне достаточно механического, но в случае промышленного использования (даже в рамках небольшой мастерской) вполне резонным будет приобретение пневмо- или даже гидравлических тисков, что очень быстро себя окупит.
- Не стоит забывать и про габариты тисков. Ведь именно они определяют, будет ли возможность работать с требуемым изделием. К примеру, для больших и объемных заготовок следует приобрести соответственного размера тиски.
- Качество и цена. На тисках не стоит экономить, так как это долгосрочная инвестиция в трудовую эффективность, желательно выбрать тиски из наиболее качественного материала, избегая дешевых сплавов.

Губки для слесарных тисков своими руками
Здравствуйте, в данной публикации представляю свой вариант изготовления своими руками сменных пластин для губок слесарных тисков.

После многих лет эксплуатации, ещё советских и очень качественных тисков, сменные пластины, расположенные на подвижной и неподвижной губках, пришли в полную негодность.

Пришлось задуматься об их замене, и я встал перед выбором — купить, заказать их изготовление, или сделать самому. Купить копию не получилось, заказывать станочнику не очень хотелось, поэтому решил изготовить самостоятельно.
Исходя из полученного размера, при полностью сжатых тисочных губках.

А так же от размера головок выбранных винтов крепления, определился с будущими размерами сменных пластин и соответственно, с выбором материала для их изготовления.

Прикинул — если делать из какого-либо металлического бруска, то опять же нужно будет обращаться к станочнику, если делать из слоёного пакета различных полос — при сварке уведёт, да и ручной обработки много, поэтому выбор пал на 14 мм квадрат.

Плюс применения квадрата в том, что после соединения, заготовка получается сразу в нужном размере — в плане конфигурации, не требуя дополнительной капитальной обработки.

Изготовление:
От приготовленного квадрата отрезал четыре заготовки, длиной несколько большей необходимой, что нужно учитывать в дальнейшем, при разметке отверстий.

От соединения заготовок квадрата между собой только электросваркой, решил отказаться, из-за высокой вероятности нарушения целостности шва при нагрузке, поэтому предпочёл другой вариант.
Покажу выбранный мной способ, на примере изготовления одной из сменных пластин.

Вначале, на одной из заготовок приготовленных квадратов, сделал разметку четырёх отверстий, учитывая будущее расположение винтов крепления к тисочным губкам.

А далее, по краям, двумя струбцинами выровнял приготовленные два квадрата в одной плоскости, а третьей струбциной, сжал их между собой.

Сделал, по ранее выполненной разметке, два крайних глухих отверстия, сверлом 6,7 мм.

И не снимая струбцин, нарезал резьбу М8.

Ввернул приготовленные болты подходящей длины.

И освободив на начальном этапе заготовку от струбцин, изготовил оставшиеся резьбовые отверстия.

Далее нужно заклинить ввёрнутые винты дополнительными штифтами и прихватить обрезанные торцы электросваркой, предварительно стянув заготовки между собой струбциной.

Далее в обеих губках тисков восстановил резьбовые отверстия.
Для этого на изготовленных пластинах, разметочным штангельциркулем нанёс разметку шагом 2 мм по горизонтали, и с шагом 3,5 мм по вертикали.

По разметке накернил центра в шахматном порядке.

И сверлом Ø 3,5 мм сделал лунки на фиксированную глубину, рассудив, что по этим лункам, несложно будет восстановить такую насечку, по мере необходимости.

Результатом остался полностью доволен, и тиски, наконец, снова в деле! Кстати, ранее купленные, новые, прослужили всего лишь месяц!

На этом всё. Удачи!
Становитесь автором сайта, публикуйте собственные статьи, описания самоделок с оплатой за текст. Подробнее здесь.








