

История возникновения и дальнейшего развития оборудования
Если посмотреть на современные модели, может сложиться впечатление, что токарный станок был изобретен относительно недавно.
Однако сведения о самом далеком предке современного станка относятся к Древнему Египту 2-го тысячелетия до нашей эры. Токарные технологии были и в древнем Китае, в Индии 1-го тысячелетия нашей эры.

В XIV веке был изобретен ножной привод, в XVIII русский ученый Андрей Нартов изобрел токарно-винторезный станок с механизированным суппортом и сменными зубчатыми колесами.
Особенно бурный период развития пришелся на промышленную революцию конца XIX века – станок менял источники привода, приобретал всё большие размеры, усложнялся.
Сейчас его основной источник энергии – электричество. Наиболее современная версия станка появилась в 1950-х годах, когда для управления обработкой начали применять числовое программное управление (ЧПУ) и сервомеханизмы.

Токарный станок часто называют «матерью всех станков», потому что с его помощью впервые стали создавать и другие станки.
2 Типы и виды токарных станков
По принятой в России классификации, которая осталась от времен СССР, токарные станки по металлу причисляются к первой группе металлорежущего оборудования. В этой группе существуют следующие типы токарных станков:
- полуавтомат и автомат одношпиндельный;
- полуавтомат и автомат многошпиндельный;
- револьверный;
- отрезной;
- карусельный;
- лобовой и винторезный;
- полировальный и многорезцовый;
- специализированный (автомат и обычный);
- специальный.
Тот или иной станок токарной группы может иметь одну из пяти степеней точности:
- С – особую;
- В – высокую;
- Н – нормальную;
- А – особо высокую;
- П – повышенную.
Зная классификацию токарных станков, можно с первого взгляда определить, к какому типу относится определенный агрегат, и понять его основное назначение. В маркировке его модели имеется:
- единица, стоящая на первом месте, которая говорит о том, что перед нами именно токарное оборудование;
- вторая цифра, определяющая тип агрегата;
- третья цифра и четвертая (некоторые модели не имеют четвертой цифры), указывающая на главный параметр (размерный) установки, под коим понимают в большинстве случаев высоту центров.
В кодировке конкретной модели могут присутствовать и буквы, которые обозначают особенности конструкции агрегата (автомат, специальный, базовый и пр.), уровень его точности, вариант модификации, наличие на оборудовании числового программного комплекса. Если перед вами, например, станок 1И611П, можно понять, что это токарно-винторезный агрегат (буква «И») повышенной степени точности (буква «П») с высотой центров 110 миллиметров. Таким образом, можно просто увидеть фото установки с указанием ее маркировки, чтобы все стало понятным.
Рекомендации по выбору станка
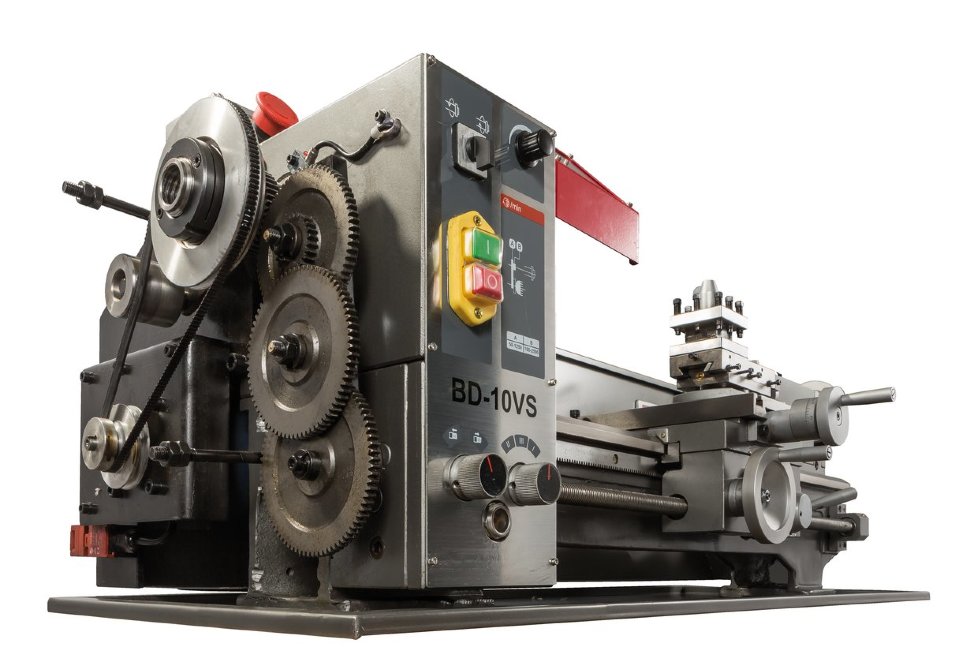
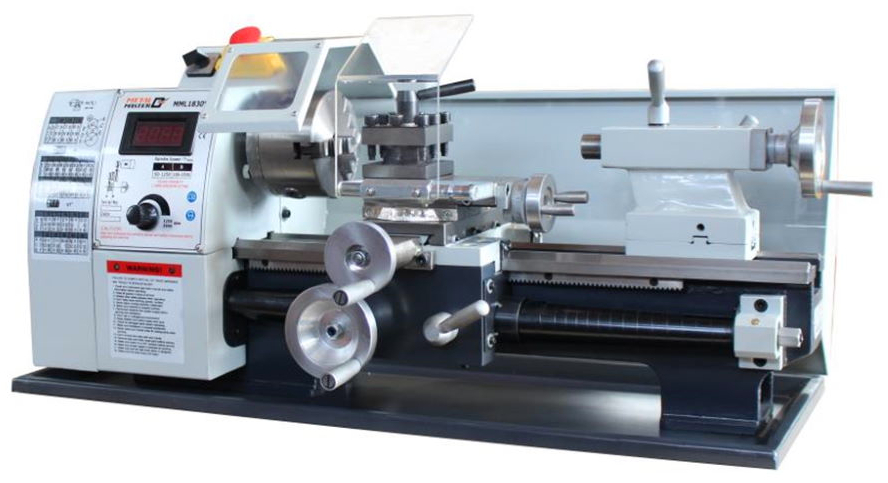
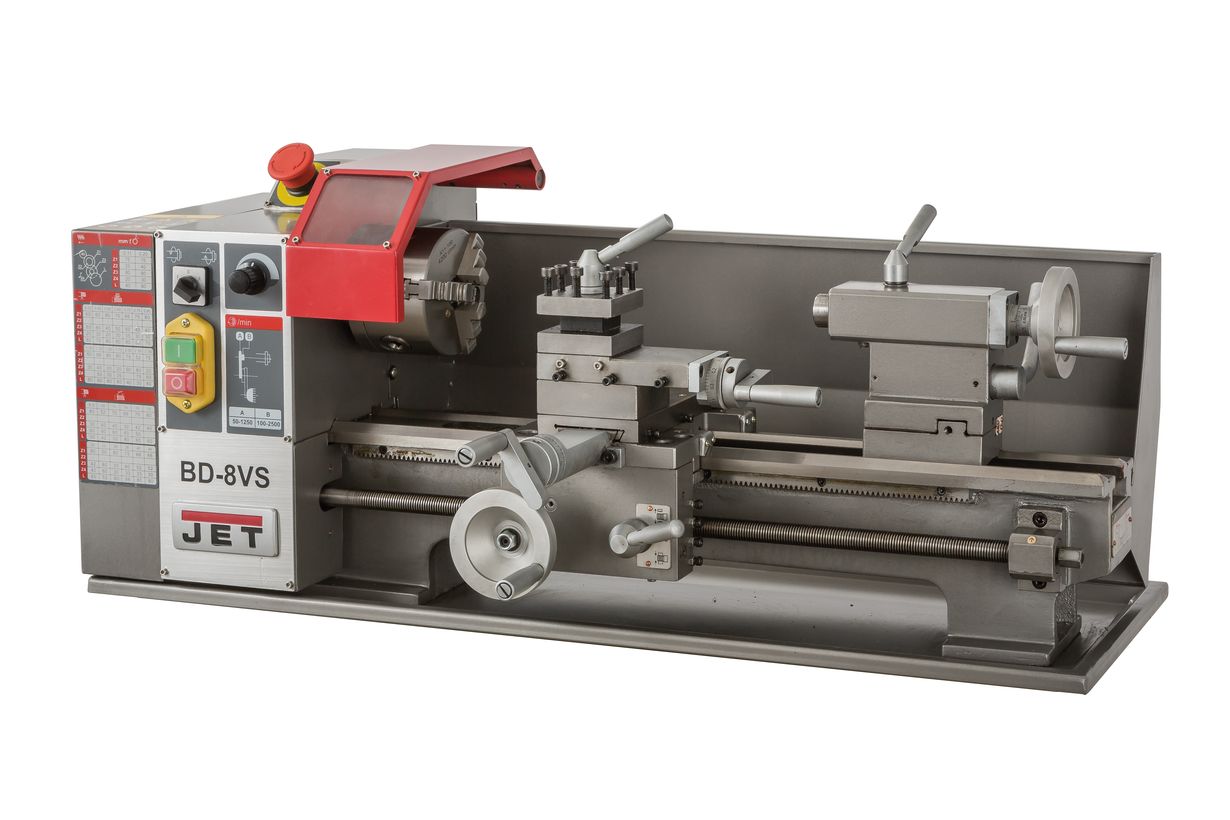
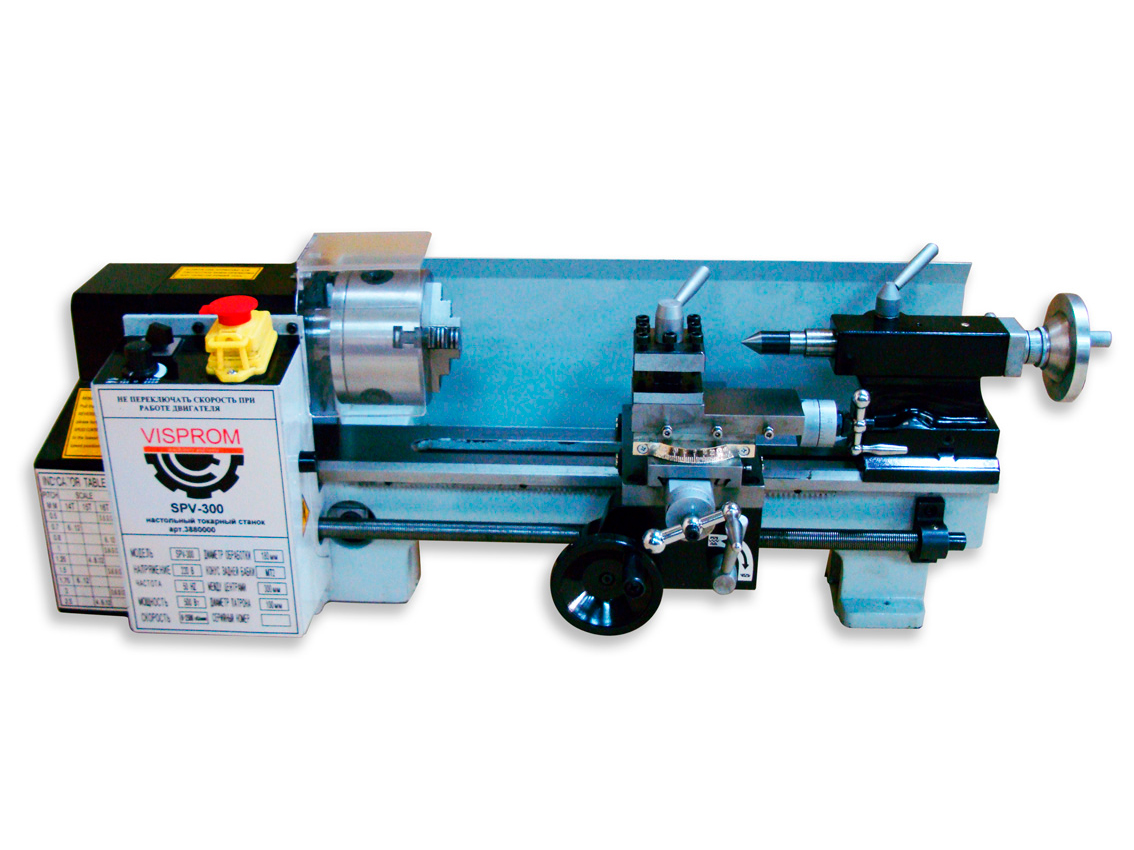
В продаже встречается просто огромное количество различных вариантов исполнения настольных токарных станков по металлу для дома. Основными рекомендациями по выбору назовем следующие моменты:
Размер станины и вес всего продукта. В продаже есть весьма компактные модели, которые не требуют особых условий установки. Однако, слишком легкое оборудование подвержено вибрации и менее устойчиво
При весе конструкции около 100 килограмм могут возникнуть трудности с подбором наиболее подходящей токарной модели.
Параметры электросети также имеют важное значение. Большинство вариантов исполнения работает от сети 220 В, но есть и модели, которые питаются от трехфазной сети
Трехфазный вариант исполнения устанавливать намного тяжелее, так как приходится прокладывать отдельный кабель.
Размеры определяют то, какой длины могут обтачиваться заготовки. Между центрами может быть расстояние около 40 см. Этого вполне достаточно для получения самых распространенных изделий.
