

Лучший сверлильный станок для алюминиевого профиля

OMERSAN KDM-201 представляет собой высокопроизводительный универсальный станок для работы с алюминиевым профилем. Характеристики:
- рабочая мощность сверлильного узла− 400 Вт;
- скорость сверлильного узла − 2500 об/мин;
- количество электроприводов – 1 шт;
- мощность основного узла – 1100 Вт;
- скорость – 3000 об/мин;
- в основном узле находится отрезной диск по алюминию;
- количество отрезных дисков – 1 шт;
- габариты – 65*50*80 см;
- масса – 31 кг.
Плюсы:
- полностью обрабатывает заготовки из алюминиевого профиля, 1 деталь за один раз;
- обработка под углом 90 и 45 градусов;
- эргономичный корпус;
- небольшие размеры и обтекаемый корпус позволяют установить агрегат на любом производстве;
- высокая скорость производственных циклов.

Минусы:
- высокая стоимость;
- управление требует особых знаний;
- работа только с алюминиевыми профилями.
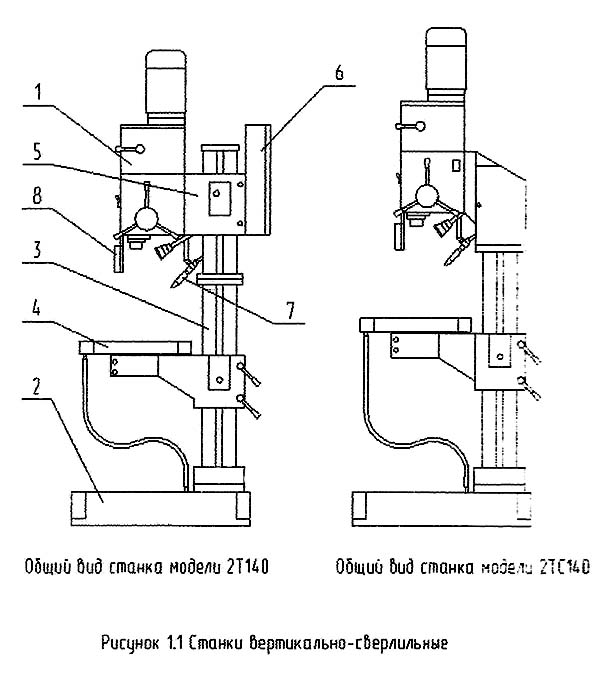
Вертикально-сверлильные станки
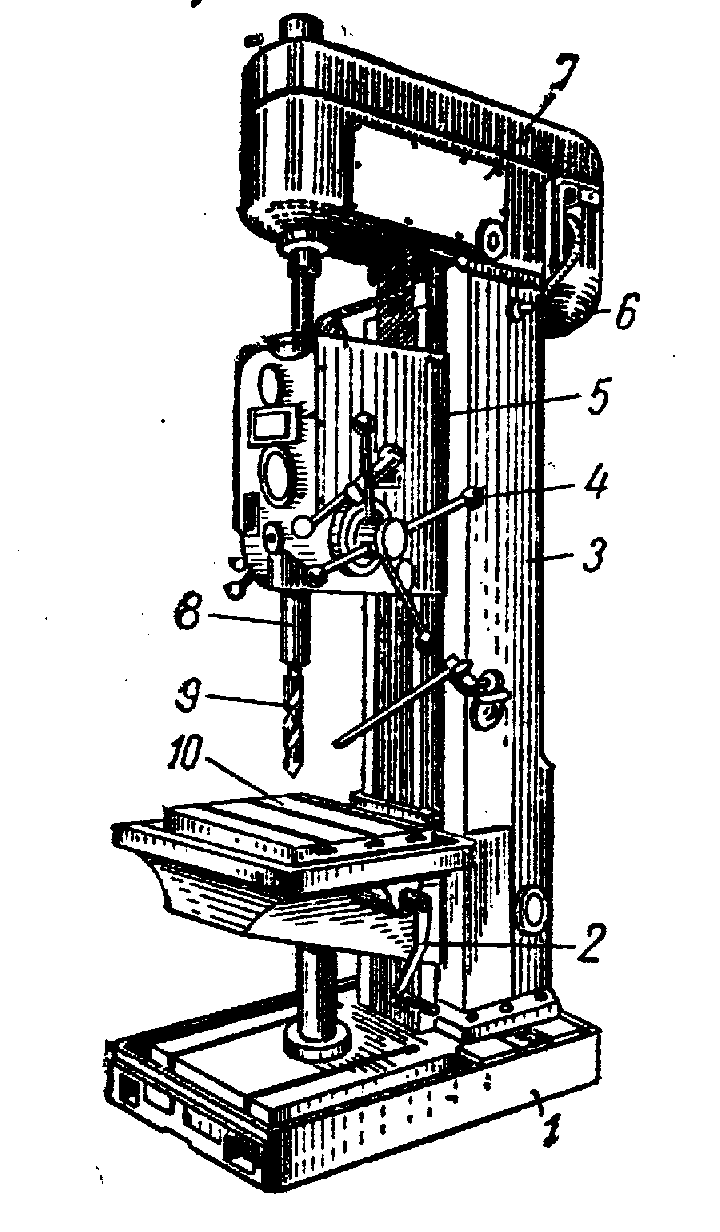
Вертикально-сверлильный станок МН25Л предназначен для выполнения различных сверлильных работ: сверления, рассверливания, зенкерования, развертывания. На станке допускается нарезание резьбы с ручным управлением реверсирования шпинделя. Вертикально-сверлильный станок МН25Л рассчитан для использования в условиях мелкосерийного и серийного производства. На станке можно обрабатывать детали, устанавливаемые как на столе, так и на фундаментной плите. Наличие круглого поворотного стола позволяет обрабатывать отверстия в деталях без их перемещения по столу (либо с незначительным перемещением), что значительно облегчает обслуживание станка.
Характеристики Комлект поставки
| ПАРАМЕТР | ЗНАЧЕНИЕ |
| Максимальный диаметр сверления, мм. | 25( сталь); 30(чугун); |
| Конус шпинделя | Морзе ЗАТ6 |
| Наибольшее перемещение шпиндельной головки, мм. | 215 |
| Расстояние от оси шпинделя до колонны, мм. | 250 |
| Ход шпинделя, мм. | 150 |
| Расстояние от торца шпинделя до стола, мм. | 700 |
| Наибольшее расстояние от торца шпинделя до плиты, мм. | 845 — 1 060 |
| Диаметр рабочей поверхности стола (фланца шпинделя изделия), мм. | 400 |
| Наибольшее вертикальное перемещение стола, мм. | 525 |
| Размер рабочей поверхности плиты, мм. | 500 x 500 |
| Количество скоростей вращения шпинделя | 9 |
| Диапазон частот вращения шпинделя, об./мин. | 90 -1 400 |
| Количество подач шпинделя | 3 |
| Диапазон подач шпинделя, мм./об. | 0,1 — 0,3 |
| Мощность привода главного движения, кВт | 1,5 |
| Напряжение питания, В | 380 |
| Габаритные размеры (LxBxH), мм. | 770 x 780 x 2 285 |
| Масса, кг. | 670 |
КОМПЛЕКТ ПОСТАВКИ: — Оправка для сверлильного партрона 6039-4028-0013 — 1 шт. — Клин 7851-0012 — 1 шт. — Клин 7851-0013 — 1 шт. — 2Н118.10.45 Кривошип — 1 шт. — Ключ гаечный двухсторонний 7811-0025 С2 Хим.окс.прм. — 1 шт.(22х24) — Ключ 7812-0374 40Х Хим.окс.прм. — 1 шт.(S=5) — Ключ 7812-0378 40Х Хим.окс.прм. — 1 шт.(S=10) — Отвертка крестообразная — 1шт. — Ключ замка электрошкафа — 1шт. ДОПОЛНИТЕЛЬНАЯ ОСНАСТКА (поставляется за отдельную плату): — Патрон сверлильный 6150-4029-03 или 6150-4029-04; — Тиски станочные чугунные поворотные 7200-0215-02; — Патрон резьбонарезной (М4…М12) 6162-4003-01; — Патрон резьбонарезной 6162-4003-02 (М14…М24); — Комплект предохранительных головок (для патрона резьбонарезного 6162-4003): -головка 6251-4002 (М3); -головка 6251-4002М-01 (М4); -головка 6251-4002М-02 (М5); -головка 6251-4002М-03 (М6-М8); -головка 6251-4002М-04 (М8-М10); -головка 6251-4002М-05 (М10); -головка 6251-4002М-06 (М12); — Комплект предохранительных головок (для патрона резьбонарезного 6162-4003-02): -головка 6251-4002М-07 (М14); -головка 6251-4002М-08 (М16); -головка 6251-4002М-09 (М18-М20); -головка 6251-4002М-10 (М22); -головка 6251-4002М-11 (М24).
Электрооборудование и электрическая схема сверлильного станка 2Б118
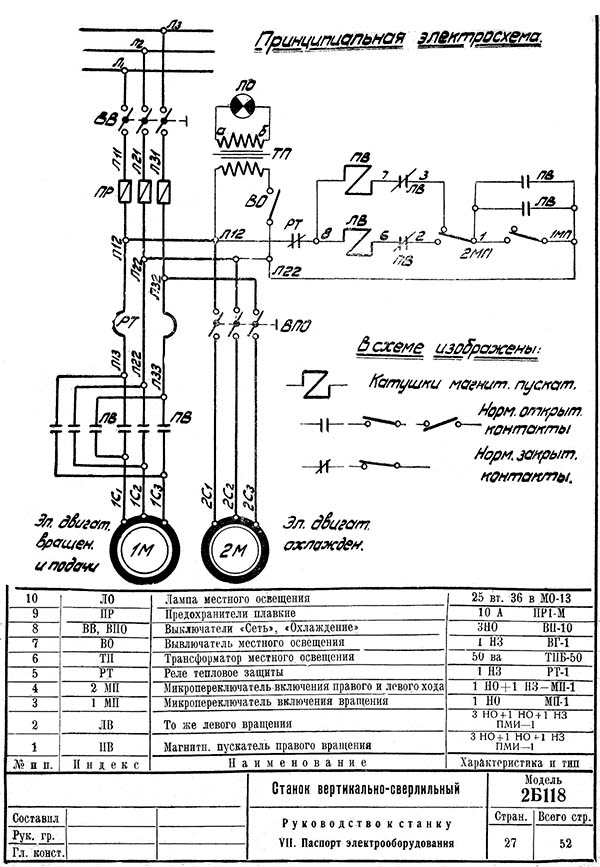
Электрическая схема сверлильного станка 2Б118
Электрооборудование станка состоит из следующих узлов:
- Электродвигателя вращения и рабочей подачи 1,7 кВт;
- Электронасоса охлаждения производительностью 22 л/мин 0,125 кВт;
- Пусковой аппаратуры, состоящей из 2-х пакетных выключателей и 2-х магнитных пускателей;
- Командной аппаратуры, состоящей из двух микропереключателей;
- Защитной аппаратуры, состоящей из плавких предохраните лей и теплового реле;
- Аппаратуры местного освещения, состоящей из понижающего трансформатора, однополюсного выключателя, кронштейна и лампы 36 В.