Пневматический поворотный инструмент
Основу пневматической конструкции составляет ротационный диск, на котором устанавливаются станочные тиски.
Основу регулирующей конструкции составляет герметичная труба. Один ее конец соединяется с подвижной пластиной в центральной, наружной ее части. Второй присоединяется к насосу — ручному или электрическому.
В случае необходимости увеличения силы зажима, в трубу закачивается воздух. В результате пластина под его давлением движется вперед. При ослаблении усилия происходит стравливание воздуха, который перегоняется во вторую трубку, соединенную с другим насосом, выполняющим противоположную функцию.
Пневматический станок создает значительно большее усилие, чем ручной.
Типы тисков

Основные типы тисков – слесарные, станочные, столярные и ручные.
Слесарные тиски
Цельнометаллический инструмент, который монтируется на верстаке или столе и крепится в основании болтами.
- По конструкции различаются стуловые и параллельные тиски.
- Доступны в стационарных и поворотных вариациях, что позволяет проводить работы под разными углами.
- Ширина губок составляет 45-200 мм.
- Длина хода подвижной губы в среднем достигает 140 мм.
Параллельные тиски

- Делятся на поворотные и неповоротные. Первые вращаются параллельно основанию вокруг оси на 60 и более градусов. Неповоротные модели жестко фиксируются, предназначены для работ в одном положении.
- Подвижная губка перемещается при вращении винта параллельно неподвижной части.
- Основа инструмента отливается из чугуна, а подвижные детали – из углеродистой стали.
- Накладные губки высокопрочных моделей производятся из инструментальной стали У8, дополняются крестообразной насечкой, крепятся после закалки винтами к основным губкам.
Стуловые тиски

Устаревший тип конструкции. Ранее крепились на основании в форме стула. Современные приспособления фиксируются на верстаках.
- Конструкция производится из кованой стали. Состоит из корпуса, дополненного губками.
- Рабочая поверхность губок усиливается приворачивающимися закаленными пластинами или на нее наваривается слой стали У8А.
- Рабочая поверхность внутри покрыта насечками для прочной фиксации заготовок в тисках.
- Неподвижная губка снабжена лапой для фиксации, стержень зажимается скобой.
- Ширина губок составляет 100-180 мм. По длине раскрытия доступны варианты на 90-180 мм.
- Губки сдвигаются вращением винта с прямоугольной нарезкой, а раздвигаются путем введения винта в трубчатую гайку.
Модели чаще всего оснащены площадкой-наковальней. Станина представляет собой конструкцию из основания и поворотного диска, которые соединяются по центру винтами или фиксируются дополнительно обратным кольцом.
При ослаблении винтов кольцо снимает блокировку подвижности.
По ГОСТ 4045-75 типы слесарных тисков отличаются от представленных. Заявлено три вида:
- общего назначения;
- с поворотной губкой;
- с дополнительными губками для труб.
Стандарт распространяется на модели с шириной губок 63-200 мм. Предполагаются поворотные и неповоротные варианты изготовления с ускоренным холостым ходом или без него.
Станочные тиски