Мощность токарного механизма также является наиболее важным параметром. Рекомендуется отдавать предпочтение моделям с показателем 500-750 Вт. Производители устанавливают различные типы электрических двигателей. Асинхронные варианты исполнения обладают более длительным эксплуатационным сроком и высокими характеристиками.
Лимб
При выборе также рекомендуется уделять внимание тому, насколько разделен весь лимб. С уменьшением показателя существенно повышается точность обработки.
Еще важными параметрами можно назвать наличие режима обратного хода шпинделя и оборотистость модели
Практически все модели имеют функцию регулировки скорости. Показатель резания выбирается в зависимости от типа металла и характера процедуры. Удобной опцией считается реверс, но она применяется крайне редко.
Рекомендуется уделять внимание варианту исполнения с дополнительной оснасткой. Специалисты не рекомендуют вкладывать средства в узкоспециализированные устройства, так как их возможности не столь обширны. За счет применения оснастки можно существенно расширить функциональность устройств.
Также выделяют и определенные рекомендации, касающиеся выбора, наиболее подходящего настольного токарного устройства. Они выглядят следующим образом:
- Проверяется отсутствие люфта. Подобная ситуация приводит к снижению точности обработки.
- На момент теста рекомендуется проверять устройство во всех режимах.
- Одним из наиболее важных параметров считается точность точения, которой можно достигнуть. Если показатель низкий, то никакая оснастка, настройка не позволит достигнуть требуемого результата.
Меньшее распространение получил мини токарный станок по металлу с ЧПУ. Блок числового программного управления позволяет автоматизировать процесс и добиться более высокой точности обработки.
В заключение отметим, что станок своими руками изготовить достаточно сложно. Для этого требуется электрический двигатель, а также другие элементы. Самодельное оборудование характеризуется относительно невысокой точностью работы, а также низкой функциональностью. Однако, за счет использования подручных материалов можно существенно снизить затраты на обустройстве собственной мастерской.
Старые советские модели станков по дереву и металлу
Советское оборудование все еще эксплуатируется на производстве. Некоторые принципиально предпочитают оборудовать домашние мастерские агрегатами из СССР.
Важно!
На советское оборудование иногда проблемно найти оснастку или комплектующие в случае поломки.
Токарно-винторезный станок ИТ-1М
Станок облегченного типа предназначался для наработки практики в мастерских. Позволяет обрабатывать цилиндрические заготовки снаружи, сверлить и растачивать, нарезать резьбу. В настоящее время снят с производства.
Токарно-винторезный станок ТВ-6
Появился на рынке в 80-х годах. Применяется в основном для обучения будущих токарей в мастерских и учебных центрах. Позволяет выполнять базовые операции.
Характеристики:
- Диаметр шпинделя — 12 мм.
- Частота вращения шпинделя — 130-170 об./мин.
- Расстояние между центрами — 350 мм.
- Максимальная длина обработки — 300 мм.
Токарные станки Универсал 2 и Универсал 3
Настольные станки для изготовления мелких деталей. Возможно выполнение большинства токарных работ. Максимальный диаметр и длина заготовки — 12,5 см и 18 см.
Токарный станок ТШ-3
Выполняет функцию точильного и шлифовального агрегата. Пригоден к эксплуатации в домашней мастерской и промышленных целях. Кроме классических токарных работ, агрегат пригоден для финишной шлифовки изделий и заточки режущих, а также слесарных инструментов.
1Е61М, 1Е61ПМ, 1Е61ВМ токарно-винторезные станки
Относятся к специальным станкам, обеспечивающим более высокую точность обработки. Все три модификации относятся к токарно-винторезной группе с высотой над центрами 175 мм.
Диаметр обрабатываемого прутка не превышает 32 мм. Максимальное расстояние перемещения суппорта составляет 200 мм.
