

Общая информация
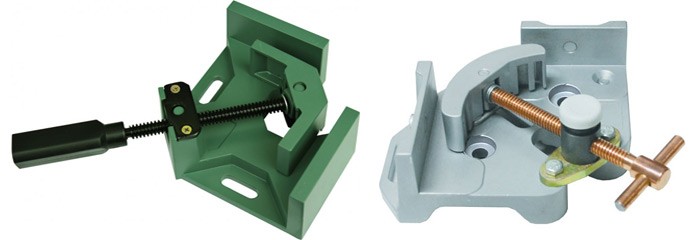
Угловые струбцины для сварочных работ применяются для фиксации деталей под определенным углом для их последующей сварки.Простейший аналог угловой струбцины — это угольник для сварки. Но главное отличие струбцины от угольника заключается в том, что угольник позволяет лишь состыковать детали без их фиксации. Поэтому струбцина считается более удобным приспособлением.
 Угловой зажим для сварки может быть изготовлен из различных материалов и предназначаться для сварки под любым углом. На данный момент не существует универсальной недорогой струбцины, которую можно было бы использовать при любой сварке. Поэтому сварщики приобретают набор из нескольких струбцин, чтобы варить под разным углом. При работе со струбциной не важен материал, из которого сделана деталь, и ее сечение.
Угловой зажим для сварки может быть изготовлен из различных материалов и предназначаться для сварки под любым углом. На данный момент не существует универсальной недорогой струбцины, которую можно было бы использовать при любой сварке. Поэтому сварщики приобретают набор из нескольких струбцин, чтобы варить под разным углом. При работе со струбциной не важен материал, из которого сделана деталь, и ее сечение.
Разновидности
Целью данной публикации не является соорудить нечто вроде энциклопедии монтажных зажимов – их много видов, а патентов на новые, «супер-супер», еще больше. Наша задача – показать, какие из струбцин более всего надобны в домашней мастерской, и как лучше всего сделать струбцину, не тратя много материала и времени.
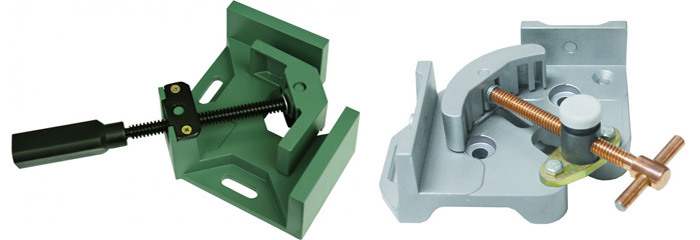
Наиболее употребительные в кустарном производстве виды струбцин показаны на рис:
G-образная (G-cramp; G-clamp) – самая остая, надежная и дешевая из струбцин общего назначения. Недостатки: долго затягивается и может провернуть склеиваемые детали, если шарнир упора некачественный или неухоженный. Последнее довольно существенно: не схватившийся клеевой слой неплохая смазка, а разнимать и вновь сжимать склеиваемые поверхности нежелательно, прочность высохшего стыка от этого резко падает. Кроме того, обычная G-струбцина плохо держит круглые детали, поэтому для фиксации труб либо круглого профиля для сварки или пайки встык используется специальная трубная струбцина (см. след. рис.). Собранный из обычной конструкционной стали s=(2,5-4) мм, такой варной зажим обеспечивает надежную фиксацию труб до d(120-150)х(1,5-4) мм.
- F-образная (F-cramp). Быстрозажимная, действует по принципу заклинивания скользящего упора в положении мертвой точки. Дожим до прочного закрепления обеспечивается чаще всего винтовым зажимом, как в G-образной. Еще более «мягкий» и быстрый зажим, но менее надежный, дает курково-эксцентриковый зажимной механизм, см. далее. Наиболее универсальная и широко распространенная из струбцин. Главный недостаток – от вибраций и толчков в работе может саморасклиниться и отпустить. Или, наоборот, заклинивается намертво, а при расклинивании ударом молотка (см. далее) «выстреливает» либо струбцина, либо деталь. Для приспособления под сварку труб встык непригодна: губки от косвенного нагрева ведет, стык труб разъезжается.
- C-образная (C-clamp, fixing tongs). Достаточно узко специализированный инструмент. Основное назначение – сжимание склеиваемых деталей. Простые C-струбцины выполняются с пружинным зажимом. Курково-рычажный зажим позволяет точно устанавливать силу прижима.
