

Типы и разновидности токарного оборудования
Существует разделение станков по следующим критериям:
- Наибольший допустимый размер обрабатываемой заготовки над станиной.
- РМЦ – расстояние между центрами (мелкие – до 150 мм, средние – 150–300 мм, крупные – более 300 мм).
Также есть множество типов токарных станков, обладающих своей спецификой:
Винторезные станки токарной группы
Станки токарной группы очень распространены в силу своей универсальности. Принцип работы прост: зажатому на шпинделе в горизонтальном положении объекту придается вращение, а с помощью подвижного резца происходит резание. Резец может быть как закрепленным, так и отдельным.
Револьверные станки
Как следует из названия, на направляющих станины располагается суппорт с револьверной головкой. В каждый паз револьверной головки может быть установлен резец.
Во время обработки резцы сменяют друг друга, прокручиваясь, что позволяет не тратить время на замену инструмента.
Карусельные станки
Предназначены в основном для обработки крупных объектов весом в несколько тонн. Основным элементом конструкции является планшайба – горизонтальный диск, на который устанавливается заготовка, и который придает ей вращение.
Отсюда и название данной разновидности станка. Как правило, станок карусельного типа имеет два суппорта для установки резцов – вертикальный и боковой. Это позволяет обрабатывать заготовку по внешней и по внутренней поверхности.
Затыловочные станки
Затылование – это специальный метод заточки торцовых поверхностей инструментов для сверления, фрезерования и нарезания резьбы.
Такая операция необходима для восстановления формы рабочих поверхностей инструмента после длительной эксплуатации. По конструкции затыловочный станок похож на винторезный, но имеет ряд особенностей.
Обрабатываемый объект также вращается шпинделем, а суппорт вместе с резцом совершает возвратно-поступательные движения, срезая (затылуя) поверхность объекта на один зуб.
Лоботокарные станки
Похожи на карусельные станки, также имеют планшайбу, но на лоботокарных станках планшайба устанавливается вертикально. Карусельные и лоботокарные станки могут взаимно заменять друг друга.
Как правило, применяются для резания с торца, то есть со «лба». Отсюда и название. Предназначены для обработки объектов, диаметр которых значительно превышает их длину (колеса, шестеренки, шкивы).
Станки с бесступенчатым приводом
Бесступенчатый привод – это механизм, позволяющий плавно менять скорость вращения шпинделя, без резких перепадов и остановки станка.
Такая функция позволяет постепенно подобрать нужную частоту вращения уже в процессе работы, а не прикидывать ее «на глаз».
Трубонарезные агрегаты
Как следует из названия, предназначены для обработки труб. Очень похожи на винторезные станки, но есть одно существенное различие в конструкции шпинделя: для того, чтобы длинные трубы надежно удерживались, через корпус станка насквозь проходит тоннель, в котором труба зажимается шпинделем в двух точках.
Это обеспечивает вращение объекта без люфта. Также существуют дополнительные подставки для труб, если они значительно превышают расстояние между патронами.
Токарно-фрезерный обрабатывающий центр