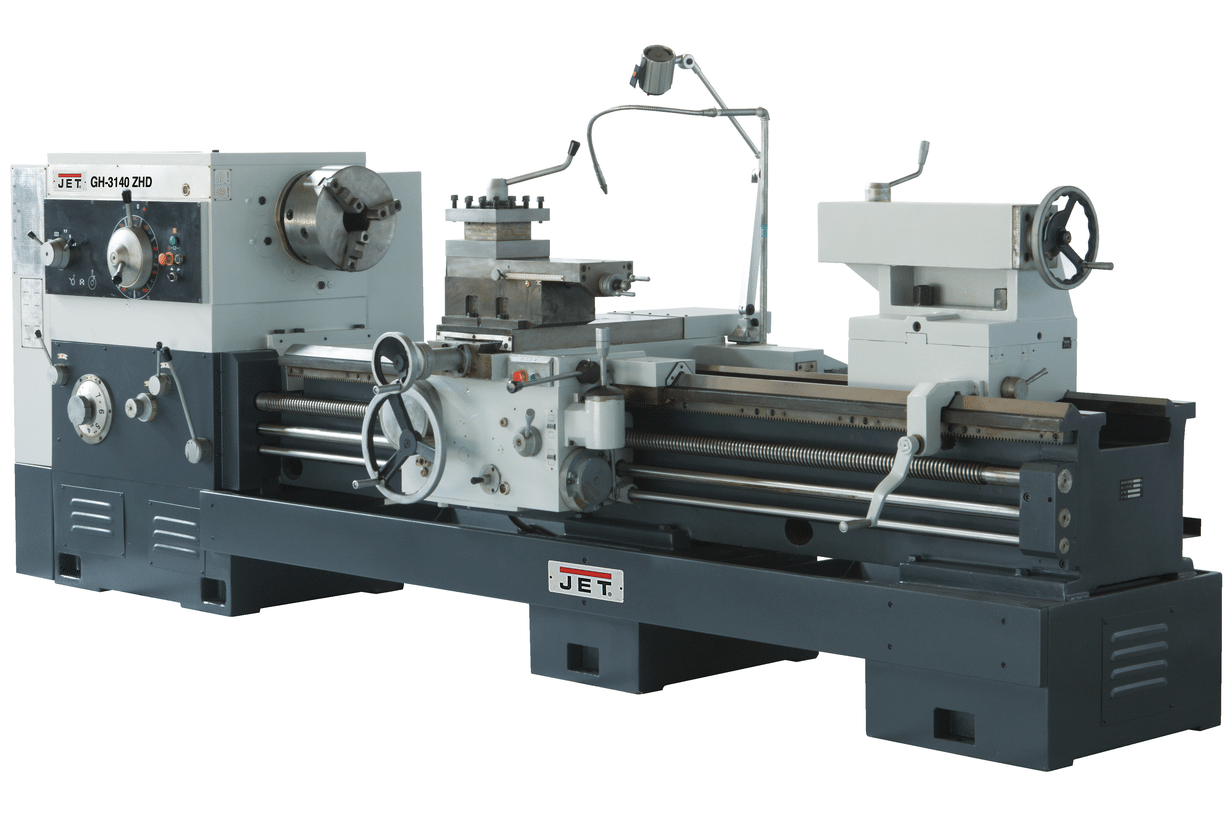
Токарно-винторезный станок 1М63Н
Многофункциональный агрегат, предназначенный для выполнения всех типов токарных операций. Данная модель позволяет также работать с коническими поверхностями и нарезать многозаходные резьбы.
Буква Н в маркировке говорит о способности получить размеры нормальной точности. Возможна установка дополнительной оснастки при работе с крупногабаритными заготовками.
Токарно-револьверный станок 1341
Станок револьверной группы позволяет выполнять обработку с использованием нескольких инструментов одновременно. Доступные операции:
- Обработка наружных и внутренних поверхностей.
- Нарезка резьбы.
- Сверловка, зенкование, развертывание.
- Работа с фасонными поверхностями.
Обработка выполняется в автоматическом и полуавтоматическом режиме. Возможно изготовление деталей из прутка и штучных заготовок.




Токарно-винторезный станок 1Н65
Усовершенствованная модификация агрегата 1М65. Возможна обработка цилиндрических и конических деталей, а также сложных фасонных поверхностей.
Технические характеристики:
- Высота центра над станиной и суппортом — 500 и 325 мм.
- Диаметр шпинделя — 128 мм.
- Максимальный вес заготовки — 5 т.
- Максимальный диаметр заготовки в кулачках — 870 мм.
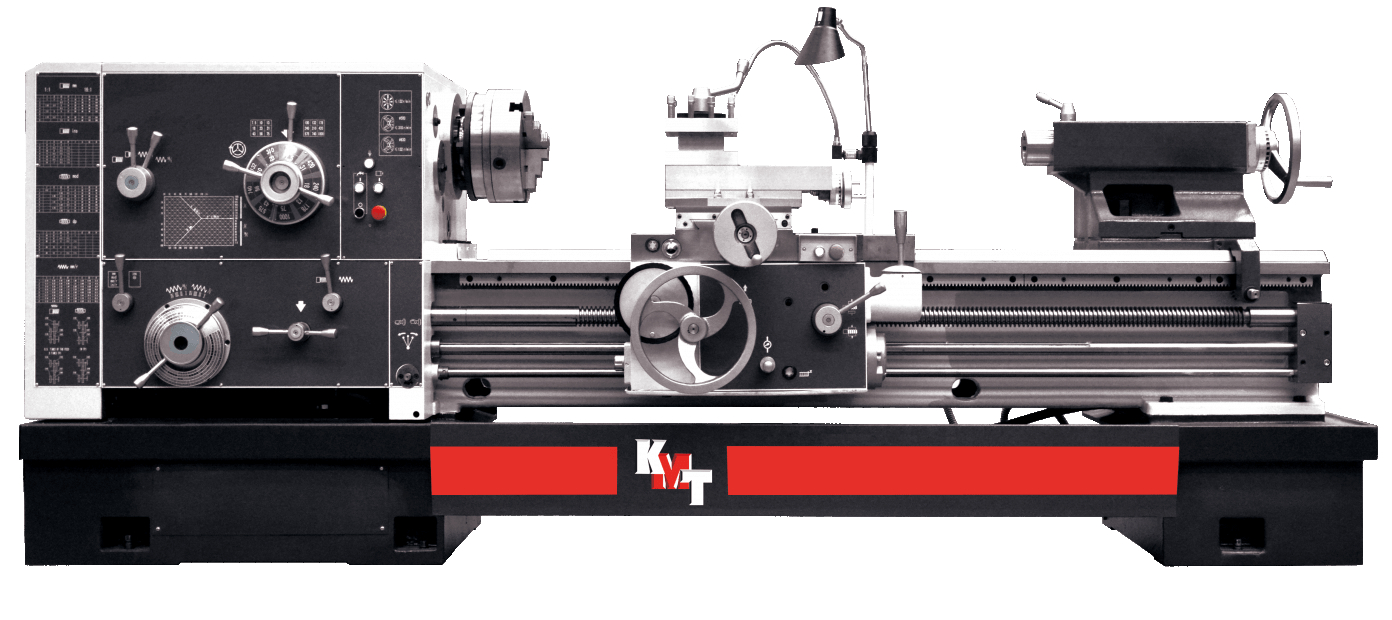
Токарно-винторезный станок 1М63
Разработан в 50-х годах для обработки заготовок из разного металла. По тем временам это был агрегат с уникальными характеристиками, и его закупали крупные промышленные предприятия. Он обеспечивал высокое качество и точность обработки при точении изделий любой сложности.
Станок токарно-винторезный 1А616
Агрегат выпущен в 50-х годах прошлого века. В ту эпоху технические характеристики были одними из лучших. На многих предприятиях станок успешно используется по сей день.
Оборудование предназначено для широкого спектра работ с небольшими заготовками. Буква А говорит про особо высокую точность обработки. Возможно нарезание модульной, дюймовой, питчевой резьбы без перестройки кинематики.
Токарный школьный станок ТВ-4
Разрабатывался для обучения токарному делу в школьных мастерских и учебных центрах. Универсальный станок, пригодный для выполнения базовых токарных операций. Имеет небольшой вес и габариты, из-за чего пользуется популярностью в домашних мастерских.
Токарный станок по металлу Школьник ТВ-7
Станок с ручным управлением, предназначен для обработки заготовок 100-300 мм. Поддерживает четыре скоростных режима. Позволяет выполнять базовые операции — наружное точение, расточка, нарезка метрической резьбы, обработка торца, сверление отверстий. Назначение — практическое обучение будущих токарей.
Настольный токарный станок по металлу ТВ-16
Станок с малыми габаритами для выполнения операций средней сложности. Доступно сверление отверстий, нарезка резьбы, наружное точение, расточка.