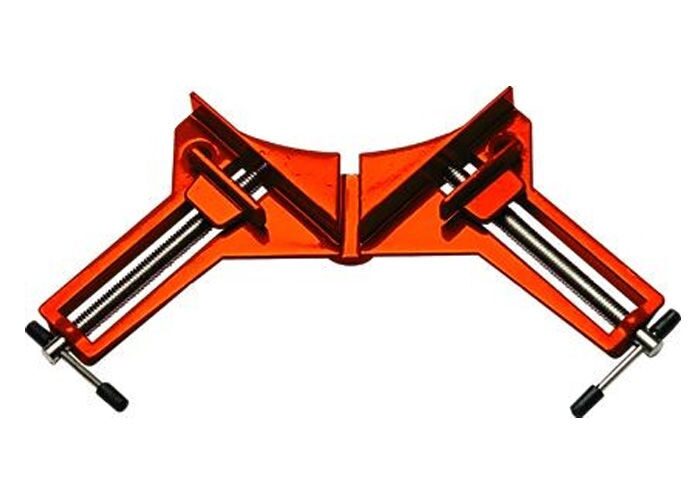
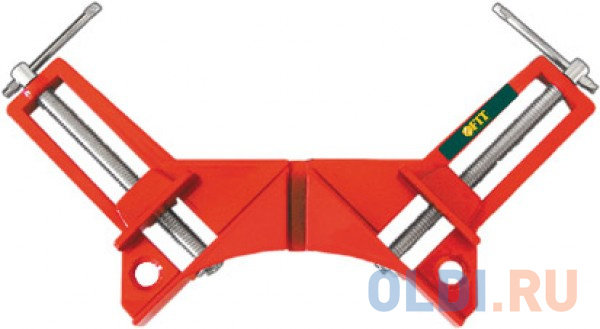
- Угловые струбцины для сварки линейных деталей (труб, профилей) под заданным углом. Вполне устоявшегося специального англо-американского термина нет. Чаще других употребляются welding clamp и dead-lock clamp.
- Вайма (joiner’s bench) – столярная струбцина для сплачивания щитов из досок, реек и брусьев, сборки узлов из фасонных деталей (напр. перил с балясинами). На след. рис. показана рельсовая вайма; бывают еще реечные и трубные, см. далее. Учтите, что в продаже под названием «трубная струбцина» идут трубные ваймы, а зажимы для сварки/пайки кругляка встык нужно искать по запросу «варная струбцина».
- E-образная (E-clamp). Узкоспециализированный инструмент для кромления столярных излений на клею. Если нужно аккуратно подклеить кромку на существующей ценной мебели/в интерьере, без E-струбцины трудно обойтись.
- O-образная или ленточная, или обжимной захват (loop stay, loop brace). Пользуются ленточными струбцинами чаще всего столяры-виртуозы и мебельщики-реставраторы. Если за качественно отреставрированный старинный венский стул можно выручить до $1000 и более, то за самую малость перекошенный или хлябающийся дадут в лучшем случае 15-20 тех же самых. Рамку для большой картины или фотографии сделать без ленточной струбцины тоже не так-то просто.
- Рычажно-плунжерная (precision clamp). Под нажатием на курок плунжер (толкатель) с зажимным упором плавно двигается вперед. Курок отпущен – плунжер фиксируется поджатой пружиной кулисой, становящейся в положение мертвой точки. Повторное нажатие освобождает кулису и еще продвигает плунжер. В хорошей рычажно-плунжерной струбцине можно надежно зажать куриное яйцо, не повредив его скорлупы. В домашней мастерской такая точность зажима вряд ли когда понадобится, но вдруг – неплохая прецизионная струбцина получается из монтажного пистолета для туб с силиконом и т.п. вязкими составами. В проем (окно) для горловины тубы без проблем устанавливается неподвижная губка, а подвижная насаживается на шток вместо штатного толкателя. При необходимости то и другое можно снять и пользоваться инструментом по прямому назначению.
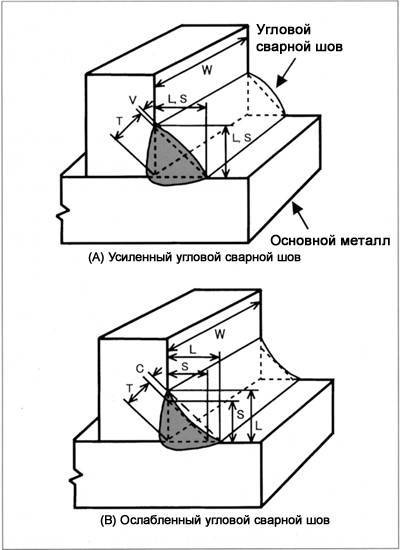
Угловые швы при сварке. Отличительные особенности.
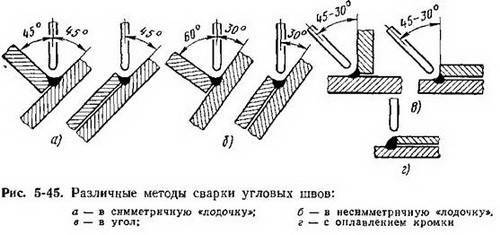
Процесс угловой сварки характеризуется рядом отличительных особенностей. Рассмотрим наиболее приемлемые способы, при помощи которых осуществляется сварка угловых соединений.
Если плоскость шва расположена внизу, то сваривать детали лучше по способу «лодочки». Такой метод позволит получить максимально качественный шов и он хорошо подходит для новичков в выполнении сварочных работ. Изделие ставится в V-образную форму, напоминающую лодку, отсюда и название метода.