Многоцелевой комплекс, объединяющий в себе токарные и фрезерные функции. Имеет фрезерную головку, на которую может быть установлен режущий инструмент.
Головка эта подвижна, может обрабатывать объект как сбоку, по внешней поверхности, так и с торца, по внутренней.
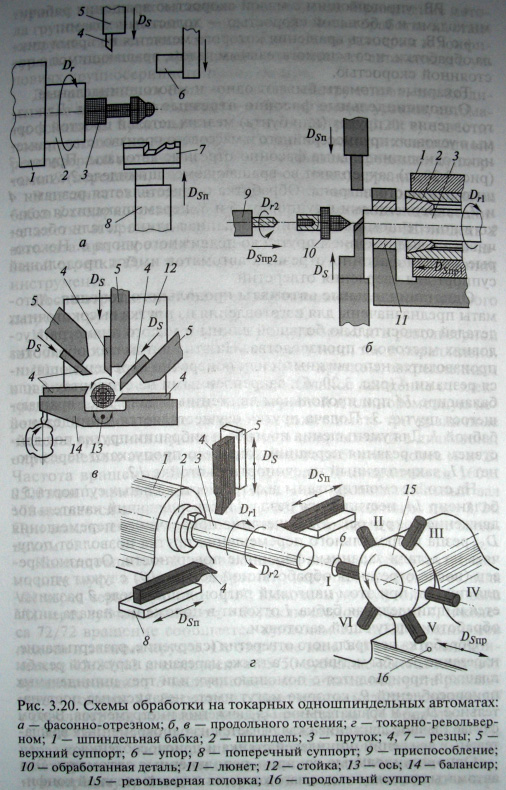
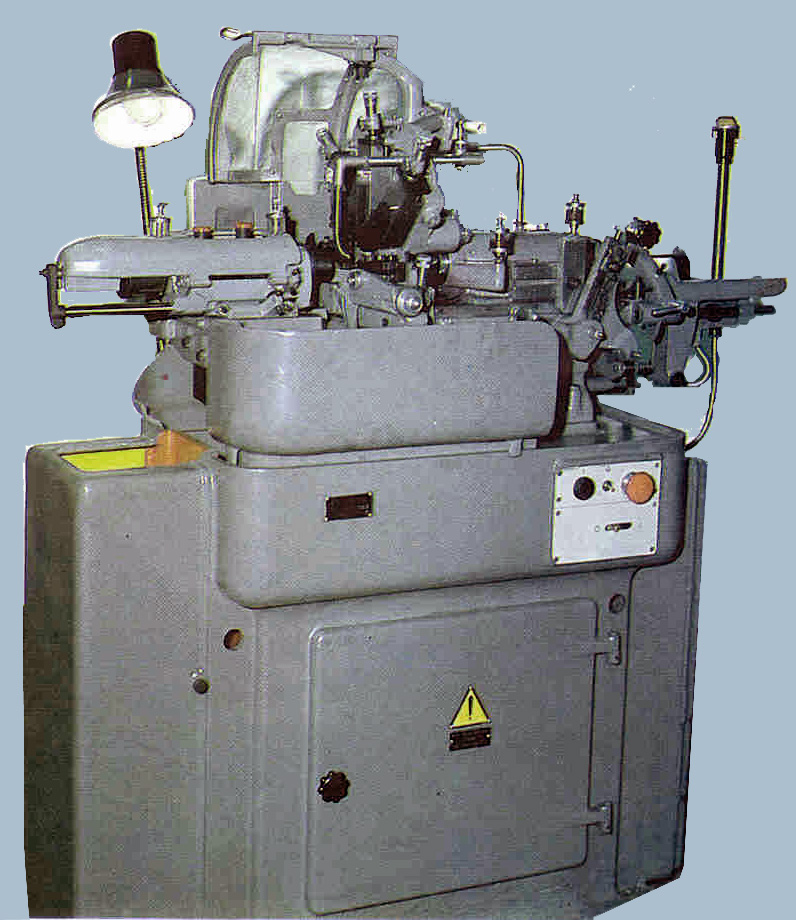
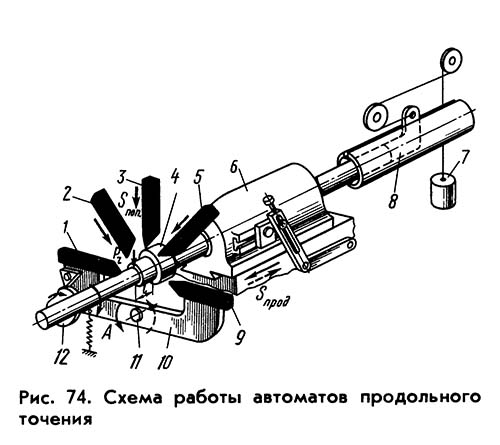
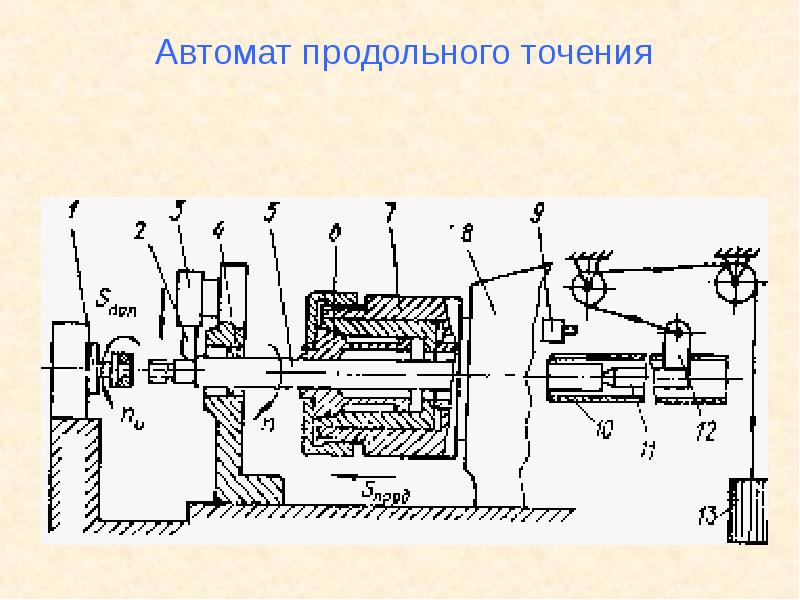
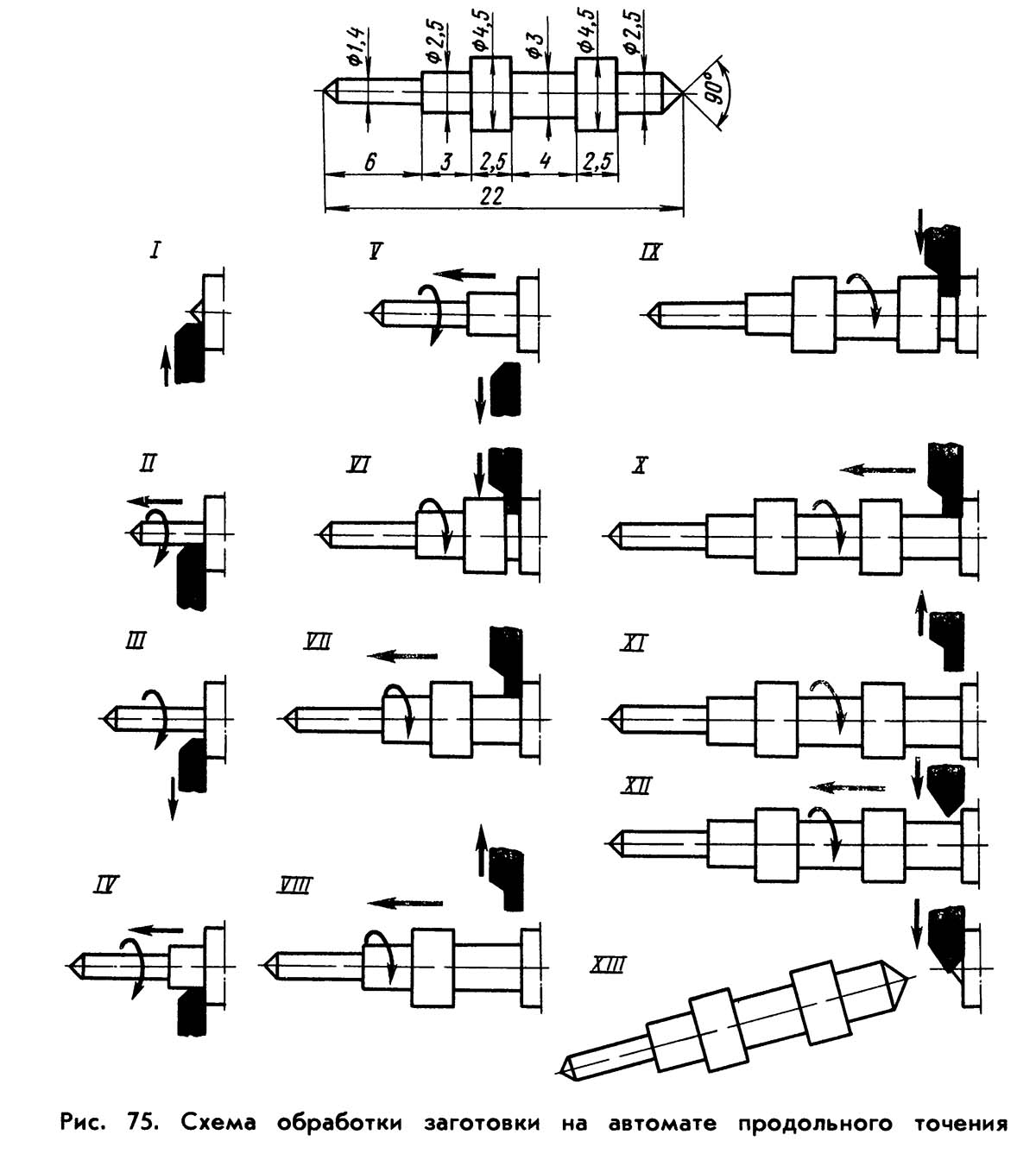
Автомат продольного точения
Предназначен для серийного изготовления и обработки малогабаритных деталей диаметром 1–60 мм, длиной – 5–300 мм.
Автомат устроен следующим образом: в подвижном шпинделе с помощью цанги закрепляется заготовка, резцы же остаются неподвижными или передвигаются по горизонтали; шпиндель вместе с заготовкой подводится поочередно к нужным резцам и обрабатывается.
Многошпиндельные токарные станки
Станки с тремя или более шпинделями, на которых крепятся заготовки для одновременной или поочередной обработки. Используются исключительно на серийных производствах.
Универсальные
Данные модели отличаются от остальных тем, что в конструкции имеется шпиндель с С-осью. Рабочая головка оснащена направляющими, по которым она может двигаться в различных направлениях. На таком оборудовании можно создавать элементы разной и сложной формы. Современные станки оборудованы датчиками для сохранения заданных параметров, мощности, перегрева.


По назначению и сложности
Начнем с классификации по назначению.
- По металлу. Так как работа происходит с твердыми металлами и сплавами, металлообрабатывающая оснастка аппарата должны быть выполнена из высокопрочных материалов. Например, для изготовления трубных решеток должна быть высокая способность противостояния усилию резки металла. На таких станках можно высверливать отверстия до 5 сантиметров в диаметре и до 50 сантиметров в глубину.
- По дереву.
- Настольные. Главная особенность таких аппаратов – они устанавливаются на специальном столе. Имеют малый размер и вес. Станки данного вида обычно используются в быту и на мелкосерийном производстве. На настольных станах можно обрабатывать деревянные, пластмассовые и металлические заготовки. Основные преимущества – это низкая цена, малый уровень потребления электроэнергии, минимальный шум.
По сложности выделяются два вида аппаратуры.
- Специализированные – станы, которые работают только по определенным операциям, их невозможно перенастроить.
- Многофункциональные – могут работать по разным операциям, обычно монтируются на больших фирмах. Сюда же относятся и станки с ЧПУ, для работы с ними оператору необходимы определенные знания.


По типу точности обработки агрегаты делятся на пять типов:
- С – особая точность;
- В – высокая точность;
- Н – нормальная точность;
- А – особенно высокая точность;
- П – повышенная точность.

По конструкции фрезерного шпинделя
Шпиндель – это своеобразный электродвигатель малого размера. Фреза устанавливается и фиксируется в нем цанговым зажимом. Цанга зажимает хвост фрезы и равномерно распределяет различные нагрузки, обеспечивая тем самым очень плотный зажим. Мощность шпинделя влияет на то, как в итоге будет фрезероваться деталь.