Параметры:
- Расстояние между центрами — 250 мм.
- Максимальный диаметр заготовки над станиной — 160 мм.
- Диаметр отверстия шпинделя — 18 мм.
- Мощность — 0,4-0,5 кВт.
5 Правила техники безопасности при работе на токарном станке
Перед тем, как приступить к эксплуатации агрегата, токарь должен:
- Надеть и застегнуть на все пуговицы полагающуюся ему специальную одежду.
- Провести осмотр технического состояния станка. Если оборудованию требуется специализированное обслуживание (например, замечены серьезные неисправности), следует вызвать техника или наладчика. В тех случаях, когда установленные неисправности можно устранить своими силами, токарю разрешается выполнить несложные технические операции самостоятельно.
- Получить техзадание на выполнение работ (чертежи, фото и т.д.), изучить его особенности.
Обратите внимание! Если замечены неисправности ограждения различных узлов и вращающихся механизмов станочного оборудования, приступать к работе категорически запрещается. Также токарю нельзя:
Также токарю нельзя:
- выполнять работы тогда, когда производится проверка, наладка или обслуживание станка;
- эксплуатировать агрегат с центрами с явными признаками износа;
- применять неисправные инструменты и зажимные устройства;
- самостоятельно ремонтировать электрическую аппаратуру агрегата;
- поручать работу на станке другим лицам, а также оставлять установку во включенном состоянии без присмотра.
Принципы выбора
При выборе металлорежущего станка нужно учитывать некоторые факторы:
- Систему управления.
- Габариты, вес установки.
- Возможность выполнять одну или несколько технологических операций.
Преимущества и недостатки
У металлорежущего оборудование есть ряд сильных, слабых сторон. Преимущества:
- Автоматизация рабочего процесса при наличии ЧПУ.
- Высокая точность обработки металла.
- Высокая производительность.
- Надежность, долговечность.
Недостатки:
- Необходимость установки системы охлаждения.
- Трудности починки.
- Наличие опыта в настройке ЧПУ.
Важно внимательно следить за рабочим процессом, чтобы снизить риск получения травмы, браковки детали. Точность резки металла
Точность резки металла
Производители и стоимость
Среди производителей металлорежущих станков выделяют:
- Калибр — Россия.
- Энергомаш — Россия.
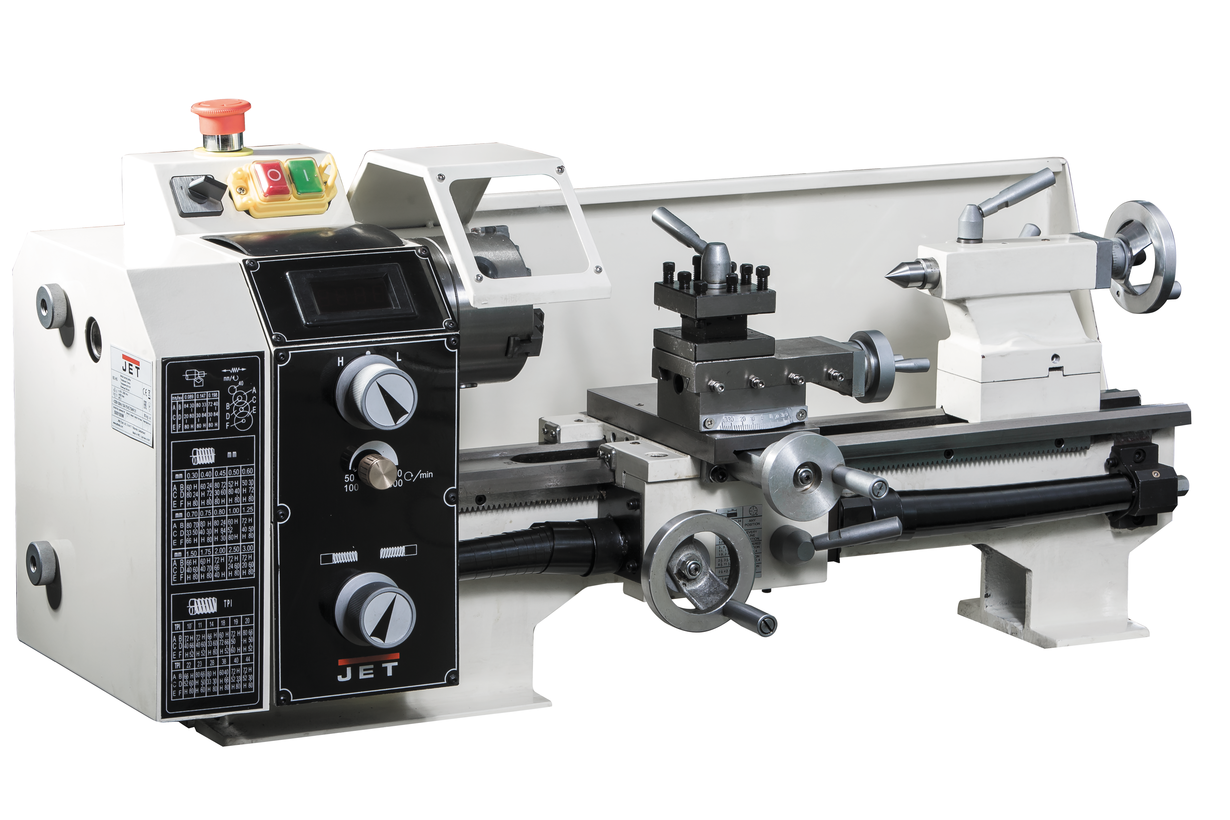
- Jet — Россия.
Цена зависит от типа, размера, производительности, наличия дополнительных функций, системы управления. Стоимость стандартного промышленного металлорежущего оборудования начинается от 500 000 рублей.
Правила техники безопасности при работе на токарном станке
Положения правил безопасности сводится к следующему:
- Соответствие исходным техническим заданиям обязательно при выполнении работ. Для этого предварительно получают чертёж у мастера. Либо другой вид описания технологического процесса, связанного с обработкой.
- Перед тем, как начать работу, обязательно провести технический осмотр. Это нужно, чтобы вовремя обнаруживать, устранять отдельные технические неисправности. При необходимости вызывают техника.
- Специальную одежду застёгивают на все пуговицы.
https://youtube.com/watch?v=x1KTQFhY0YQ
К работе нельзя приступать, если производится какая-либо наладка оборудования, другие виды обслуживания. Запрещается использовать станки, центры у которых сильно износились. То же самое касается любых инструментов, зажимных материалов – от них стоит отказаться при малейшем признаке неисправности.
Если поломка связана с электрической частью – мастерам запрещают устранять её самостоятельно.
Станки по дереву
Современные производители предлагают богатый выбор деревообрабатывающих станков. Выпускаются установки общего назначения, специальные модели для производства однотипных деталей или специализированные устройства для определенных видов обработки древесины.
Чтобы после покупки оборудование полностью соответствовало вашим ожиданиям, предлагаем воспользоваться следующими советами.
- Оптимальная мощность зависит от особенностей работы и перечня операций, которые будут выполняться на выбранном станке. Бытовыми принято считать модели мощностью до 3 кВт/ч, подключаемые к сети 220 В, промышленными — установки большей производительности, которые отличаются также большей глубиной пропила, шириной строгания, более широким набором функций.
- Станина должна быть тяжёлой и жёсткой (идеальным материалом для ее изготовления станет чугун).
- Желательно наличие патрона на передней бабке или возможность его установки. В дальнейшем это позволит обрабатывать заготовки, которые закреплены только за один конец.
- Возможность установки на задней бабке сверлильного патрона, который существенно облегчит задачу по заточке глухих отверстий.
- Наличие регулятора оборотов шпинделя — удобная функция, которая поможет повысить качество выполнения многих технологических операций.
- Универсальные модели оснащаются пильным диском, сверлом, фрезой, строгальным валом с 3 или 4 ножами.
Основные виды токарных станков
Все существующее токарное оборудование можно разделить по видам обрабатываемых материалов и деталей на несколько групп.
