

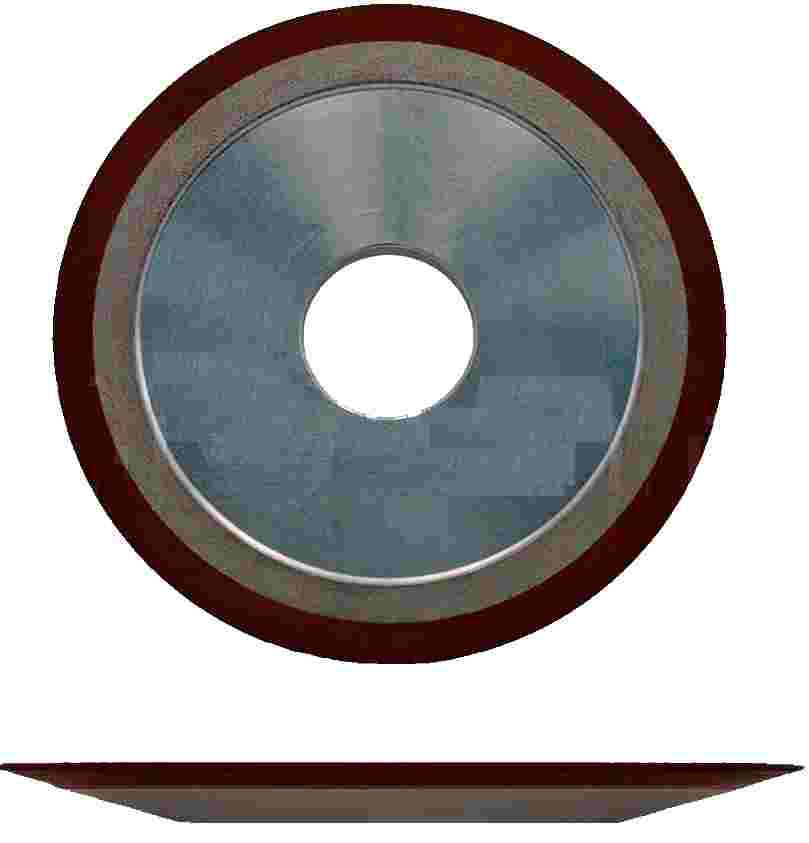
Неглубокая тарелка. Маркировка 12А220
По внешнем виду тарелка заметно отличается от чашки глубиной, как правило, высота тут всего 18 мм.В другом все стандартно, алмазный заточной круг 12А220 150*10*2*18*32 160/125 — тарелка диаметром 150 мм, ширина алмазного слоя 10 мм, толщина 2 мм, глубина — 18 мм(неглубокая), посадка 32 мм. Зерно 165/100 — достаточно крупное по сравнению с другими.
Тарелки бывают на 150 мм и на 125 мм диаметром.
Они отлично подходят для заточки инструмента, более того, на них точат твердосплавные напайки на дисковых пилах. Для того, чтобы заточить такие напайки, понадобится тонкая тарелка, чтобы край смог пролезть между зубьями.
Какие есть виды (+ характеристики)?
Токарный резец является основным рабочим элементом станков для обработки дерева и металла, с помощью которых заготовке придается необходимые размер и форма. Именно от состояния и заточки резца зависит возможность осуществления необходимых операций, направленных на придание детали нужной конфигурации.
Практически все токарные резцы нуждаются в периодической заточке. Исключение составляют, разве что, инструменты, которые оснащены сменными пластинами. Заточка обеспечивает резцам необходимую форму и величину углов, которые должны согласовываться с требованиями технологического процесса.
На крупных предприятиях и заводах установлены специальные агрегаты для проведения процедуры заточки и для этого создаются специальные подразделения. В домашних же условиях или небольших производственных мастерских резцы затачиваются с помощью различных приспособлений или химических реакций. Выделяют три основных способа:
- химико-механический;
- абразивный;
- с применением специальных средств.
Рассмотрим каждый из указанных методов более подробно.
Химико-механическая
Данный способ заточки представляет собой использование сочетания химических реакций и последующей механической обработки инструмента. Металлическое изделие обрабатывается реактивом, как правило, используется раствор медного купороса. Он создает на резце тонкий защитный слой. Затем изделие обрабатывается абразивным способом с одновременным шлифованием подвижным элементом.