По конструкции шпинделя станы бывают:
- с противошпинделем;
- простые;
- с приводным центром;
- с С-шпинделем.
От системы управления напрямую зависит эффективность работы стана – ручная система предназначается для обработки единичных элементов, ЧПУ – для производства серией.
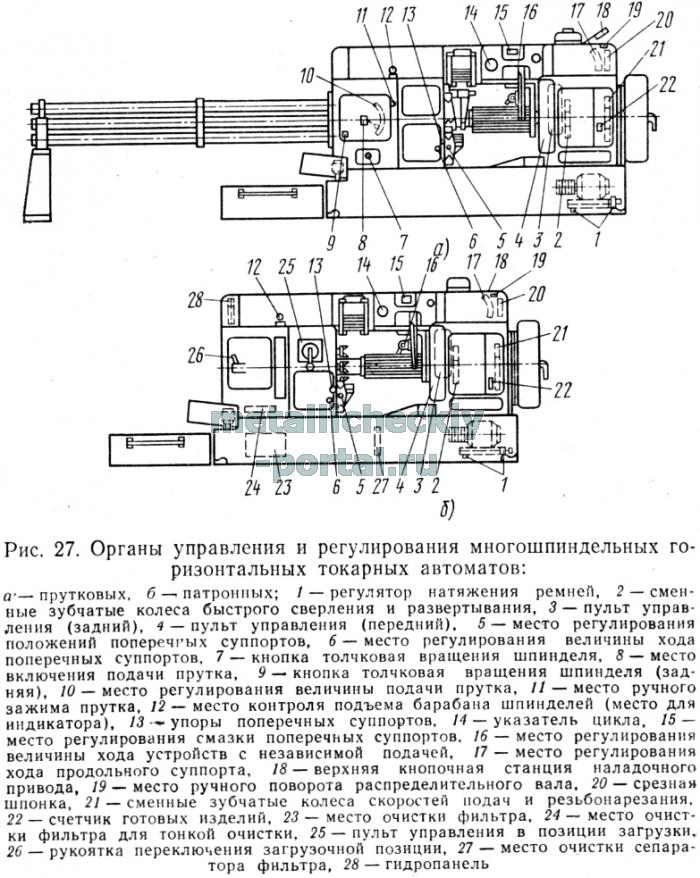
Многошпиндельные автоматы
Это оборудование подразделяется на два вида:
- параллельного действия;
- последовательного действия.
Распределительный вал является характерной деталью в токарных полуавтоматах и автоматах. На нём монтируются кулачки различной формы и конструкции (в зависимости от назначения). Они управляют всеми вспомогательными и рабочими движениями станков через систему механических и иных связей.




Наиболее употребительными исполнениями кулачков являются такие:
- барабанные. Они предназначены для управления вспомогательными и рабочими движениями станков. Он представляет собой цилиндр, который снабжён накладными кулачками или фасонными выфрезерованными канавками;
- дисковые. Нужны для приведения рабочих органов полуавтоматов и автоматов в движение — суппортов и револьверных головок.
Диски с торцевыми накладными кулачками используются только для включения движений вспомогательных (поворотов револьверной головки, зажима и движения прутка и других). Диски имеют раздельную шкалу. Чаще всего она разделяется на сотые доли оборотов. Эта шкала необходима для установки кулачков в нужном месте.
Какие классы точности существуют и чем отличаются?
Классом точности называют обобщенную характеристику средств измерений, которая определяется пределом погрешностей (основных и дополнительных), а также рядом свойств, оказывающих влияние на точность измерений, производимых с их помощью.
Пределом погрешности является наибольшая погрешность измерительного прибора, при котором он является годным к измерению. Предел допускаемой основной погрешности выражается в форме:
- абсолютной;
- относительной;
- приведенной
Погрешности. Класс характеризует свойство точности проведения измерений с помощью данного прибора. А точность средств измерения — это качество измерительного прибора, которое свидетельствует о близости погрешности проводимых измерений к нулю.
Если же речь идет о классе точности, который обеспечивает, к примеру, токарный станок, то здесь имеется в виду класс чистоты поверхности детали, которую данное оборудование способно обеспечить в процессе обработки заготовки.
Измерительные приборы, а также обрабатывающее оборудование имеет следующие классы точности: 0,01; 0,015; 0,02; 0,025; 0,04; 0,05; 0,1; 0,15; 0,2; 0,25; 0,4; 0,5; 0,6; 1,0; 1,5; 2,0; 2,5; 4,0; 5,0; 6,0. Кроме того, выделяют несколько категорий классов точности:
Особой
Этот «Класс С» — высший класс точности оборудования (как измерительного, так и обрабатывающего). К данному классу относятся такие станки (в нашем случае – токарные), которые должны производить обработку заготовок с получением высшего класса чистоты поверхности (0,01-0,015).
Высокой
Высоким классом точности обладают, к примеру, ювелирные, медицинские и лабораторные весы. Другое название такого оборудования – прецизионное. Оно имеет маркировку «класс В». Если речь идет о токарном оборудовании, то высокий класс чистоты (0,02-0,025) обеспечивают детали полировальные токарные станки.
Нормальной
Под нормальным классом точности (маркировка — «класс Н», но она, как правило, не ставится) подразумевается такая характеристика оборудования или детали, при которой обеспечивается идентичность результатов в не менее, чем у 98% заведомо одинаковых объектов. Абсолютный показатель нормального класса чистоты находится в диапазоне (2,0-0,6).
Особо высокой
Оборудование особо высокого класса точности имеет по данному показателю маркировку – «класс А»
При проектировании оборудования высокого класса точности повышенное внимание уделяется качеству шпиндельных подшипников
Здесь преимущественно используются подшипники качения также высоких классов точности, а подшипники скольжения изготавливаются в виде регулируемых конусных втулок. (Все нормы здесь устанавливаются ГОСТом 1969-43).
Повышенной
Данный класс точности имеет маркировку «класс П». Применение элементов более высокого класса точности (в первую очередь, подшипников) увеличивает стоимость готового изделия, обрабатываемого на таком токарном оборудовании.
Однако если требуется получить более высокий класс обработки заготовки, то элементы повышенного класса точности применяют для позиционирования станочных валов, где требуется более высокая точность и скорость вращения.
Станки с ЧПУ
Токарный станок с системой управления ЧПУ
Развитие вычислительной техники привело к созданию станков с программным управлением. В СССР выпускалось большое количество типов станков с ЧПУ — 16К20 («Красный пролетарий», Москва), 16Б16 (Куйбышев), ЛА155 (Ленинград) и др. Станки с ЧПУ заняли нишу между универсальными и агрегатными станками при производстве большой номенклатуры продукции (обеспечивается библиотекой программ обработки) относительно небольшими партиями (десятки и сотни штук). Малое время переналадки и высокая повторяемость обработки на станках с ЧПУ позволили резко увеличить выход годных деталей при многооперационной обработке. Базовыми системами ЧПУ в СССР были НЦ-31 и 2Р22 (токарная группа) и 2С42 и 2Р32 (фрезерная группа).
Сегодня ведущие производители станков с ЧПУ — Китай, Тайвань, США, Испания, Италия, Япония и Германия.