Инструмент повышенной точности, который отличается от слесарных моделей отсутствием люфта или его малым разбегом. Предназначены для производственных работ.
- Фиксируются на промышленных верстаках для механической обработки крупных деталей.
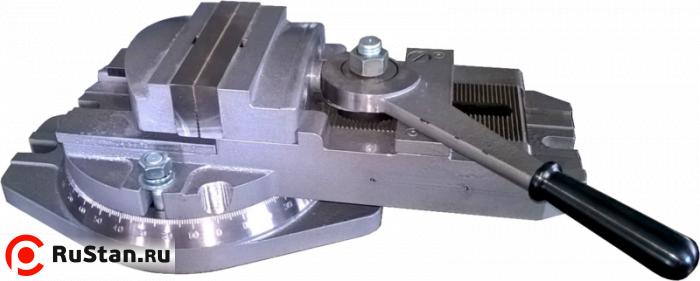
- Для удобства подстройки деталей чаще оснащены поворотным механизмом.
Делятся на базовые и синусные, дополнительно предусмотрено различное количество осей:
- Базовый или стационарный – деталь крепится перпендикулярно инструменту.
- Синусный – заготовка фиксируется под произвольным углом.
- Многоосевой – поддерживает поворот по нескольким координатным осям.
Доступны и станочные тиски для бытового применения, но они менее габаритны, чем производственные модели.
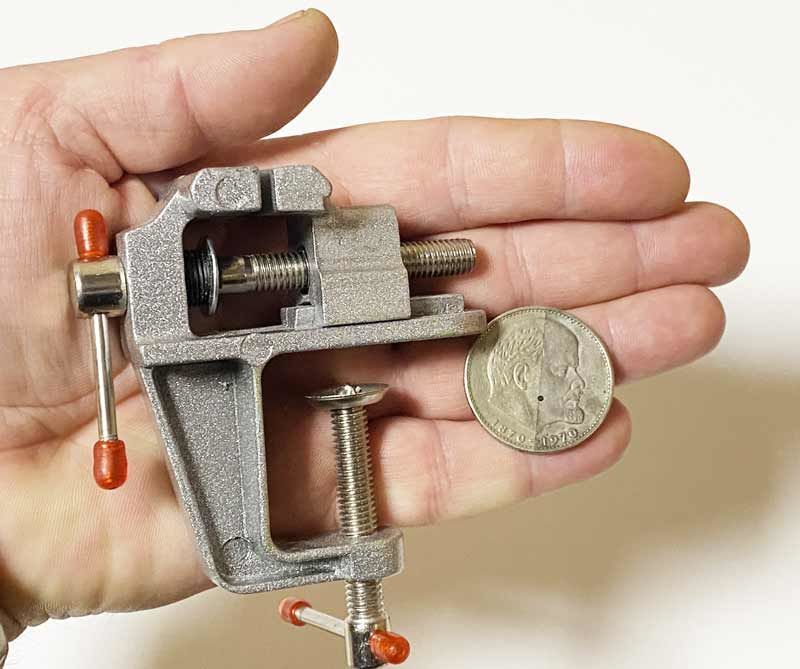
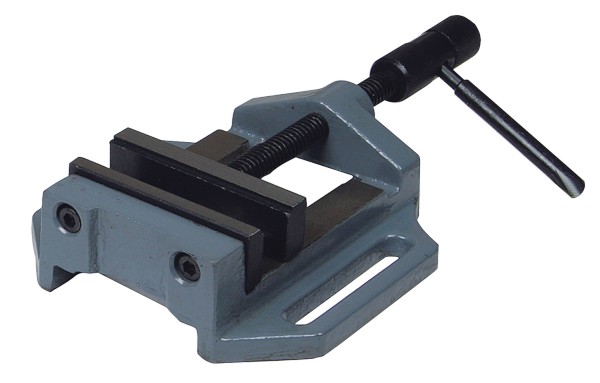
Ручные тиски

Компактный инструмент для обработки небольших деталей, не нуждается в креплении к столам. Встречаются двух типов, отличающихся системой фиксации.
- С губками – состоит из перемычки с винтом, стальных губ и ручки. Схождение губок достигается путем вращения рукоятки. Конус расположен с обратной стороны, входит между хвостовиками губок, вызывая их сжатие.
- С рычагами – напоминают плоскогубцы с защелкой. Имеют фиксирующий механизм, который состоит из двух рычагов, зажимающих губки.
Столярные тиски