Вся пусковая и защитная аппаратура смонтирована в нише колонны на крышке. Проводка выполнена в металлорукавах, частично идущих внутри колонны.
Командоаппараты расположены с левой стороны кронштейна и управляются от рукоятки.
Аппараты ручного управления имеют выведенные наружу изолированные ручки или штифты.
Описание работы электросхемы
- 1. Поворотом выключателя „сеть” в положение „включено” подается напряжение на пусковую и защитную аппаратуру. Если необходимо охлаждение, то выключатель „охлаждение” ставится в положение „Включено”
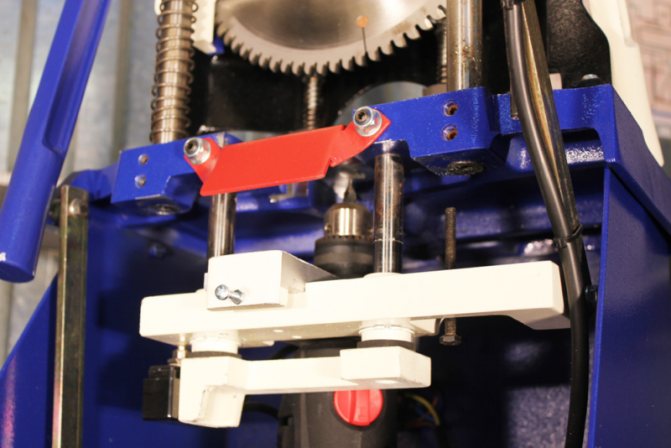
- 2. Поворотом рукоятки в положение „Вправо” включается пускатель ПВ, катушка которого получает питание по цепи Л22—1-3-7-8—Л сначала через 1 МП, а затем через блок-контакты ЛБЛ20—1. Механическая часть электроуправления работает следующим образом: (см. рис. 7) вместе с рукояткой (1) поворачивается переключатель (2), который через шарик ведет сектор (3). Верхний шарик попадает в цековку сектора, освобождая пружину (4) и микропереключатель 2 МП. При дальнейшем повороте переключателя (2) и его скос нажимает на нижний шарик, отжимающий пружину (5). В результате этого замыкаются контакты 1 МП, происходит включение пускателя ПВ. При отпускании рукоятки переключатель (2) под действием фиксатора несколько отходит назад, освобождая 1 МП, но пускатель ПВ будет питаться через контакты ПВ.
- 3. Для останова рукоятка переводится в положение „Стоп”. При этом переключатель через шарик ведет за собой сектор (3) верхний шарик выходит из цековки и через пружину (4) нажимает на 2 МП, контакты которого 1-3 размыкаются, отключая ПВ. Поворот сектора ограничен стопорным винтом (6).
- 4. Для включения левого вращения рукоятка переводится в положение „Влево”. Сектор (3) повернут против часовой стрелки до упора в стопор (6), микропереключатель 2 МП нажат. Воздействие скоса переключателя через пружину и шарик на 1 МП вызывает включение ЛВ по цепи Л22—1-2-6-8—Л12В по цепи Л.
- 5. Стоп из этого положения получается за счет того, что при обратном движении рукоятки переключатель (2) через шарик ведет сектор (3),который поворачивается по часовой стрелке до упора в стопор (6). В этот момент верхний шарик попадает в цековку сектора (6). Вследствие этого пружина перестает воздействовать на 2 МП, контакты которого 1-2 размыкаются, вызывая отключение пускателя ЛВ.
- 6. Таким образом включение пускателей осуществляется микропереключателем 1 МП при пережиме рукоятки в любое крайнее положение с последующим освобождением 1 МП за счет фиксатора. Этим самым осуществляется нулевая защита. Отключение пускателей осуществляется за счет 2 МП, который срабатывает при движении рукоятки в положение „Стоп”. Следует отметить, что срабатывание 2 МП происходит вначале движения рукоятки и заканчивается при повороте рукоятки из крайних положений через 8—10 градусов. При общем повороте рукоятки на 60 градусов остальные 50 градусов соответствуют положению „Стоп”, что обеспечивает большую надежность отключения, вращения.
- 7. Местное освещение, питаемое с напряжением 36 в. имеет свой выключатель, установленный на крышке шкафа.
- 8. Защита. Схемой предусмотрена защита от коротких замыканий,: от перегрузки и нулевая защита.
- 9. Станок должен быть заземлен, согласно существующим правилам и нормам. Колонна станка имеет для этого специальный болт с двумя шайбами.
- 10. Уход за электрооборудованием — согласно типовым инструкциям в зависимости от окружающей среды.
Сверлильный инструмент
Чтобы закрепить режущий инструмент (сверла, развертки, зенкера, метчики) используют специальные патроны и промежуточные приспособления, а если позволяют размеры инструмента, то устанавливают непосредственно в шпиндель.
Посадочные отверстия шпинделей станков стандартизированы. Как правило, они имеют коническую форму (конус Морзе).
Если конус хвостовика режущего инструмента имеет отличный конус от конуса шпинделя вертикально-сверлильного станка, то применяют переходные втулки. Например, сверло крепится во втулке, а втулка в посадочном гнезде шпинделя. При необходимости закрепить цилиндрическое сверло, то используют разрезные втулки: внутри они имеют цилиндрическое отверстие, снаружи – коническое.
Сверлильные патроны более универсальные, т.к. в них легче и быстрее закрепить режущий инструмент, а если они быстрозажимные, то это сокращает еще и время.
Станки радиально-сверлильной группы