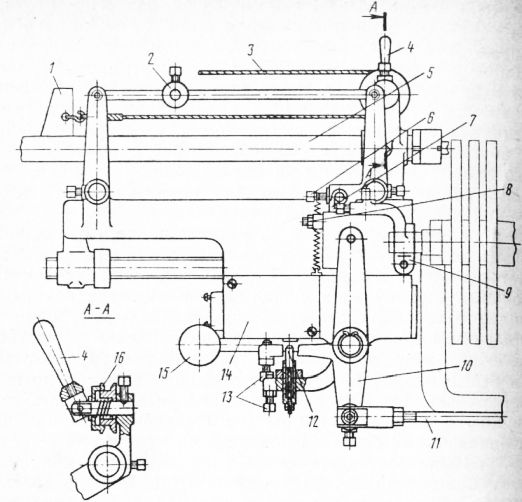
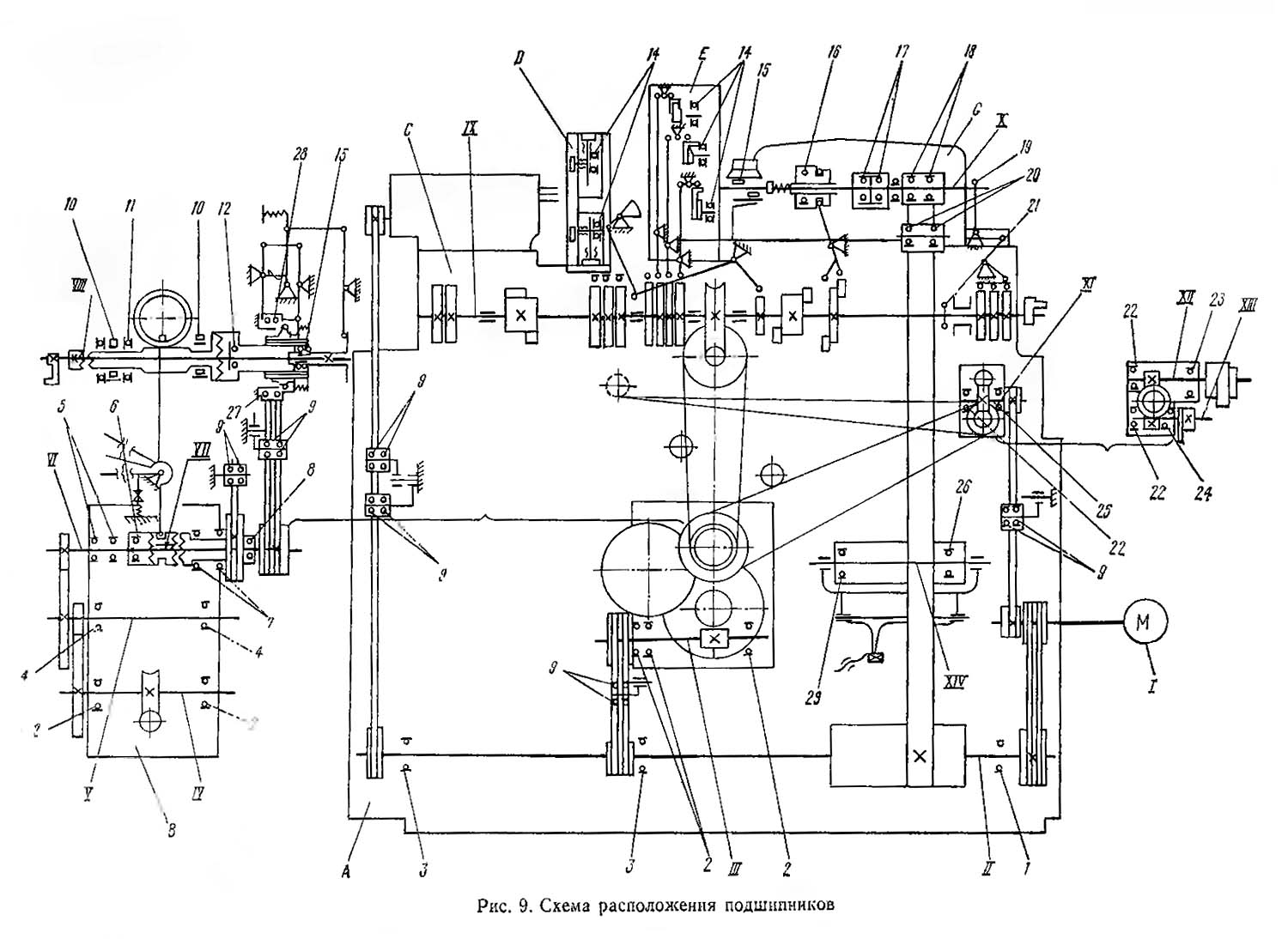
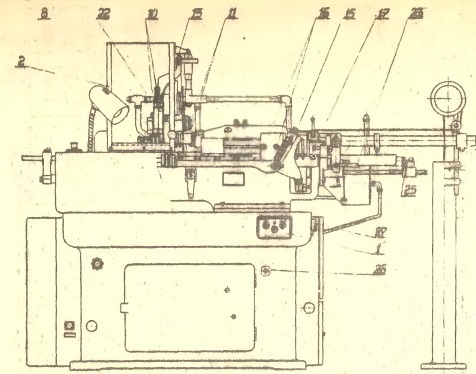
Схема кинематическая токарного станка продольного точения 11Т16А
Схема кинематическая токарного станка продольного точения 11Т16А. Смотреть в увеличенном масштабе
Кинематическая схема автомата 11Т16А
Кинематическая схема автомата (рис. 8) состоит из цепи привода главного шпинделя, цепи привода распределительного вала при рабочем ходе, цепи привода распределительного вала при ускоренном ходе, цепи привода насоса и цепи привода приспособлений.
Привод главного шпинделя
Шпиндель приводится в движение от электродвигателя М, установленного на кронштейне с подвижной плитой, расположенной сзади основания станка.
От электродвигателя вращение передается на главный вал II через клиноременную передачу со сменными шкивами А и Б.
С главного вала плоскоременной передачей движение передается непосредственно на шпиндель X автомата. Наличие сменных шкивов дает возможность получать двадцать четыре частоты вращения шпинделя от 450 до 6300 об/мин.
Привод распределительного вала при рабочем ходе
Распределительный вал приводится в движение от того же электродвигателя М.
Вращение с главного вала II через клиноременную передачу передается валу III коробки подач, а через червячную передачу и сменные шестерни В, Г, Д, Е — на вал VI; при включении муфты вала VI в левое положение движение с вала через клиноременную передачу и червячную пару передается на распределительный вал IX.
Путем замены сменных шестерен на автомате можно получить до тридцати восьми частот вращения распределительного вала на одну частоту вращения шпинделя (см. таблицу производительности).
Привод распределительного вала при ускоренном ходе
Вращение с вала электродвигателя М через клиноременную передачу привода насоса охлаждения передается валу XIII редуктора быстрого хода, и далее через клиноременную передачу получает вращение вал VI. Муфта переключается в правое положение, и дальше движение происходит как при рабочем ходе.
Привод насоса
Насос системы охлаждения приводится во вращение от электродвигателя М через клиноременную передачу и винтовые пары валов XI, XII.
Какие детали может обрабатывать
На токарных станках могут обрабатываться детали, имеющие вид тела вращения. К ним относятся:
- валы;
- оси;
- диски;
- цапфы;
- фланцы;
- муфты;
- кольца;
- втулки;
- гайки и т. д.
Кроме этого, можно сделать нарезку внутренней и наружной резьбы, точение и растачивание различных поверхностей, подрезание торцов, точение внутренних и наружных канавок, сверление, развертывание отверстий и т. д.
Как видим, токарный станок служит для множества операций и необходим в любом производстве. Рассматривая различные виды оборудования, нужно иметь в виду, что возможность установки дополнительного оборудования позволяет значительно расширить производимые операции.