Химико-механический способ является быстрым и эффективным. Он создает гладкую и чистую поверхность резцы и при этом исключает образование на инструменте сколов и трещин. Однако технологически этот метод точения намного сложнее, чем абразивная заточка.
Абразивная
Абразивная заточка является наиболее простым и дешевым методов возвращения резцу его рабочих параметров. Она выполняется с помощью стандартного ручного наждака или на несложном агрегате.
Заточить инструмент вручную качественно довольно сложно, потому что возникает проблема с выдерживанием необходимых углов. Также процесс осложняется еще и тем, что в результате трения металл нагревается и изменяет свои физические свойства. Если вы не токарь с большим опытом, не стоит пробовать точить резец таким образом.
Заточенные агрегаты представляют собой круговой механизм. На станке должно быть два круга, один абразив из зеленого карбида – он используется для точения твердых сплавов, другой из белого электрокорунда – его применяют для стальных резцов.
С применением специальных средств
К специализированным способам заточки можно отнести следующие варианты:
- Анодно-механическая заточка. Особенностью этого метода является применение постоянного тока. Резец подводят к вращающемуся диску из металла, через контакт пропускают ток и подают электролит в зону обработки.
- Электроконтактная заточка. В этом способе используется переменный ток. Заготовка разогревается в месте контакта током, и размягченный металл удаляется металлическим диском.
- Использование специальных станков. Одним из таких специальных агрегатов является алмазный круг. Алмаз благодаря своим химическим и физическим свойствам обладает реставрационным потенциалом и быстро, а главное, качественно приводит резец в рабочее состояние. Сам же алмазный круг при эксплуатации имеет маленький износ и может использоваться мастером в течение длительного времени.
Преимущества использования алмазного инструмента
Внедрение абразивной продукции с алмазами улучшает условия труда, повышает качество изделий и снижает себестоимость продукции. В перечне достоинств — оптимальный баланс прочности, хрупкости и цены.








К преимуществам внедрения алмазного инструмента относят:
- точность соблюдения размеров и шероховатости поверхности;
- повышение износостойкости оснастки;
- удешевление производства;
- существенное ускорение (на 50%) при обработке хрупких и твердых материалов.
Недостатки зависят от состава алмазосодержащего слоя и технологии производства. В перечне недостатков продукции на металлической связке — засаливание, для изделий на основе каучуков — низкая теплостойкость. Если инструмент изготовлен методом пайки, характерный дефект — выпадение алмазов из рабочего слоя.
1 Заточка токарных резцов и ее виды
Геометрические особенности отрезного резца по дереву или металлу предопределили его наиболее уязвимый режущий инструмент. Но несмотря на это, их широко применяют на практике. Процесс изготовления деталей на станках, прежде всего, предполагает нарезку заготовок до нужного размера.
На больших металлообрабатывающих заводах всегда есть заточники. Кроме того масштабное производство включает наличие расточных станков для придания резцам рабочего состояния. В маленьких мастерских делают это самостоятельно.
Заточка может быть:
- абразивная (шлифовальные круги);
- химико-механическая (обработка металла особыми составами);
- с применением специальных устройств.
Для абразивной заточки используют координатно-расточной токарный станок или самостоятельно с помощью шлифовального бруска. Ручная заточка не позволяет качественно обработать инструмент с учетом нужных углов. Сложность процесса в том, что нагретый металл теряет свои свойства. Окончательный результат зависит от мастерства токаря.