Однако, такие подходящие условия для создания углового шва, не всегда присутствуют. Зачастую, в месте соединения металлических изделий посредством «лодочки», тавровые сварные швы образуются таким образом, что одна из поверхностей находится строго в вертикальном положении, другая – в горизонтальном.
В подобной ситуации непросто получить качественное соединение, т.к. в верхней части угла и в горизонтальной плоскости шва деталь может не провариться. На плоскости, расположенной вертикально, могут появиться подрезы. Причиной их возникновения может стать стекающий вниз расплавленный металл.
Для того, чтобы избежать появления вышеуказанных дефектов, важно вести электрод по линии сварки легкими колебательными движениями. Чтобы исключить риск непровара, возбуждение сварочной дуги должно начинаться на дистанции 3-4 мм от кромки катета на нижней горизонтальной плоскости
После, дугу надо направить на верхнюю точку шва и задержать ее там
Таким образом, вы получите хорошо проваренную деталь
После, дугу надо направить на верхнюю точку шва и задержать ее там. Таким образом, вы получите хорошо проваренную деталь
Чтобы исключить риск непровара, возбуждение сварочной дуги должно начинаться на дистанции 3-4 мм от кромки катета на нижней горизонтальной плоскости. После, дугу надо направить на верхнюю точку шва и задержать ее там. Таким образом, вы получите хорошо проваренную деталь.
Для получения качественного и прочного углового сварного шва, нужно четко придерживаться последовательности действий. Для создания углового соединения подойдет любой сварочный аппарат
Не забывайте о мерах предосторожности и выполняйте сварочные работы в защитном костюме и маске
Где можно купить
Сами по себе струбцины не являются товаром редким, поэтому обычно не возникает сложностей с их приобретением. Выделим лишь некоторые особенности покупки, которые могут заинтересовать потребителя.
Прежде всего, струбцины различных размеров можно встретить в специализированных магазинах, занимающихся продажей инструмента. Действительно, строгой градации для определенных видов работ нет, поэтому сварочные струбцины можно купить и в отделе инструментов для плотницких работ.
Губки и резьбовая часть должны быть прочными, так как при фиксации металлических изделий на них приходится большая нагрузка.

На официальном сайте производителя сварочного оборудования есть раздел, позволяющий организовать покупку продукции онлайн. При наличии в каталоге струбцин их можно купить у официального дистрибьютора или непосредственно производителя. Подобный способ приобретения считается наиболее приемлемым, так как предложенные струбцины наверняка адаптированы именно к сварочным работам.
Выбор и применение
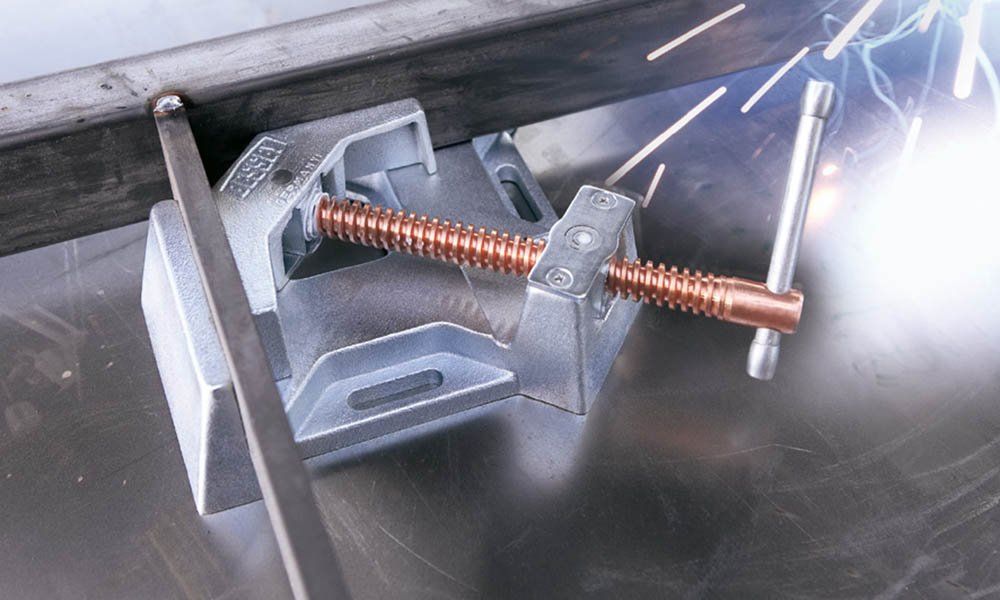
Вот так выглядит это приспособление
Он зависит от того, какая сварка предстоит. Со струбциной, рассчитанной на ведение процесса под углом в 60 градусов, нечего делать там, где этот угол составляет градусов 90.
Не помешает вначале ознакомиться с предстоящей работой. Не получается? Тогда отправляйтесь на место сварки с комплектом струбцин, чтобы не опасаться неожиданностей в виде нехватки нужной для определенного угла.