Радиально-сверлильный станок Z3050
Радиально-сверлильные станки используются для обработки единичных отверстий или отверстий, расположенных группами, на заготовках со значительными габаритами и массой.
Операции, выполняемые на радиально-сверлильных станках:
- Сверление сквозных и глухих отверстий.
- Рассверливание и растачивание (при использовании расточной головки) отверстий.
- Нарезание резьбы метчиком.
- Зенкерование отверстий с получением более высоких классов чистоты и точности обработки поверхности отверстий.
- Зенкование, необходимое для формирования конических и цилиндрических технологических углублений под головки болтов, винтов и т.д.
- Развертывание конических и цилиндрических отверстий, необходимое для получения нужной точности и шероховатости поверхностей.
- Раскатка и хонингование поверхности отверстия (с помощью раскатных и хонинговальных головок).
- Подрезание торцов бобышек для обеспечения поверхности, перпендикулярной оси отверстия.
Использование специнструмента, оправок и приспособлений повышает производительность сверлильных станков, расширяет диапазон возможных операций, позволяя выполнять характерные, например, для расточных станков: производить вытачивание внутренних канавок, вырезание из листового материала деталей в форме круга.
Согласно классификации металлорежущего оборудования по ГОСТ 8-82, радиальные сверлильные станки относятся к классу К1 (нормальная точность Н), что соответствует требованиям к станкам общего назначения в современной мировой практике металлообработки.
Классификация
Есть несколько основных признаков, по которым классифицируются сверлильные станки.
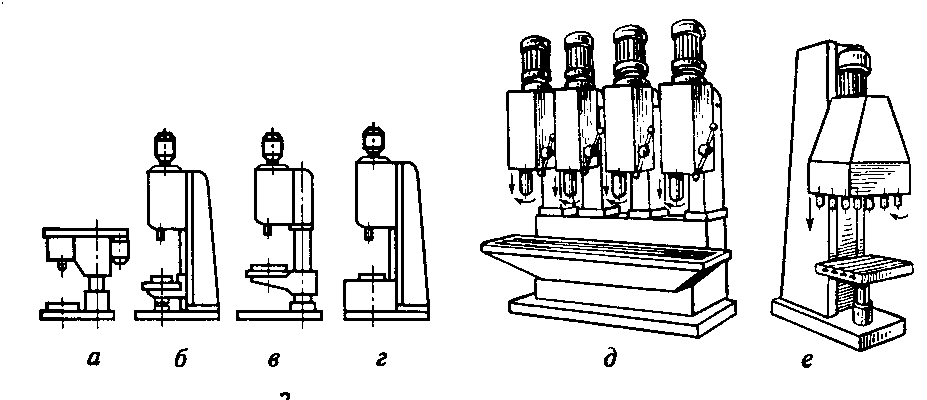
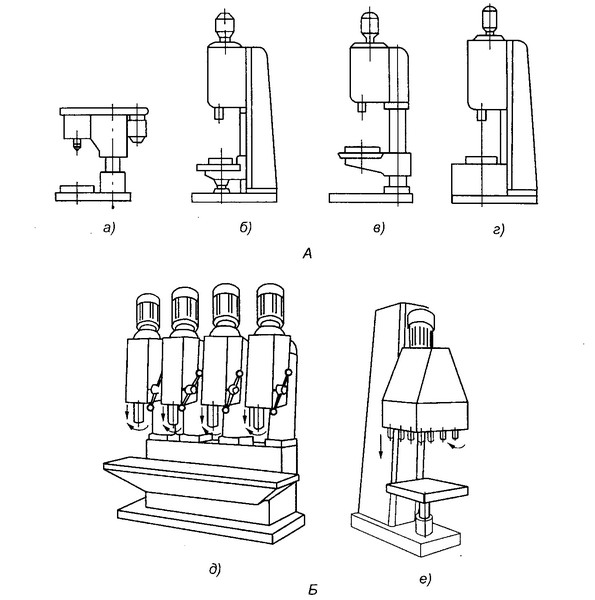
1. По количеству шпинделей:
- одношпиндельные;
- двухшпиндельные;
- многошпиндельные;
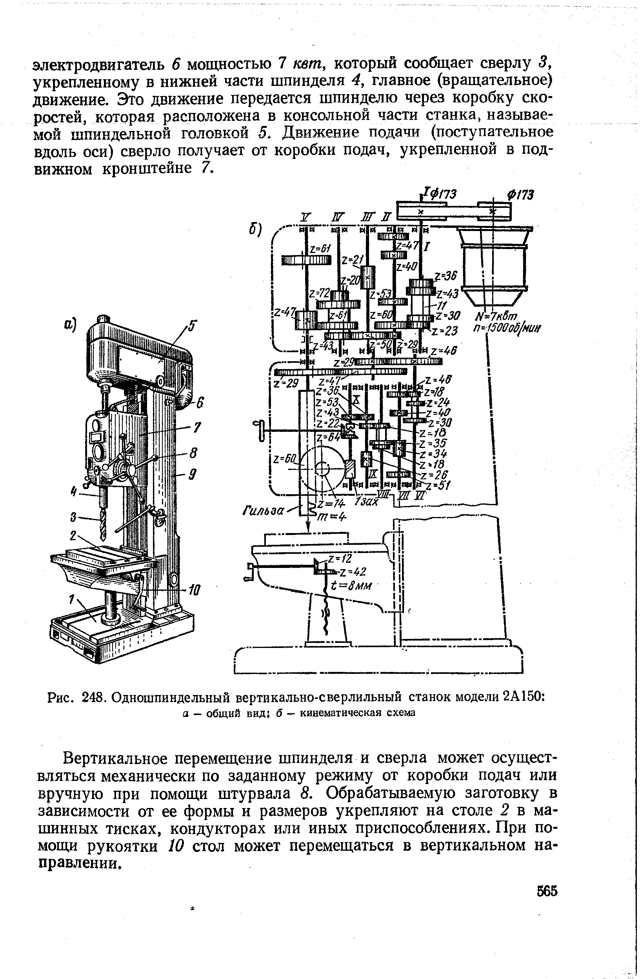
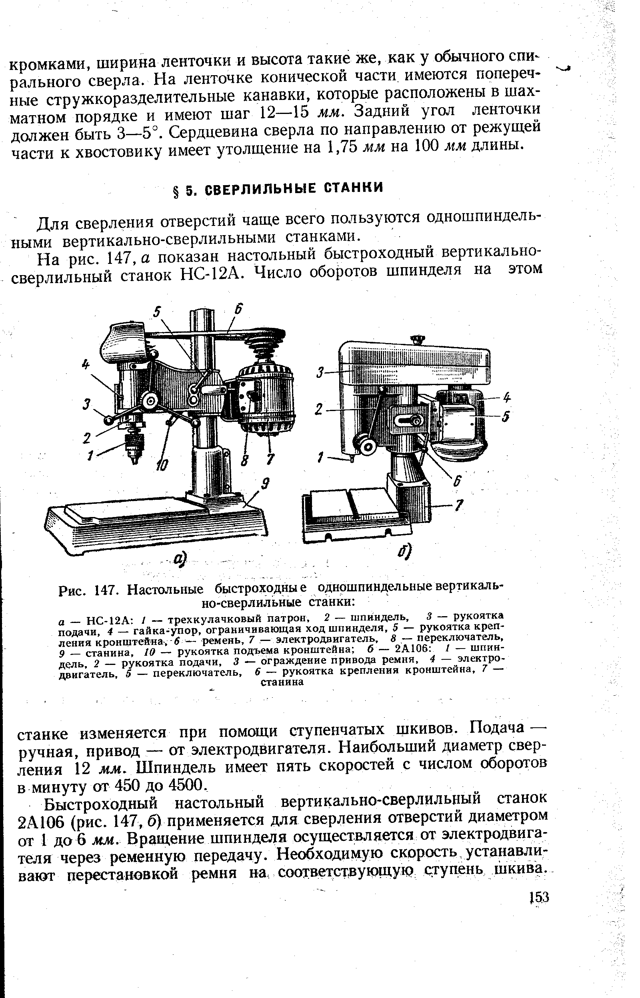
Одношпиндельные станки (рис. 1) наиболее распространены. Служат как в мелкосерийном, так и крупном производстве. Как правило, такими станками оснащаются и небольшие ремонтные предприятия.

