

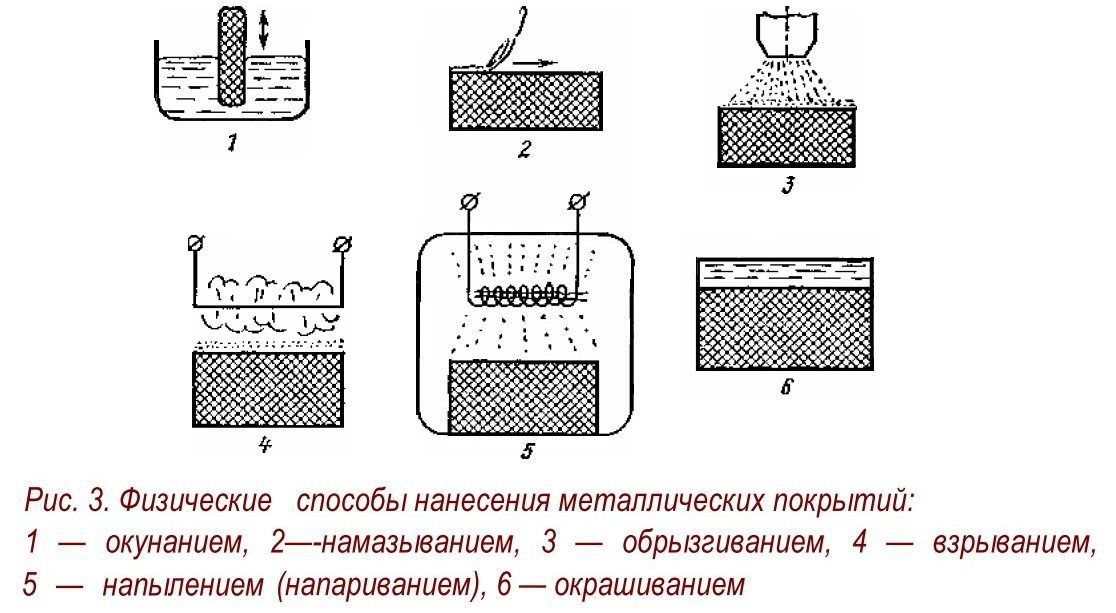
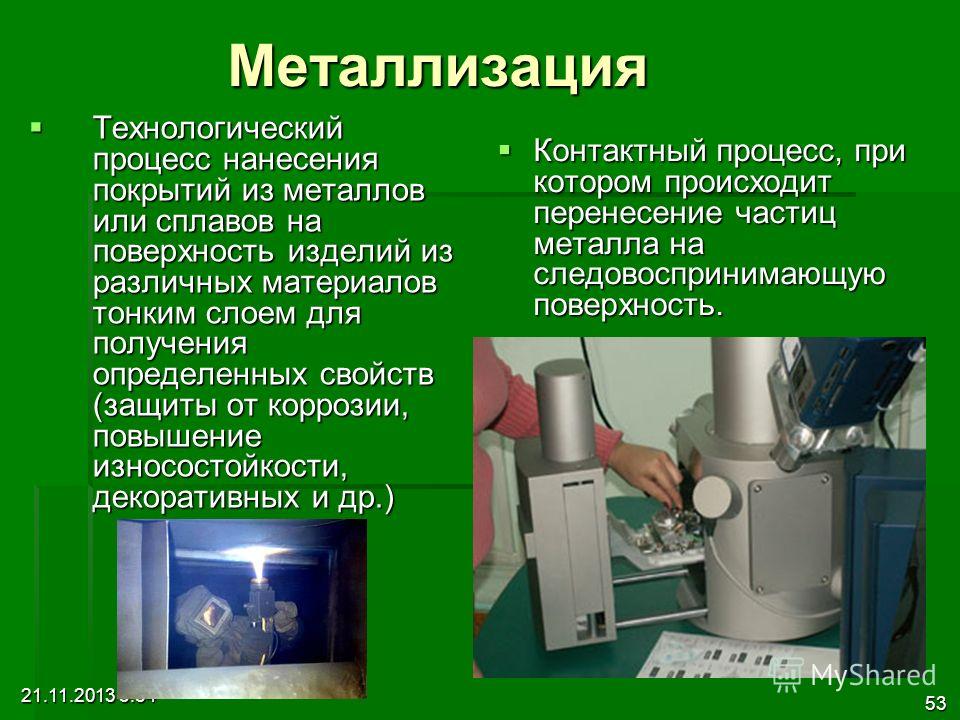
Виды металлизации
Металлизация поверхностей производится различными методами. Выбор метода зависит от технологии нанесения и используемого при этом оборудования.
В таблице приводятся способы нанесения металлического слоя и наносимые металлы, и их сплавы.