Используются при работе с деревянными и пластиковыми заготовками. Чаще фиксируются винтами к столу или станине. Доступны вариации с фронтальным зажимом.
- К губкам обычно крепятся деревянные прокладки, чтобы удерживать заготовку, не портя при этом поверхность обрабатываемой детали.
- Предусмотрены накладки, чтобы не оставалось следов на деталях из светлой или мягкой древесины.
- Модели с фронтальным креплением подходят для вертикальных поверхностей.
- Встречаются модели с комбинированным устройством зажима – сочетание чугуна и дерева.
Некоторые столярные модели тисков оснащены быстрозажимными винтами для удобства позиционирования подвижной губки и предварительного зажима.
Подготовительные работы
В эту группу входят следующие виды слесарных работ:
- разметка металла,
- рубка,
- рихтование,
- гибка и резка сталей и сплавов.
Данные операции являются начальными и направлены на получение заготовки для дальнейшей ее обработки или передачи на участок термической обработки.
Данные работы характеризуются низкой производительностью и высокой трудоемкостью. Вместо рубки листового материала зубилом и вручную, практически все промышленные предприятия используют станок лазерной резки с числовым программным управлением. А вот в домашних мастерских при необходимости получения заготовки из тонколистового материала до сих пор используют и будут, очевидно, еще очень долго использовать данную технологию. Также такой прием используется в ремонтных мастерских и относится к наиболее распространенным видам слесарно-механических работ при обслуживании автомобилей.
Такая же ситуация характерна и для разметки металла: современные раскройные станки плазменной, газовой и лазерной резки позволяют вырезать из листа металла изделия с ровными краями, не требующие доводки напильником. Поэтому многие рабочие уже и не знают, что значит чертить риски на поверхности металла и затем производить вырубку заготовок. А ведь не так давно (пожалуй, лет 15 назад) данная операция была одним из основных видов слесарных работ. Разметка доверялась лишь очень ответственным и опытным мастерам. Но опять-таки, в условиях единичного и кустарного производства, альтернативы данной технологии нет: люди по-прежнему кернером делают разметку, а затем с использованием различных инструментов (зубило, ножовка по металлу, тиски, пробивной пресс и другие) получают куски листа необходимой величины. Разметку необходимо выполнять на разметочной плите. Это специальное приспособление. Точно разметить деталь на неровной и гуляющей поверхности не получится.
А вот правка и рихтовка не только активно используются, но и потребность в данных работах ежегодно лишь возрастает. И благодаря стремительному росту количества автомобилей в нашей стране и неопытности водителей мастерские по ремонту автомобилей делают свою выручку в основном на проведении кузовных работ. Правка и рихтовка кузовов автомобилей, попавших в небольшие ДТП, являются основными видами слесарных работ в автосервисах, не считая ремонта и восстановления двигателей и подвески автомобилей.
К подготовительным операциям относится также гибка. Осуществляться она может как с использованием ручного инструмента (тиски и молоток, улитка и т. д.), так и на специализированном станочном оборудовании.
Рекомендации по уходу
Чтобы инструмент прослужил как можно дольше, за ним нужно ухаживать:
- Содержать детали, особенно те, что имеют резьбу, в чистоте. Для этого нужно протирать тиски мягкой тканью, очищая от пыли.
- Периодически смазывать специальным маслом. Его наносят на винтовую часть и на резьбу пластин, и на все подвижные детали тисков. После этого их нужно сомкнуть и опять разомкнуть.
- Удалять пятна ржавчины. При её образовании на пятна наносят машинное масло и оставляют на несколько часов. Затем ржавчину очищают металлической губкой, смывают и протирают насухо с помощью мягкой ткани.
Как отличаются тиски по конструкции зажимного механизма
Кроме взаимодействия со станками и целевого предназначения, тиски различаются конструкционно по типу зажимного механизма. Он бывает механическим, гидравлическим или пневматическим.
Тиски механического типа
Это самый широко распространенный тип тисков, поскольку в нем не требуется дорогостоящих деталей, потребления электроэнергии, использование расходных материалов. Для сведения сторон нужны лишь физические усилия от оператора.


Винтовые
Губки стягиваются при помощи винта с резьбой. Она бывает с витками прямоугольной, трапециевидной или треугольной формы. Вращение винта осуществляется рукояткой на конце. Длина резьбового элемента определяет максимальный рабочий ход.
Быстрозажимные
Содержат внутри подпружиненный винт. Вращением устанавливается предварительный размер между губками. Воздействие на ручку обеспечивает притягивание. Инструмент экономит время, когда требуется частая переустановка детали или тиски задействованы в серийном производстве.
Быстроразъемные
Позволяют быстро ослабить сдавливание губок, чтобы легко извлечь заготовку. Для этого имеют дополнительный курковой механизм. Нажатие на курок снимает нагрузку. Часто такой тип применяется в столярном деле.
Эксцентриковые
В конструкции нет винта с резьбой. Губки сводятся вручную мастером по направляющим до нужного размера, а прижатие осуществляется рычагом с эксцентриковым (смещенным от оси) основанием. Достаточно пол оборота, чтобы надежно зафиксировать деталь.

Тиски гидравлического и пневматического типа
В отличие от механических тисков, требующих усилий со стороны человека, пневмо- и гидроверсии создают высокое усилие самостоятельно или без чрезмерной нагрузки на руку мастера. Это помогает надежно закрепить заготовку, независимо от физической подготовки оператора.
Пневматические тиски
Оборудование из стали с подвижной губкой и неподвижной ответной частью. Имеет герметичную полость внутри, наполняемую воздухом, за счет чего и происходит сдавливание сторон и фиксация детали. Давление нагнетается компрессором, а сила воздействия регулируется по манометру. Это самый надежный метод фиксации, но пневматические тиски стоят дорого.

Пневматические тиски.