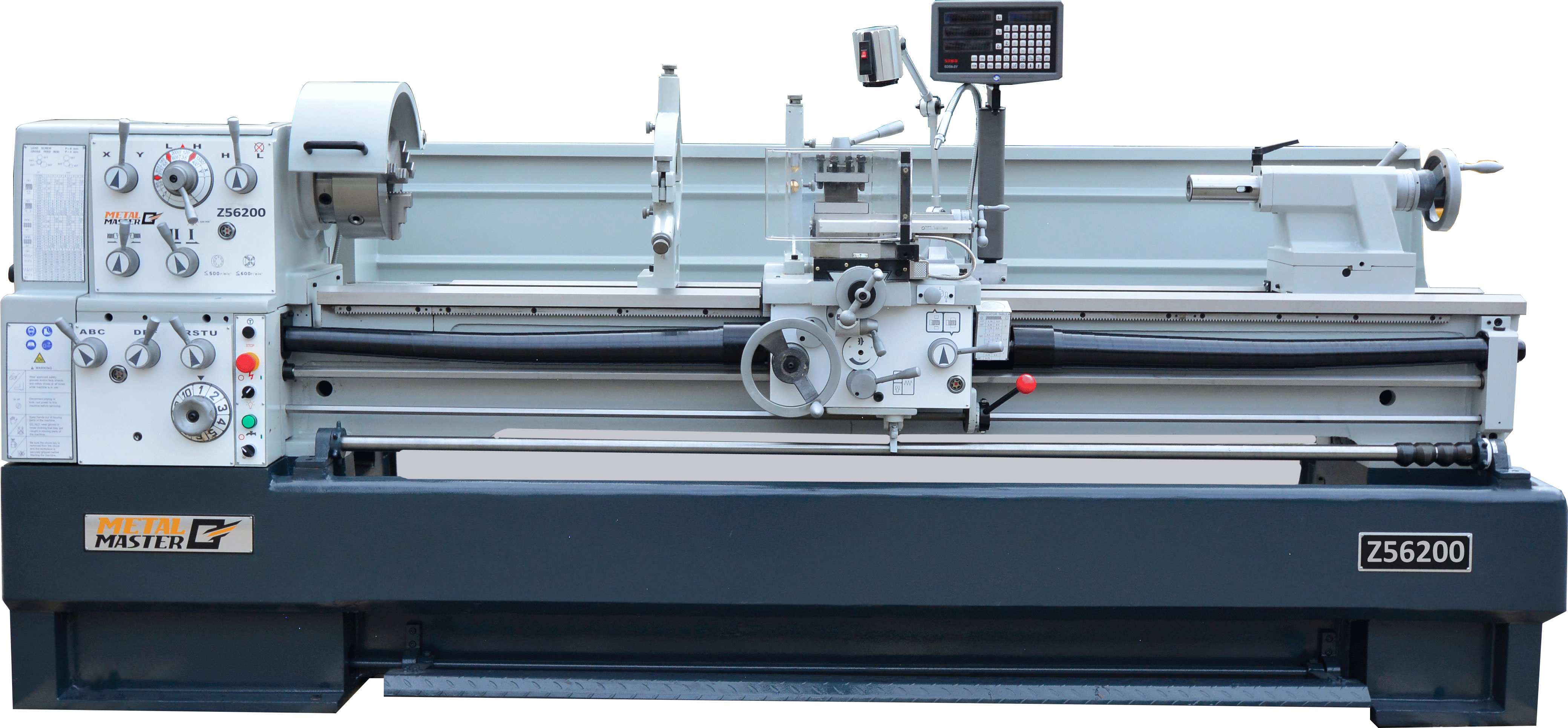
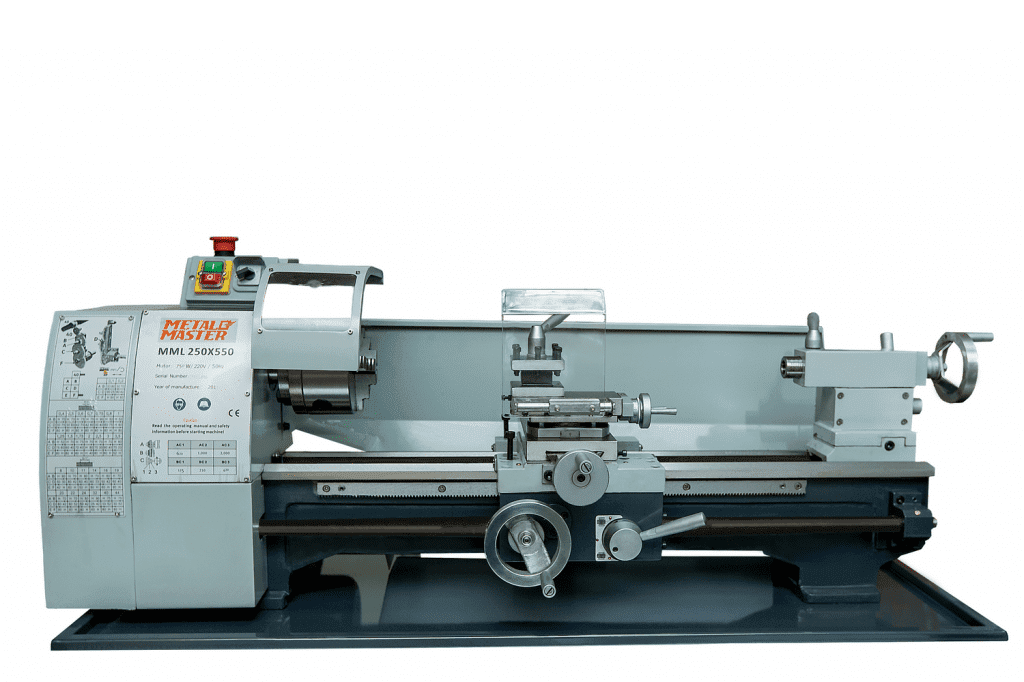
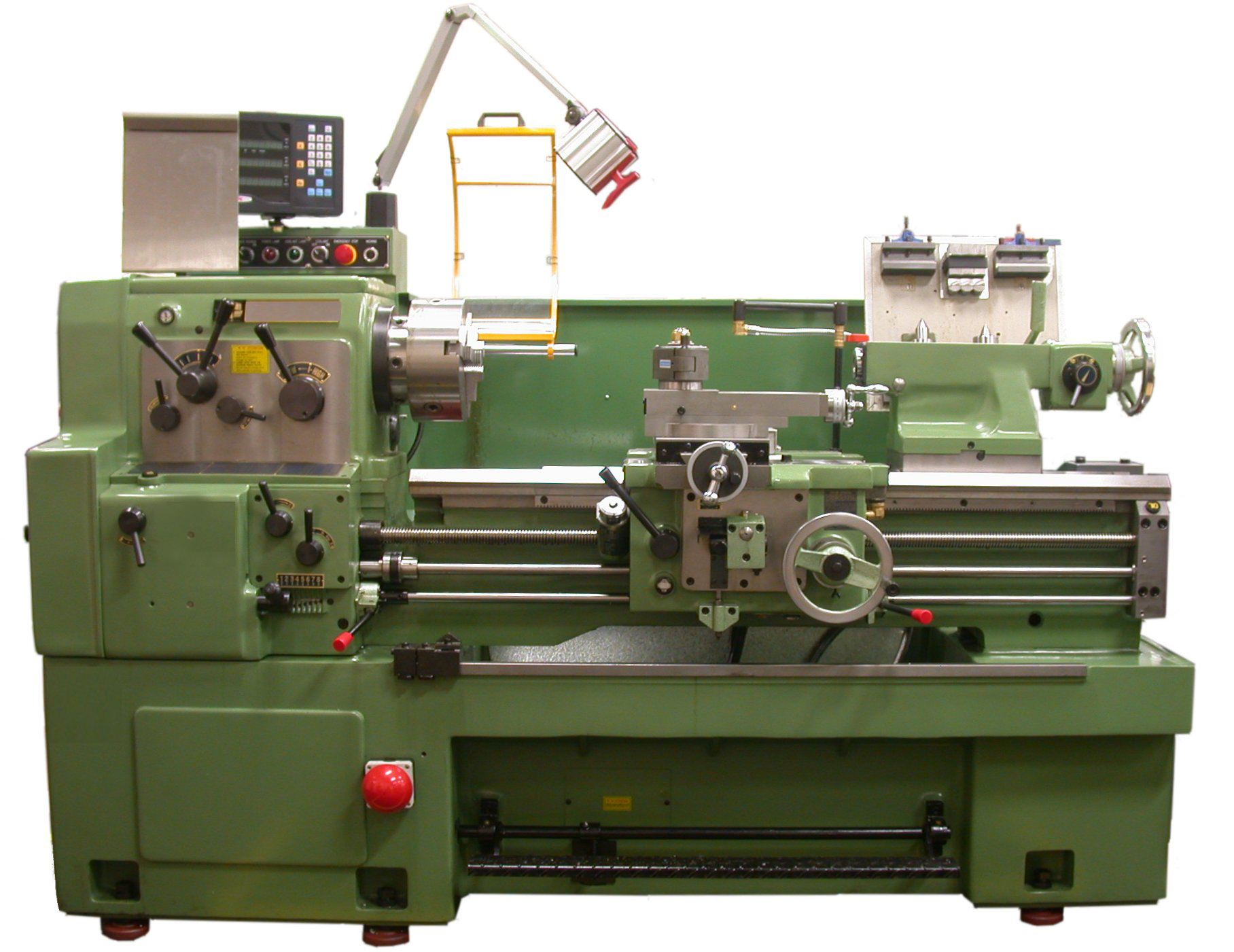
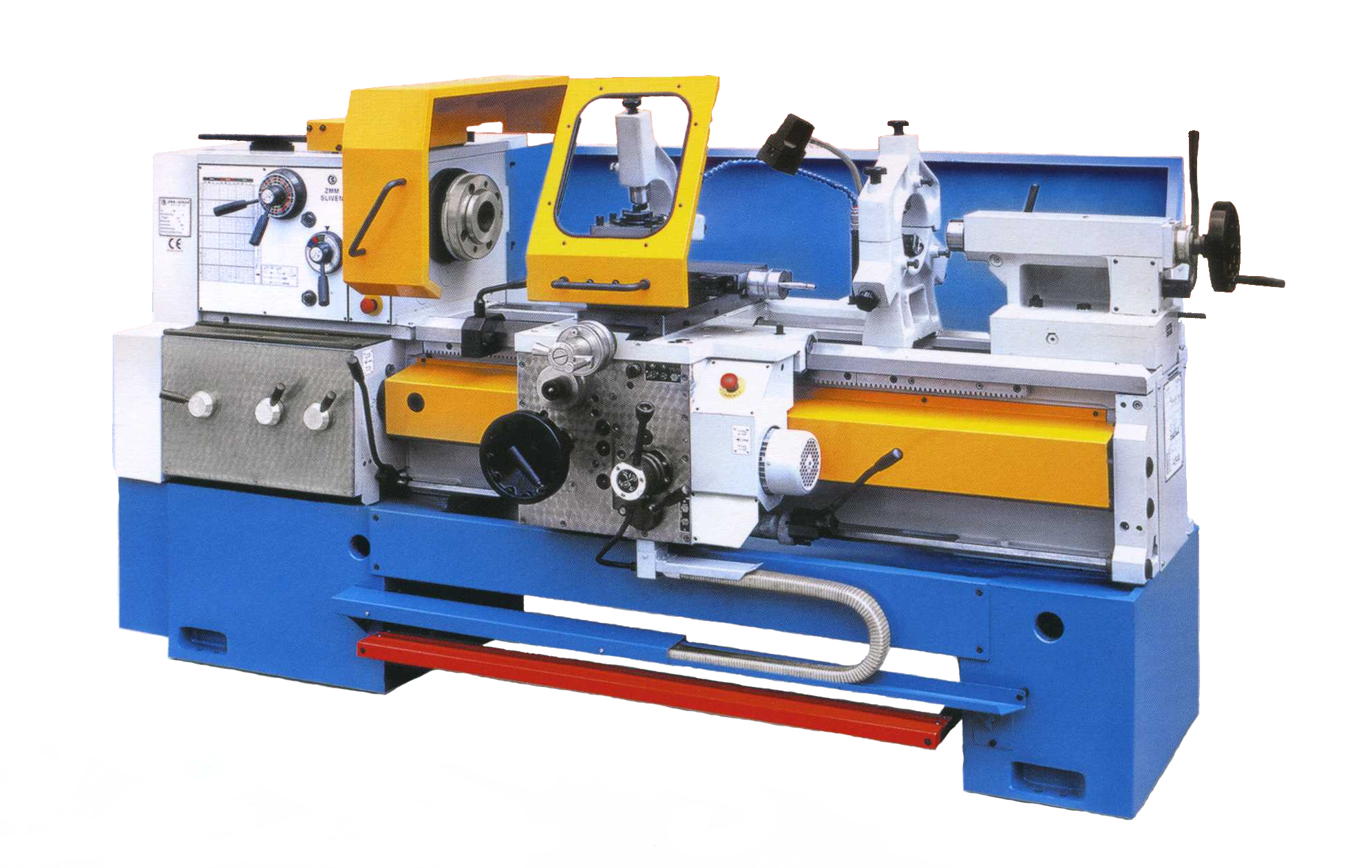
Токарно-винторезное оборудование
Станки токарно-винторезного типа относятся к категории универсальных агрегатов, которые широко используются при изготовлении деталей в единичном экземпляре или в рамках серийного производства. Основная задача оборудования — нарезание дюймовой, метрической, модульной резьбы. Также с его помощью выполняются другие операции по металлообработке.