Рисунок 1. Одношпиндельный сверлильный станок.
Рисунок 1. Одношпиндельный сверлильный станок.
Двухшпиндельные сверлильные станки (рис. 2) служат для одновременной обработки двух одинаковых деталей или одной детали с симметричным расположением отверстий. Сегодня широкое распространение получили двухшпиндельные станки с ЧПУ благодаря высокой производительности.
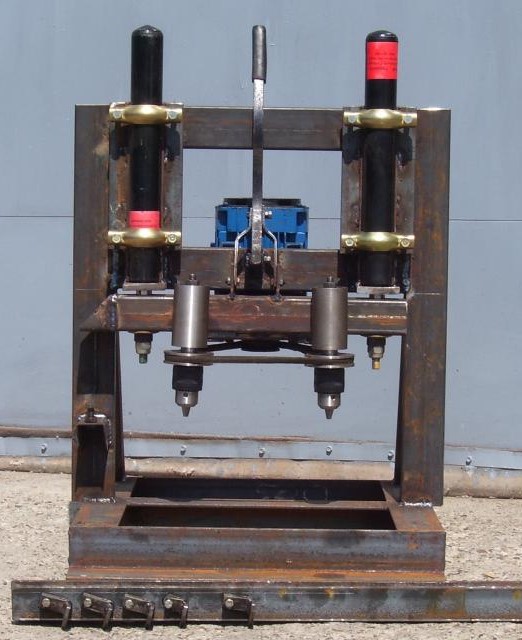
Рисунок 2. Двухшпиндельный сверлильный станок
Рисунок 2. Двухшпиндельный сверлильный станок
Многошпиндельные станки (рис. 3) представляют собой целые сверлильные комплексы. Управляются программно. Часто применяются в электротехнической промышленности или поточном производстве. В большинстве случаев изготавливаются на заказ.
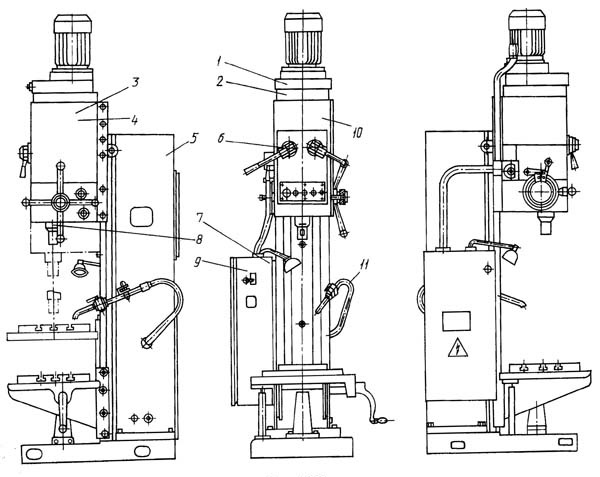