| МЕТАЛЛИЗАЦИЯ | ||
| Группа 1 | Группа 2 | |
| Подгруппа 2а | Подгруппа 2б | |
| Электротехнические покрытияХром, цинк. Медьсплавыникель-кобальтхром-никельбронза и прочие | Плакирование, в том числе нанесение покрытия взрывомМедь, алюминий, серебро, вольфрам, латунь, бронза, нержавеющая сталь | Диффузионное нанесение элементовАлюминий, цинк, молибден и прочие |
| Плазменное напылениеВольфрам, никель, хром, Al2O3, ZrO2, MoSi2, WC, NbC, ZrB2 | ||
| Распыление (пульверизация) электродуговым, газопламенным методомАлюминий, серебро, медь, золото, бронза, латунь, сталь | Окунание в расплавленный металлЦинк, свинец и прочие | |
| ЭлектрофлрезВольфрам, молибден, кобальт и прочие | Диффузионное нанесение сплавовХром-алюминийАлюминий-хром-кремнийТантал-алюминийи прочие | |
| Вакуумное нанесение на нагретую поверхностьХром, титан, оксиды алюминия, циркония и прочие | ||
| Химическое нанесениеМедь, ртуть, платина и прочие | Электротехнические покрытия с отжигомХром, никель, кадмий | |
| Вакуумное нанесение на холодную поверхностьZn, Cd, Al, Ti, Cr, Au, Ag, Pt, Cu, Sn, W, Mo, TaZn-Al, Pb-ZnPb-Cd и прочие | Осаждение чистых металлов из соединений карбонатов в газовой средеCr, Co, W, Ni, Mo, Ta и прочие | |
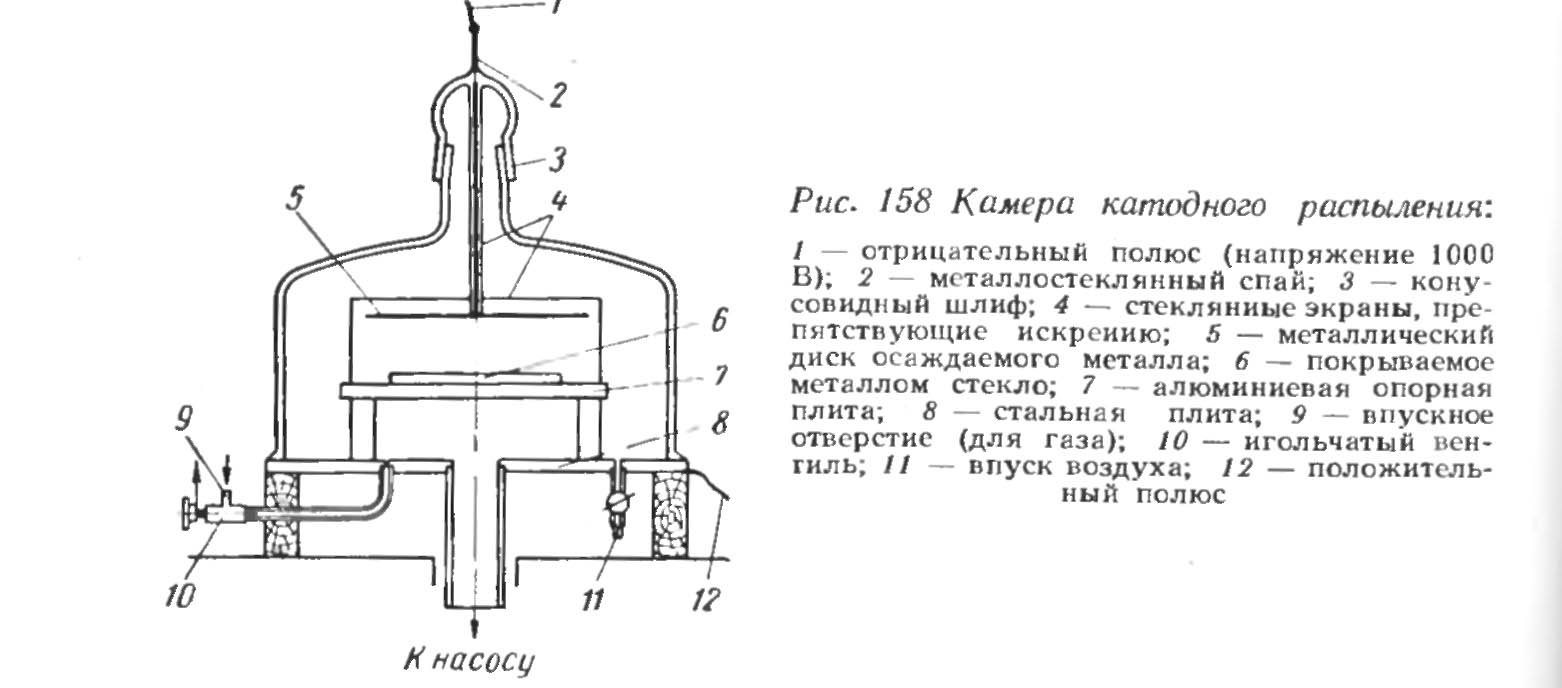
| Катодное распылениеЗолото, серебро, платина, тантал | Осаждение карбидов, нитридов, силицидов, боридов из газообразного состоянияTiC, NbC, W2C, HfC, ZrN, TaN, MoSi2, CrSi2, TaB2, NiB2 и прочие |
Из широкого спектра методов следует рассмотреть несколько, которые часто используются на производствах.
Вакуумная металлизация
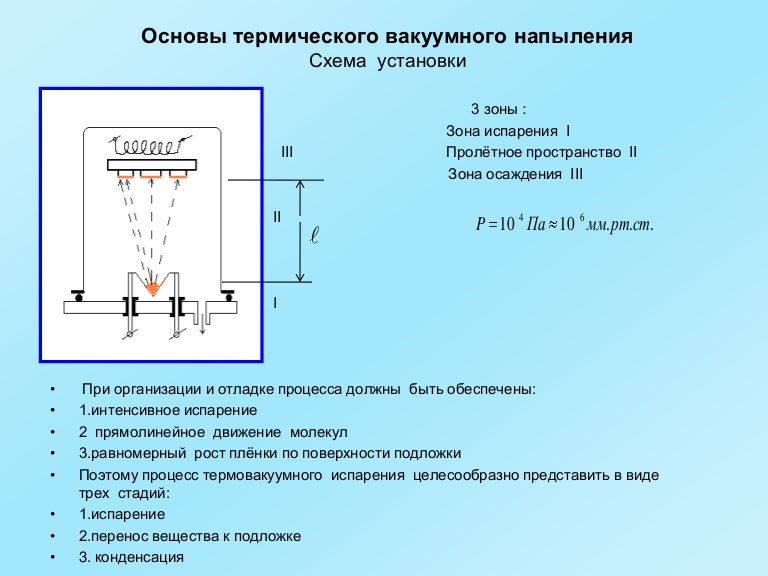
Формирование наносимого слоя металла в вакууме отличается эффективностью и универсальностью. С его помощью металл можно наносить на любой материал. Во время вакуумной металлизации с металлом, предназначенным для нанесения, происходит ряд превращений, связанных с переходом из одной фазы в другую. Так можно выделить:
- испарение;
- конденсирование;
- адсорбция;
- кристаллизирование.
Во время процедуры протекает множество физических и химических процессов. Производительность вакуумного метода зависит от типа поверхности, наносимого материала, потока распыленных атомом и прочих.

Вакуумная металлизация
Оборудование, применяемое при вакуумной технологии, делится на три типа:
- непрерывного действия;
- полу непрерывного действия;
- периодического действия.
Различные типы оборудования позволяют его применять как при массовом производстве, так и при единичном изготовлении деталей.