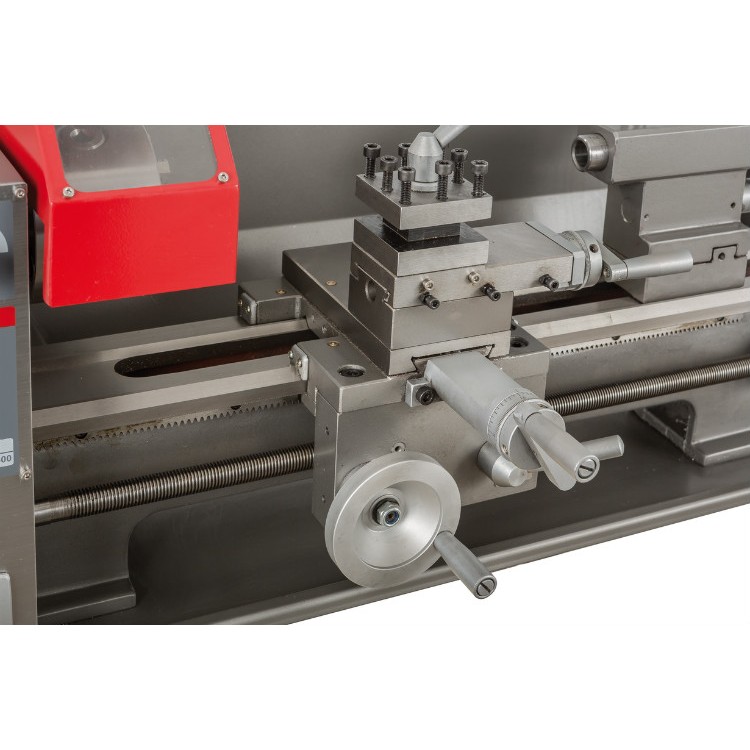
Основу конструкции токарно-винторезного станка составляет:
- шпиндельная бабка с коробкой скоростей;
- станина, на которой крепятся основные элементы конструкции оборудования;
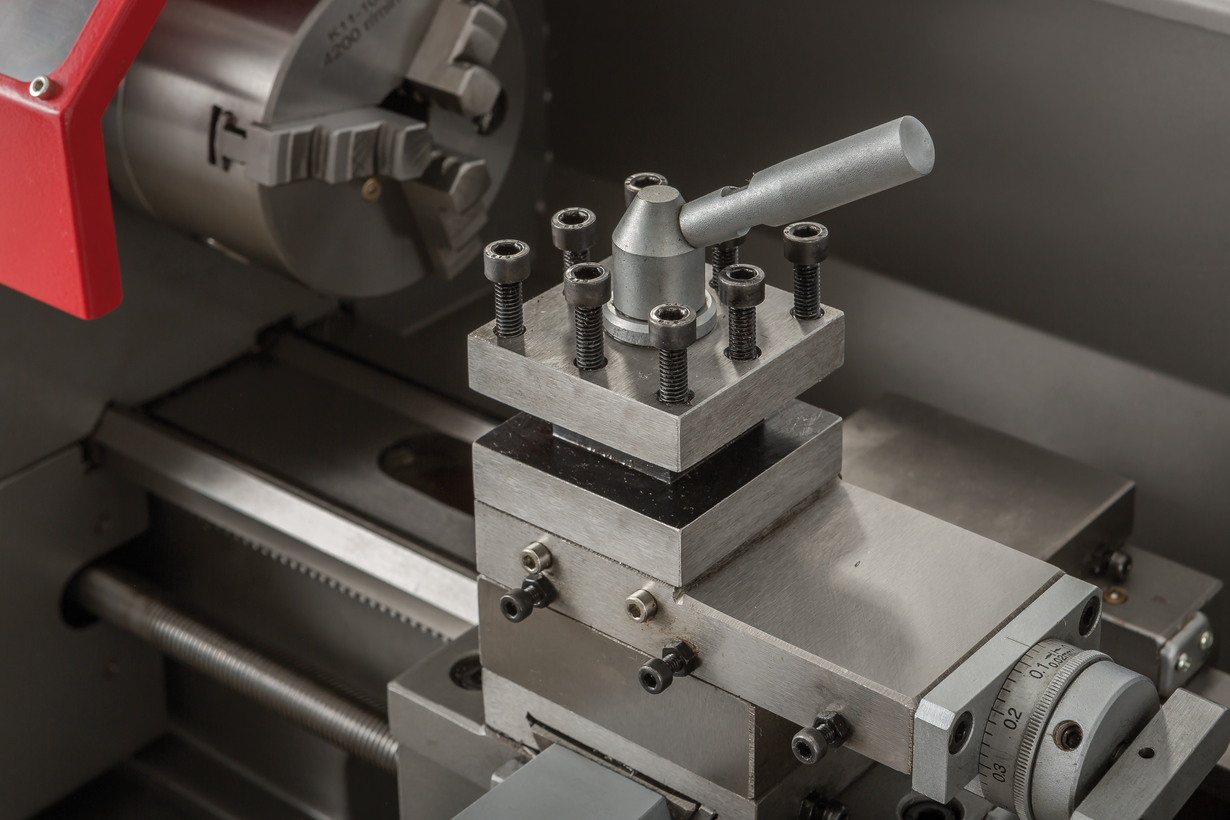
- суппорт, предназначенный для фиксации режущего инструмента;
- фартук, используемый для преобразования движения винта или валика на передвижение в заданном направлении суппорта;
- задняя бабка, необходимая для фиксации заготовки в оптимальном положении (в большинстве случаев она оснащается дополнительными инструментами).