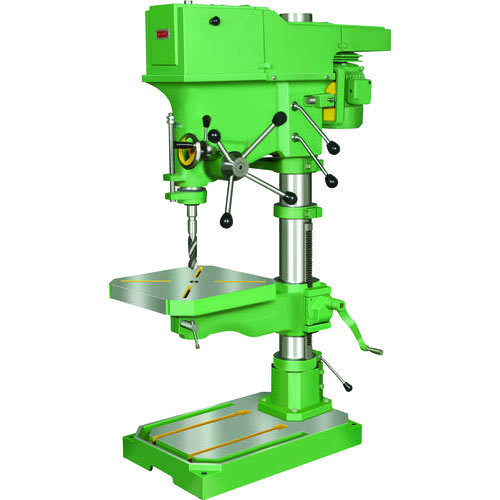


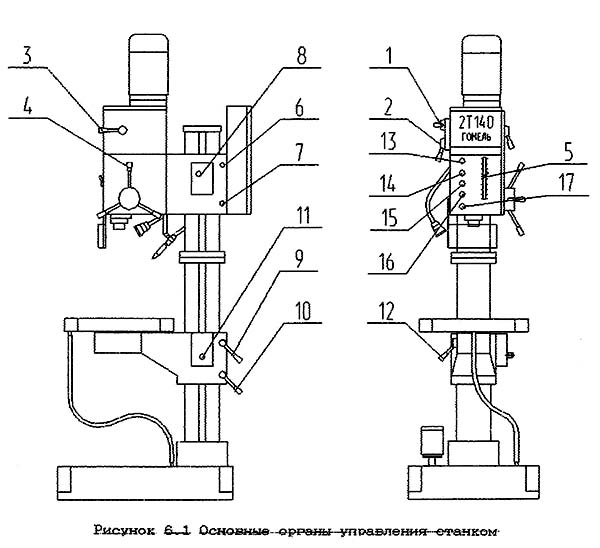

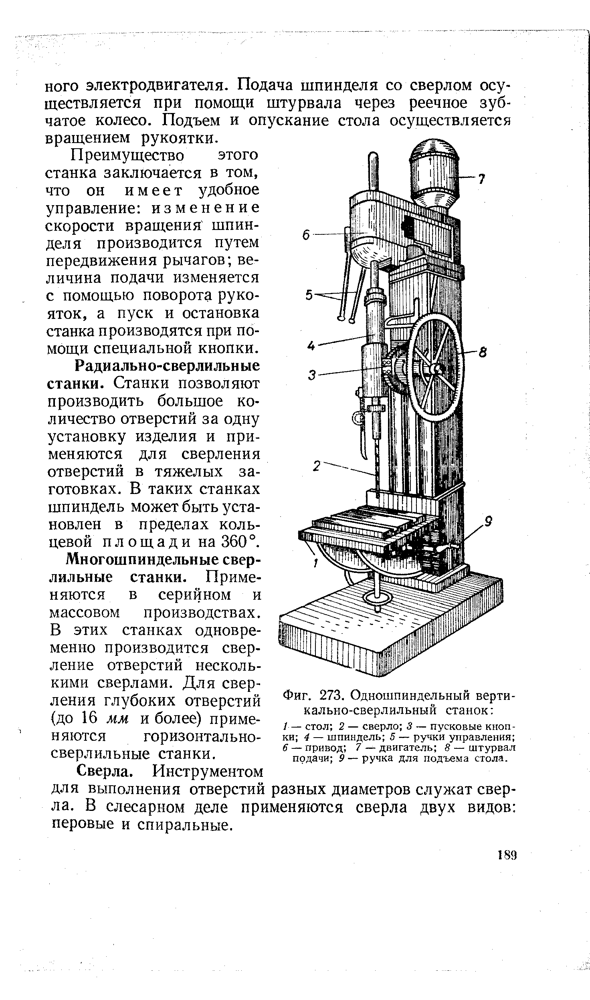
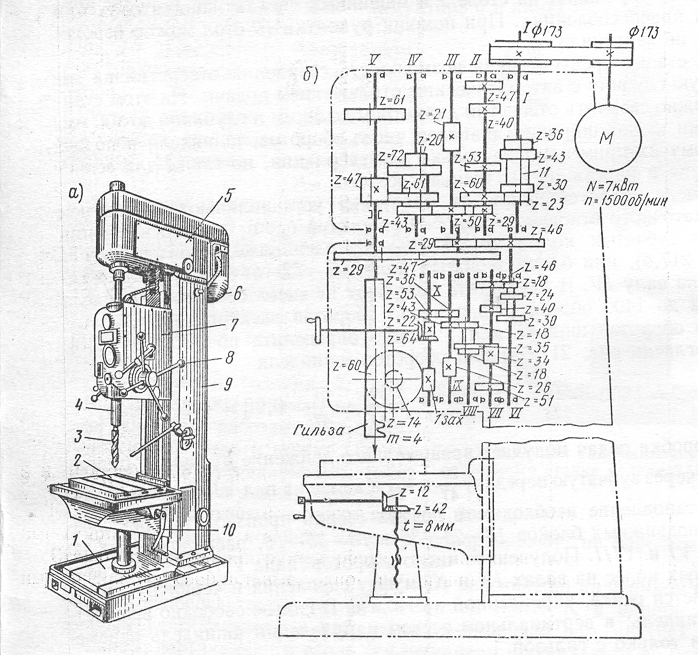
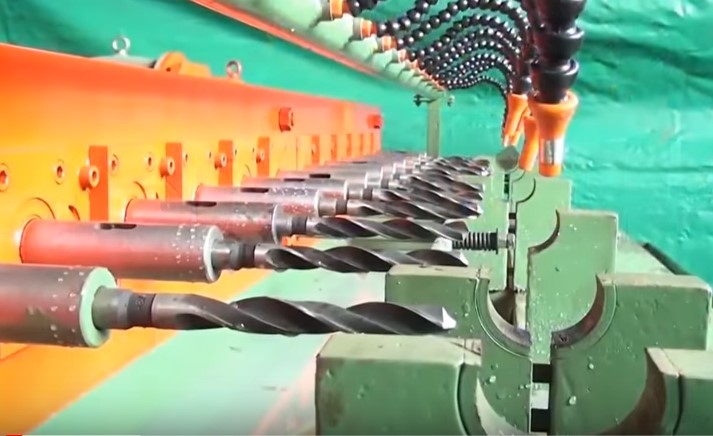
Рисунок 3. Многошпиндельные сверлильные станки.
Рисунок 3. Многошпиндельные сверлильные станки.
2. По направлению основной подачи:
- вертикально-сверлильные;
- горизонтально-сверлильные;
- радиально-сверлильные.
Вертикально-сверлильный станок – классический вариант. Подавляющее большинство сверлильных станков выполнено именно по такой схеме. Обусловлено это удобством самого процесса сверления, когда подача осуществляется в вертикальной плоскости.