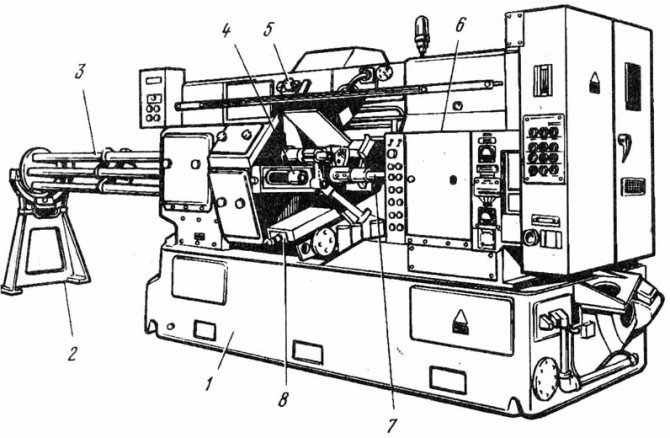
Токарные автоматы и полуавтоматы: назначение и принцип работы

Токарные автоматы и полуавтоматы, в основном используются для точения деталей сложной формы из прутка и штучных заготовок в условиях крупносерийного и массового производства. Автоматом называется станок, в котором автоматизированы все основные и вспомогательные движения, необходимые для выполнения технологического цикла обработки заготовки, а также загрузка заготовки и выгрузка обработанной детали. Обслуживание автомата сводится к периодической подаче материала-заготовки или прутка — и контролю обработанных деталей.
Полуавтоматом называются токарные станки, в которых автоматизированы все основные и вспомогательные движения, составляющие цикл обработки одной заготовки. По окончании цикла полуавтомат останавливается, для повторения цикла необходимо снять готовую деталь, поставить и закрепить новую заготовку и вновь запустить станок.
Токарные автоматы и полуавтоматы предназначены для изготовления деталей сложной конфигурации путем обработки заготовки несколькими инструментами. Наряду с токарными автоматами и полуавтоматами, получившими наибольшее распространение в машиностроении, существуют автоматы и полуавтоматы фрезерные, шлифовальные, сверлильные и прочие.
Автоматизация цикла работы современных станков осуществляется на основе использования средств механики, гидравлики, электротехники и электроники, пневматики или на комбинированной базе.
Станки с механической базой автоматизации производительны и надежны в эксплуатации. Однако на переналадку таких автоматов затрачивается много времени. Поэтому автоматы с механической базой автоматизации используют, как правило, в условиях массового производства, а полуавтоматы — в условиях серийного и крупносерийного производства. Станки, автоматизированные другими способами, допускают быструю переналадку и поэтому применяются чаще всего в серийном производстве.
Особое место занимают станки с ЧПУ, это оборудование с числовым цифровым программным управлением циклом. Такие станки могут быть эффективно использованы для изготовления деталей мелких и средних серий.

![Токарно-карусельный станок [технические характеристики]](https://domdetaley.ru/wp-content/uploads/a/e/6/ae6b632a995530ae7916aadca17a5561.jpeg)

Токарные автоматы и полуавтоматы подразделяют по различным признакам:
- назначению — на универсальные и специализированные;
- виду заготовки — на прутковые и патронные;
- количеству шпинделей — на одно- и многошпиндельные;
- расположению шпинделей — на горизонтальные и вертикальные.
Выпуск станков токарной группы составляет большую часть общего выпуска станков. Диапазон их типоразмеров чрезвычайно широк: от настольных до тяжелых (массой до 1300 т).
Научно-технические достижения в станкостроении, технологии машиностроения, теории резания металлов, радиоэлектронике, электротехнике, а также в области создания систем автоматического управления создали условия для производства нового класса станков по уровню автоматизации — высокопроизводительных металлорежущих станков, оснащенных системой числового программного управления.
Токарные автоматы и полуавтоматы относятся к высокопроизводительным станкам, которые широко применяют в условиях крупносерийного массового производства. Эти станки следует рассматривать как станки с программным управлением на механической основе. Главным органом управления таких станков является распределительный вал, на котором расположены кулачки, управляющие отдельными механизмами станка, обеспечивающие надежную синхронизацию всех движений цикла работы станка. В данном случае кулачки (копиры) являются носителями программы работы автомата или полуавтомата. Поэтому такие станки часто называют кулачковыми автоматами. Необходимо квалифицированно использовать это сложное технологическое оборудование механических цехов машиностроительных заводов, чтобы обеспечить максимальный съем деталей со станка при минимальной затрате времени, при высокой точности изготовляемых деталей.
Отличие автоматов и полуавтоматов
Различие между автоматами и полуавтоматами заключается в том, что на полуавтомате оператор выполняет такие действия:
- установка и закрепление заготовки;
- пуск оборудования;
- освобождение и снятие готового изделия.
 Прутковые токарные автоматы предназначены для их эксплуатации в серийном и массовом производствах. Объясняется это тем, что устройство таких автоматов предполагает использование достаточно сложных инструментальных наладок, которые занимают много времени для подготовки. Их рентабельность достигается только тогда, когда обработать нужно большую партию деталей.
Прутковые токарные автоматы предназначены для их эксплуатации в серийном и массовом производствах. Объясняется это тем, что устройство таких автоматов предполагает использование достаточно сложных инструментальных наладок, которые занимают много времени для подготовки. Их рентабельность достигается только тогда, когда обработать нужно большую партию деталей.
Классификация
Токарные автоматы и полуавтоматы классифицируют следующим образом:
- по режиму холостых и рабочих ходов;
- по количеству и расположению шпинделей;
- по роду заготовок;
- по назначению.
По назначению
- Универсальные. Они предназначаются для выполнения токарных и прочих операций над разнообразными элементами.
- Специализированные. Используются для выполнения некоторых операций над определёнными элементами.
Полуавтомат предназначается для изготовления элементов только из штучных заготовок. В основном, в патроне (полуавтоматы патронные), в центре — реже.
В автоматах прутковых пруток вводится в полый шпиндель, а в дальнейшем для каждой изготовляемой детали подаётся и зажимается автоматически.
В автоматах магазинных заготовки загружаются в бункер или магазин, а уже оттуда подаются автоматически к зажимному приспособлению станка.
По количеству шпинделей
- Одношпиндельные. Могут одновременно обрабатывать только один элемент.
- Многошпиндельные. Могут обрабатывать несколько элементов одновременно. Количество элементов равняется числу шпинделей или на один меньше.