Токарно-револьверные станки
Оборудование револьверной группы используется для обработки деталей, выполненных из калиброванного прутка. С их помощью можно выполнить длинный список технологических операций. В них входит фасонное точение, расточка, развертывание, нарезание резьбы, зенкерование, сверление.
Инструменты крепятся на станке при помощи специального держателя. В зависимости от модификации оборудования он может быть приводным или статическим (первый вариант отличается большей функциональностью).
Лоботокарные агрегаты
Станки используются при необходимости обработки лобовых, конических, цилиндрических поверхностей. Во многих моделях нет задней бабки
Важной особенностью моделей этого типа является возможность обработки деталей тяжелых деталей малой длины (это возможно благодаря тому, что шпиндель вращается в горизонтальной плоскости и наличию достаточного свободного пространства). На производственных предприятиях в случае, когда предполагается воздействие на лоботокарный станок больших нагрузок, в качестве замены для них используются карусельные агрегаты
Токарно-карусельные станки
Оборудование используется для работы с крупногабаритными заготовками. Среди их ключевых особенностей стоит выделить возможность:
- использования станка для формирования пазов любой конфигурации;
- нарезания резьбы;
- точения конических или цилиндрических поверхностей;
- выполнения операций по подрезке торца, фрезеровке, шлифовке.
При условии дополнительного оснащения станка, с его помощью можно обточить фасонные поверхности с использованием копира.
Во время работы оборудования заготовка фиксируется на планшайбе, от диаметра которой напрямую зависят габаритные размеры агрегата. По данному параметру различают одностоечные (до 2000 мм) или двухстоечные модели (более 2000 мм).





Токарно-фрезерные обрабатывающие центры
Центр представляет собой многофункциональное устройство с электронным программируемым оборудованием и сложной кинематикой.
Предлагаются модели с вертикальным или горизонтальным вращением шпинделя.
В первом случае есть возможность обработки заготовок с высокими массогабаритными параметрами. Такие обрабатывающие центры оснащаются внешней системой охлаждения, благодаря чему производительность станка существенно увеличивается за счёт повышения скорости вращения деталей.
Большинство моделей с вертикальным вращением шпинделя имеют функцию автоматической смены режущих инструментов. При горизонтальном расположении центры часто оснащаются наклонно-поворотными или поворотными столами. Для смены инструментов используются механизмы ленточного типа.
Подобные обрабатывающие центры отличаются наличием системы гашения вибрационных воздействий, возможность использования в работе до 120 инструментов, благодаря гусеничной системе крепления.
Устройство торцовочного станка
Торцовочный аппарат – простой инструмент с большим потенциалом, без которого в определенных ситуациях не обойтись. Универсальный распилочный инструмент позволяет очень быстро и эффективно производить ровные и точные срезы. У современных моделей даже есть функция среза под углом.

Торцовый станок
Торцовочный аппарат состоит из монолитного основания, фрезеровальной плоскости, на которой устанавливается поворотная рама, режущего элемента (круга) и поворотного механизма, обеспечивающего подвижность станка в вертикальной плоскости. Пильный диск, двигатель и редуктор крепятся к верхней части устройства.
Мы описали «классическую» сборку торцовочного станка. Современные модели могут иметь некоторые нюансы, например, оснащаться защитным кожухом. Кожаная накладка на торцовочном станке предотвращает попадание металлической стружки внутрь устройства, а также на пильный диск.
Техника безопасности при работе на токарно-винторезном станке
Перед тем, как приступить к работе токарь должен выполнить следующие действия:
- чтобы одежда не попала под работающие движущие элементы станка, ее необходимо заправить. Длинные волосы должны быть укрыты косынкой, манжеты подвернуты. С забинтованными конечностями также запрещено подходить к работающему агрегату;
- выполнить заземление станка;
- чтобы не оступиться в процессе работы у станка, решетка под ногами должна быть закреплена и устойчива;
- ходовые винты и валики нужно смазать. Уровень масла также надлежит проверить в коробке скоростей и в масляном резервуаре;
- исправность основных приборов нужно проверить вхолостую;
- если присутствуют неисправности в работе, необходимо сразу сообщить мастеру.
При выполнении работ важно:
- пользоваться защитными очками, экранами и щитками;
- специальной щеткой убирать лишнюю стружку с основных узлов и деталей;
- руками останавливать работающий патрон недопустимо;
- на работающий прибор нельзя класть детали, инструменты и прочие предметы;
- коробка скоростей не переключается на ходу;
- запрещено работать с неисправными приборами, а также случайными приспособлениями.
После завершения работ необходимо:
- сразу отключить токарно-винторезный станок из электросети;
- очистить основные узы от мусора и металлической стружки;
- маслом смазать все подвижные детали и поверхность станка, чтобы защитить его от коррозии;
- ремонт и восстановление станка производится после разрешения главного мастера, при соблюдении правил безопасной эксплуатации.
Функциональный ряд
Перейдем к рассмотрению функций и видов. Торцовочный аппарат может быть профессиональным или любительским. Заметим, что набор функций профессиональных и любительских моделей отличается незначительно. Разница между моделями состоит в качестве материалов, из которых изготовлено устройство и уровень прочности отдельных элементов. В нашем случае это двигатель, пильный диск и редуктор.
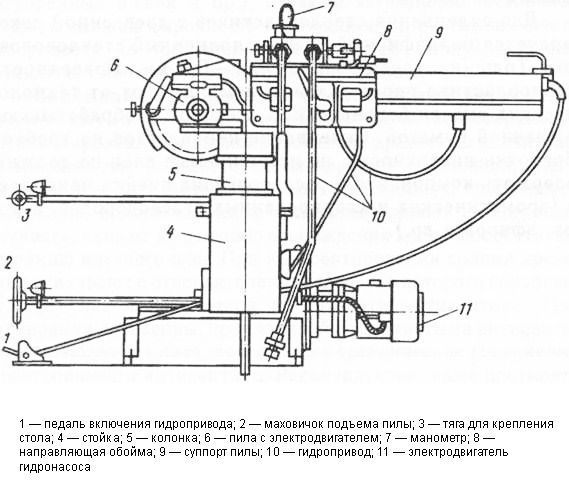
Схема торцовочного станка
Центральной проблемой торцовочных станков является двигатель. Производители часто экономят на качественных материалах и устанавливают мощные двигатели без дополнительной системы охлаждения. Интенсивная эксплуатация станка проводит к быстрой поломке двигателя. Описанная проблема встречается преимущественно в любительских моделях.
Профессиональный инструмент отличается не только качеством обработки металлического изделия, но и длительным сроком службы, поэтому его используют преимущественно в промышленности. Дорогой торцовочный аппарат способен работать больше 8 часов в день без перерывов.
Маркировка станков
Краткие обозначения, состоящие из букв и цифр, указывают на разные технические характеристики, предназначение, производителя агрегатов. Маркировки делятся на две группы:
- Маркировка машин серийного производства. Первая цифра указывает на группу, вторая на тип. Буква, идущая после первых двух цифр, указывает на модернизацию конструкции. Далее обозначается эксплуатационный параметр двумя цифрами. После него указывается тип ЧПУ одной буквой с цифрой. Последняя буква с цифрой обозначают вычислительное устройство ЧПУ.
- Маркировка специализированных установок. Первые две буквы обозначают сокращенное название производителя. После него указывается основной эксплуатационный параметр тремя цифрами. Далее обозначается модификация буквой. Последние буква с цифрой указывают на вычислительное устройство ЧПУ.
