

История и эволюция
Далее по тексту вы встретите эффективные технические решения, но малоизвестные мастерам-любителям, так как в промышленности по тем или иным причинам они не используются или используются ограниченно. Однако они могут упростить и облегчить изготовление самодельного токарного станка по дереву настолько, что в некоторых случаях можно будет использовать ручную дрель от электроинструмента. Станкостроение тысячелетия развивается во имя решения проблемы: как изготавливать детали машин с точностью, скажем, 0,2 одной и той же единицы с точностью, например, до 1 единицы условной длины? И так далее, и так далее. Чтобы понять, как появились технологии в этой жизни, будет полезно обратиться к истории.
Родоначальником всех машин для обработки материалов вращением в целом является устройство, с помощью которого люди неолита разводили огонь и протыкали рог, кость, камень поз. 1 на рис; в последних случаях абразив из влажного кварцевого песка засыпался под сверло по дереву или кости. Первобытные кельты по такому же принципу изобрели токарный станок с педальным приводом поз. 2; центры были сделаны из острых обожженных шестов из твердого дерева. В Англии этот агрегат до сих пор используется производителями мебели. Лес там не вырубают блоками. Купив пару лесов для сруба, мастер затем штрихами приносит на путь готовые опоры, колонны и т.д. На судне этого типа машина просуществовала примерно до начала 18 века, поз. 3, хотя заготовка в ней вращается вперед-назад, и мастера приходится еще больше отвлекать, чтобы перевернуть резак.
Для мелких и / или мелких работ ножной станок с тетивой и дугой не годился: на валу всегда есть неровности, а самой заготовкой был маховик — гаситель крутильных колебаний. Коренные усовершенствования токарного станка были внесены мастером Теодором в Древнюю Грецию около 400 г до н.э и поз. 6. Он соединил ножной привод, во-первых, с кривошипом: теперь деталь вращалась в одном направлении. Во-вторых, я сделал центры вращаемыми и снабдил один из них ручкой для удержания заготовки. В-третьих, он ввел в кинематическую схему тяжелый маховик. Отдельные машины этой конструкции эксплуатировались на промышленных предприятиях до начала электрификации промышленности, поз. 7 — при тогдашнем полном отсутствии социальных гарантий работа неквалифицированного подсобного обходилась дешевле, чем затраты на содержание паровой машины.
А если без мотора?
Токарный станок по нелетучей древесине может сегодня пригодиться; скажем, в загородном доме или на необорудованной стройке. Силы мышц нормально развитого человека достаточно, чтобы крутить обычные бревна диаметром до 150 мм. В этом случае возможны 2 варианта (см. Следующий рисунок): старый добрый ножной станок (габариты его важнейшего узла — кривошипа указаны вверху справа); для получения дополнительных сведений см ниже и работайте на штативе с ручным управлением тросом (внизу справа на рисунке). Округлить таким способом очаг поражения по окружности не получится, но можно просверлить опорные столбы крыльца, беседки или навеса над мангалом.
Шпиндель
Наименование данного элемента происходит с немецкого языка и переводится как «веретено». Эта деталь являет собой вал, который оснащен механизмом для крепления заготовки, которая обрабатывается. Обычно вал делается с отверстием, в котором обрабатываются пруты. Шейка шпинделя конусную или цилиндрическую форму.
Основные нормы в работе шпинделя:
- Точность оборачивания – оно настраивается, исходя от стандартов, и имеет прямую зависимость от предназначения самого устройства, его точности.
- Жесткость самого шпиндельного узла – данное требование также выполняется, исходя от общепринятых стандартов.
- Виброустойчивость – она ни в коем образе не является определителем качества обрабатываемой детали.
- Быстрота оборотов шпинделя – чем большая быстроходность этого узла, тем выше качество готового изделия.
- Несущая способность – этот параметр почти полностью зависит от качества шпиндельных опор и жидкости для смазки устройства.
- Долговечность – данный пункт зависит только от качества подшипников.
- Нагрев, допустимый для подшипников.
Одним из главных условий для того чтобы изготовляемая деталь была как можно точнее и аккуратнее обработана, является правильное кручение шпинделя. Он должен равномерно и легко вращаться.
Передняя и задняя бабки токарного станка
За точность установки и обработки детали в токарных станках отвечают специальные узлы — токарные бабки.
Шпиндельная (передняя) бабка — устройство токарного станка, предназначенное для сообщения заготовке вращательного движения. Обрабатываемая деталь закрепляется в цангу, патрон, планшайбу, установленную на шпинделе или фиксируется центрами между передней и задней бабками. Частота вращения заготовки и его направление могут регулироваться.
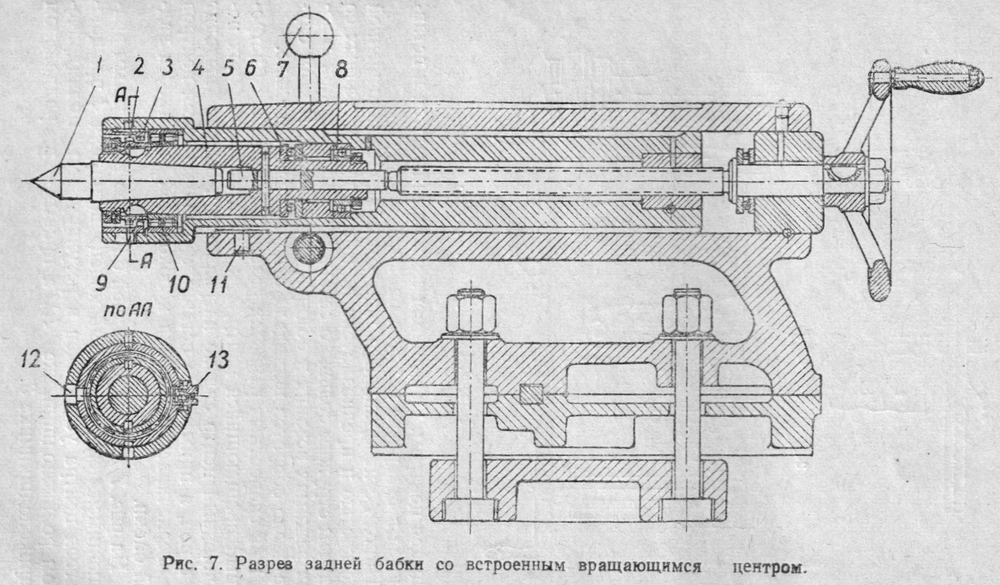
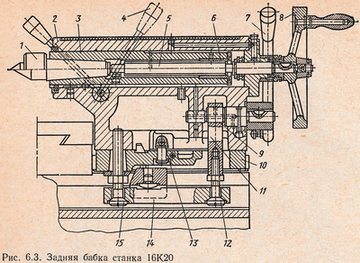
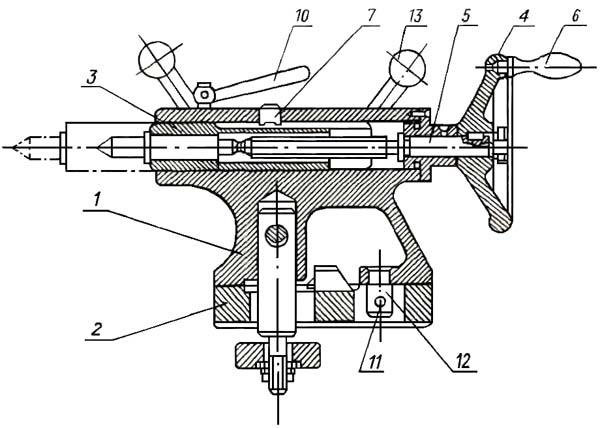
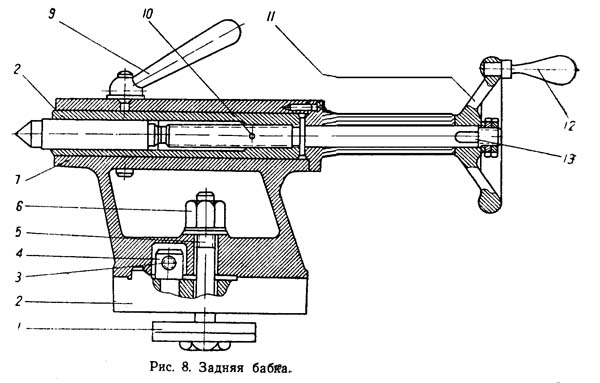
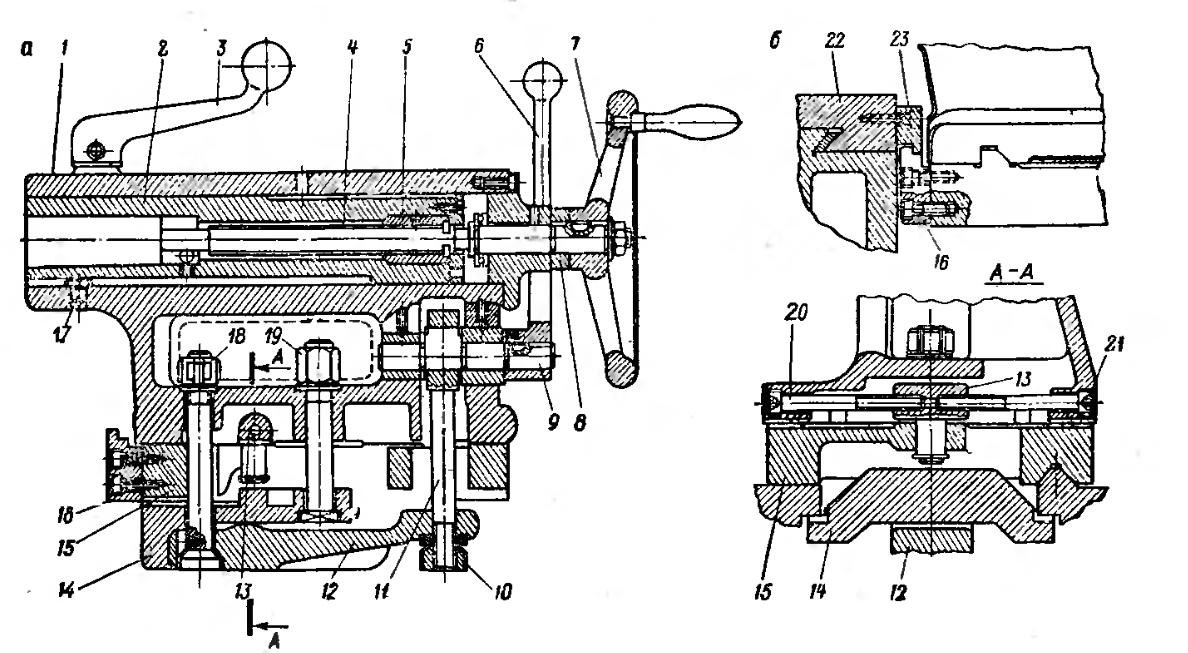
Задняя (упорная) бабка — узел токарного станка для фиксации (поджатия) обрабатываемых заготовок с помощью упорного или вращающегося центра, а также для установки режущего инструмента: сверл, зенкеров, разверток.