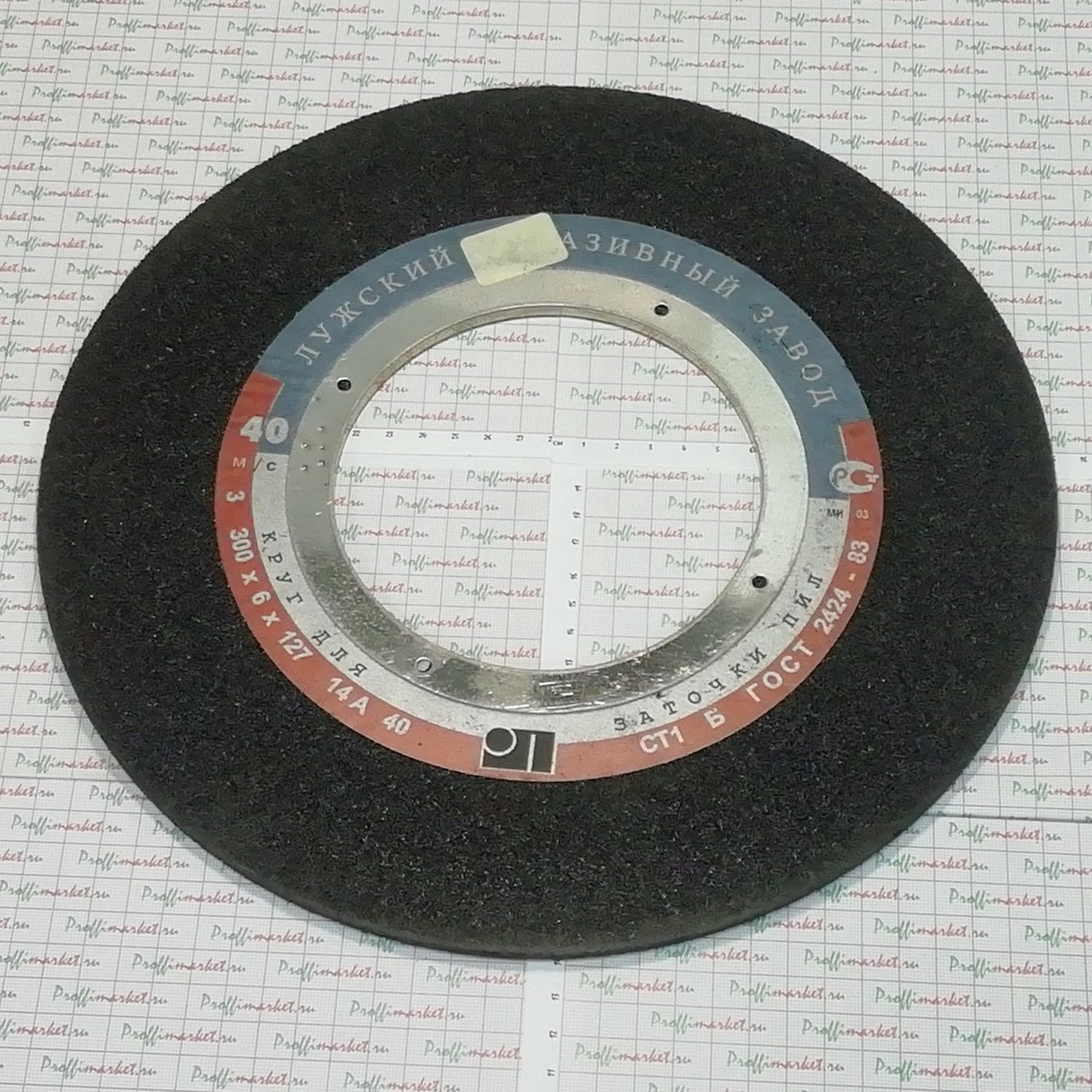
Различные виды резцов по металлу
Заточку твердосплавных инструментов производят на зеленом карборунде. Для обработки резцов из стали используют шлифовальный круг средней твердости. Для первичной обработки применяют абразивные оселки (маркировка 36-46; для финальной процедуры маркировка 60-80). Прежде чем установить круг на рабочий станок убедитесь в его целостности.
Перед началом затачивания резцы обрабатываются раствором медного купороса. Благодаря реактиву, формируется защитный слой, смывающийся абразивными зернами из раствора. В процессе задействуют станок, который имеет емкость и подвижный шлифовальник. Движения закрепленного резца возвратно-поступательны, а давление прижима к абразивной поверхности составляет 0,15 кг/с м² .