Толщина зажимных губок – еще один существенный момент. Чем они толще, тем выше качество фиксации и меньше шансов для деформации шва. Не менее важен материал, из которого изготовлены винты. Лучшим считается медь. Хотя бы покрытие из меди.







Тогда винтам не страшны брызги, летящие от металла. У струбцин стоимостью меньше, винты, обычно, остаются без медной защиты. Частицы расплавленного металла, оседая на резьбу, легко выводят струбцину из строя.
Такая экономия аукается дополнительными расходами. Об этом желательно помнить домашнему умельцу при выборе данного приспособления.
При необходимости узнать применение тисков, если предстоит сваривать прямые трубы или прочие конфигурации, можно посмотреть видеоролик на эту тему. Достаточно вбить в поисковую строку браузера интересующий вас вопрос.
Вернемся еще раз к «экономному» уголку для сварки. Да, с его помощью можно разложить конфигурации под углом, который нужен.
Но тогда сварщику придется самому фиксировать свариваемые части, следить, чтобы не разъехались. При этом еще успевать варить. Угловая струбцина операцию интенсифицирует, избавив сварщика от дополнительной нагрузки.
Рачительность – дело хорошее, однако сварка – не совсем тот случай, где оная играет главную роль. Покупка набора доброкачественных, пусть и дороже, изделий оправдана. Прослужат дольше.
Как самостоятельно сделать струбцину
Большая часть подобных приспособлений обладает углом фиксации в 90 градусов. Однако сегодня производятся изделия, в которых возможно изменять угол крепления. Стоят они несколько дороже, ввиду этого рекомендуется делать угловую струбцину своими руками, используя чертежи или без них.
Такой инструмент конструктивно прост, практически каждый домашний умелец сможет изготовить его без особого труда. Самый подходящий материал для создания струбцины – железо.

Изготовление приспособления осуществляется по такому алгоритму:
Создание конструкционного основания. Для изготовления основной части приспособления рекомендуется применять листовое железо, имеющее толщину от 8 до 10 миллиметров. Фиксационным компонентом является уголок необходимой величины. Фиксацию элементов желательно выполнять посредством электросварки, потому как использование резьбы не так надежно. Установка прижима. Для изготовления прижимного винта нужно применять две либо три гайки, которые соединяются друг с другом сваркой. Нужно сделать кронштейн, имеющий по центру резьбовое отверстие толщиной от 30 до 40 миллиметров. Фиксируется кронштейн посредством болтов. Если резьба сорвется, ее возможно будет легко заменить. Формирование угла
Особенное внимание нужно обращать на положение прижимных скоб. При соединении уголки должны точно подходить друг к другу
Для обеспечения идеального соединения 1 уголок сваривается с прижимом
После этого на него кладется второй уголок, который прижимается к скобе и сваривается с ней. Проверка подвижности основной части. По бокам инструмента нужно монтировать направляющие, которые предоставляют возможность передвигать внутреннее основание приспособления. Для этого осуществляется вырезание паза, имеющего ширину от восьми до десяти миллиметров по биссектрисе углового устройства. Сверление отверстий. С помощью сверлильного инструмента в верхнем основании приспособления, в которое закручивается болт с гайкой и шайбой, создаются отверстия. Основания должны свободно перемещаться относительно друг друга. Рекомендуется использовать болт, у которого резьба не доходит до головки. Кроме того, головку можно фиксировать на основании с помощью кронштейна
Для обеспечения идеального соединения 1 уголок сваривается с прижимом. После этого на него кладется второй уголок, который прижимается к скобе и сваривается с ней. Проверка подвижности основной части. По бокам инструмента нужно монтировать направляющие, которые предоставляют возможность передвигать внутреннее основание приспособления. Для этого осуществляется вырезание паза, имеющего ширину от восьми до десяти миллиметров по биссектрисе углового устройства. Сверление отверстий. С помощью сверлильного инструмента в верхнем основании приспособления, в которое закручивается болт с гайкой и шайбой, создаются отверстия. Основания должны свободно перемещаться относительно друг друга. Рекомендуется использовать болт, у которого резьба не доходит до головки. Кроме того, головку можно фиксировать на основании с помощью кронштейна.

Также угловую струбцину можно сделать по такой схеме:
- Вырезание из листа металла трех полос различной длины (100, 250, 500 мм), одинаковой ширины (40 мм).
- Подготовка двух пластинок в форме прямоугольника.
- Приваривание пластинки к основанию инструмента.
- Приваривание второй пластинки к той стороне инструмента, которая поменьше.
- Сваривание шайб друг с другом.
- Приложение гаек к передвижному компоненту. Стержень, который выкручивается, должен располагаться параллельно основной части приспособления.
- Сварка выполняется с наружной стороны первого листа в форме прямоугольника.
- Передвижной элемент фиксируется внутри приспособления по краям.
- Приваривание шайб к стержню (плашмя).