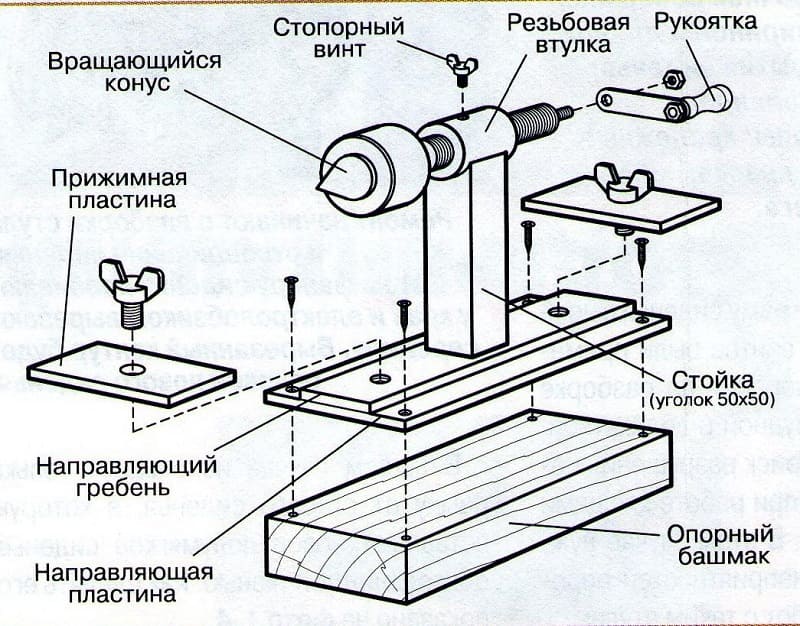
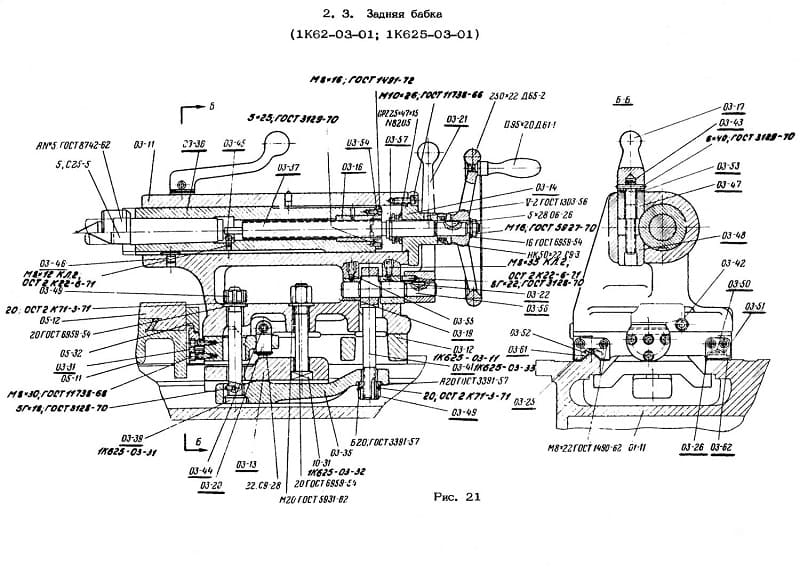
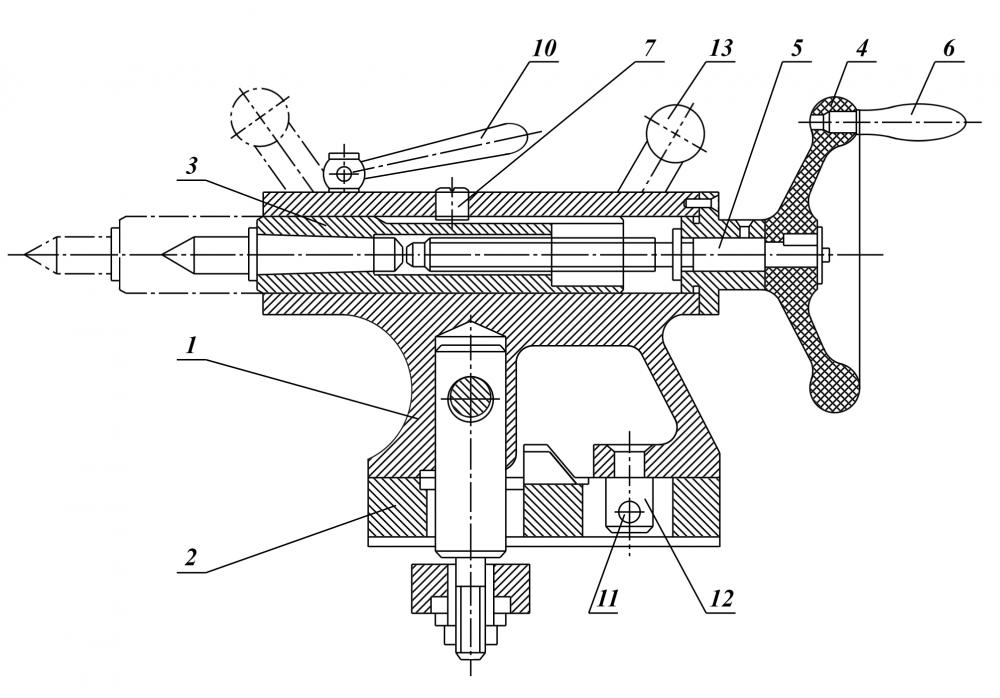
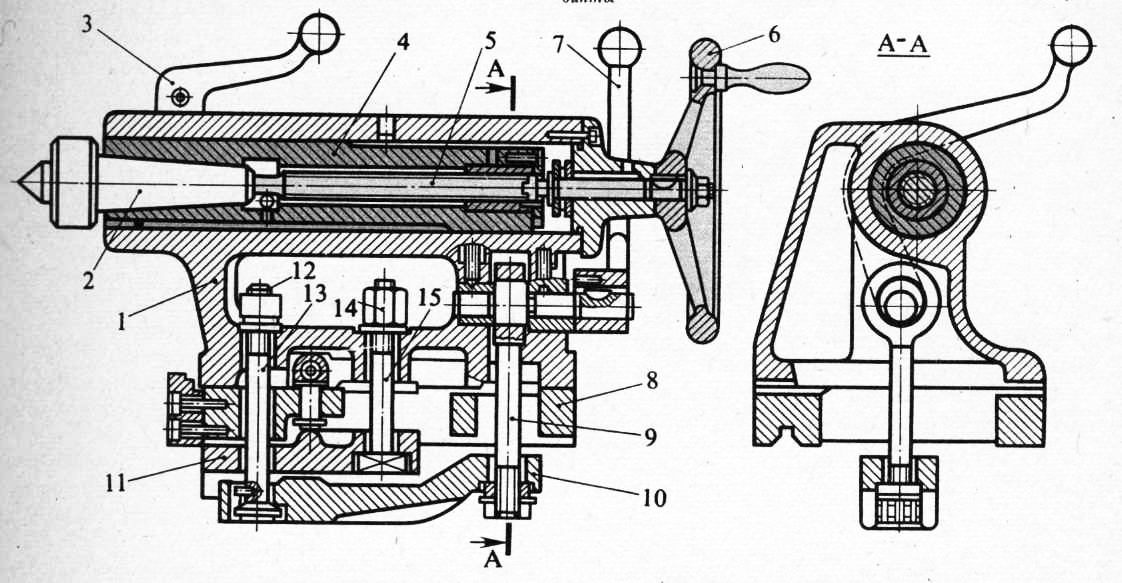
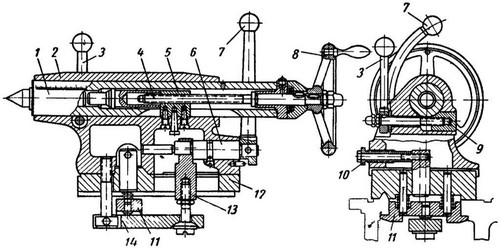
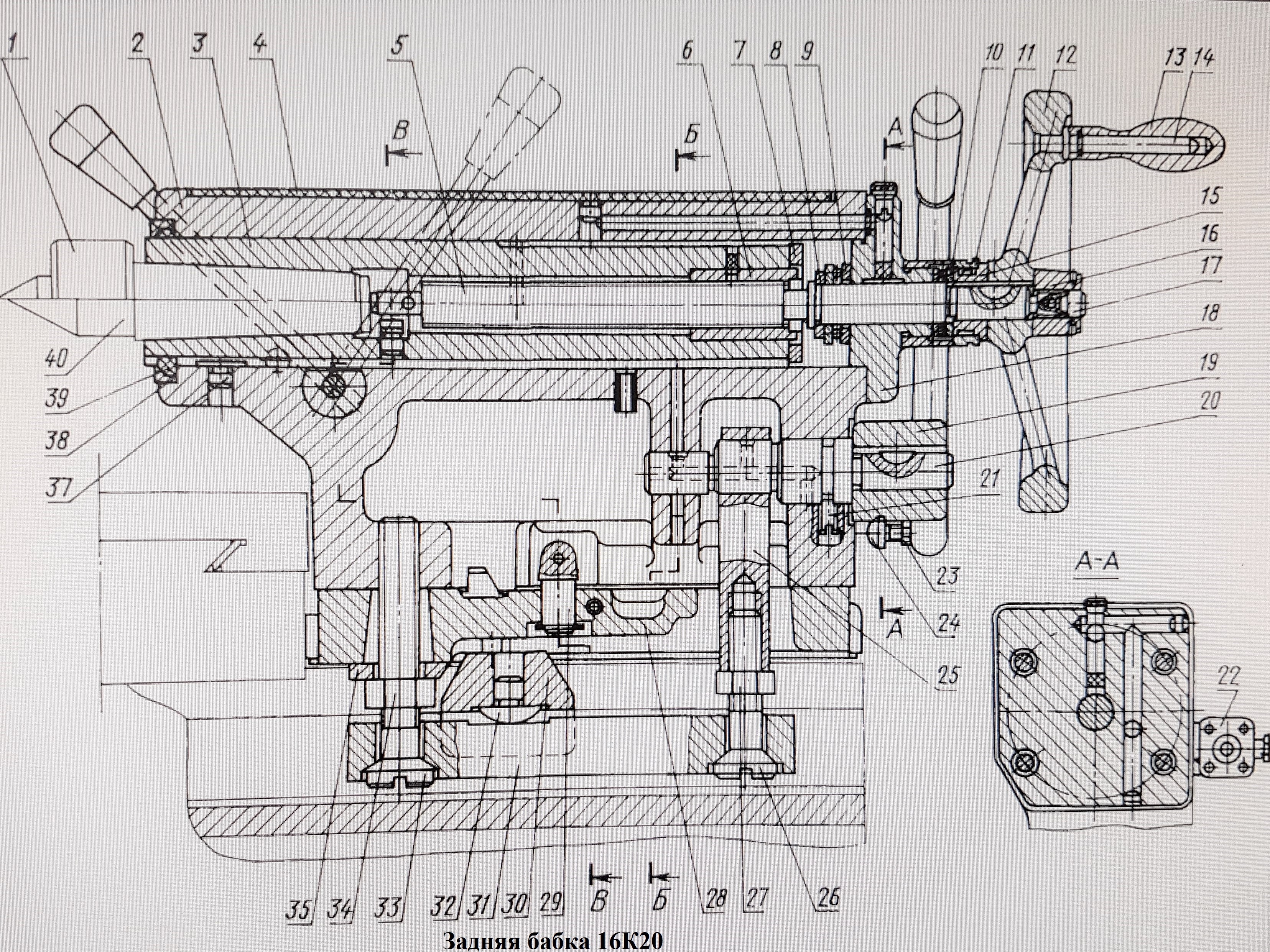
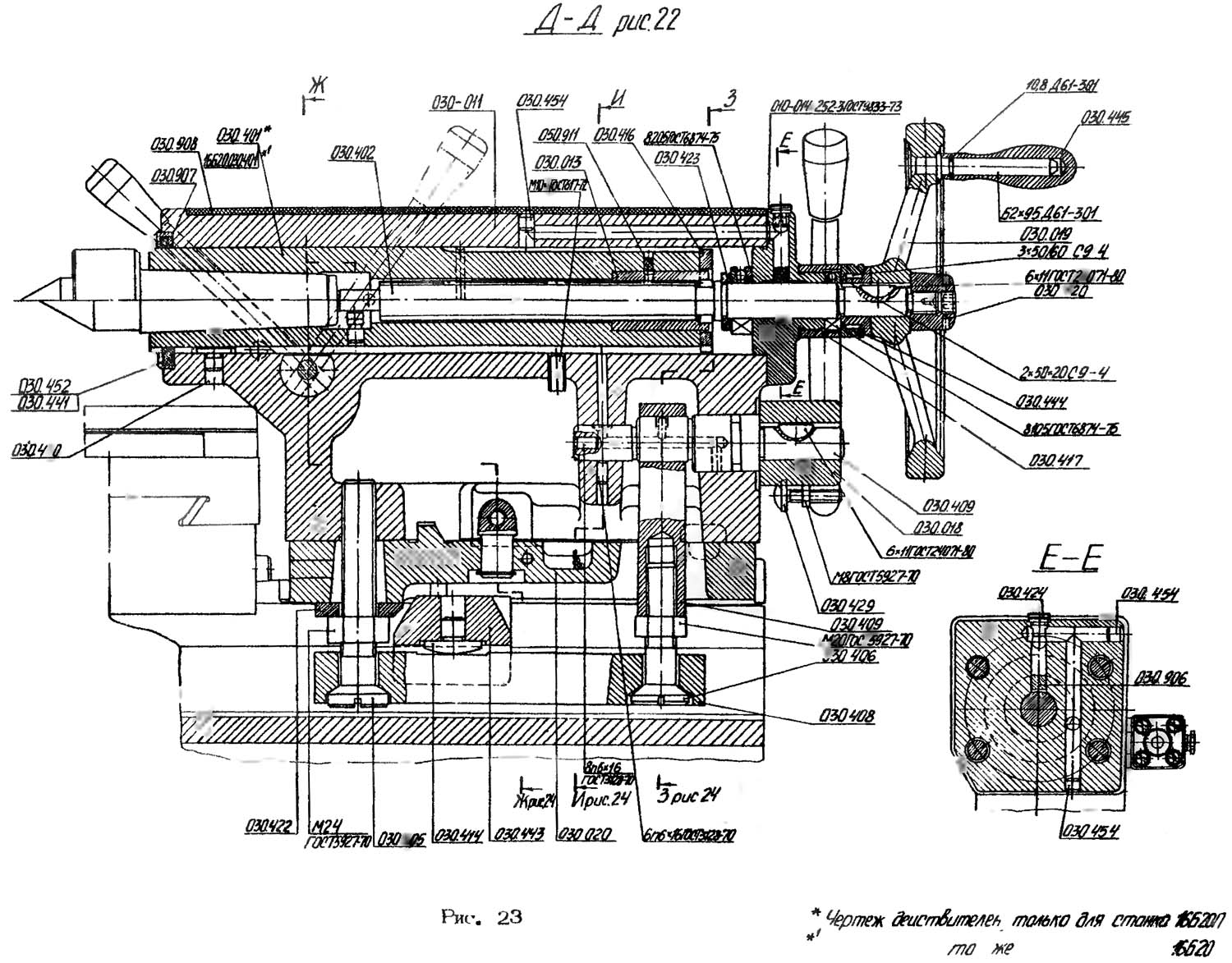
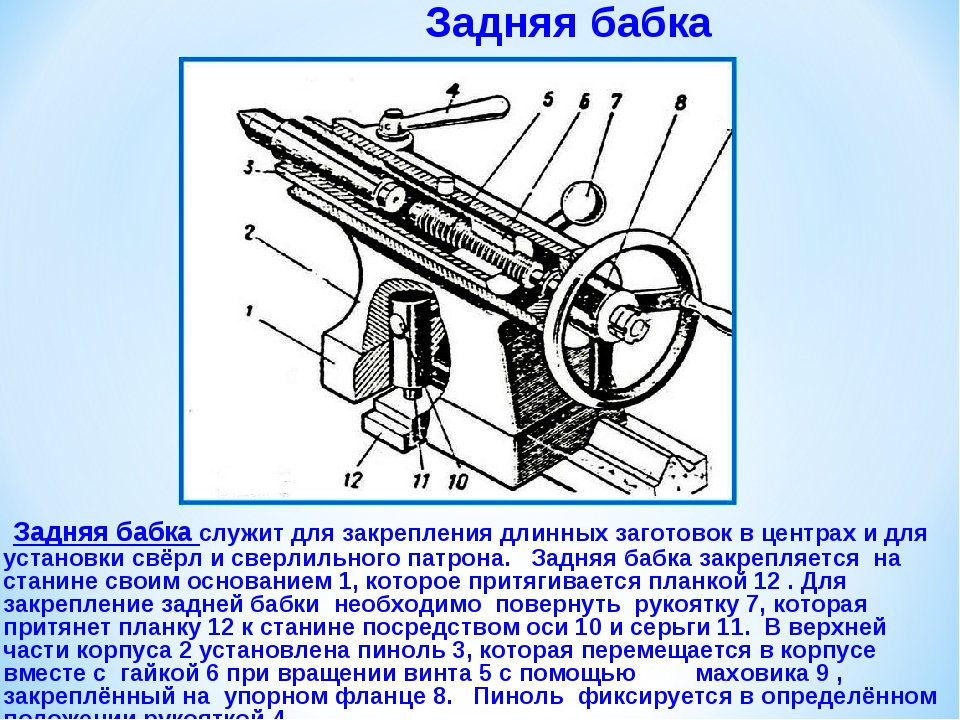
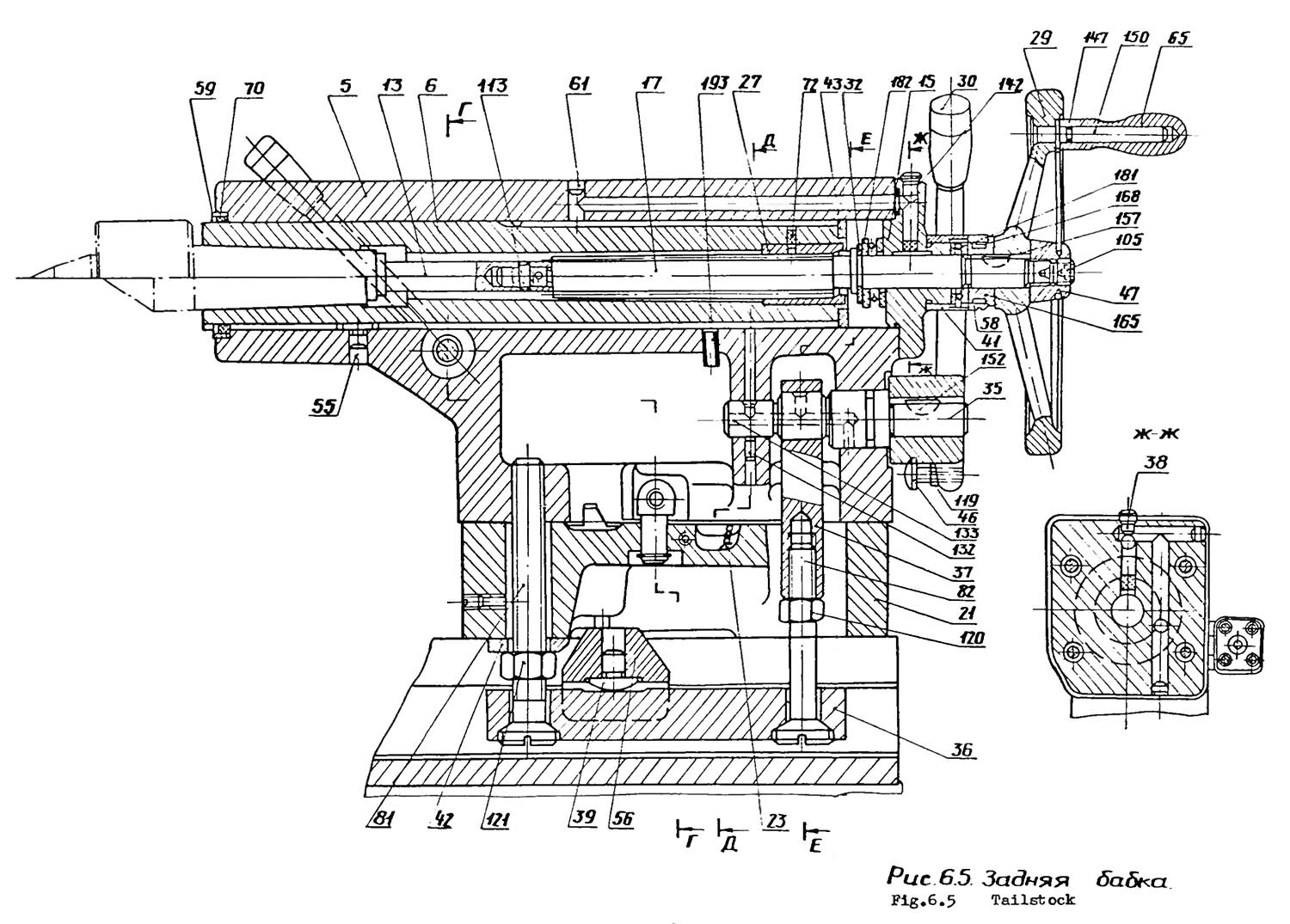
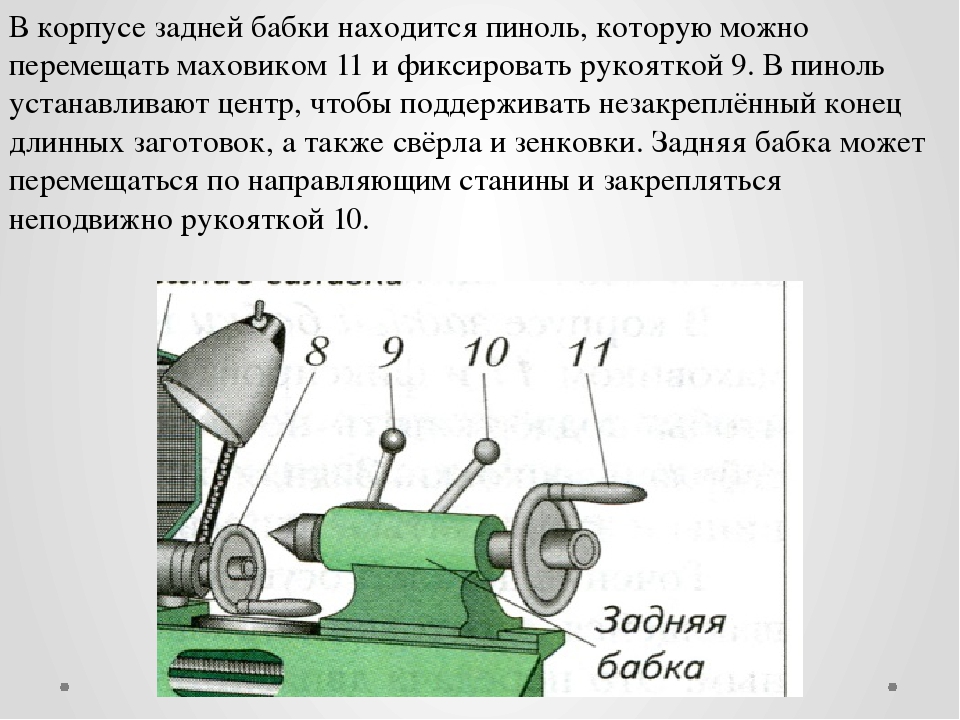
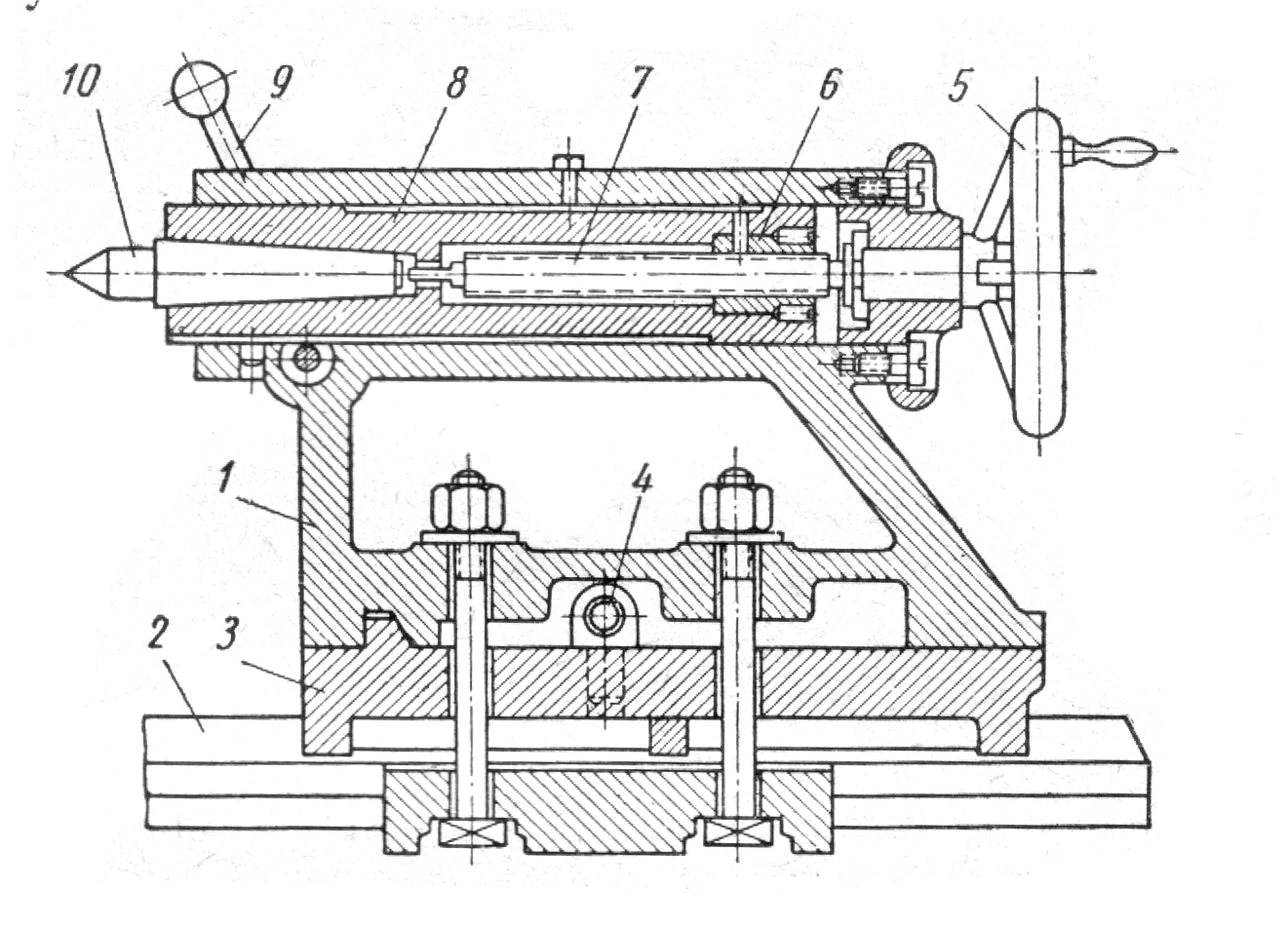
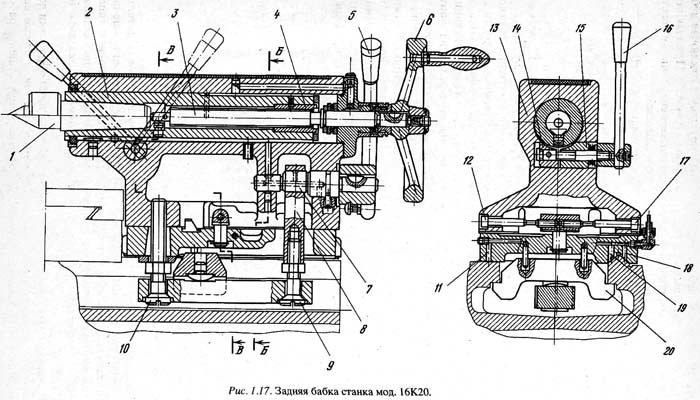
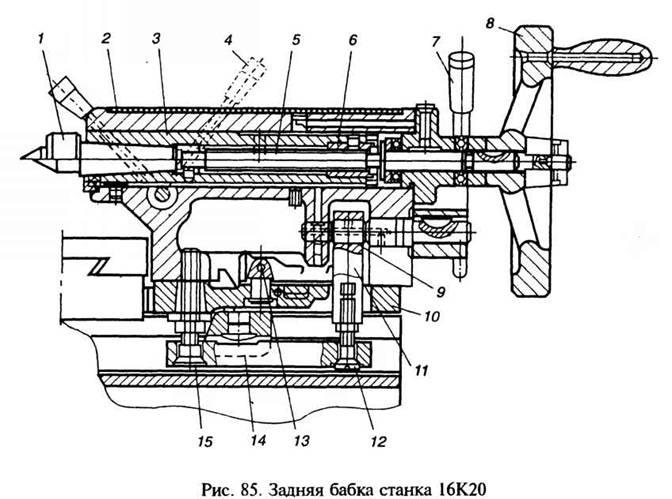
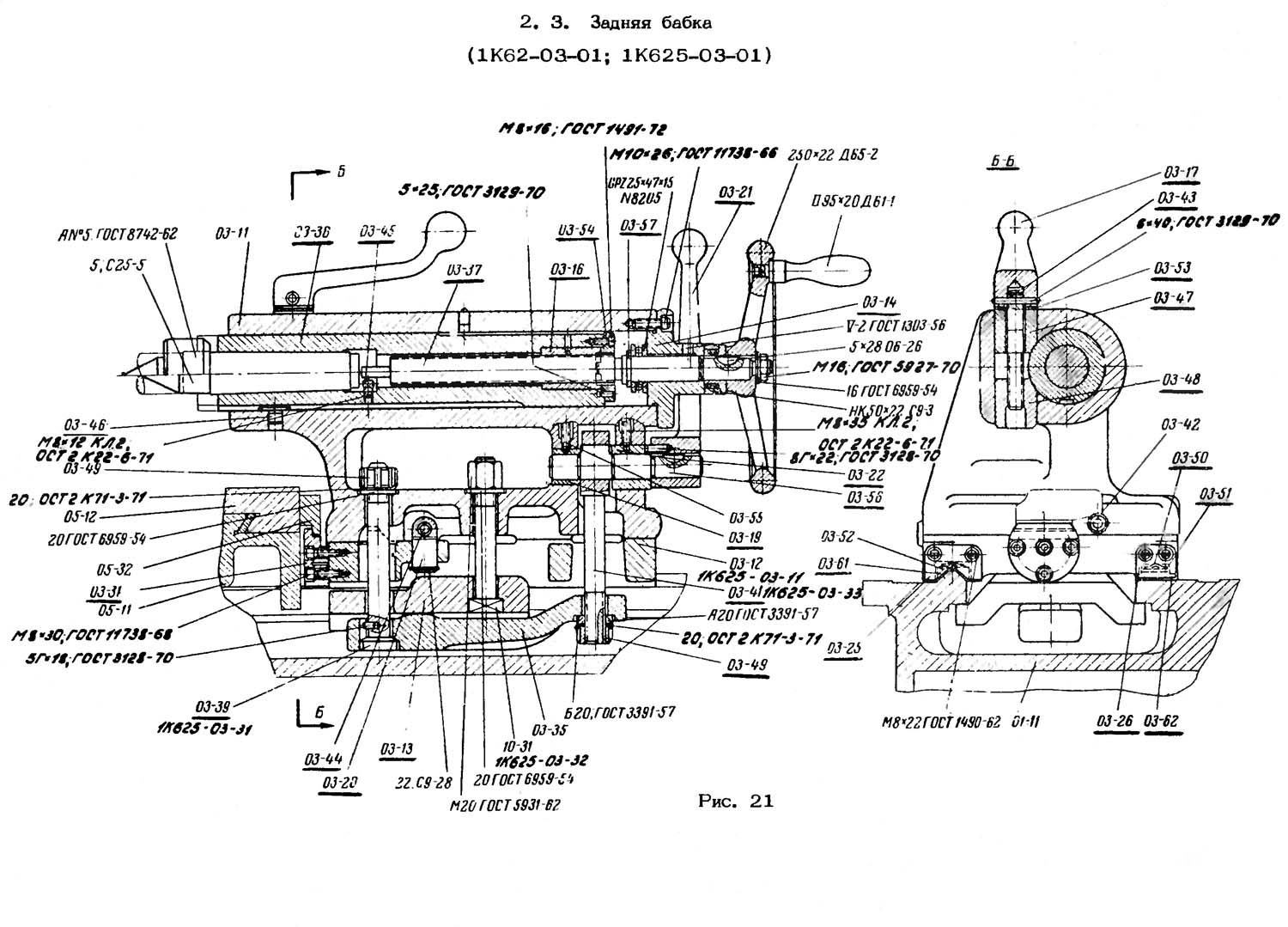
Устройство задней бабки
В любом токарном станке основой является станина. На ней крепится передняя бабка токарного станка, основные органы управления, задняя бабка. Последние имеют довольно разнообразные конструкции. Основные элементы выполняют одинаковые функции и построены по идентичным принципиальным схемам.
Такими элементами являются:
- основание, на котором размещены все устройства и органы управления;
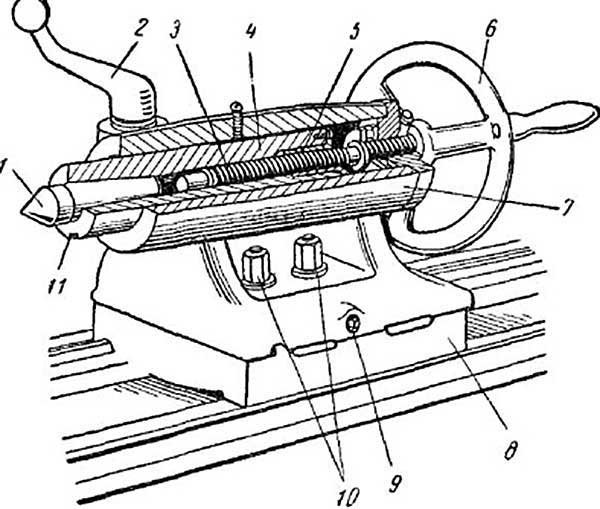
- элемент крепления — пиноль;
- цельнометаллический корпус;
- рукоятки управления (позволяют фиксировать пиноль и корпус всей бабки);
- колесо для перемещения пиноли (ещё его называют маховик);