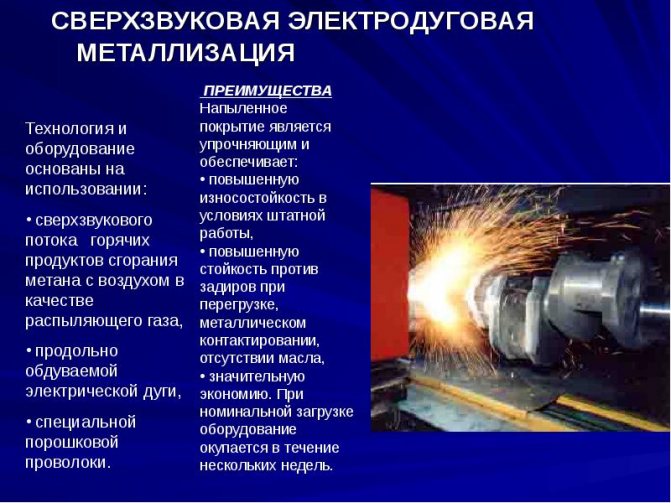
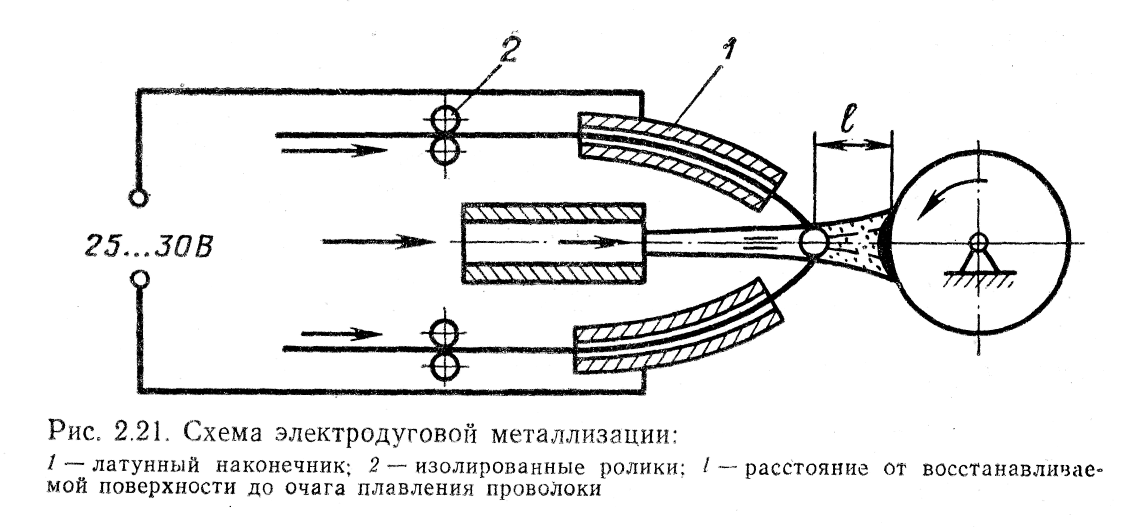
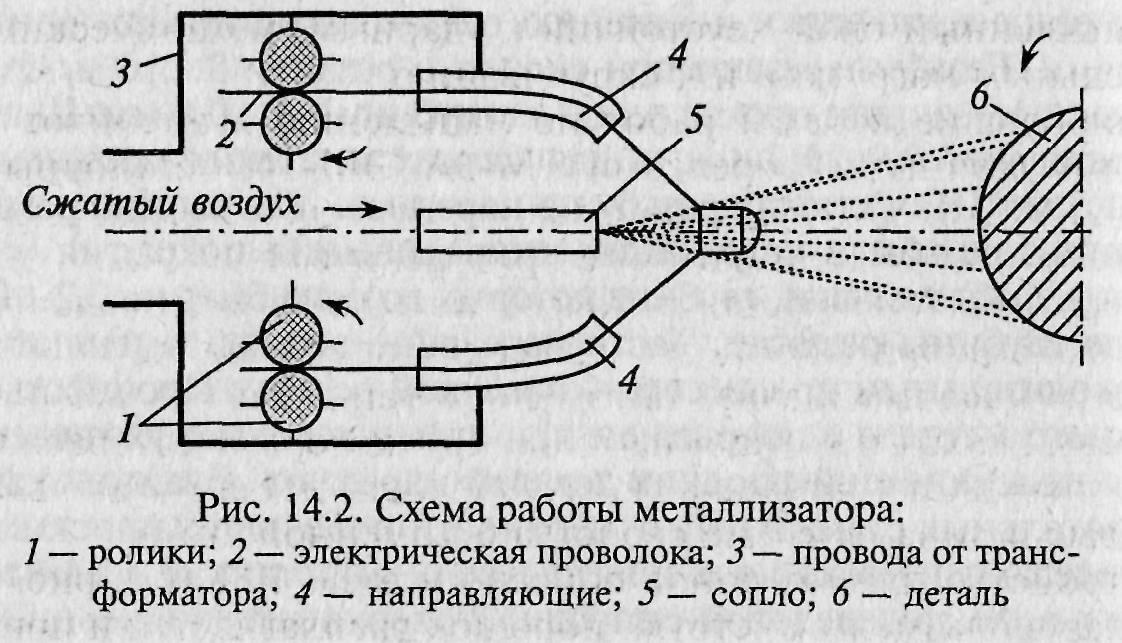
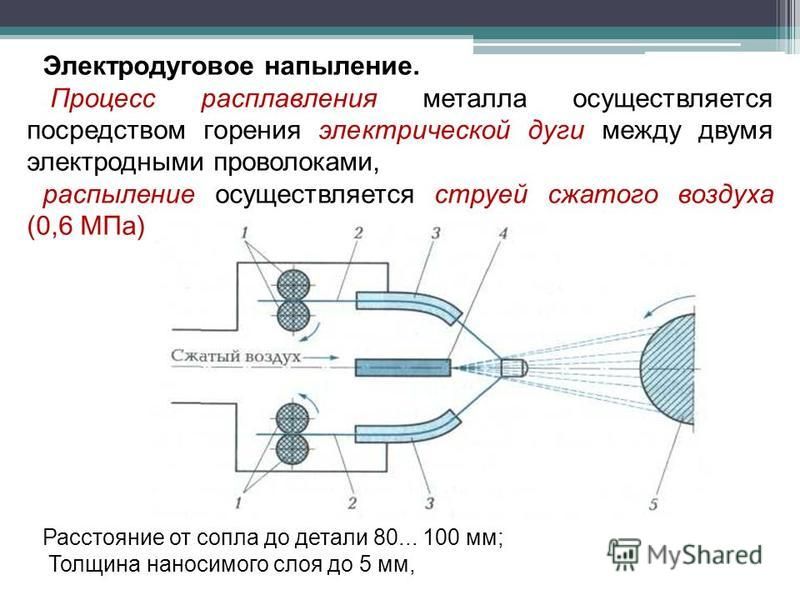
Газовая металлизация
В основе метода газовой металлизации лежит распыление расплавленного металла. С помощью кислородно-ацетиленового пламени начинает плавиться проволока, подаваемая в зону нагрева. Расплав сжатым воздухом удаляется из зоны нагрева и переносится на поверхность. Мелкие капли расплава, соударяясь с поверхностью, становятся плоскими, что обеспечивает лучшую сцепляемость.