При использовании обыкновенной струбцины могут возникнуть сложности с выполнением определенных работ. Обусловлено это ограниченным расположением приспособления. Оно может располагаться только под углом 90 градусов. Для устранения данного ограничения нужно разместить в инструменте разъемное болтовое соединение. Возможно использовать прижимной регулируемый винт. Посредством его можно будет выбирать нужный угол, осуществлять закрепление.

Стоит не забывать, что для создания правильного сварного соединения требуется высококачественный инструмент, предоставляющий возможность облегчать сваривание, предотвращать возникновение не состыковок, подгонов.
Чтобы процесс изготовления стал более понятен, рекомендуем изучить видео урок по созданию этого приспособления.
Рекомендуем также к прочтению:
https://youtube.com/watch?v=s4Zu-z42fm4
Изготовление струбцины своими руками
Своими руками можно создать:
- необходимую прочность приспособления;
- оборудование для фиксации металлических деталей;
- струбцины любых размеров и разновидностей.
Если работы предстоят несложные, то инструмент можно сделать из простых и дешевых материалов.








Струбцина угловая из фанеры
Чтобы изготовить инструмент необходимо:
- Подготовить куски фанеры толщиной в 1,5 см и размерами 10х10 см.
- Разделить квадраты на две части по диагонали.
- На расстоянии в 2 см от края наметить отверстия и просверлить диаметром 40 мм.
- Срезать сторону вдоль отверстий, чтобы излишки клея под фиксаторами можно было удобно убирать.
Инструмент из фанеры готов. На его долгую эксплуатацию рассчитывать не приходится, зато делается он из самых простых подручных материалов.
Изготовление и сборка своими руками угловой струбцины из дерева
следует правильно выбрать материал
Из выбранного материала нужно будет подготовить:
- две пластины шириной 15 см, длиной 20 см и толщиной 2 см;
- два бруска шириной 2 см и длиной 25 см;
- металлические болты;
- саморезы диаметром 5 мм (2 на 20 см длиной и 2 на 12 см).
После того как все подготовлено, своими руками можно приступать к сборке приспособления:
- На столе разместить две длинные рейки. При этом одна должна укладываться ребром вниз, а вторая – вверх.
- В рейках просверлить отверстия для соединения, применив для этого дрель. У обеих деталей они должны совпадать.
- Одну пластину прикрепить к нижнему бруску и параллельно ей закрепить вторую. Используется для этого проходящий через элементы саморез, который будет регулировать между ними степень зажима детали.
- На концах реек просверлить отверстия и прикрепить к ним пайки или пластинки. Угол между элементами должен составлять 90 градусов.
Изготовление и монтаж угловой деревянной струбцины завершен, теперь можно проверить ее в работе.
Угловая металлическая струбцина своими руками
бладает хорошей жесткостью фиксации
С помощью металлической струбцины можно:
- под различными углами фиксировать элементы конструкции;
- выполнять предварительный монтаж изделий;
- выравнивать детали конструкции относительно друг друга.
Кроме этого, угловые струбцины из металла широко применяются во время сварочных работ. Такие инструменты подразделяются на два вида:
- Двухкоординатные.
- Трехкоординатные.
С помощью приспособления можно зафиксировать два элемента металлоконструкции, после чего закрепить их сваркой. Даже самый простой вид такого оборудования сделает более комфортным проведение сварочных работ, обеспечит высокое качество швов, облегчит различные манипуляции с деталями конструкции и значительно сэкономит время.
Своими руками изготовить угловую струбцину из металла достаточно просто. Для этого потребуется подготовить:
- стальной лист толщиной в 10 мм;
- гайки – 3 шт;
- стальной лист с наружной резьбой по размеру гаек;
- шайбы большого диаметра.
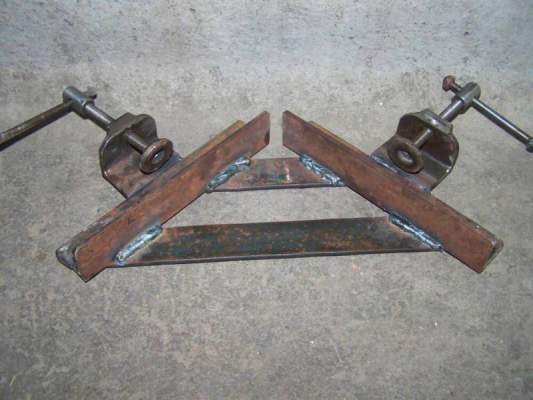
Технология изготовления:
- Из листа вырезать две заготовки длиной по 50 см, шириной по 4 см.
- К основной части детали в виде буквы «Г» приварить вспомогательную часть.
- Опорный элемент плашмя приварить на короткий край.
- Сварить вместе три гайки, расположив их ребром к подвижной части. При этом вкручиваемый стержень должен проходить параллельно основанию приспособления.
- Все части приварить по внешнему краю, вставив между ними полоску инструмента.