- регулировочный винт (позволяет жёстко фиксировать положение задней бабки относительно остальных элементов токарного станка).
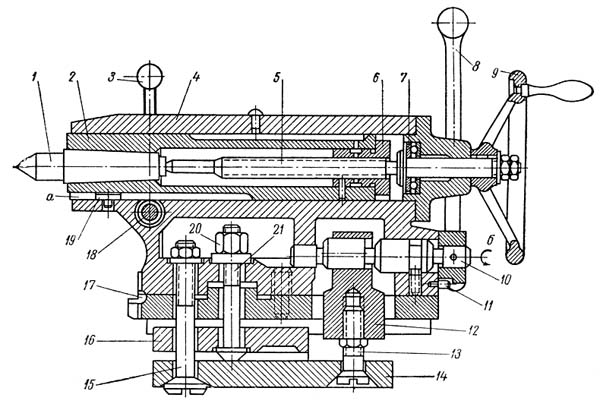
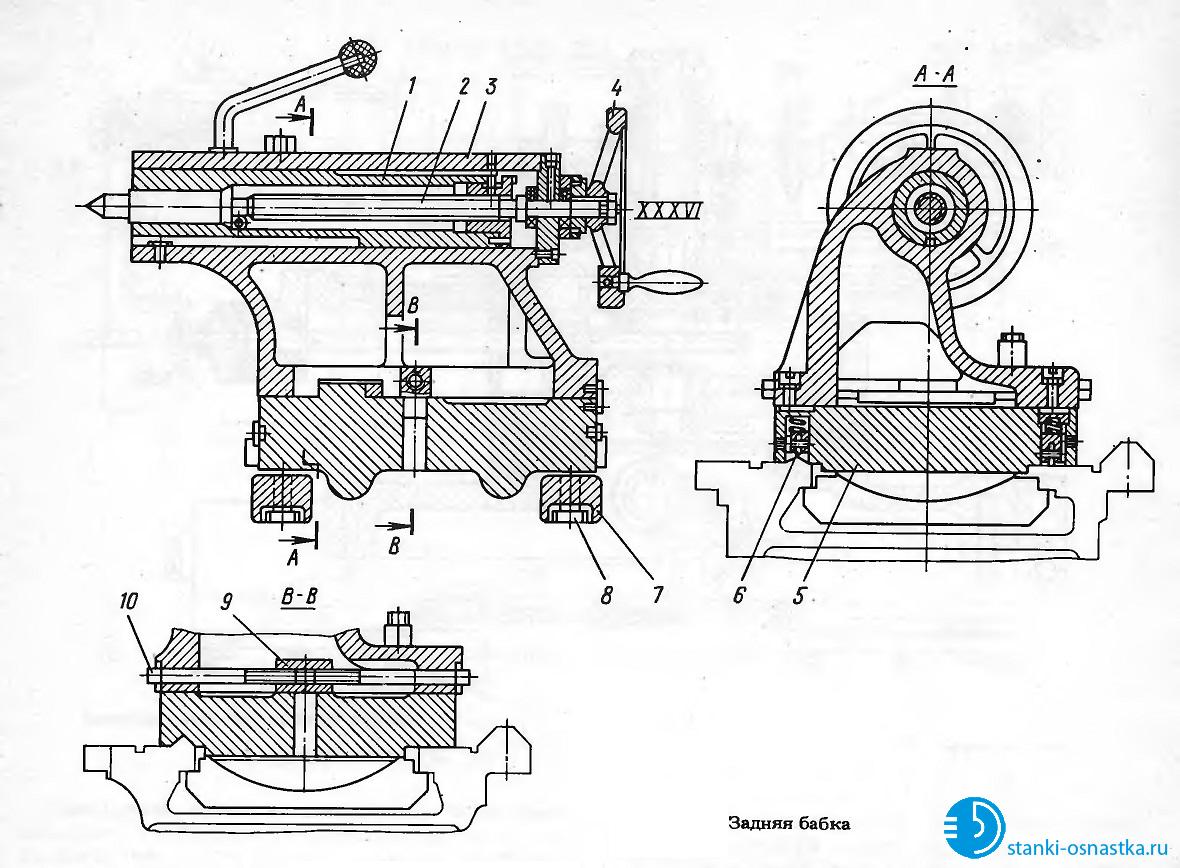
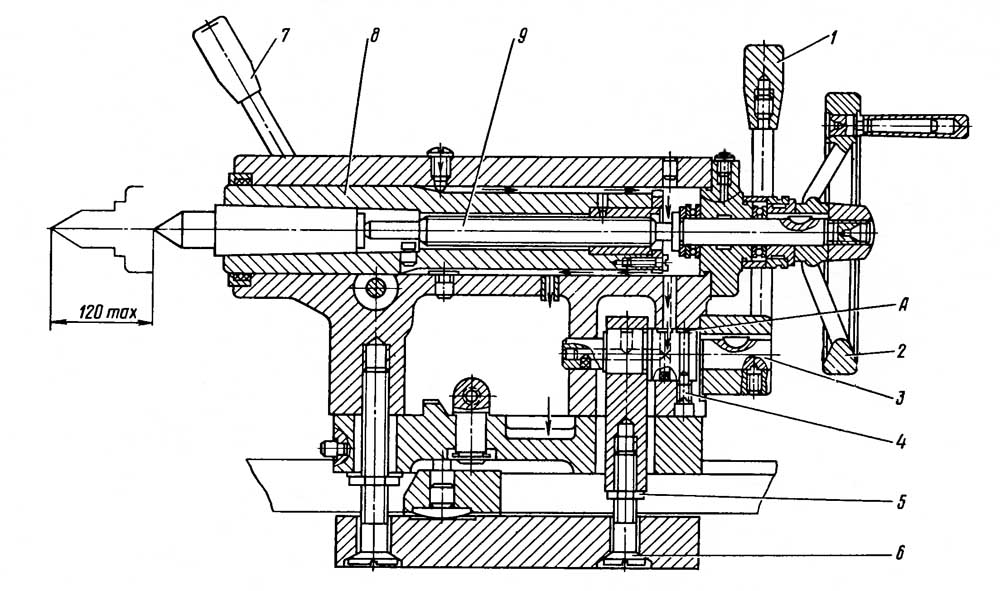
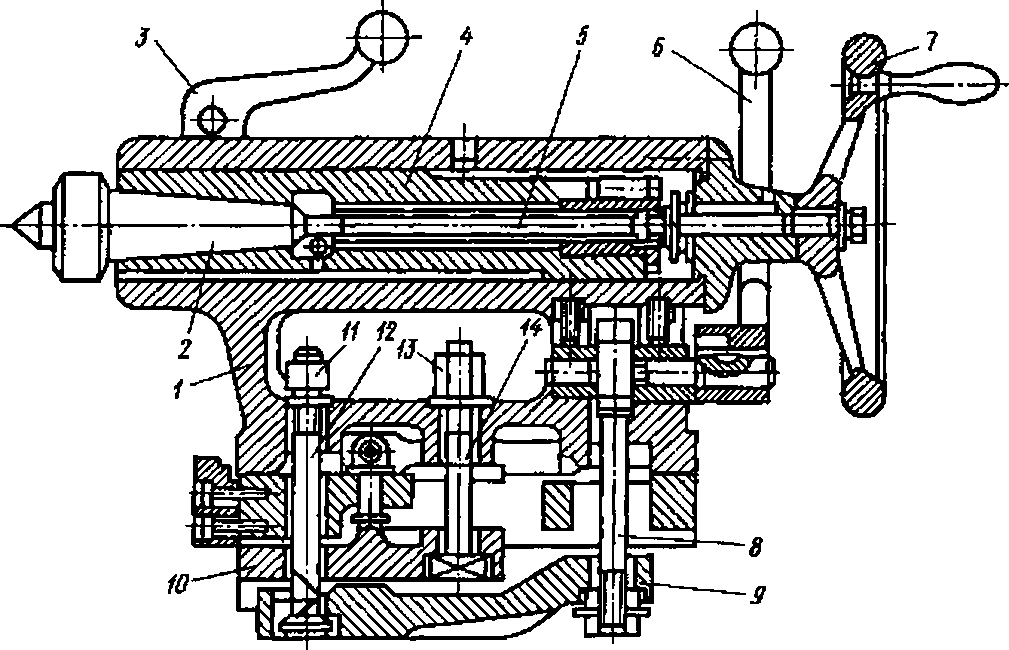
Чертёж задней бабки токарного станка позволяет понять кинематическую схему и взаимодействие всех элементов.
Основание представляет цельнометаллическую плиту, которая опирается на правую часть станины. На основании расположен корпус. В нём установлен патрон задней бабки токарного станка. В передней части пиноли расположено отверстие, в котором размещается инструмент. Оно выполнено в форме конуса.
Центр задней бабки подсоединяется к суппорту. Через него передаётся поступательное движение. Это обеспечивается наличием самостоятельного привода подачи. В определённых типах агрегатов производится вращательное движение. Оно обеспечивается конструкцией пиноли задней бабки. Горизонтальное перемещение пиноли производится с помощью электрического двигателя или посредством гидравлического механизма. Выбор способа привода зависит от решаемых задач и модификации станка.
Все изделия должны удовлетворять следующим требованиям:
- обеспечивать точное местоположение центра конструкции;
- способствовать быстрой установки вдоль горизонтальной оси станка;
- обеспечивать точное направление движения в сторону шпинделя с охранением соосности при вращательном движении;
- надёжно закрепляться в выбранном положении.
Обеспечение устойчивости и надежности крепления позволяет сохранять заданный класс точности обработки.
Простота конструкции и доступность комплектующих элементов позволяет изготовить эту часть токарного станка самостоятельно. При качественной сборке самодельная задняя бабка токарного станка будет выполнять основные функции не хуже заводской.
Вопрос 2. Основные узлы токарного станка и их назначение.
Станина 29
— массивное чугунное основание, где смонтированы основные механизмы станка. Верхняя часть станины состоит из двух призматических и двух плоских направляющих, по которым передвигаются задняя бабка и суппорт. Станина закреплена на двух тумбах.
Передняя (шпиндельная) бабка
1 с коробкой скоростей крепится на левом конце станины. В ней размещена коробка скоростей и шпиндель, которые сообщают заготовке главное движение, а инструменту – движение подачи при выбранной глубине резания.
Шпиндель
7 служит для крепления заготовки с помощью приспособлений и сообщения ей вращательного движения. Вал шпинделя делается полым для размещения в нем обрабатываемого прутка. Передний конец шпинделя имеет конусное отверстие, в которое при необходимости устанавливается центр. К торцу шпинделя крепится на резьбе или болтами кулачковый или поводковый патрон для закрепления обрабатываемых заготовок.
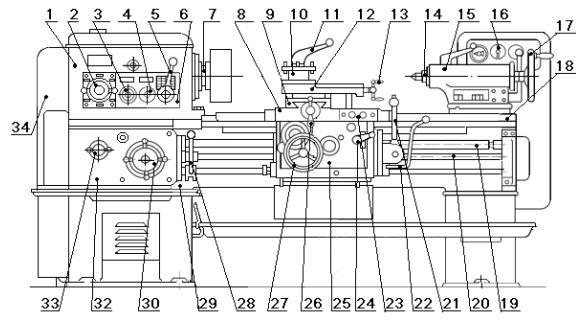
Токарно-винторезный станок модели 1К62: 1 – передняя (шпиндельная) бабка; 2, 3, 4, 5 – рукоятки; 6 – коробка скоростей; 7 – шпиндель; 8 – продольные салазки (каретка); 9 – поперечные салазки; 10 – резцедержатель; 11 – рукоятка; 12 – поворотный суппорт; 13 – рукоятка; 14 – пиноль; 15 – задняя бабка; 16 – переключатель; 17 – маховик; 18 – направляющие станины; 19 – ходовой винт; 20 – ходовой вал; 21, 22 – рукоятки; 23 – кнопки; 24 – рукоятка; 25 – фартук; 26, 27 – маховики; 28 – рукоятка; 29 – станина; 30 – рукоятка; 32 – коробка подач; 33 – рукоятка; 34 – гитара
Коробка скоростей
6 обеспечивает 24 различных числа оборотов шпинделя в минуту. На передней панели коробки скоростей расположены рукоятки 2, 5 для установки числа оборотов шпинделя, рукоятка 3 установки числа заходов резьбы и рукоятка 4 установки правой и левой резьбы.




Коробка подач
32 расположена на передней стороне станины под передней бабкой. Она обеспечивает получение необходимой величины подачи инструмента или шага нарезаемой резьбы с помощью рукояток 30, 33. Передача к коробке подач осуществляется от шпинделя через гитару 34 со сменными зубчатыми колесами. Далее движение через ходовой вал 20 (при точении) или ходовой винт 19 (при нарезании резьбы) передается на суппорт.
Гитара 34
предназначена для настройки станка на требуемую величину подачи или шаг нарезаемой резьбы путем установки соответствующих сменных зубчатых колес.
Суппорт
состоит из каретки 8, которая перемещается по направляющим 18 станины, фартука, в котором расположен механизм преобразования вращательного движения ходового вала и ходового винта в прямолинейное движение суппорта, механизма поперечных салазок, механизма резцовых (верхних) салазок, механизма резцедержателя.
Поперечные салазки 9 перемещаются по направляющим продольных салазок при поперечной подаче. На поперечных салазках расположен верхний поворотный суппорт 12 с резцедержателем 10. Верхний суппорт используется при обтачивании конических поверхностей. Для этого его поворачивают на необходимый угол. Подачу суппорта осуществляют рукояткой 13.