Газовая металлизация — схема
На рисунке показана схема головки распылителя. Где по каналу 1 подается кислородно-ацетиленовая смесь, через сопло 2 выходит расплавленный металл, а через камеру 3 выталкивается наружу расплав.
Цинкование
Цинкованием обеспечивается надежная защита от коррозии. Наносимый на поверхность слой содержит не менее 95% цинка. Цинкование проводится несколькими методами, среди которых можно выделить следующие:
- горячее;
- холодное;
- гальваническое;
- газотермическое;
- термодиффузионное.
Какой метод использовать для нанесения цинка во многом зависит от того где и при кахих характеристиках будет эксплуатироваться деталь. Цинковое покрытие мягкое, поэтому во время эксплуатации на него не должны оказываться значительные механические нагрузки.
Рецепт раствора для активации диэлектриков
В этой статье я вам расскажу вам как приготовить простой раствор для активации печатных плат или каких либо других диэлектриков. Также покажу на примере порядок работы с данным активатором диэлектриков.
Приготовление активатора
Рецепт раствора на 0,5 литра
Берем серебро, так как я взял ювелирную цепочку, то в ней содержится медь, поэтому было взято 0,24 грамма. Если серебро чистое, то берите 0,1..0,2 грамма. На весах не отображается 0, поэтому кажется что взято 7,24 грамма, не обращайте внимания.
Растворяем серебро в разбавленной 1:1 азотной кислоте (1 мл кислоты + 1 мл воды).
Взвешиваем 1,5 грамма кальцинированной соды.
Растворяем кальцинированную соду в 5 мл воды, затем набираем раствор в шприц и добавляем его к раствору растворенного серебра в азотке. Добавляем потихоньку, так как в результате реакции выделяется углекислый газ и происходить бурное шипение.
После добавления кальцинированный соды к серебру, получаем вот такой мутный раствор. К данному раствору приливаем 5 мл 25% аммиака или 15 мл аптечного 10% аммиака.
В результате реакции с аммиаком, раствор станет прозрачным и бесцветным (если использовалось чистое серебро). Из за того было применено ювелирное серебро, то в составе его присутствует медь, она то и дала раствору этот синий оттенок
Присутствие меди в растворе, никак не влияет на его активирующие способности, можно не обращать на это внимание
Наливаем в емкость 500 мл воды и переливаем туда получившийся аммиачный комплекс серебра. Хорошо перемешиваем и активатор готов к применению.
Приготовление раствора сенсибилизации
Сенсибилизатор — это неотъемлемая часть процесса химической металлизации. Раствор сенсибилизации приготавливается на основе хлорида олова и соляной кислоты.
Так как раствор хлорида олова долго не живет, в нем двухвалентное хлорное олово окисляется до четырехвалентного буквально за короткое время, то его нужно модернизировать и исключить процесс окисления.
Для этого в раствор хлорида олова добавляется соль NaCL с избытком.
Рецепт устойчивого раствора сенсибилизации:
Взвешиваем 110 грамм хлорида натрия (NaCL) и растворяем его в 500 мл воды.
Берем 25 грамм хлорида олова, растворяем его в 25 мл соляной кислоты. Ставим раствор на водяную баню и держим на ней до того момента, когда он станет прозрачным.
Затем смешиваем оба раствора и получаем стабильный раствор сенсибилизации, который будет использоваться в процессе химической металлизации при изготовлении печатных плат или металлизации каких либо диэлектриков, пластмасс и т.д. Время жизни этого раствора 3 года и более.

На следующих фото видно две емкости, одна с активатором на основе аммиачного комплекса серебра и вторая это раствор сенсибилизации. В растворе сенсибилизации на дне видно не растворившуюся соль NaCL. Избыток соли в растворе как раз и способствует прекращению окислению хлорида олова и долгой жизни данного раствора.

Данная статья опубликована на сайте . Постоянная ссылка на эту статью находится по этому адресу
Читайте статьи на сайте первоисточнике, не поддерживайте воров.
Виды металлизации
Современные технологии позволяют проводить процедуру металлизации разными способами. Рассмотрим основные виды данного процесса:
- термообработка (нанесение металлического слоя на поверхность с погружением в ванну с расплавленным металлом; данный вид металлизации используют, если температура плавления изделия намного выше, чем температура плавления металлического слоя);
- гальваническая (обработка металла под воздействием протекающего тока и электролита; метод не нуждается в дополнительном нагреве, поэтому позволяет наносить слой на поверхность любого материала; наносимая пленка получается равномерной по всей площади);