- Присоединяя конструкции подвижную планку, произвести сварку по внутреннему краю.
- К краю стержня из металла приварить большие шайбы.
Работы по изготовлению угловой металлической струбцины закончены. При проведении столярных, слесарных или сварочных работ с ее помощью можно надежно зафиксировать конструкцию. Такой инструмент способен заменить одного помощника и ускорить время проведения работ. А его подвижные элементы позволят соединить детали под необходимым наклоном и углом.
Изучив типы и варианты создания угловых струбцин, изготовить и собрать инструмент своими руками не составит большого труда. При этом вид конструкции следует выбирать в зависимости от требуемой прочности фиксации. Такое приспособление будет полезно и в домашнем хозяйстве, и в профессиональной деятельности.
Газовые линзы
Применение газовых линз позволяет улучшить качество швов. Особенно это касается работы с металлами, чувствительными к окислению.
 Качество швов во много определяется потоком защитного газа. При высокой скорости движения аргона в области сопла создается разреженная зона, способствующая захвату воздуха и его подаче к ванне. При маленьких скоростях также происходит попадание кислорода во время разрывов в потоке инертного газа.
Качество швов во много определяется потоком защитного газа. При высокой скорости движения аргона в области сопла создается разреженная зона, способствующая захвату воздуха и его подаче к ванне. При маленьких скоростях также происходит попадание кислорода во время разрывов в потоке инертного газа.
Газовые линзы используются тогда, когда необходимо обеспечить надежную защиту соединяемых металлов. Особенно это касается материалов с высокой химической активностью, к которым, например, относится титан.
Газовые горелки также используются при соединении конструкций простой формы. С применением данного устройства поток газа становится более упорядоченным и менее чувствительным к движению поперечных масс.
В то же время использовать их для частей изделий сложных форм трудно, а иногда и невозможно. Кроме того, они повышают расход защитного газа.
Все сварочные работы лучше осуществлять на кондукторе. Это существенно облегчит процесс соединения различных металлических элементов. Для проводов сварочного кабеля необходимо правильно подбирать наконечники в зависимости от поставленной задачи.
Угловые струбцины своими руками
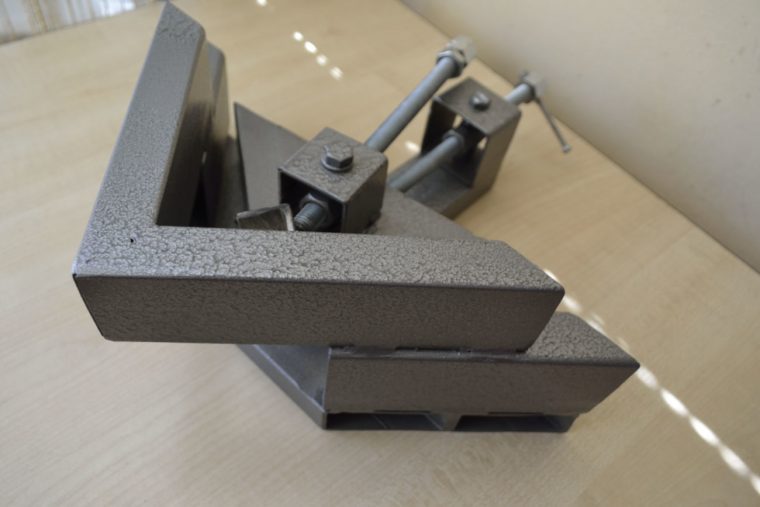
Угловая струбцина с затяжкой соединения
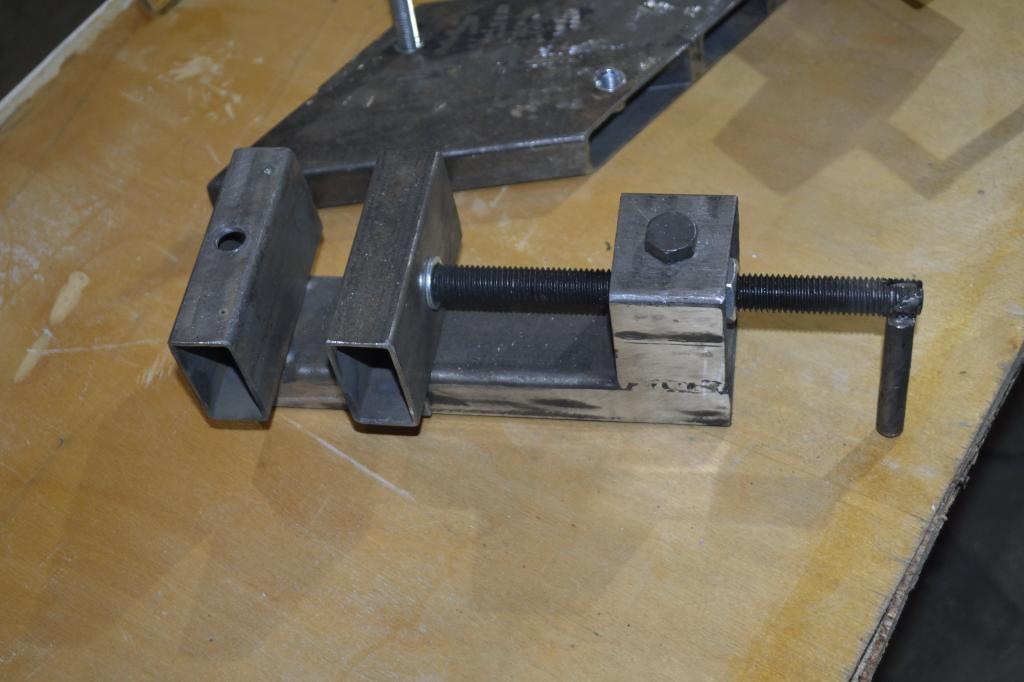
John Heisz в своём блоге и на канале показал конструкцию угловой струбцины, которая позволяет не только фиксировать заготовки под прямым углом, но и обеспечивает возможность прижима склеиваемых поверхностей. Прижим осуществляется за счёт усилия поперечного болта на внешние губки струбцины. Подвижность губок обеспечена пропилами в основе струбцины.