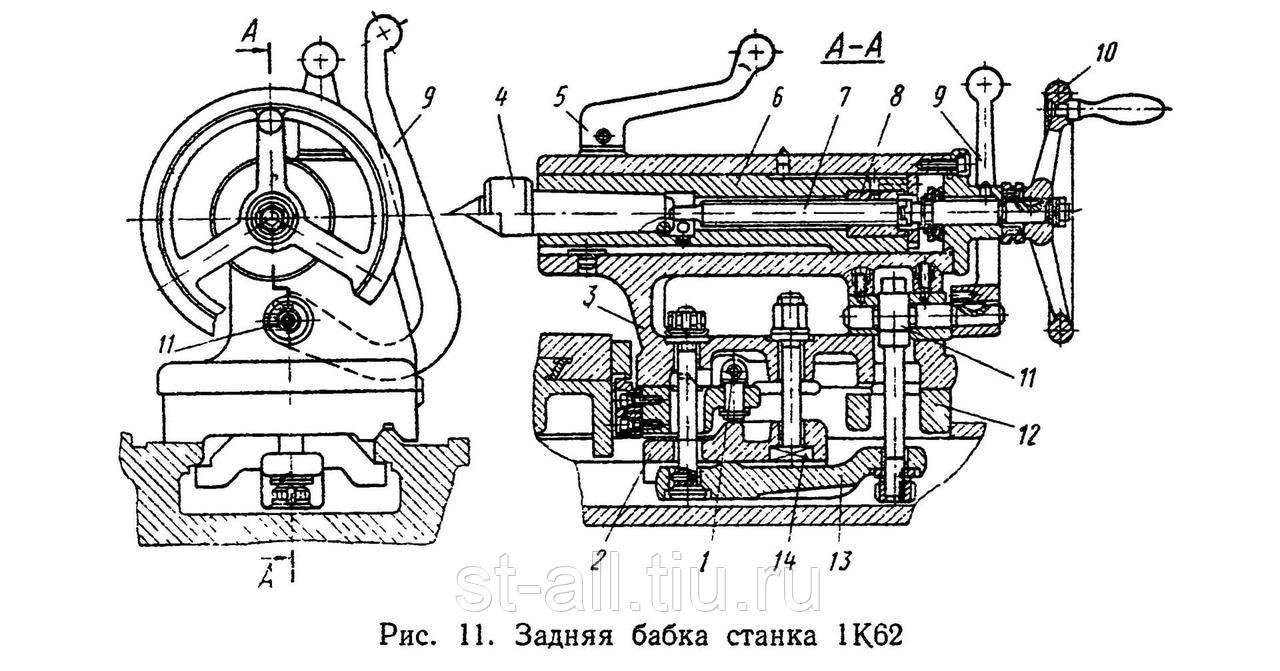
Резцедержатель
10 служит для установки и крепления резцов. Он имеет четыре позиции, что позволяет установить одновременно четыре инструмента и менять их, поворачивая резцедержатель рукояткой 11.Фартук 25 крепится к каретке суппорта. В нем расположен механизм, при помощи которого вращательное движение ходового вала 20 или ходового винта 19 преобразуется в поступательное прямолинейное (продольное или поперечное) движение суппорта. Рукоятка 24 служит для включения маточной гайки (при нарезании резьбы).Задняя бабка 15 служит для поддержания обрабатываемой заготовки при работе в центрах, а также для закрепления сверл и других инструментов при обработке осевых отверстий. Корпус задней бабки установлен на направляющих станины и может по ним перемещаться. В отверстии корпуса имеется пиноль 14, которая выдвигается с помощью маховика 17. Корпус задней бабки смещается относительно ее основания в поперечном направлении, что необходимо при обтачивании наружных конических поверхностей.
Электрооборудование станка размещено в шкафу. Включение и выключение электродвигателя, пуск и остановка станка, управление коробкой скоростей и коробкой подач, управление механизмом фартука и т. д. производится соответствующими органами управления (рукоятками, кнопками, маховичками).
Суппорт
Суппорт токарного станка по металлу предназначается для закрепления резцов, управления ими и для их передвижения по станине. Расположен суппорт на станине токарного станка между передней и задней бабками.
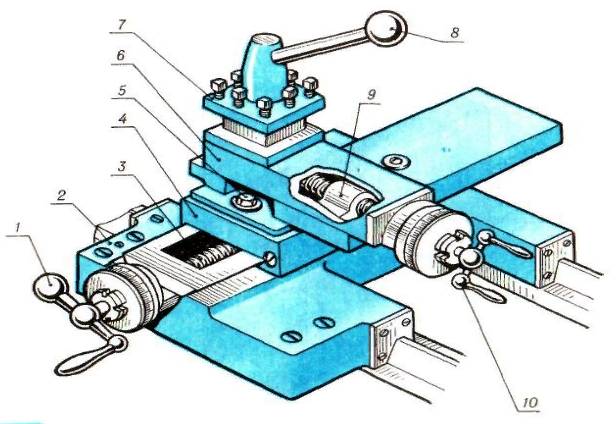
Суппорт токарного станка состоит из:
- Рукоять вала поперечной каретки.
- Продольная каретка.
- Вал поперечного движения.
- Поперечная каретка.
- Болт-фиксатор поворота верхней каретки.
- Верхняя каретка.
- Резцедержатель.
- Рукоять-фиксатор резцедержателя.
- Вал верхней каретки.
- Рукоять движения верхней каретки.
В состав суппорта большинства станков входит фартук, который крепится к нижней плоскости каретки продольного движения и предназначается для выполнения механической подачи резца при обработке заготовки. Конструкция фартука позволяет токарю переключить суппорт с механической подачи на ручную и наоборот.
Фартук суппорта
Для переключения вида работы, токарю достаточно нажать кнопку 3 на фартуке суппорта. Кнопка сдвигает зубчатое колесо ручной подачи, и оно выходит из зацепления с зубчатым колесом червячной передачи. Одновременно шестерня рейки входит в зацепление с зубчатой рейкой, делая плавным вращение рукояти ручной подачи, которую токарь крутит рукой. Суппорт с закрепленным в резцедержателе инструментом, медленно
и плавно движется в сторону вращения рукояти.
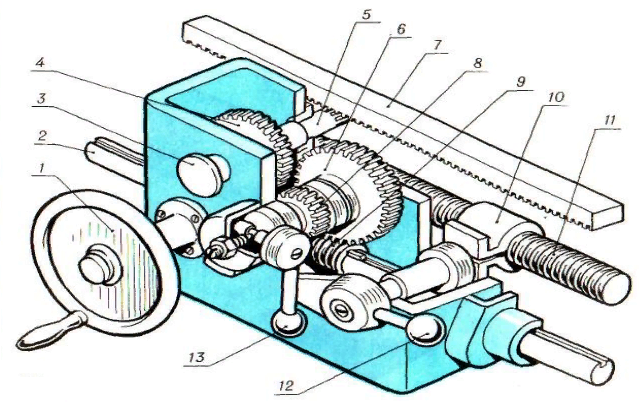
Цифрами обозначены элементы:
- Рукоять подачи вручную.
- Вал «хода» суппорта.
- Кнопка подачи от вала «хода».
- Зубчатое колесо подачи вручную.
- Шестерня рейки.
- Шестерня мехподачи.
- Зубчатая рейка.
- Шестеренка червячной передачи.
- «Червяк».
- Разборная гайка.
- Ходовой винт.
- Рукоять, включающая движение при нарезке резьбы.
- Рычаг включения механической подачи.
При нарезании резьбы токарю необходимо повернуть вниз рукоять 12. При этом на ходовом винте замыкается разборная гайка, и фартук вместе с суппортом начинают двигаться в сторону вращения ходового винта. Движение суппорта, с закрепленным в нем инструментом, за счет вращения ходового винта позволяет сохранить шаг резьбы, создавая продукцию высокого качества.
Изготавливаем фрезерный станок по дереву для домашней мастерской
Фрезерные станки нужны для работы с деревянными фасонными деталями. Они используются для фрезерования поверхностей и обработки профилей. Профессиональное оборудование многофункционально и стоит больших денег, поэтому все больше «самоделок» собирают такое оборудование для мастерских и гаражей самостоятельно.
Небольшой фрезерный станок своими руками
В комплект самодельных фрезеровщиков по дереву входят:
- Механизм привода. Это двигатель, мощность которого варьируется от 1 до 2 кВт. С таким двигателем можно использовать различные инструменты для обработки дерева, не опасаясь поломок.
- Подъемник для регулировки. Обычно он включает в себя корпус, направляющие, каретки, установочный винт и вал с резьбой. Во время работы каретка перемещается вверх и вниз, и требуется винт, чтобы зафиксировать ее до необходимого уровня.
- Служба поддержки. Стол выполнен из массива дерева.
Перед сборкой обязательно составьте подробный чертеж со всеми размерами. Для ручных фрезеровщиков по дереву нужно все продумать заранее до мельчайших деталей.
3D модель стола для ручного станка
Оборудование
Последовательность самостоятельной сборки удобного и практичного деревянного фрезера для домашней мастерской описана в видеоинструкции:
Если вы задумываетесь о покупке собственного оборудования, а не о сборке самостоятельно, то чтобы понять, сколько стоит ручной фрезерный станок по дереву, посмотрите таблицу с моделями и ценами:
| Наименование модели | Характеристики | |
| Фрезерный стол Kraton MT-20-01 | размер площади | 64 х 36 см |
| возможность вертикальной работы | там есть | |
| вес оборудования | 15,7 кг | |
| Фрезерный стол Kraton MT-20-01 | ||
| Фрезерный станок Корвет-83 90830 | мощность двигателя | 750 Вт |
| тип трансмиссии | пояс | |
| скорость вращения шпинделя | 11000 об / мин | |
| вертикальный ход | 2,2 см | |
| диаметр шпинделя | 12,7 мм | |
| Фрезерный станок Корвет-83 90830 |
Делаем фрезерный станок с ЧПУ своими руками
Вы можете изготовить собственное оборудование с ЧПУ своими руками. Для этого подбираем подходящие конструкции фрезерного станка по дереву с ЧПУ. Собирать модель своими руками нужно будет строго по ним.