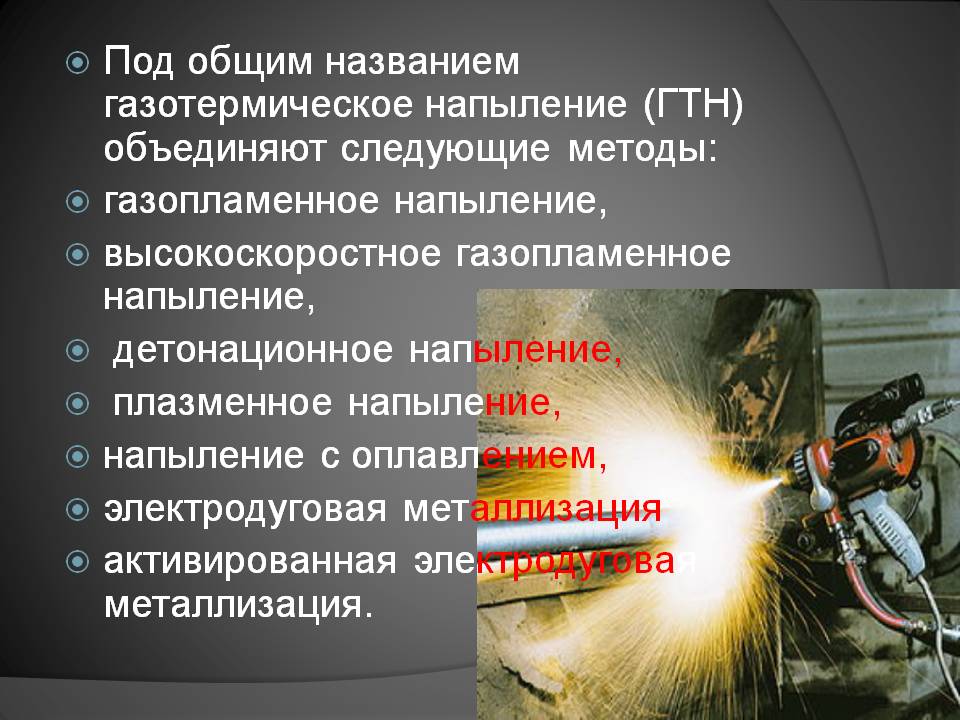
- газопламенная (осуществляется за счет теплоты, которая выделяется в результате сгорания горючих газов);
- плазменная (метод нанесения металлического слоя при помощи плазменной струи, в которую под воздействием высоких температур подается материал);
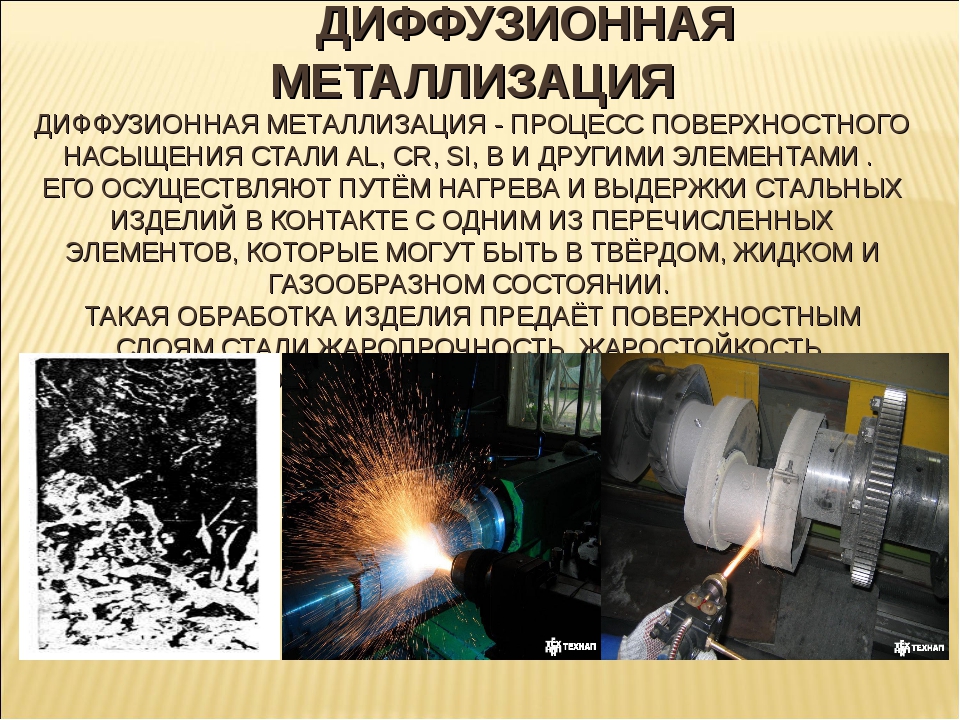
- диффузионная (данным способом осуществляется нанесение цветных металлов (брома, цинка, алюминия); с его помощью восстанавливают изношенные детали и добиваются высокопрочного покрытия);
- химическая (в данном методе применяются химические реагенты в жидком виде или в виде порошков; нужно подготовить ванну с раствором и опустить в нее изделие, а затем продержать необходимое количество времени);
- плакирование (нанесение металла на поверхность и его последующая горячая прокатка).
Вакуумная металлизация.
Вакуумная металлизация основывается на испарении и выпадении металлических частиц на поверхность детали. Данный метод является довольно затратным и трудоемким, поэтому применяется только в производственных условиях. Вакуумную металлизацию можно использовать для изделий из любых материалов (пластика, дерева, керамики, стекла и т.д.). Особенно часто этот вид используется для металлизации на автомобильных заводах. Данным способом получают изделие с прекрасным внешним видом, который не влияет на прочностные характеристики.

Газовая металлизация.
Газовая металлизация заключается в использовании газовой струи для нагрева напыляемого металлического слоя. Применение высоких температур позволяет создавать ровный слой на всей поверхности. Его толщина зависит от объема используемой проволоки. После нанесения слоя покрытие обрабатывают методом шлифовки. Газовая металлизация позволяет восстанавливать валы автотракторного оборудования. Для реализации данного способа используют технику и газы, которые применяют при проведении сварочных работ.
Вместо газовых горелок, применяют специальные пистолеты-металлизаторы.

Цинкование.
Метод цинкования применяется для защиты черных металлов от образования ржавчины. На поверхность наносится цинк при помощи различных способов (горячего, холодного, гальванического, диффузионного). Цинкование применяется для обработки листового проката, труб, изделий различной геометрической формы.

Этапы вакуумной металлизации:
- Подготовка поверхности: на данном этапе проводится специальная обработка – обдув деталей (удаление частиц пыли), тщательное обезжиривание (удаление различных жиров и следов силикона), обжиг (для увеличения адгезионных свойств). Иногда может потребоваться предварительное грунтование.
- Вакуумная металлизация: предполагает помещение изделий на оснастке (изготавливается индивидуально) в камеру, а так же сам металл, мелкие частицы которого осядут на изделиях. Стандартно используется алюминиевая «болванка» для металлизации. При замене болванки на другой тип металла (к примеру, латунь) детали после выгрузки из камеры уже будут золотого цвета.
- Защита износостойким лаком: применяется в тех случаях, когда требуется получить глянцевую, зеркальную поверхность.
В группе компаний «Хром-Пром» все работы по вакуумной металлизации проводятся высококлассным персоналом с многолетним опытом работы на современном высокотехнологичном оборудовании. Доступные цены и соблюдение сроков выполнения каждого заказа дают нам конкурентные преимущества, которые мы реализуем в виде довольных клиентов и постоянного сотрудничества.

Вакуумная металлизация применяется во множестве областей производства:
- сантехника (кнопки унитаза, гофры, душевые лейки, сливы);
- сувенирная продукция;
- упаковочная тара (флаконы, колпачки, крышки, элементы упаковки);
- светотехнические изделия (хромирование светоотражателей в светильниках, плафонах и прочих элементах осветительной техники);
- фурнитура (дверные ручки, ручки для мебели, опорные ножки, заглушки);
- ритуальные принадлежности;
- электротехнические изделия (нанесение покрытия на крышки мониторов, кнопки, панели и подставки телевизоров, корпуса смартфонов и прочей техники);
- рекламные материалы (здесь применение вакуумной металлизации ограничивается только фантазией дизайнеров);
- автомобильные детали (решетки радиаторов, отражатели фар, колпаки для колес, бампера, молдинги, ручки, кнопки, панели и прочие детали авто);

Вакуумная металлизация используется для защиты детали от эрозии, износа, коррозии, а также экранирования от электромагнитного воздействия. Визуальные свойства напыления имитируют оттенок любого полудрагоценного или драгоценного металла.