1.1 Характеристика заточных кругов
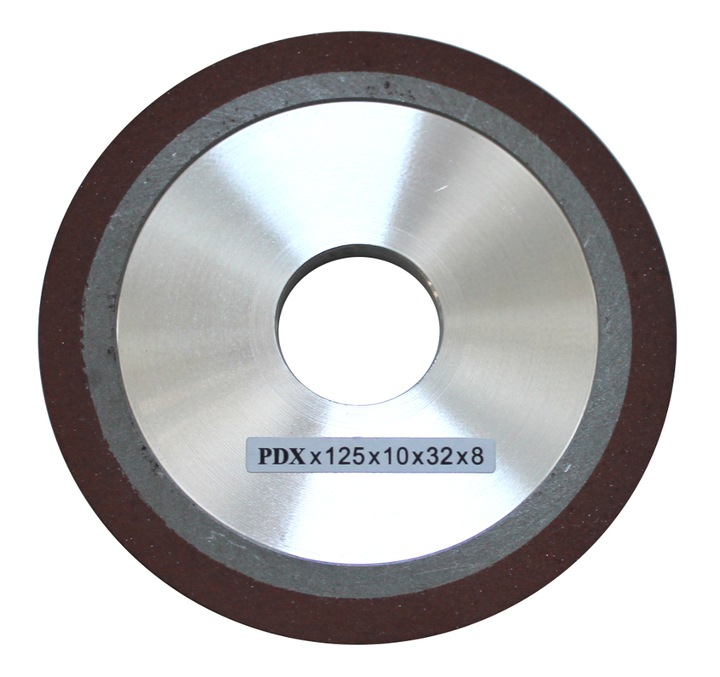
Алмазный круг можно использовать для заточки пилы из твердого сплава, напайки и отрезного резца.
Виды алмазных заточных кругов
Очень маленькая структура зерна позволяет использовать алмазные круги в качестве доводки.
Чем больше цифра, тем крупнее будет зерно круга. Зернистость 125/100 – одна из самых распространенных. Отлично подходит для затачивания дисковых пил и резцов.







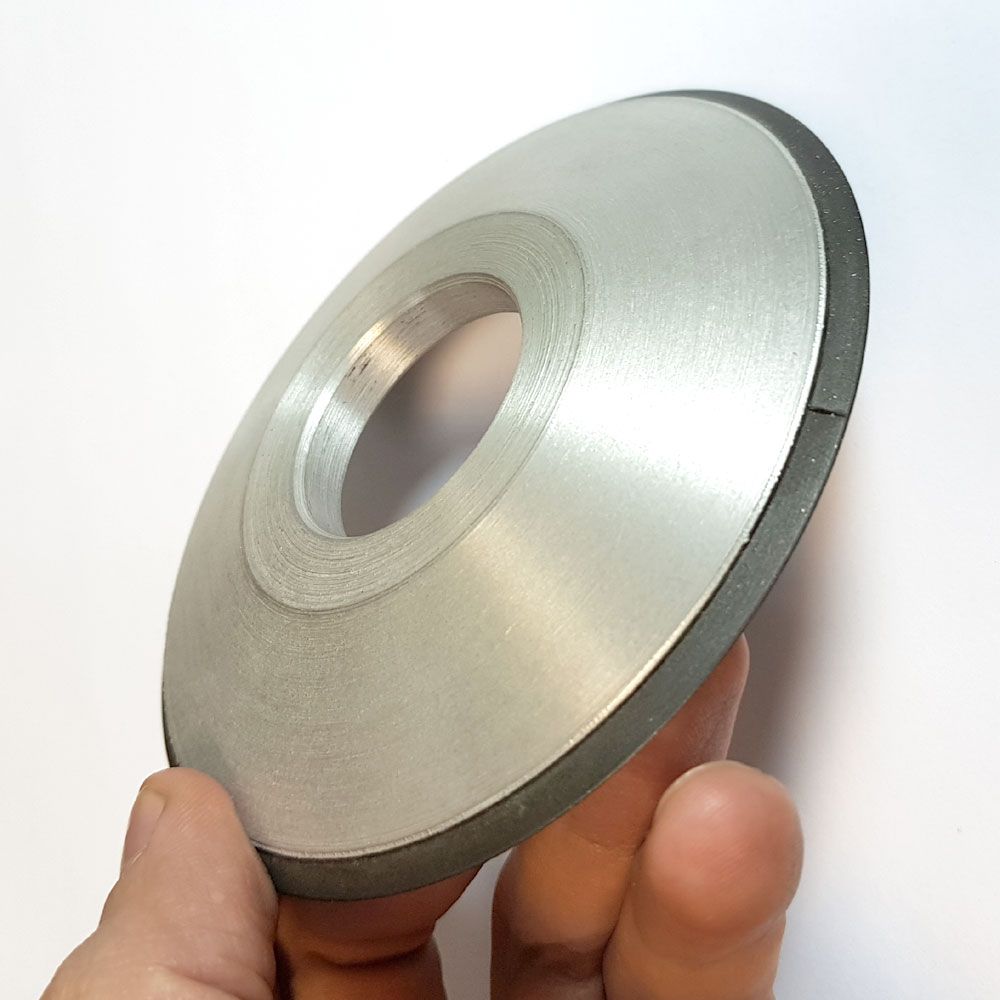
Алмазный круг может иметь форму чаши, тарелки или прямого профиля. При выборе необходимо учитывать форму заготовки, площадь и удобство применения той или иной формы. Для обработки дисковых пил лучше взять круг в форме тарелки. Этот тип может легко проникать между зубьями, и обладает заостренным краем. Для работы с лезвием ножа подойдет обычный круг либо в форме чашки.