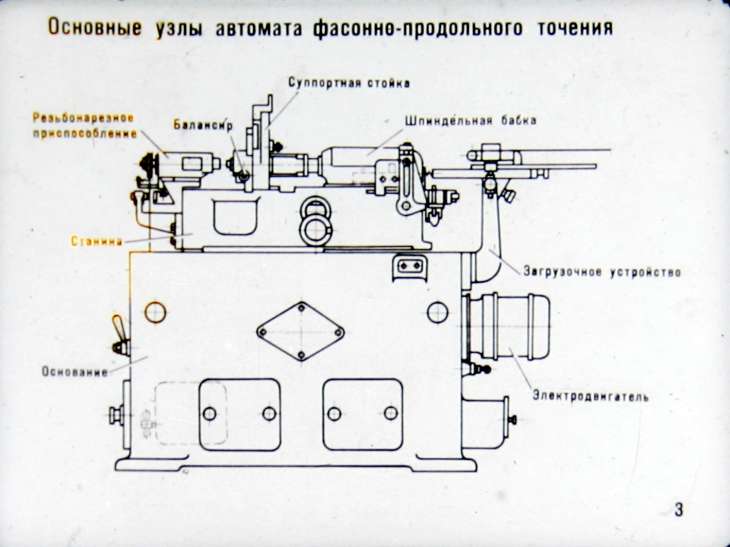
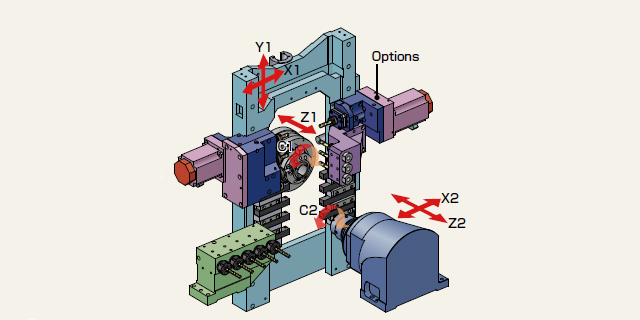
Устройство оборудования
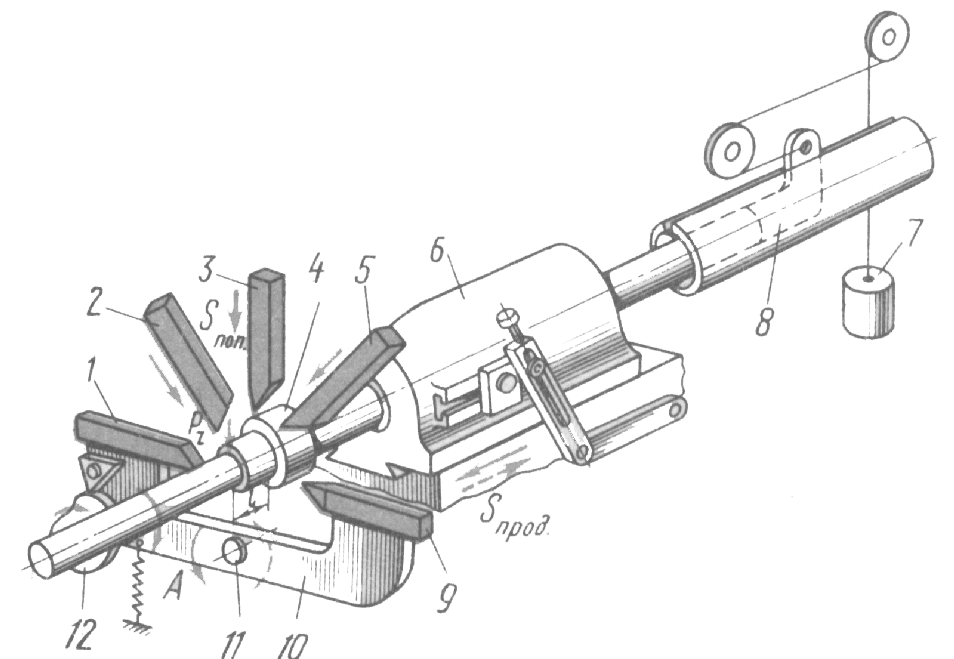
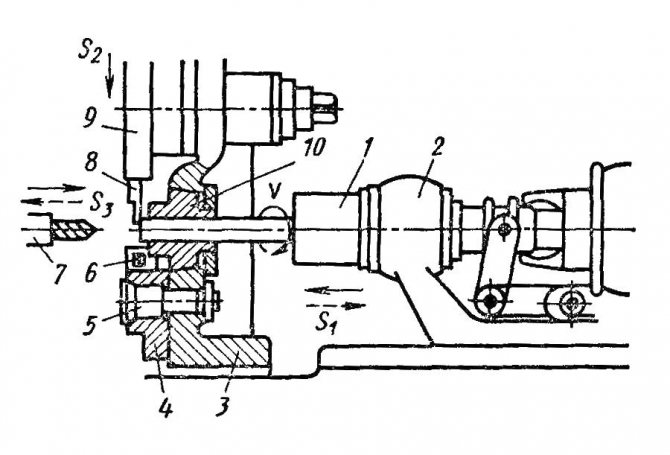
Традиционно в токарных станках формообразующее движение — это вращение главного шпинделя, а движение подачи — перемещение суппорта в поперченном к оси вращения направлении. При такой схеме процесса резания неизбежен ряд конструктивных сложностей по обеспечению жесткости, виброустойчивости и точности позиционирования суппорта, особенно при обработке деталей повышенной точности на больших скоростях. Для разрешения этой проблемы швейцарские конструкторы нашли нестандартное и революционное по тем временам решение. Они создали ручной станок (а затем и токарный автомат), в котором суппорт с инструментом находится в неподвижном состоянии, а движение подачи осуществляется подвижной шпиндельной бабкой по направлению оси вращения (т.е. вращающаяся деталь надвигается на неподвижный резец).
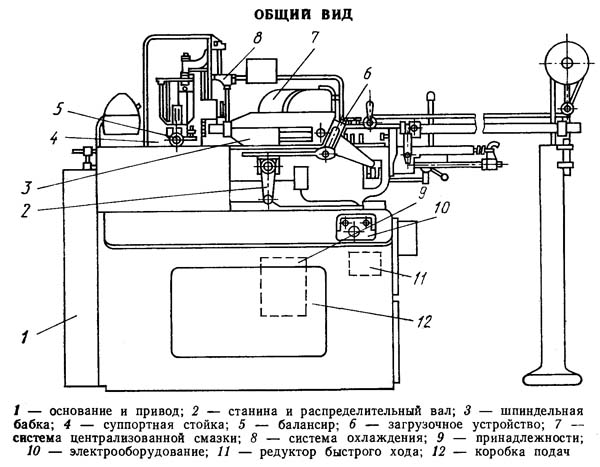
Хотя по своим производственным характеристикам токарный автомат продольного точения с ЧПУ значительно отличается от первых станков этого типа, он имеет ту же традиционную компоновку и состав основных узлов и агрегатов:
- сплошная литая станина с направляющими для передней бабки;
- подвижная бабка с полым шпинделем и цанговым зажимом;
- люнетная втулка;
- блок неподвижных суппортов с резцами;
- приспособление для подачи прутковых заготовок через шпиндель.
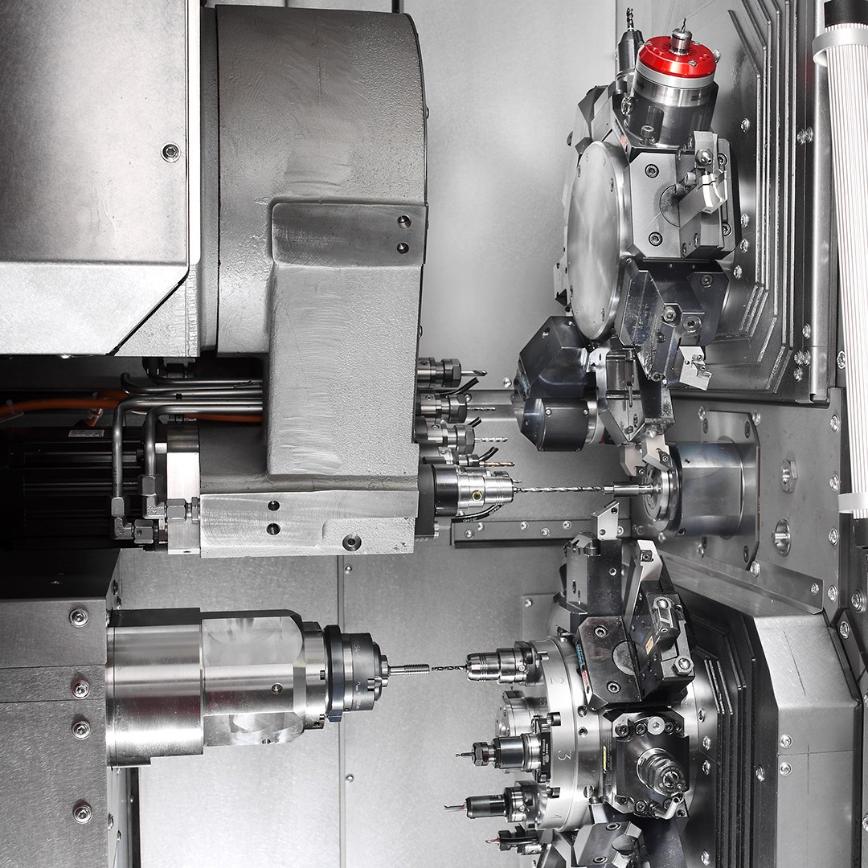
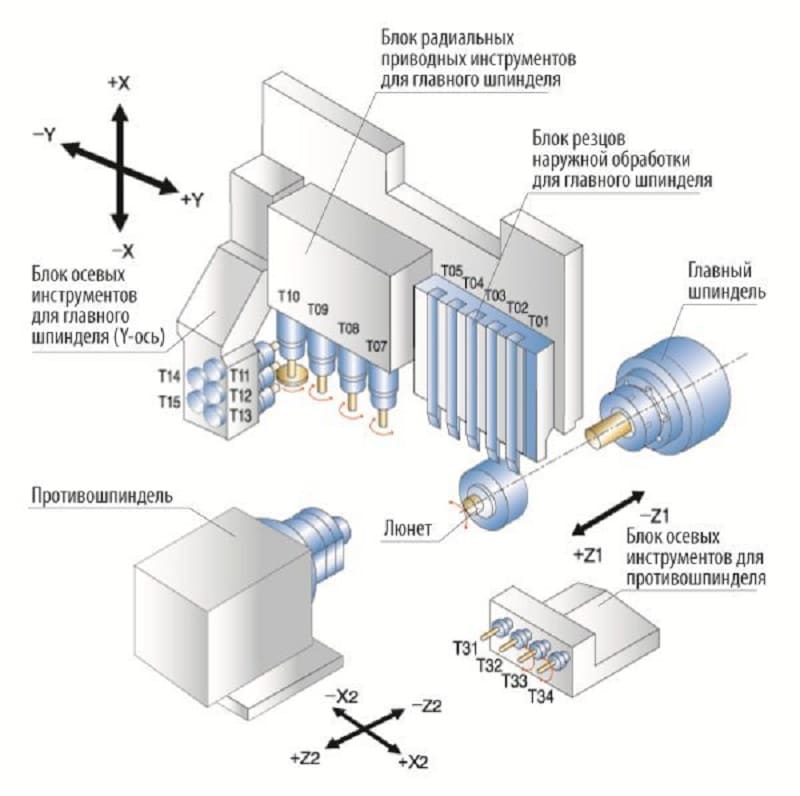
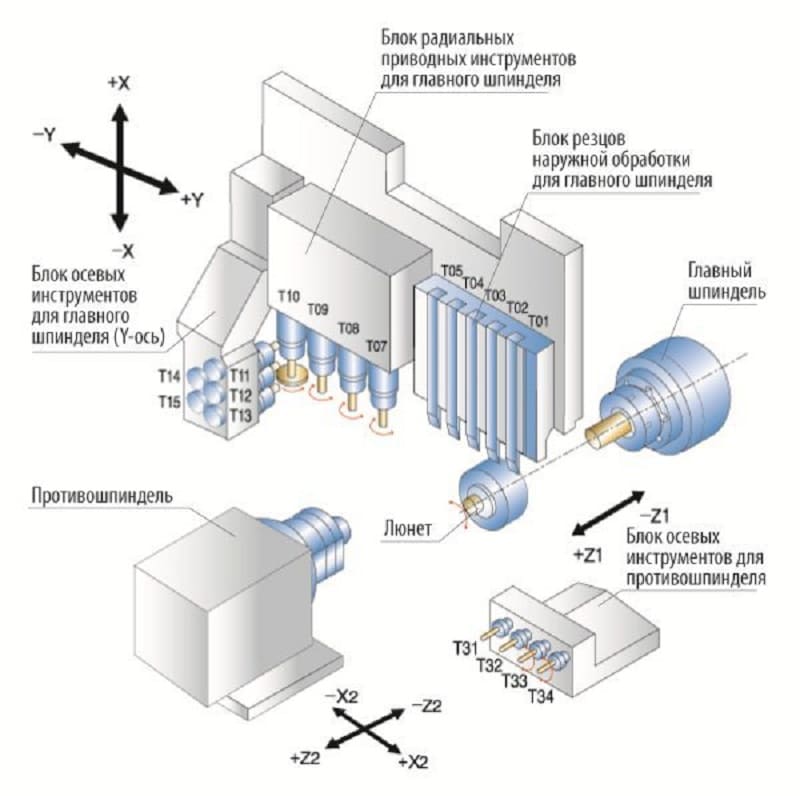
Современный токарный автомат представляет собой многофункциональный обрабатывающий центр с числовым программным управлением. Помимо традиционных компонентов такое оборудования может включать в себя:
- противошпиндель;
- блок или револьверную головку с приводным инструментом;
- позиционируемые в разных плоскостях блоки резцов;
- магазин заготовок;
- ловитель деталей и конвейер для готовых деталей;
- систему подачи СОЖ;
- конвейер стружкоудаления.
На станках такого типа можно выполнять независимую обработку резцовым и приводным инструментом одновременно двух деталей, закрепленных в шпинделе и противошпинделе. Кроме того, точная синхронизация вращения шпинделей дает возможность передавать обрабатываемую заготовку из одного шпинделя в другой, что позволяет производить за одну установку обработку обоих торцов детали. А наличие револьверной головки и различных блоков резцового и приводного инструмента дает возможность выполнять на одной установке детали весь спектр необходимых технологических операций: от точения, сверления и нарезания резьбы до плоского и контурного фрезерования.
Считается, что точность обрабатываемого прутка, профиля или проволоки должны быть на квалитет вышее, чем получаемая из них деталь. Другая особенность — необходимость использования для повышения точности обработки невращающихся люнетных втулок, которые склонны к износу и нагреву.