Магазин Хром накладок на Авто
Error: API requests are being delayed for this account. New posts will not be retrieved.








There may be an issue with the Instagram access token that you are using. Your server might also be unable to connect to Instagram at this time.
Металлизация отражателей
Это тоже отдельное направление использования металлизации. Целевым объектом в данном случае выступают автомобильные фары. Их конструкция предусматривает наличие отражателей, которые со временем утрачивают свои эксплуатационные качества – тускнеют, ржавеют и, как следствие, становятся непригодными к использованию. Кроме того, даже новая фара может получить случайное повреждение, из-за чего потребуется ее ремонт и восстановление. Именно на эту задачу и ориентируется вакуумная металлизация отражателей, обеспечивающая износостойкое напыление на зеркальной поверхности. Заполнение внешней структуры металлизированными частицами с одной стороны ликвидирует мелкие дефекты, а с другой – выступает защитным покрытием, предотвращая возможные повреждения в будущем.

Смотреть галерею
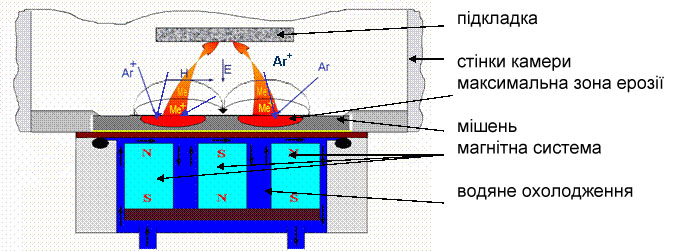
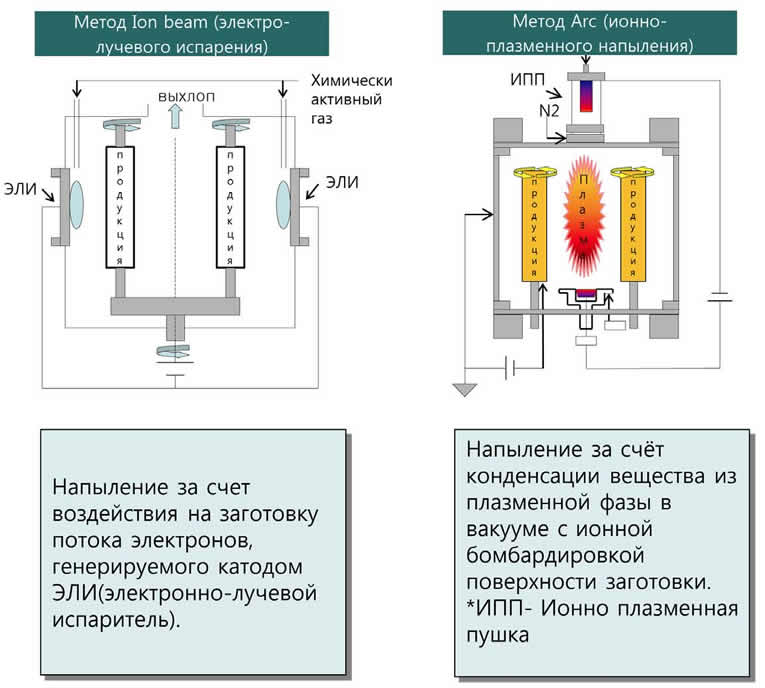
Применение вакуумных ионно-плазменных технологий модифицирования поверхностей и нанесения функциональных покрытий
Ионно-плазменные технологии применяются для нанесения износостойких, коррозионно-стойких, жаропрочных, электропроводящих, декоративно-защитных покрытий титана, циркония, хрома, никеля, алюминия, молибдена, вольфрама и других элементов, а также их двойных и тройных композиций; сплавов сложных составов, продуктов синтеза (оксиды, нитриды, карбиды) на конструкционные, инструментальные стали и твёрдые сплавы при температуре не более 70 °С.
Вакуумные ионно-плазменные технологии обеспечивают:
- получение декоративных покрытий, альтернативных покрытиям из драгоценных металлов;
- нанесение декоративных покрытий на конструкционные неметаллические материалы (стекло, керамику, пластмассу, углепластик);
- нанесение коррозионно-стойких покрытий на низколегированные и углеродистые стали для обще- и всеклиматического исполнения;
- получение износостойких покрытий для различных контактных пар трения, в том числе титановых;
- нанесение переходных покрытий на разнородные материалы;
- нанесение многослойных износостойких покрытий на основе TiN, ZrN, TiZrAlN, TiAlN на режущий инструмент от 0,3 мм, в том числе для обработки титановых сплавов;
- нанесение несплошных покрытий на режущий инструмент;
- получение индикаторных покрытий для мерительного инструмента;
- ионное азотирование с нанесением функциональных покрытий;
- модифицирование поверхности жаропрочных титановых и алюминиевых сплавов с получением на поверхности интерметаллидов типа NiAl; Ni3Al; TiAl; Ti3Al; TiAl3.
Просмотров:
2 221
Целевые материалы для металлизации
Прежде всего процедуре подвергаются металлические заготовки, которые могут быть выполнены в том числе из специальных сплавов. Дополнительное покрытие требуется для обеспечения антикоррозийного слоя, повышения качества электрической проводки или же изменения декоративных свойств. В последние годы вакуумная металлизация все чаще используется и применительно к полимерным изделиям. Данный процесс имеет свою специфику, обусловленную характеристиками структуры объектов такого рода. Реже технология применяется в отношении изделий, которые имеют низкие показатели твердости. Это касается древесины и некоторых синтетических материалов.
Технологический процесс вакуумной металлизации
Рассматриваемый метод обработки деталей применяется достаточно давно. Вакуумная металлизация – процесс, основанный на испарении и выпадении конденсата материала на подложку. Среди особенностей данного процесса следует отметить нижеприведенные моменты:
- Универсальность и высокая эффективность метода определяет его большое распространение. В будущем ожидается более обширное применение процесса металлизации полимерных и других материалов. Развитие рассматриваемого метода обработки связывают с совершенствованием используемого оборудования. Так современные вакуумные установить позволяют автоматизировать процедуру металлизации деталей, повысить качество получаемых поверхностей, снизить себестоимость получаемых изделий. Единственное препятствие на пути развития данной отрасли – высокая стоимость современного оборудования и возникающие сложности при его установке, использовании и обслуживании.