В горизонтально-сверлильном станке основная подача осуществляется в горизонтальной плоскости. У этих станков, как правило, более разнообразные технологические возможности. Часто станки этой группы используются для растачивания, подрезания кромок, горизонтального фрезерования и других металлорежущих операций.
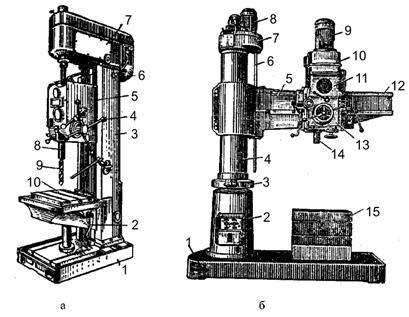
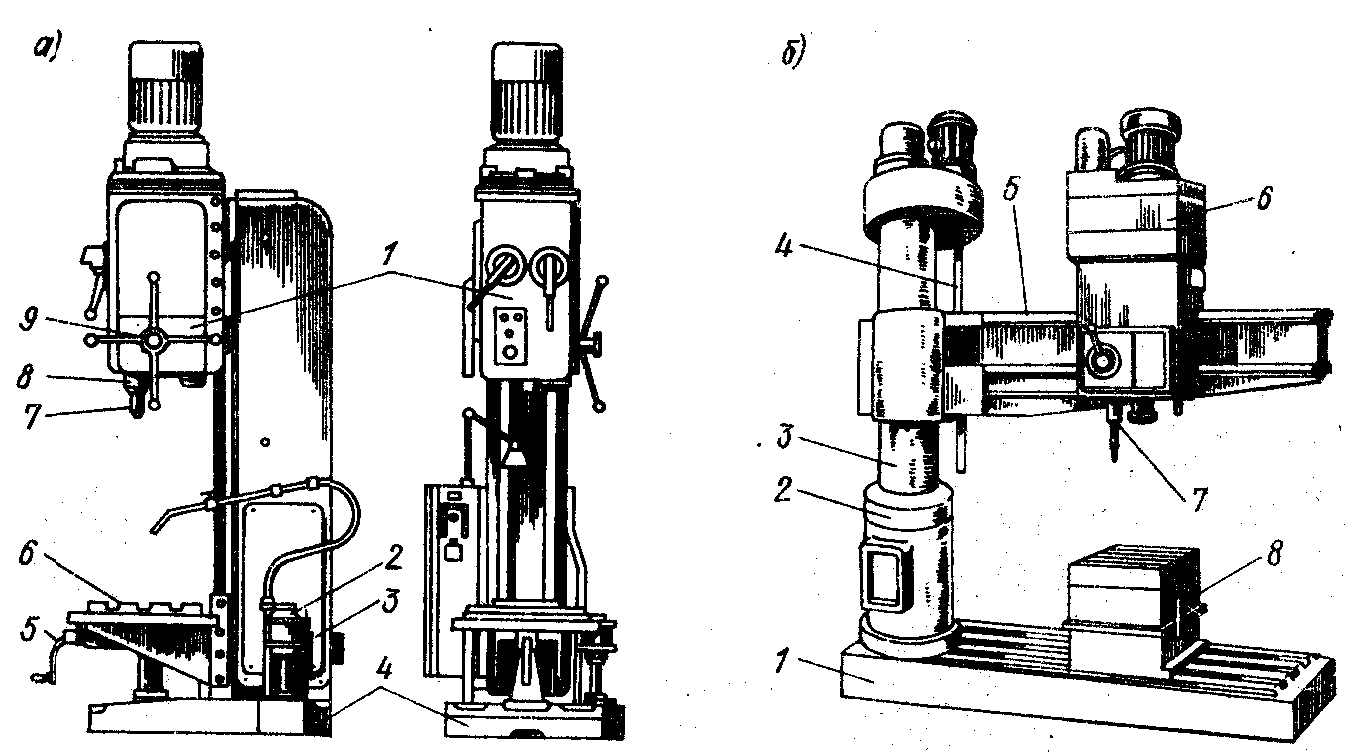
Радиально-сверлильные станки (рис. 4) оснащаются подвижной сверлильной головкой с возможностью поворота в одной или нескольких плоскостях, что позволяет проделывать отверстия в заготовке под углом без ее перестановки.