Технические и технологические показатели станков токарной группы
1.12.5. Технические и технологические показатели станков токарной группы
- Основные условия функционирования
- Размеры рабочего пространства для размещения заготовок, инструмента и приспособлений.
- Расположение обрабатываемых поверхностей, их количество и размеры.
- Наибольшая масса устанавливаемых заготовок и способы закрепления.
- Пределы частот вращения и подач рабочих органов
- Основная форма обрабатываемых заготовок (определяет пространственное размещение рабочих органов станка).
- Количество, форма и параметры устанавливаемых инструментов для штатных методов обработки.
- Количество управляемых включая одновременно) перемещений рабочих органов.
- Дискретность перемещения по осям координат
- Производительность штучная
- Мощность главного привода и подач.
- Количество переходов и проходов.
- Скорости холостых и установочных перемещений.
- То же рабочих перемещений.
- Наличие автоматизации основных и вспомогательных циклов.
- Оснащенность дополнительными приспособлениями и устройствами.
- Количество одновременно обрабатываемых заготовок и установленных инструментов
- Точность обработки станка
- Выходная точность станка.
- Точность установки изделия и стабильность позиционирования рабочих органов.
- Исходная точность заготовки и объемная стабильность качества.
- Размерная износостойкость инструмента.
- Статические, динамические и тепловые деформации несущей системы, групп узлов заготовки и инструментов.
- Возможность корректирования перемещений формообразующих элементов.
- Характер износа элементов и узлов станка
- Эксплуатационные свойства станка
- Масса станка.
- Площадь, занимаемая станком.
- Надежность работы систем и узлов.
- Удельная энергоемкость.
- Материалоемкость.
- Техническая и эксплуатационная безопасность и экономичность.
- Удобство управления и обслуживания.
- Ремонтопригодность
Многошпиндельные автоматы
Это оборудование подразделяется на два вида:
- параллельного действия;
- последовательного действия.
Распределительный вал является характерной деталью в токарных полуавтоматах и автоматах. На нём монтируются кулачки различной формы и конструкции (в зависимости от назначения). Они управляют всеми вспомогательными и рабочими движениями станков через систему механических и иных связей.
Наиболее употребительными исполнениями кулачков являются такие:
- барабанные. Они предназначены для управления вспомогательными и рабочими движениями станков. Он представляет собой цилиндр, который снабжён накладными кулачками или фасонными выфрезерованными канавками;
- дисковые. Нужны для приведения рабочих органов полуавтоматов и автоматов в движение — суппортов и револьверных головок.
Диски с торцевыми накладными кулачками используются только для включения движений вспомогательных (поворотов револьверной головки, зажима и движения прутка и других). Диски имеют раздельную шкалу. Чаще всего она разделяется на сотые доли оборотов. Эта шкала необходима для установки кулачков в нужном месте.