Круги могут быть диаметром от 125мм-300мм. Подбирать нужно под свой наждак, учитывая посадку и внешний диаметр.
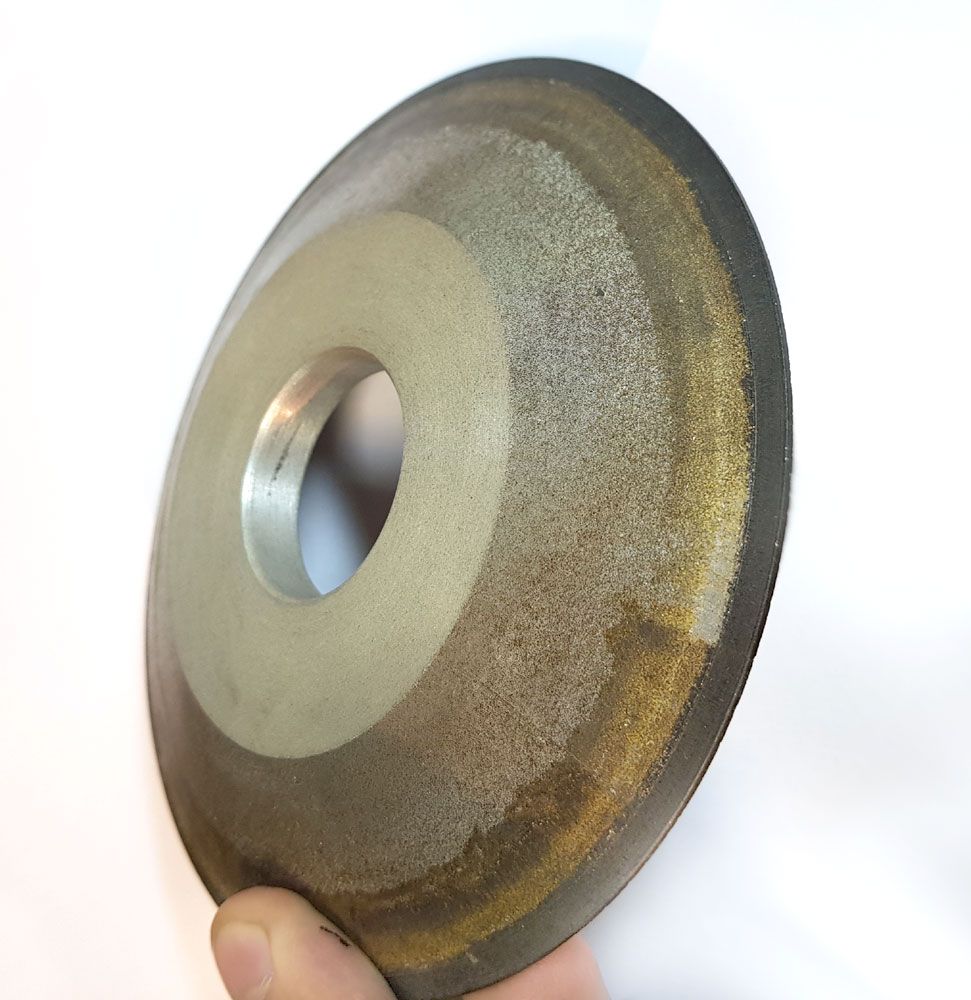
Широкий алмазный слой подходит для заточки сверла с большим диаметром и широкой детали. Чем толще слой, тем дольше будет снашиваться алмазный круг.