Фрезерные станки по дереву должны быть очень прочными, поэтому за основу лучше взять прямоугольную балку, закрепленную на направляющих. Срок службы бытовой техники и ее работоспособность зависят от правильной сборки. Посмотрите видеоинструкцию по изготовлению такого устройства:


Ниже представлены фото готовых моделей деревообрабатывающих станков с ЧПУ своими руками из профессиональных «самоделок»:
Мини-дизайн для частного использования
Инструменты для сборки самодельного фрезерного станка
Фрезы для станков по дереву: особенности и разновидности
Фреза должна выдерживать высокие скорости вращения во время работы. Только в этом случае получатся дырочки нужной формы. Все варианты разделены на несколько подгрупп:
Конический. Их используют для обработки разных пород дерева под разными углами.
Примеры различных фрез
- Сложен для работы с четвертями.
- Прямоугольная — для создания бороздок.
- V-образный. Можно сделать отверстия под 45⁰.
- Профиль. Используется для украшения предметов.
- Диск. Нарезаются пазы разного размера.
- Калевочные для скругления краев.
Ниже представлены фото примеры фрезерных станков с ЧПУ по дереву, которые в принципе схожи с обычными, но имеют «хвостик»:
1 из 4
Лучшие токарные станки по дереву
Настольный токарный станок по древесине выполнит операции по обточке, шлифованию, выборке пазов и нанесению резьбы. Спецификой является использование ручных резцов и фасонных приспособлений. Для фиксации рабочего инструмента используется подручник, который устанавливают между передней и задней опорой
Команда проекта VyborExperta.ru предлагает обратить внимание на 4 модели, которые помогут обработать дерево с безупречным качеством. Оборудование отличается хорошим функционалом и надежными электродвигателями, удобным в работе форматом
Энкор Корвет-74
Стационарный токарный станок по дереву для домашней мастерской с мощным электродвигателем. При весе в 77 кг отличается хорошей устойчивостью, что положительно влияет на качество обработки деревянных заготовок. Асинхронный электромотор вращает шпиндель со скоростью от 500 до 2000 об/мин. Расстояние между центрами в 845 мм позволяет обрабатывать балясины и другие габаритные детали. При работе с компактными заготовками используется планшайба.
За плавную регулировку скорости вращения шпинделя отвечает вариатор. Снизить нагрузку на электродвигатель помогает ременная передача. В ассортименте производителя есть копировальное устройство, которое можно приобрести дополнительно для повышения производительности. Для обработки деталей диаметром более 300 мм, передняя бабка имеет поворотную конструкцию.
Достоинства:
- Регулируемый резцедержатель;
- Надежная защита от самопроизвольного пуска;
- Основание в стандартной комплектации;
- Двигатель рассчитан на интенсивную работу;
- Низкая цена.
Недостатки:
Недостаточная мощность мотора для заготовок более 300 мм в диаметре.
Einhell 1000/1
Разработка немецких инженеров привлекла небольшим весом, мощным двигателем и четырехступенчатой коробкой скоростей. Электромотор разгоняет шпиндель до 2600 об/мин. Двигатель рассчитан на интенсивную продолжительную работу, это позволяет использовать станок в небольших мастерских по производству столярных изделий. Двойная рама обеспечивает хорошую устойчивость оборудования.
Габариты станка подходят для заготовок, диаметром до 280 мм. Особенностью конструкции задней бабки является поворотный шпиндель, что упрощает фиксацию детали. Для работы с небольшими заготовками предусмотрена планшайба.
Достоинства:
- Низкая цена;
- Легко регулируется суппорт;
- Упор в комплекте;
- Низкий уровень шума;
- Максимальная длина заготовки 1 метр.
Недостатки:
Греется при интенсивной работе с сырым деревом.
Skrab 57000
Настольный станок с мощным электродвигателем, который раскручивает шпиндель со скоростью 5000 об/мин. Регулировка оборотов бесступенчатая, крутящий момент передается с помощью зубчатой ременной передачи. Оборудование можно использовать для обработки дерева и пластика. Есть возможность подключения фирменного гибкого вала.
Максимальная длина обрабатываемой заготовки 300 мм, диаметр – не более 40 мм. Это делает оборудование привлекательным для моделистов-конструкторов или ювелиров, производителей сувенирной продукции. К координатным столам станок крепится через резиновые опоры, которые снижают вибрацию. Направляющая имеет идеальную поверхность, изготавливается из сплава на основе алюминия, устойчивого к коррозии.
Достоинства:
- Защитный кожух из прочного пластика;
- Низкое энергопотребление;
- Обороты регулируются в автоматическом режиме;
- Рассчитан на интенсивную работу.
Недостатки:
Высокая цена для своего класса.
Record Power DML 305
Настольная модель с двигателем 370 Вт со ступенчатой регулировкой скорости шпинделя. Электромотор рассчитан на продолжительную работу под нагрузкой, а 6 скоростей позволяют решать задачи любой сложности. Это делает оборудование актуальным для профессиональных мастерских. Тяжелая чугунная станина отличается прочностью, обеспечивает хорошую устойчивость в паре с двумя массивными опорами.
Шпиндель задней бабки имеет фиксатор со шкалой деления. Это гарантирует точность настройки. Переключение скоростей выполняется с помощью эргономичных шкивов, доступ к которым очень удобный. Модель рассчитана на обработку деталей, длиной 393 мм, но есть возможность приобрести удлинитель станины для заготовок до 1 метра.
Достоинства:
- Качество сборки;
- Диаметр заготовок до 305 мм;
- Хорошая комплектация;
- Широкий выбор дополнительных опций;
- Стабильная работа под нагрузкой.
Недостатки:
- Завышенная цена;
- Нет функции поворота передней бабки.
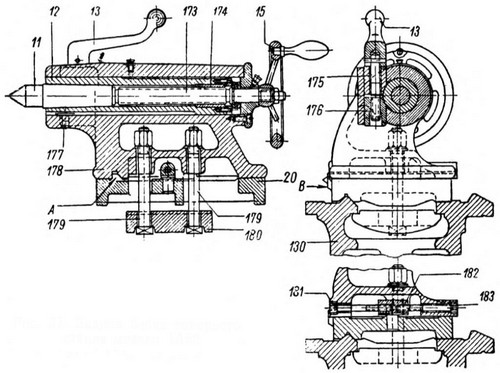
Регулировка и ремонт задней бабки
Первоначальная регулировка данного элемента производиться специалистами на заводе. Длительная эксплуатация приводит к нарушению этих регулировок. Это ухудшает показатели точности обработки. Поэтому необходимо периодически проводить регулировку. Она направлена на возвращение параметров узла в исходное положение. Регулировка включат следующие операции:
- величины люфта образовавшегося между направляющими станины и основанием узла;
- минимальных зазоров в передних и задних подшипниках крепления пиноли (для моделей у которых пиноль вращается);
- устранение возникшего смещения центра относительно шпинделя.
Для проверки в шпинделе зажимают стальной вал диаметром, например 100 мм и длиной около 500 мм. С другой стороны его зажимают пинолью. Величина выбранного вала зависит от характеристик станка. На направляющих станины устанавливают специальную стойку, снабжённую индикаторной головкой. Её перемещают вдоль установленной болванки и производят измерения параметра смещения. При необходимости производят регулировку положения центра упора.

Периодичность проверки, порядок регулировки указаны в паспорте каждого станка. Опыт профессионалов показывает, что целесообразно проводить такие проверки один раз в полгода. Нарушение параметров, выход из строя превращает агрегат в токарный станок без задней балки. Проведение плановых профилактических осмотров на предприятиях проводят опытные наладчики. Они могут квалифицированно определить изменение параметров и появившиеся неисправности.
После проверки может возникнуть необходимость на проведение восстановительных или ремонтных работ. Ремонт задней бабки токарного станка позволяет устранить неисправности и восстановить следующие параметры:
- точность стыковки станины с корпусом узла;
- высоту расположения шпинделя и пиноли.
Ремонт этого узла предполагает проведение работ над пинолью, винтом подачи, механизмов крепления.
Самым трудоёмким считается восстановление точности отверстия, в котором закреплена пиноль. От этого зависит центровка со шпинделем. Основным способом ремонта является расточка с последующей доводкой. При окончательной установке применяют акрилопласты, например, стиракрил марки ТШ. Этими материалами устанавливают высоту расположения центра упора и точность посадки. Подобный способ ремонта менее затратен, чем расточка и изготовление новой пиноли.
Ремонт пиноли производят шлифовкой наружной поверхности. Чтобы восстановить конусное отверстие применяют специальную втулку. Сложность такого ремонта заключается в том, что наружная поверхность цилиндрическая, а внутренняя коническая. Трудность обработки связана с прочностью материала упора. Она изготовлена из легированной стали с последующим закаливанием. Это значительно повышает твёрдость.
После долгой эксплуатации приходиться проводить ремонт отверстий, в которых находятся подшипники. Наиболее эффективным считается замена корпусов на новые. После замены производят подгонку внутреннего диаметра каждого подшипника. Окончательно проверяют наличие радиального биения. Оно должно быть нулевым.
Восстановление отверстия, в котором расположен узел, предполагает следующую последовательность действий:
- Расточка отверстия, в котором будет расположена пиноль. Это увеличивает начальный диаметр на 3 мм. Поэтому необходимо соблюдать точность обработки, конусность и овальность.
- В переднюю бабку устанавливают заранее изготовленную оправку. Её внешний диаметр соответствует внутреннему диаметру расточенного отверстия.
- Вращением шпинделя в передней бабке проверяют величину биения оправки. С помощью этой операции устанавливают центры высот обеих бабок.
- Производят герметизацию отверстий под пиноль и её крепление.
- В залитое акрилопластом отверстие помещают пиноль.
- Дают высохнуть конструкции в течение двух часов.
- Затем ещё раз проверяют все параметры.

Длительная эксплуатация токарного станка по металлу предполагает проведение периодического осмотра, ремонтных и восстановительных работ с последующей детальной настройкой. Качественно проведенный ремонт повышается надёжность, точность обработки и безопасность.
Если вы нашли ошибку, пожалуйста, выделите фрагмент текста и нажмите Ctrl+Enter.