Машины с ЧПУ
Как уже упоминалось, станки, предназначенные для изготовления металлических деталей, могут дополнительно оснащаться ЧПУ. Такие системы управления обычно применяются в том случае, если автомат токарный предназначен для выпуска деталей в серийном или мелкосерийном производстве. Используемое в ЧПУ программное обеспечение позволяет:
автоматизировать процесс обработки;
улучшить качество обрабатываемых деталей;
значительно сократить время наладки станка.
Разного рода приводы и преобразователи в ЧПУ используются цифровые. Представляют они собой электродвигатели, работающие либо от переменного, либо от постоянного тока. В кинематическую схему станка при использовании ЧПУ встраиваются специальные датчики. Рабочий инструмент в станках, оборудованных ЧПУ, используется максимально прочный, так как функционируют они с очень высокой скоростью и производительностью. Конструкция основания у таких машин должна быть предельно жесткой.
Токарно-карусельные станки
Станки токарно-карусельные находят широкое применение на предприятиях тяжелого, энергетического, транспортного и нефтехимического машиностроения (табл. 16).
Различают одностоечные (с планшайбой диаметром до 1600 мм) и двухстоечные (с планшайбой диаметром до 20000 мм) токарно-карусельные станки. Главными параметрами являются диаметр D и высота L обрабатываемой заготовки; причем параметр L зависит от параметра D. Станкостроительные заводы изготовляют станки с большим модельным рядом, у которых D L = 800 800; 1000 800; 1250 1000; 1600 1000; 2300 1600; 2500 1600; 3200 2000; …; 20 000 6300 мм.
Токарно-карусельные станки используют при обработке цилиндрических и конических (наружных и внутренних) поверхностей, протачивания канавок, отрезки, обработки торцовых поверхностей, а при применении приспособлений применяют для фасонного точения, нарезания резьбы и других операций, включая фрезерную и шлифовальную обработки.
На рис. 9 показан одностоечный токарно-карусельный станок модели 1512. Станок имеет станину — стойку 9 со столом 1. Поперечина 6 с вертикальным суппортом 5 и боковой суппорт 10 перемещаются по направляющим стойки 9.
Таблица 16. Технические характеристики токарноBкарусельных станков
| Параметры | Модели станков | |||||||
| 1512 | 1540 | 1516 | 1550 | 1580Л | 1525 | 1580Л | 1А592 | |
| Наибольшие параметры обрабатываемой заготовки, мм: диаметр | 1250 | 4000 | 1600 | 5000 | 8000 | 2500 | 8000 | 12 500 |
| высота | 1000 | 2000 | 1000 | 2500 | 3200 | 1600 | 3200 | 5000 |
| Масса, кг | 4000 | 63 000 | 5000 | 63 000 | 125 000 | 13 000 | 125 000 | 320 000 |
| Наибольшее перемещение вертикального (револьверного) суппорта: горизонтальное | 775 | 2300 | 950 | 2800 | 4400 | 1390 | 4370 | — |
| вертикальное | 700 | 1250 | 700 | 1600 | 2000 | 1200 | 2000 | 3200 |
| Диаметр планшайбы, мм | 1120 | 4000 | 1400 | 4500 | 7100 | 2250 | 7100 | 11 200 |
| Частота вращения планшайбы, мин–1 | 5…250 | 0,52…48,7 | 4…200 | 0,34…31,2 | 0,22…20,1 | 1,6…80 | 0,22…20,1 | 0,28…23,2 |
| Подача суппорта вертикальная и горизонтальная, мм/мин | 5…1800 | 0,059…470 | 5…1800 | 0,044…352 | 0,0352…285 | 0,1…1280 | 0,0352…285 | 0,022…160 |
| Мощность электродвигателя главного привода, кВт | 30 | 125 | 30 | 125 | 125 | 40 | 125 | 125 |
| Габаритные размеры, мм: | 2875 2660 4100 | 5920 10 144 7200 | 3190 3360 4100 | 6560 11 410 8400 | 8615 17 600 9765 | 5065 5280 4910 | 8615 17 600 9765 | 16 935 25 300 18 775 |
| Масса, кг | 16 500 | 100 000 | 19 200 | 140 500 | 248 000 | 35 500 | 248 000 | 780 000 |

Рис. 9. Токарно-карусельный станок мод. 1512: 1 — стол; 2 — планшайба; 3 — пульт; 4 — револьверная головка; 5 — суппорт; 6 — поперечина; 7 — коробка подач; 8 — маховик; 9 — стойка-станина; 10 — боковой суппорт; 11 — коробка подач бокового суппорта; 12 — резцедержатель; 13 — маховик



При выполнении капитального ремонта и модернизации на петербургском станкостроительном заводе производят:
- раздельные приводы подач, встройку шариковых винтовых передач. Электропривод обеспечивает плавное регулирование подач «под стружкой»;
- установку высокоточных оптических отсчетных линеек по координатам z и x;
- встройку индикации позиций револьверной головки;
- отмену гидропривода отжима-зажима траверсы, что повышает ресурс гидропривода, а также введение ручного зажима траверсы;
- замену асинхронного главного двигателя на двигатель постоянного тока с широким диапазоном регулирования скорости вращения «под стружкой»;
- установку надежной автоматической системы смазки направляющих и гаек шариковых винтов от централизованной системы;
- замену электрооборудования, поставку системы ЧПУ отечественной (2С42—65) или импортной (фирма «Siemens» или другой по выбору заказчика);
- восстановление точности и работоспособности станка.
Просмотров:
5 069
Устройство оборудования
Традиционно в токарных станках формообразующее движение — это вращение главного шпинделя, а движение подачи — перемещение суппорта в поперченном к оси вращения направлении. При такой схеме процесса резания неизбежен ряд конструктивных сложностей по обеспечению жесткости, виброустойчивости и точности позиционирования суппорта, особенно при обработке деталей повышенной точности на больших скоростях. Для разрешения этой проблемы швейцарские конструкторы нашли нестандартное и революционное по тем временам решение. Они создали ручной станок (а затем и токарный автомат), в котором суппорт с инструментом находится в неподвижном состоянии, а движение подачи осуществляется подвижной шпиндельной бабкой по направлению оси вращения (т.е. вращающаяся деталь надвигается на неподвижный резец).
Хотя по своим производственным характеристикам токарный автомат продольного точения с ЧПУ значительно отличается от первых станков этого типа, он имеет ту же традиционную компоновку и состав основных узлов и агрегатов:
- сплошная литая станина с направляющими для передней бабки;
- подвижная бабка с полым шпинделем и цанговым зажимом;
- люнетная втулка;
- блок неподвижных суппортов с резцами;
- приспособление для подачи прутковых заготовок через шпиндель.
Современный токарный автомат представляет собой многофункциональный обрабатывающий центр с числовым программным управлением. Помимо традиционных компонентов такое оборудования может включать в себя:
- противошпиндель;
- блок или револьверную головку с приводным инструментом;
- позиционируемые в разных плоскостях блоки резцов;
- магазин заготовок;
- ловитель деталей и конвейер для готовых деталей;
- систему подачи СОЖ;
- конвейер стружкоудаления.
На станках такого типа можно выполнять независимую обработку резцовым и приводным инструментом одновременно двух деталей, закрепленных в шпинделе и противошпинделе. Кроме того, точная синхронизация вращения шпинделей дает возможность передавать обрабатываемую заготовку из одного шпинделя в другой, что позволяет производить за одну установку обработку обоих торцов детали. А наличие револьверной головки и различных блоков резцового и приводного инструмента дает возможность выполнять на одной установке детали весь спектр необходимых технологических операций: от точения, сверления и нарезания резьбы до плоского и контурного фрезерования.

К специфическим особенностям токарных автоматов продольного точения можно отнести высокие требования к качеству заготовок.
Считается, что точность обрабатываемого прутка, профиля или проволоки должны быть на квалитет вышее, чем получаемая из них деталь. Другая особенность — необходимость использования для повышения точности обработки невращающихся люнетных втулок, которые склонны к износу и нагреву.