- ширина слоя – 3-20мм;
- толщина слоя – 2-5мм.
Правка инструмента на заточном круге
Маркировка шлифовального круга включает:
- тип устройства;
- размер;
- абразивный материал;
- зернистость;
- твердость;
- структуру;
- связку;
- скорость;
- точность;
- неуравновешенность.
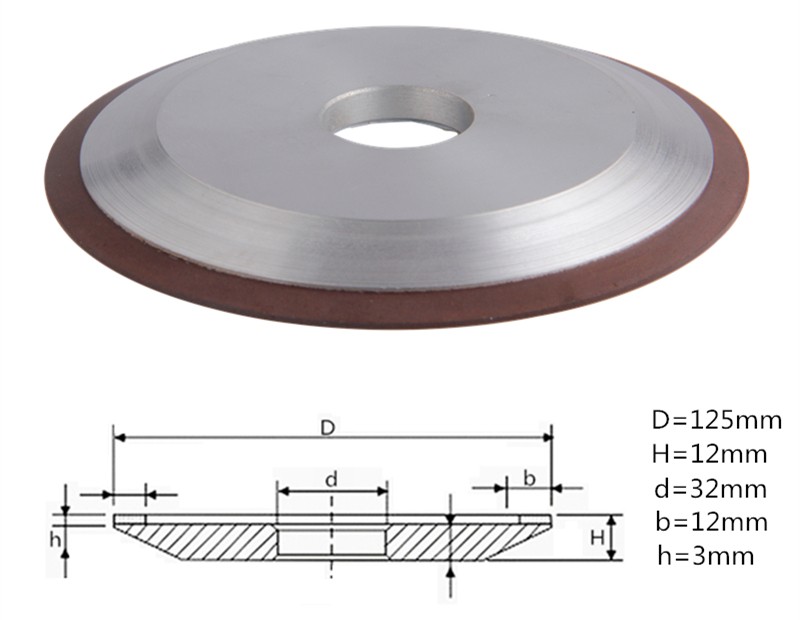
Стандартный алмазный круг для наждака (маркировка 125*40*10*3*32):
- Размер внутреннего отверстия – 32мм.
- Диаметр внешнего круга – 125мм.
- Глубина (круг в форме чашки) – 40мм.
- Алмазный слой – 10мм.
- Толщина – 3мм.
- Посадка – 32мм.
Профили на керамических связках
В связках на керамике используется покрытие из алмазоникеля. Это покрытие бывает однослойным либо может наноситься в несколько слоев. Толщина связующего вещества на керамической основе не превышает 2/3 величины зерен алмаза. Благодаря тому что между вершинами кристаллов и связкой имеется свободный промежуток, стружка, снятая с обрабатываемой поверхности, автоматически удаляется, не создавая дополнительных препятствий процессу заточки. Основные свойства заточных дисков на керамической связке:
- отличная способность к снятию слоя металла во время заточки;
- возможность создавать абразивный инструмент любой конфигурации;
- высокая проводимость тепла;
- приемлемая стоимость изделий.
Характеристики и особенности алмазных кругов для заточки резцов
Алмазные круги для заточки резцов токарных и другого режущего инструмента в зависимости от формы профиля и типа абразива целенаправленно подходят для следующих операций:
- С формой прямого плоского профиля марки 1A1 – для проведения обработки изделий цилиндрической формы, плоских деталей и затачивания резцов из сплавов твердой структуры.
- С формой тарельчатого профиля марки 12A2-20* – для проведения операций заточки передней части инструмента, который имеет много лезвий, выполненных из сплавов твердой структуры, фрез, состоящих из сборочных единиц либо цельнометаллических, фрез червячного типа, пил дисковых.
- С формой чашечного профиля марки 12A2-45* – для работ с задними и передними поверхностями твердосплавных резцов и шлифования торцов.
- С формой тарельчатого профиля марки 12R4 – для проведения операций доводки и заточки, как в случае с диском марки 12A2-20*.
- С формой прямого плоского профиля и устроенными по обе стороны выточками марки 9A3 – для работы с резцами из твердых сплавов, конструктивными элементами машин, материалов полупроводниковой структуры, инструментом для измерений.