Угловые струбцины из обычных болтов
Как просто сделать угловые струбцины своими руками из дерева и обычных болтов.От канала «Столярные уроки Aquila Workshop»
Процесс изготовления угловых струбцин:
Ленточная струбцина для склейки рамок своими руками
Ленточная струбцина — это одно из удобных и самых простых приспособлений в мастерской как для склейки рамок или изготовления шкатулок, так и при производстве мебели. Однозначно, во всех столярных мастерских, изготавливающих предметы интерьера или мебель, присутствует процесс изготовления рамочных конструкций. Такие соединения на ус требуют особых методов сжатия и склейки.





На канале HeARTwood его ведущий Михаил показал, как он делает струбцину для склейки рамок.
Основные материалы, использованные для изготовления ленточной струбцины — это дюралюминий и искусственный камень (кориан). Основные инструменты — циркулярная пила, электролобзик, шуруповерт. Применён простой и очень надежный механизм натяжения. Для него использовалась шпилька М10, кусок полипропиленовой трубы и пара увеличенных гаек.
Видео мастер-класса по изготовлению ленточной струбцины своими руками:
Конструкционные особенности углового зажима
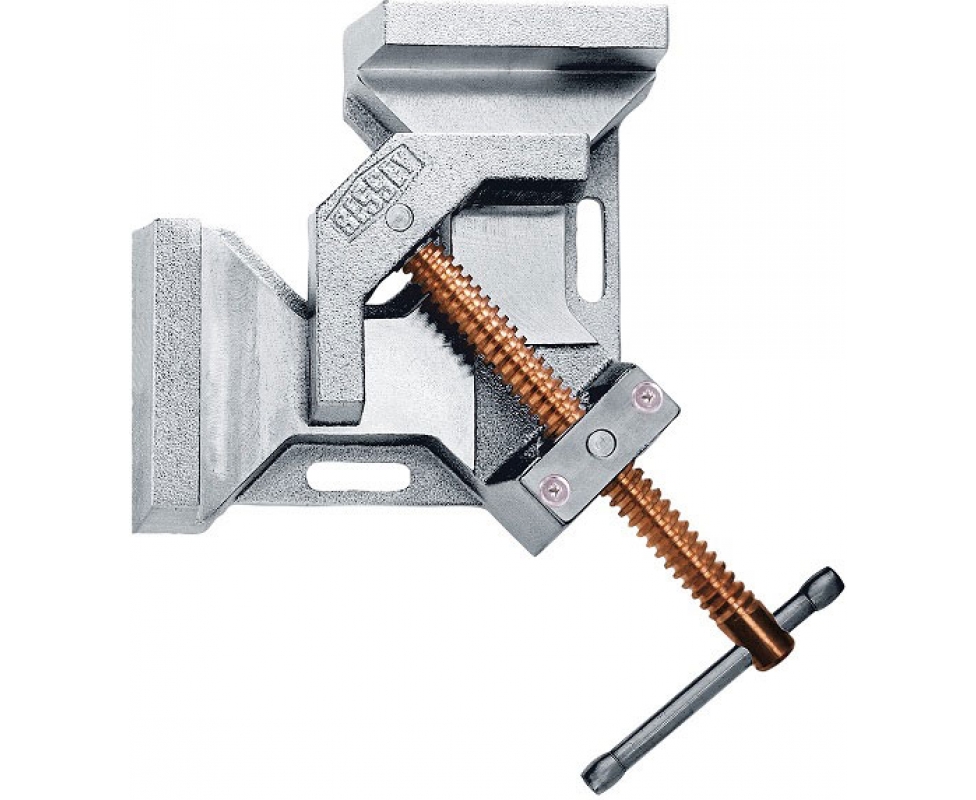
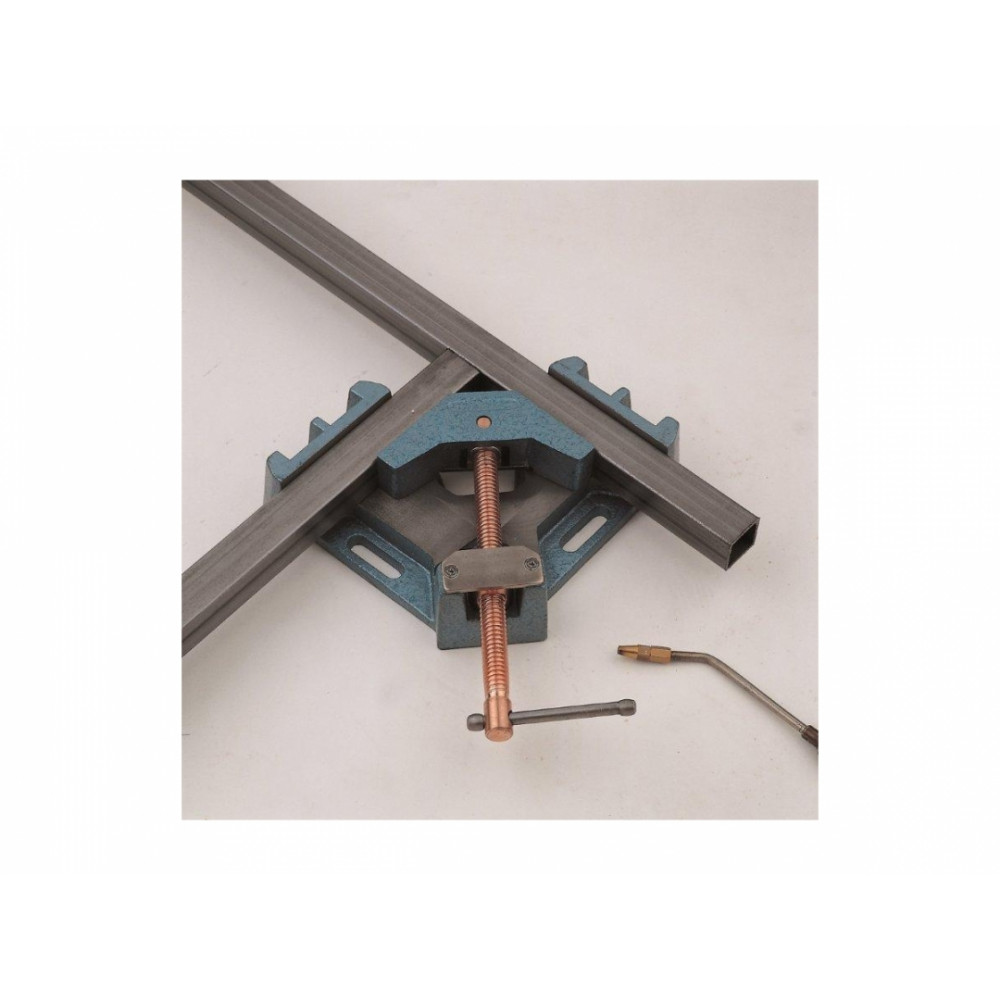
Угловые струбцины предназначены для соединения трубной заготовки, различной по конфигурации, под разнообразными углами. Это может быть сборка рамной конструкции для калитки, готовых узлов трубопровода или отопительных регистров.