Рисунок 4. Радиально-сверлильный станок.
Рисунок 4. Радиально-сверлильный станок.
3. По типу управления:
- с ручным управлением;
- с полуавтоматическим управлением;
- с числовым программным управлением (ЧПУ).
Станки с ручным управлением применяются в условиях мелкого или ремонтного производства, где выпуск деталей не поставлен на конвейер.
Станки с полуавтоматическим управлением, как правило, отличаются от ручных автоматизацией рабочего движения. Единожды настраивается частота вращения шпинделя, скорость подачи и глубина сверления. Работа оператора сводится к контролю над процессом обработки и подаче заготовок.
В сверлильных станках с числовым программным обеспечением (рис. 5) процесс сверления автоматизирован. Изначально создается программа, согласно которой поэтапно обрабатывается деталь.

Рисунок 5. Сверлильный станок с ЧПУ.
Рисунок 5. Сверлильный станок с ЧПУ.
4. По типу сверлильной головки:
- стандартная однопатронная;
- револьверная (рис. 5).

Рисунок 5. Револьверная головка сверлильного станка.
Рисунок 5. Револьверная головка сверлильного станка.
Также сверлильные станки классифицируются по следующим параметрам:
- мощность приводных электродвигателей;
- максимальные габаритные размеры обрабатываемой детали;
- максимальный диметр хвостовика закрепляемого сверла;
ЧПУ: классификация и пояснения
ЧПУ сегодня в станках используется повсеместно, с той лишь оговоркой, что строго по технологическим нуждам: если есть возможность выполнить деталь, при этом нет требований по сверхточности ее исполнения, можно просто пригласить на работу опытного мастера, который выполнит ее на привычном ручном станке.
Хотя для работы дома (для ювелиров, художников по дереву и металлу) встречается миниатюрный настольный станок, но не менее профессиональный и надежный.
Видео:
Так что цена и вопрос уместности хоть и банальны, но насущны. Технологически систему ЧПУ можно поделить на 2 группы:
- Позиционная: сверло и заготовка движутся прерывисто – точка за точкой. При этом позиции находятся либо далеко (скажем, при растачивании и сверлении), либо близко друг от друга (как при точении и фрезеровании);
- Непрерывное перемещение: контурная работа в одно движение.
Позиционная система ЧПУ – самый простой вид управления, только используется в основном в сверлильных и координатно-расточных станках, где не требуется фигурное движение – только по прямой.
Прямоугольная система ЧПУ перемещает сверло по очереди вдоль конкретной оси координат, при этом скорость перемещения задана самой программой.
Такая система используется также ограниченно (сравнительно) на заготовках, которые можно класть параллельно к осям координат (точение, фрезерование).
Формообразующая ЧПУ
Об этом типе ЧПУ нужно сказать отдельно. Это более продвинутый вариант позиционирования и работы в целом, так как инструмент движется по двум координатам и более, что позволяет выполнять обработку заготовок любой формы.
Интерполятор одновременно выдает координаты в трехмерном пространстве в виде определенного числа приводов подач. Сегодня все больше выпускается станков именно с формообразующей ЧПУ.
Видео:



Да, они дороги, но такое профессиональное оборудование быстро окупается, так как позволяет производить сложнейшие детали, которые стоят недешево.
Но даже такой инновационный станок может предложить выбор опций: 2D и 3D формообразование.
2D формообразование управляется по двум осям координат, значит можно перемещать сверло по дуге и прямой линии. Частный вариант этого типа – 2½D формообразование.
Сверло движется уже по 3 осям координат, но разница в том плане, что управляемыми являются всего 2 оси, а третья служит для установки, подвода и отвода инструмента.
После исполнения команды на движение в некой плоскости, система может перейти на движение в другой.
Такая система ЧПУ используется в простых станках, которые оснащены шаговым приводом подачи.
Что примечательно, обрабатывать на станке можно сложные контуры и поверхности, но объемная деталь обрабатывается послойно в конкретной вертикальной или горизонтальной плоскости, а не непрерывно.
3D формообразование – венец станкостроения, который производит высокоточные детали, причем с гладкой поверхностью.
Видео:
Инструмент станка движется сразу по 3 осям, а значит можно обработать любой пространственный контур непрерывно. По большей части используется метод фрезерования, чем сверления.
Впрочем, если станок универсальный, да еще и с 3D, то он выполнит любую деталь, не говоря уже про обычное сверление. Цена на такой агрегат достигает порой нескольких тысяч евро.
4 Магнитный сверлильный станок – настольный и мобильный
Сейчас большую популярность обретает магнитный сверлильный станок – компактный агрегат, который ставят и крепят на верстак (горизонтально-сверлильные станки) либо на обрабатываемую конструкцию или непосредственно на деталь (вертикальный) посредством специальной магнитной подошвы. Такой магнитный сверлильный станок используется для выполнения глубоких и больших по диаметру отверстий в строительном оборудовании, в крупногабаритной производственной технике и машинах, в стальных и металлических конструкциях.
Современный магнитный сверлильный станок можно подвезти к большой конструкции, которую нецелесообразно или же нереально передвинуть, и выполнить с его помощью все запланированные операции обработки. По сути, данные установки не имеют альтернативы в тех случаях, когда сверление производится не в цехах, а в полевых условиях. Так, например, магнитный сверлильный станок незаменим для: судостроительных компаний; при прокладке различных трубопроводов и других сетей; при возведении мостов и иных масштабных конструкций.
Магнитный сверлильный станок крепится к металлическим парамагнитным поверхностям девяти и более миллиметров толщиной, иначе он держаться не будет. При малой толщине допускается подкладывать под заготовку лист стали. Так как станок с магнитной подошвой – это современное оборудование, по большому счету даже инновационное, оно имеет электронные управляющие комплексы, которые автоматизируют выполнение работ и не дают дорогой установке выходить из строя из-за небрежности рабочего.
Магнитный сверлильный станок описывается следующими важными показателями:
- сила (прижимная) магнита: в некоторых агрегатах она достигает величины в 26 тысяч ньютон;
- скорость шпинделя: магнитный сверлильный станок способен просверлить без риска поломки очень крупные отверстия (до нескольких десятков сантиметров), так как он оснащается понижающим обороты редуктором;
- мощность: чем она выше, тем больше у агрегата производительность, понятно, что маломощный мини-сверлильный станок имеет малую производительность, а оборудование с мощностью порядка 1800 Вт способно осуществить почти любую операцию.
Известными производителями вертикально- и горизонтально-сверлильных станков с магнитной подошвой являются фирмы Энкор, Proma, Metabo, DeWalt.
Условия эксплуатации
Как свидетельствует паспорт, сверлильный станок 2С132л может использоваться при температуре не ниже плюс 1ºC, а также не выше плюс 35ºC. При 25ºC относительная влажность должна составлять до 80%.
Он предназначен для выполнения типичных сверлильных работ, а именно:
- сверление;
- рассверливание;
- развертывание;
- нарезание резьбы;
- зенкерование;
- растачивание отверстий;
- зенкование;
- подрезка торцов.
Также руководство по эксплуатации подтверждает, что устройство может быть произведено по заказу для более жестких эксплуатационных климатических условий: от минус 10 до плюс 45ºC.
Не должно наблюдаться сильных температурных перепадов, а также воздействия прямого местного нагрева. Иначе в первую очередь страдает электрическая схема, а также отдельные узлы.
Вертикально-сверлильный станок 2С132 расположенный в цеху
Руководство по эксплуатации гласит, что к техническому обслуживанию, ремонту, эксплуатации, наладке и монтажу допускается квалифицированный персонал, прошедший обучение работе на оборудовании. Квалификация должна быть подтверждена документально.
Обучающийся персонал должен оставаться под наблюдением опытного специалиста, предварительно внимательно изучить паспорт станка. За соблюдением правил безопасность должно следить руководство. к меню
Модификации и особенности
Расшифруем модификацию станка 2С132:
«2» — сверлильная группа станков; «С» — модернизация станка; «132» — главная техническая характеристика станка – максимальный диаметр сверления.
На основе базовой модификации появились такие модели:
- 2C132К – координатный станок с плавающим столом;
- 2С132Ц – с автоматизированным управлением;
- 2С132ПФ2И — с числовым программным управлением (ЧПУ).
Панель управления станком 2С132
Особенности конструкции 2С132:
- высокая жесткость обеспечена чугунными литыми деталями корпуса;
- подача СОЖ с баком, который встроен в основание;
- электрооборудование встроено в колонну;
- рабочий стол имеет механизм регулировки высоты;
- есть узел, позволяющий осуществлять контроль глубины сверления.
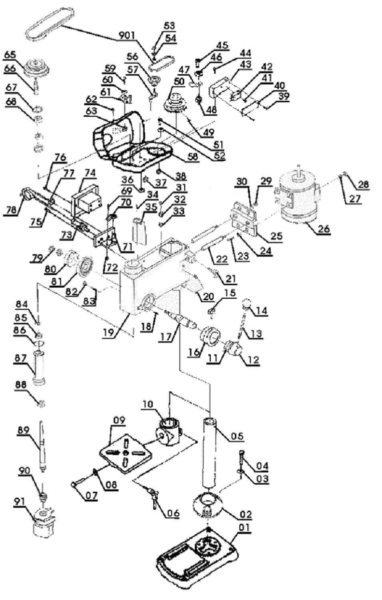
Паспорт указывает на такие основные составляющие оборудования:
- система охлаждения;
- сверлильная головка;
- шпиндельная бабка;
- механизм управления подачами и скоростями;
- плита;
- коробка подач;
- плунжерный насос;
- коробка скоростей;
- привод;
- электрическая схема.
Стойка – пустотелая чугунная отливка, на которой по направляющим двигается стол и головка. На столе имеется три Т-образных паза, позволяющих фиксировать оснастку.
Набор фрез для сверлильного станка
data-ad-client=»ca-pub-8514915293567855″ data-ad-slot=»5929285318″>
На фундаментной плите размещается электронасос для СОЖ. Вверху колоны устанавливается шкаф с электрическим оборудованием.



Еще одной частью является коробка скоростей. Она служит для реализации вращения шпинделя. Электродвигатель через муфту и зубчатую передачу вращает входной вал коробки скоростей. Подвижные блоки могут задавать 12-15 скоростей.
Коробка подач служит для осевого движения шпинделя. Два тройных подвижных блока реализуют девять подач – это подтверждает схема и паспорт станка. Выходной вал узла имеет связь с верхней опорой червяка механизма подач. Ему передается вращение за счет муфты, находящейся на валу. Такова схема работы узла.
Шпиндельная бабка находится на двух подшипниках, находящихся в пиноли, перемещаемой вдоль оси при помощи реечной передачи. Выбивка инструмента из конуса Морзе шпинделя реализуется специальным приспособлением на головке шпинделя.
Схема устройства станка 2С132
Вращая штурвал, поднимается шпиндельная бабка, происходит выбивка. Обойма приспособления контактирует с корпусом головки, а поворот рычага способствует выбиванию режущего инструмента.
Нижний паз крепится шпонкой оправки, в которой находится фреза. Чтобы в процессе работы шпонка не выпадала из паза, имеется втулка, размещенная в пазах стакана. Она используется только при фрезеровании, о чем свидетельствует паспорт устройства. к меню
Плавающий стол
Необходим для сверления изделий, включает такие части:
- стол;
- салазки;
- основание.
Стол двигается продольно с применением игольчатых подшипников. В поперечном направлении осуществляется движение салазок при помощи также игольчатых подшипников. Они делают перемещение плавным и легким, обеспечивая нужное положение стола.
Поверхность плавающего стола на станке 2С132
Его фиксация осуществляется с помощью зажимного устройства, включающего такие элементы:
- эксцентриковый вал;
- нижняя и верхняя тяга;
- два клина.
Винт способствует регулировке зажимного устройства. Обеспечивается надежная схема работы узла. к меню
Лучший настольный сверлильный станок

Einhell BT-BD 501 предназначен для работы с материалами различной плотности и твердости на разных скоростях. Характеристики:
- рабочая мощность – 500 Вт;
- ременная передача;
- ход – 50 мм;
- скорость – 280 до 2500 об/мин;
- вес – 22 кг;
- рабочее напряжение – 220 В.

Плюсы:
- количество скоростей – 9;
- точность в работе обеспечивается специальной шкалой с разнокалиберными делениями;
- прозрачный экран защищает от стружки;
- обработка высоких заготовок;
- универсальность работы с разномастными материалами;
- эргономичная ручка и корпус;
- малый вес;
- фиксация рабочего стола под различным углом расширяет функциональные возможности аппарата;
- крепление станка болтами рабочему основанию;
- размер используемых инструментов – 16 мм;
- не требует специализированных навыков в управлении и обслуживание;
- магнитный патрон.
Минусы:
- шум при работе оборудования;
- отсутствует подача смазочно−охлаждающих жидкостей.