После таких маркировок могут добавлять отдельные обозначения, которые указывают на технические характеристики. Более точную расшифровку можно найти в таблицах, присутствующих в интернете.
Область применения токарных станков
Цель создание оборудования – обработка разных деталей, на металлической и деревянной основе. Для этого выполняются различные операции:
- Резание.
- Точение.
Токарные резцы могут похвастаться самым широким функционалом при наличии необходимых инструментов и оборудования:
- Сверление.
- Подрезка, обработка торцов.
- Нарезание резьбы.
- Обработка внутренней поверхности.
- Вытачивание канавок, конусов и других подобных форм.
- Растачивание, обтачивание поверхностей в виде конусов, цилиндров, гладкого фасонного типа.

Машины могут использоваться как на крупносерийном, так и на мелкосерийном производстве. Каждый владелец сам выбирает вариант, который ему подходит. Выбор моделей был широким с самого начала.
Принцип работы
Технология токарной обработки включает в себя основные и вспомогательные операции. Первые — это сама металлообработка, а вторые — все, что связано с подготовкой и завершением цикла обработки заготовки. В общем виде их последовательность при точении одной поверхности детали выглядит так:
- Базирование заготовки. Выполняется ее загрузка, центровка, необходимые измерения и фиксация зажимными приспособлениями.
- Размещение оснастки. При необходимости устанавливается оснастка и приспособления, используемые в процессе работы.
- Выбор и фиксация резца. Согласно технологической карте отбирается соответствующий резец и устанавливается в резцедержатель или поворотную инструментальную головку.
- Запуск вращения шпинделя. Задается скорость вращения и включается главный привод.
- Позиционирование в исходную точку. Резец выводится в точку начала резания и устанавливается на заданном расстоянии от поверхности
- Включение подачи. Включается поперечное перемещения резца, которое по достижении заданной глубины точения переключается на продольное.
- Рабочий проход. Выполняется проход на заданной глубине со снятием металлической стружки.
- Отвод резца. По достижении конца обрабатываемой поверхности продольное перемещение переключается на поперечное, и резец отводится от поверхности.
- Новое позиционирование. Резец отводится в исходное положение (или позиционируется для нового прохода).
- Измерение. Замеряется геометрия обработанной поверхности.
- Снятие детали. Расфиксация детали и снятие ее вручную или с использованием грузоподъемных механизмов.
На основании параметров технологического процесса технолог рассчитывает нормы вспомогательного и основного времени. С учетом этих данных определяются экономические показатели изготовления изделия. Автоматизированная механообработка намного сокращает трудозатраты на единицу продукции и увеличивает коэффициент загрузки оборудования.

Токарные работы на станке с ЧПУ
При токарной обработке с ЧПУ станок выполняет почти все действия по заданной программе, а участие станочника-оператора требуется только при установке и снятии детали и проверке инструмента, а также замере готового изделия (иногда это делается автоматически). Значительное сокращение вспомогательного времени во много раз повышает экономическую эффективность механообработки. Поэтому все современное токарное оборудование с ЧПУ имеет в своем составе:
- быстрозажимную оснастку для закрепления заготовки;
- револьверные головки с программным позиционированием;
- цифровые электроприводы главного привода и всех осей перемещения;
- программно-управляемые вспомогательные устройства.
Такое оборудование тоже называется «токарным», поскольку в его основе лежит традиционная компоновка. Но на самом деле это уже обрабатывающие центры широкого профиля.
Разновидности и конструктивные особенности
Многорезцовые
Предназначены для обработки сложных деталей, сделанных из труб, фасонного профиля или прутков разного сечения. Многорезцовые или многошпиндельные станки в основном используются при серийном производстве.

Производимые операции:
- сверление;
- резьба;
- точение;
- подрезка;
- растачивание;
- зенкерование;
- развертывание.
Многорезцовые станки обладают высокой производительностью благодаря большой площади приводного механизма, жесткости конструкции, способности выполнять несколько операций одновременно.
Карусельные
Группа станков для работы с крупногабаритными деталями и заготовками. Детали, обрабатываемые на них, отличаются небольшой длиной, но значительной массой и диаметром.

Особенности карусельных моделей:
- используются для обработки поверхностей конической или цилиндрической формы;
- выполняются пазы различной конфигурации;
- также можно сделать шлифовку, фрезеровку, подрезку торцов;
- нарезка резьбы.
Помимо основных элементов любого токарного станка, данный вид имеет дополнительное оборудование:
- стол с планшайбой;
- стойки для передвижения траверсы.
Затыловочные
Станки предназначены для обработки задних поверхностей зубьев инструментов. Также на нем можно выполнять и другие токарные работы. Отличает затыловочный станок особая конструкция суппорта. Затылование детали производится следующим образом:
- вращательное движение детали;
- возвратно-поступательное движение режущего инструмента к детали.

Винторезные
Наиболее распространенная группа станков. Широко используются в серийном и единичном производстве. Винторезные модели можно встретить и в мастерских, и в школах, и на любом производстве. Они отличаются простотой эксплуатации и обслуживания.




СПРАВКА! Токарно-винторезный станок является универсальной моделью для всевозможных обработок металлических заготовок. На нем можно выполнять различные виды резьбы: модульную, дюймовую, метрическую.

Конструктивные элементы:
- станина;
- передняя и задняя бабка;
- суппорт;
- фартук;
- коробка подач.
Револьверный
Станки револьверной группы рассчитаны на обработку деталей из калиброванного прутка. Токарно-револьверный станок и операции, которые могут выполняться на данном оборудовании:
- точение;
- расточка;
- фасонное точение;
- зенкерование;
- сверление;
- формирование резьбы;
- развертывание.

СПРАВКА! Название станков данной группы происходит из-за специального держателя. Он может быть приводным или статическим. Приводной тип дает больше возможностей для проведения различных операций.
Универсальный
К универсальным токарным станкам относятся винторезные станки, так как на них можно выполнять практически любые операции по металлу.
Основные технические характеристики универсального станка:
- скорость вращения (количество оборотов);
класс точности; он указывается в маркировке изделия буквами С, В, Н, А, П; - число передач;
- каких размеров детали можно устанавливать;
- вес и габариты станка;
- величина подачи и максимального перемещения по оси.
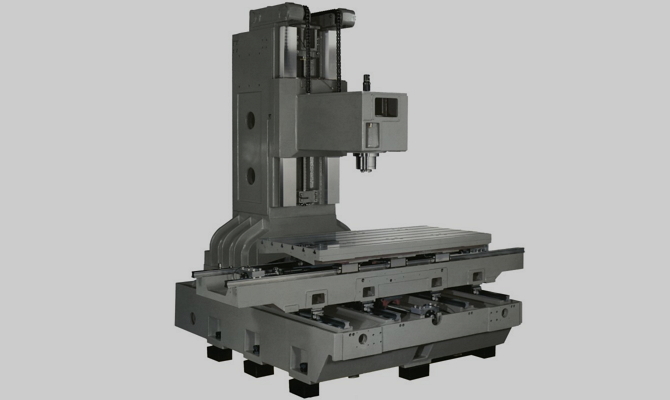
3 Бесконсольное и продольно-фрезерное оборудование
Вертикально- и горизонтально-фрезерные установки без консоли имеют свое предназначение. На них делают фрезерование крупных по габаритам заготовок. Стол и салазки в таких станках совершают рабочие движения по направляющим станины, которая монтируется на прочный фундамент
За счет этого оборудование гарантирует уникальную точность обработки и жесткость конструкции, что важно при обработке больших деталей
В горизонтально- и вертикально-фрезерном оборудовании, не располагающим консолью, коробка скоростей и шпиндельная головка являются одним узлом. Он передвигается по направляющим стоек. Гильзу с головкой при этом допускается перемещать на определенную дистанцию вдоль оси тогда, когда нужно смонтировать рабочий инструмент на заданный размер.
 Вертикально-фрезерное оборудование
Вертикально-фрезерное оборудование
Для работы с крупными металлическими заготовками часто используют и продольно-фрезерный станок. Такое оборудование может иметь две либо одну стойку и несколько шпинделей (чаще всего – четыре). Продольный агрегат для фрезерования обычно включает в себя две балки и две стойки. По направляющим последних двигаются фрезерные поворотные головки (они расположены горизонтально) и траверса.
Рабочая операция на этих установках выполняется по разным схемам:
- при подаче головок и неподвижной рабочей поверхности;
- при неподвижных головках и движущейся поверхности;
- при совместном перемещении головок и стола.
 Фрезерная поворотная головка
Фрезерная поворотная головка