- Технологический процесс вакуумной металлизации достаточно сложен, на результате отражается условие проведения каждого этапа. При нагреве материала, который должен стать будущим покрытием, он претерпевает большое количество изменений. Примером можно назвать то, что изначально покрытие испаряется, затем происходит адсорбция, после чего выпадение конденсата и кристаллизация для закрепления слоя на поверхности.
- На качество получаемого результата оказывает воздействие достаточно большое количество факторов, среди которых отметим физико-химические качества подложки, выдерживаемые условия проведения металлизации.
- Образование напыляемого покрытия при металлизации происходит в два основных этапа: перенос энергии и массы от источника к поверхности и их распределение по всей подложке.
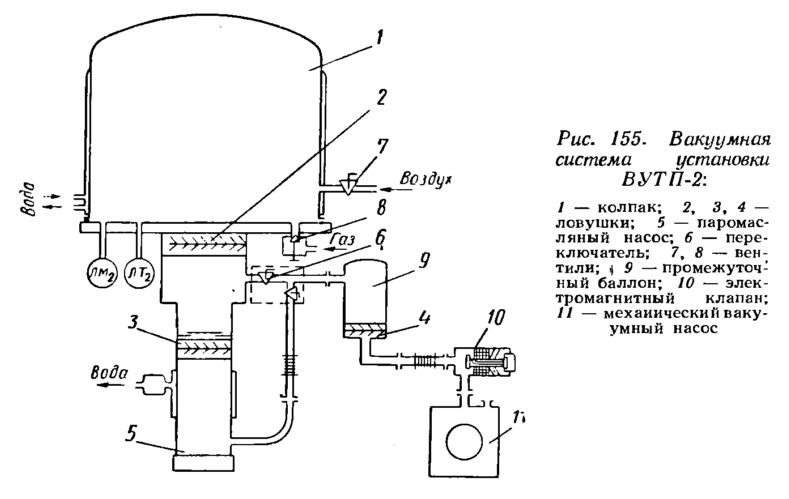
 Оборудование для вакуумной металлизации
Оборудование для вакуумной металлизации
 Установка для вакуумной металлизации
Установка для вакуумной металлизации
Технология вакуумной металлизации подходит для обработки самых различных деталей. В качестве примера можно привести рулонные материалы из пластика или пластмассы.
Типовая технология состоит из нескольких основных этапов:
Подготовка детали к проводимому процессу. Среди требований, которые предъявляются к детали можно отметить отсутствие острых кромок и скрытых участков от прямолинейного попадания конденсата. Вакуумная металлизация пластмасс или других материалов возможна только в том случае, если фора заготовки не сложная. Обезжиривание и сушка. Некоторые материалы могут содержать большое количество адсорбированной влаги, к примеру, полимеры. Сушка проводится при температуре около 80 градусов Цельсия, время выдержки составляет 3 часа. Обезжиривание уже проводится в вакуумной камере на подготовительном этапе. Технология обезжиривания предусматривает разматывание рулона и воздействие тлеющего разряда. Как показывают результаты проведенных исследований, выполнение отжига на стадии подготовки полимеров благоприятно сказывается на структуре рассматриваемого материала, так как существенно снижается показатель внутреннего напряжения. Вакуумная рулонная металлизация должна проводится с исключением вероятности образования складок на этапе подготовке заготовки, так как их можно назвать дефектов. Этап активационной обработки поверхности. Вакуумная металлизация пластика и других материалов предусматривает активацию поверхности. При этом могут использоваться самые различные методы активации, выбор которых зависит от качеств самого материала. Данный процесс предназначен для повышения показателя адгезии поверхности. Нанесение вещества на поверхность. В большинстве случае вакуумная металлизация алюминия или другого сплава проходит при применении резистивного метода испарения при условии воздействия температуры. Вольфрамовая технология испарения применяется намного реже, так как предусматривает нагрев среды до небольшой температуры, в результате чего испаритель разрушается за минимальные сроки. Заключительный этап касается контроля качества металлизации. Если наносимый слой носит декоративный характер, то в большинстве случаев контроль качества заключается в регистрации оптических свойств
Кроме этого уделяется внимание равномерности напыления, прочности соединения поверхностного слоя и структуры. Пример получаемого вакуумной металлизацией изделия
 Пример получаемого вакуумной металлизацией изделия
Пример получаемого вакуумной металлизацией изделия
 Результат вакуумной металлизации
Результат вакуумной металлизации
Технология вакуумной металлизации пластмасс и других материалов сложна, для получения качественной поверхности нужно соблюдать все условия обработки.
Особенности обработки пленочных материалов

Технологии изготовления упаковочных материалов предусматривают использование металлизации для ПЭТ-пленок. Данный процесс обеспечивает алюминирование поверхности, благодаря чему заготовка наделяется более высокой прочностью и стойкостью перед внешними воздействиями. В зависимости от параметров обработки и конечных требований к покрытию могут применяться разные способы теплоотвода. Поскольку пленка чувствительна к температуре, вводится дополнительная процедура осаждения. Как и в случае с пластиками, она позволяет регулировать термический баланс, сохраняя оптимальную для заготовки среду. Толщина пленок, которые обрабатываются по методу вакуумной рулонной металлизации, может составлять от 3 до 50 мкм. Постепенно внедряются и технологии, обеспечивающие подобные покрытия на поверхностях материалов толщиной 0,9 мкм, но по большей части это пока лишь экспериментальная практика.
Понятие о вакуумной металлизации
С помощью такой технологии происходит обработка поверхностей изделий путём переноса мелких металлических частиц в вакууме. Они покрывают изделия плотным слоем. Для этого используется специальное оборудование, довольно дорогостоящее, для которого необходимо подходящее производственное помещение. В небольшой мастерской такой процесс работы не выполнить.
Вакуумная металлизация широкое применение получила сравнительно недавно, но уже показала, что этот способ, несмотря на использование дорогого оборудования, намного дешевле гальванического нанесения, а по сравнению с лакокрасочными покрытиями слой значительно насыщенней и поверхность получается более красивая.
Это интересно: Обзор методов фосфатирования металлов — познаем по порядку
Применение
Металлизация используется для изменения характеристик обрабатываемого изделия. После того, как нанесли слой металла или сплава, деталь получает дополнительную стойкость к высоким температурам, коррозии, износу, эрозии. Кроме этого нанесенный слой может служить для защиты и декоративного оформления готового изделия. С помощью металлизации производится восстановление изношенных деталей.