В зависимости от угла соединения струбцины для сварки могут быть с постоянным градусом стыка, или с возможностью выставления различных углов
Аспекты, на которые необходимо обращать внимание, разрабатывая эскиз и выполняя чертежи:
для более надежной стыковки и фиксации деталей необходимо подбирать достаточную толщину прижимных губок
Это позволит избежать больших деформаций при сварке конструкции; следует обращать внимание на прижимные винты. Лучшим вариантом для струбцины будут гайки, и прижимные детали из меди или обмедненной стали с винтовой резьбой. Такое прижимное устройство прослужит дольше
При отсутствии винтовой резьбы, можно использовать метрическую, но с наиболее большим шагом; величину рабочей поверхности при стыковке и сварке деталей. Лучший вариант – это возможность сварки с 3 сторон узла, находящегося в зажатом положении
Такое прижимное устройство прослужит дольше. При отсутствии винтовой резьбы, можно использовать метрическую, но с наиболее большим шагом; величину рабочей поверхности при стыковке и сварке деталей. Лучший вариант – это возможность сварки с 3 сторон узла, находящегося в зажатом положении.
Конструкция струбцины представляет собой основу с упорами. Упоры могут фиксироваться под определенным углом или с возможностью регулировки градуса стыковки.
Для фиксации на основу наваривается гайка с вкрученным в нее винтом. Такая конструкция позволяет закреплять заготовки различные по размерам. Стандартно для нормальных условий работы принят максимальный размер 400 мм. Для больших размеров необходимо будет применять стапеля.