- С формой плоского выпукло-полукруглого профиля марки 1FF1 – для заточки и шлифовки изделий из твердых сплавов.
- С формой плоского конического по двум сторонам профиля для работы с фасонными поверхностями и резьбой.
Как сделать самодельное приспособление для заточки?
В качестве инструкции для изготовления приспособления для заточки циркулярных пил мы представим перечень конструктивных элементов, чертежи с их размещением и штатным местом в устройстве.
Устройство должно включать следующие конструктивные элементы.
- Электродвигатель, который закрепляется на подставке таким образом, чтобы на его вал можно было смонтировать шлифовальный диск (альтернативой может стать УШМ).
- Подставка, позволяющая подавать резцы к шлифовальной поверхности в одной плоскости и на одной оси.
- Регулировочные винты для оснащения площадки возможностью изменять параметры угла наклона в вертикальной и горизонтальной оси.
- Фиксаторы для закрепления полотна циркулярки и площадки, на которой оно размещено.
- Устройство для подачи двигателя вперед-назад.
- Защитный кожух для вращающихся элементов двигателя.
В статье рассмотрели все, что может пригодиться для заточки диска дисковой пилы, этих данных вполне достаточно, чтобы провести процедуру своими руками и получить хороший результат. Если, вы уверены в своих силах, то дерзайте, пробуйте, точите, желательно в первый раз потренироваться на старом диске. В противном случае, обратитесь в мастерскую, в ней наточат диск быстро и качественно, на специальном оборудовании, за умеренную плату.
Термины, определяющие функцию пильного диска
Пильные диски отличаются количеством зубьев и конфигурацией. Существуют лезвия:
- монолитные или цельные;
- с твердым напылением в рабочей зоне;
- с напаянными твердосплавными пластинами;
- без зубьев, такие как непрерывный обод;
- с широкими и тонкими выступами;
- с отрицательными и положительными передними углами;
- универсальные диски.
Такое разнообразие сбивает с толку при выборе нужного диска. Будем разбираться.








Количество зубьев
Диски с меньшим количеством зубьев делают грубый срез. Преимущество меньшего количества — высокая скорость резки. Для строительных работ достаточно 24-зубного диска диаметра 180 мм. Тонкое лезвие с прорезью подойдет при резке лиственных пород и обрезке, где требуется чистая кромка. Для дисковой пилы 180-190 мм, лезвие с 40 зубцами или выше обеспечит чистую резку.
Эффективность удаления опилок
Положение зуба, когда он направлен вниз к поверхности древесины и образует положительный угол, приводит к быстрому, но грубому пилению. Между ними большой зазор и углубление, что способствует лучшему очищению опилок. На фото Положительный угол наклона зуба. Отрицательный угол зуба режет менее агрессивно, не так быстро удаляют меньше отходов, но срез получается более гладким. На диске угол обозначается: 5 neg — 5 градусов отрицательный, 10 pos — положительный 10 градусов.
Виды зубьев по форме и углу заточки
Этот отличительный фактор пильного диска — угол зубца поперек или перпендикулярно вращению лезвия. Чем выше угол скоса, тем чище и ровнее срез. Некоторые лезвия имеют очень большие углы скоса для резки композитного материала, такого как пластик или другие, подверженные разрыву/сколу при выходе зуба. Скосы бывают плоскими (без угла), чередующимися, сильно чередующимися или с другой конфигурацией, которую обсудим ниже.
Разводка
Это ширина зуба в его самой широкой точке и, следовательно, ширина реза. Если она больше чем толщина зуба, то разводка нормальная. В противном случае разводку выполняют специалисты, используя следующие способы:
- 1 через 2 зуба разводят в противоположную сторону;
- каждый зуб поочередно разводят в разные стороны на одинаковые расстояния от плоскости диска;
- также, но расстояния с разными отклонениями в пределах 0,3- 0,7 мм.
Тонкий пропил вызывает меньшее сопротивление при резании и поэтому лучше приспособлен для маломощных пил. Изначально тонкие диски вибрировали или колебались, создавая проблемы при резке древесины. Новая технология лезвий с конструкцией, уменьшающей вибрацию, внесла некоторые улучшения в сегмент лезвий с тонким пропилом, что увеличило спрос для пользователей беспроводных дисковых пил.