Поверхность детали после металлизации
Области применения:
- Электромашиностроение. Электротехнические компоненты необходимы в любой из отраслей промышленности. Их необходимо защитить от изнашивания, обеспечить точный уровень электрической проводимости. Покрытие металлизация используется при изготовлении:
- микроволновых схем;
- электродов конденсаторов;
- микроволновых отражателей;
- катушек индукции;
- керамических резисторов;
- валов двигателей.
- Транспортная промышленность. Нанесенный слой обеспечивает эксплуатирующимся деталям защиту от коррозии, механического воздействия, повышенной температуры. Методом покрытия пользуются при изготовлении:
- поршней
- компрессионных колец;
- распредвалов;
- стопорных колец;
- полуосей;
- тормозных дисков;
- вытяжных вентиляторов;
- гидроцилиндров;
- теплоотводов;
- шасси;
- глушителей;
- деталей двигателей;
- деталей коробок скоростей.
- Авиационная и космическая промышленность. Термическое напыление обеспечивает термостойкость, коррозионостойкость, сопротивляемость трению. Напыляют на:
- детали двигателя:
- роторы;
- лопатки турбин;
- лопатки компрессоров;
- камеры сгорания;
- сопла;
- детали механизмов руля и управления крыльями;
- стойки шасси;
- топливные оправки.
- Текстильная промышленность. Элементы ткацких станков подвержены абразивному изнашиванию из-за высоких скоростей и трения. Обрабатываются:
- ролики;
- оси.
- Бумажная промышленность и полиграфия. Твердые металлы обеспечивают защиту от волокон целлюлозы и химических чернил. Обработке подлежат:
- цилиндры на печатных машинах;
- анилоксовые валы;
- цилиндры бумагоделательных машин;
- подшипники скольжения.
- Энергетика. Газовые турбины работают при высоких температурах, поэтому их детали подлежат обработке металлизацией.
- Детали газовых агрегатов: турбин и компрессоров
- детали паровых агрегатов;
- детали гидравлических агрегатов;
- запорная арматура.
- Защита поверхностей:
- стальных несущих конструкций, работающих в водной (пресной) среде;
- стальных несущих конструкций, работающих с морской водой;
- морского транспорта;
- металлических конструкций от воздействия высоких температур:
- дымоходы;
- вытяжки на газовых турбинах;
- выпускные коллекторы автомобилей;
- сопла ракет;
- металлоконструкций от коррозии на промышленных площадках:
- железнодорожные мосты;
- конструкции бассейнов;
- контейнеры;
- резервуары, хранящие нефтепродукты;
- металлоконструкций от химических реакций:
- трюмы танкеров;
- установки очистки сточных вод.
- Химическая, нефтеперерабатывающая промышленность, например:
- запорная арматура;
- уплотнители;
- посадочные места машин и агрегатов;
- теплообменники;
- резервуары.
- Металлургическая промышленность:
- прокатные станы;
- кристаллизаторы;
- оборудование для прокатки проволоки, в том числе из цветных сплавов.
- Инструменты:
- прессовые штампы;
- несущие поверхности;
- вторичный двигатель.
- Тяжелое машиностроение:
- платформы;
- буры;
- краны;
- экскаваторы.
Пищевая промышленность.
- Декоративные изделия:
- посуда;
- бумага;
- ткань.
Подготовка к проведению хромирования
Для хромирования пластмассы своими руками дома необходимо подготовить следующие материалы и инструменты:
- подходящая по размерам ёмкость, в которую будет налит диэлектрический раствор, это может быть стеклянная банка или пластиковое ведро;
- электролитный раствор;
- пластиковое ведро или пластиковый тазик, в который помещают ёмкость;
- ящик из фанеры или дерева, который необходимо предварительно изолировать стеклотканью и утеплить минеральной ватой или песком — это нужно для хорошей термоизоляции;
- специальная кисть для нанесения раствора;
- нагревательный элемент — лучше всего для этого подойдёт обыкновенный ТЭН;
- источник электропитания необходимого напряжения, мощности и силы тока (трансформатор или автомобильный аккумулятор);
- термометр, с помощью которого можно измерять жидкость с температурой до 1000 C;
- кронштейн, необходимый для свободного подвешивания обрабатываемой детали в ёмкости;
- щиток для плотного накрывания ёмкости — это может быть лист из фанеры;
- зажим.

Хромированные детали
Первым делом, необходимо подготовить специальный электролитический раствор, без которого весь процесс невозможен. Сделать его можно в домашних условиях. Для этого понадобятся следующие ингредиенты:
- дистиллированная вода (объем зависит от объёма тары и размера обрабатываемой детали);
- хромовый ангидрит (250 г/литр воды);
- серная кислота H2SO4 (2.5 г/л).
Независимо от выбора метода проведения хромирования деталей в домашних условиях для его осуществления понадобится электролитический раствор.
Чтобы приготовить электролит, необходимо в дистиллированную воду, предварительно нагретую до 600 C, насыпать и тщательно размешать хромовый ангидрит, после этого добавить и размешивать серную кислоту. Через полученный раствор в течение 2 – 3 часов прогоняем электрический ток до приобретения им темно-бордового оттенка. Силу тока рассчитываем исходя из количества жидкости, она должна составлять 6.5 А./литр жидкости. Готовый раствор настаиваем в течение суток.
Технологические особенности процесса вакуумного напыления (покрытия) деталей автомобилей
Вакуумное напыление (покрытие) — перенесение элементов напыляемого материала с источника (зоны его переведения в газовую фазу) к плоскости детали исполняется согласно прямолинейным траекториям при вакууме 10-3 Па и ниже. Участь любой из крупиц напыляемого элемента при соударении с поверхностью детали находится в зависимости от ее энергии, температуры плоскости и хим сродства веществ оболочки и составляющих. Атомы либо молекулы, достигнувшие плоскости, имеют все шансы или отразиться от нее, или адсорбироваться и спустя определенный период времени, покинуть ее (десорбция), или адсорбироваться и формировать в плоскости поликонденсат (уплотнение). При высочайших энергиях крупиц, высокой температуре плоскости и небольшом хим сродстве, часть отображается поверхностью.
Температура плоскости детали, больше которой все частички отражаются с нее и оболочка не сформируется, именуется опасной температурой напыления вакуумного, её роль находится в зависимости от природы веществ оболочки и плоскости детали и от состояния плоскости. При весьма небольших струях испаримых частиц, в том числе и в случае если данные частички в плоскости адсорбируются, однако нечасто сталкиваются с иными подобными же частичками, они десорбируются и не могут формировать зачатков, т.е. оболочка никак не увеличивается. Опасной частотой струи испаримых элементов для переданной температуры плоскости именуется минимальная уплотненность, при которой частички конденсируются и образовывают пленку.





