

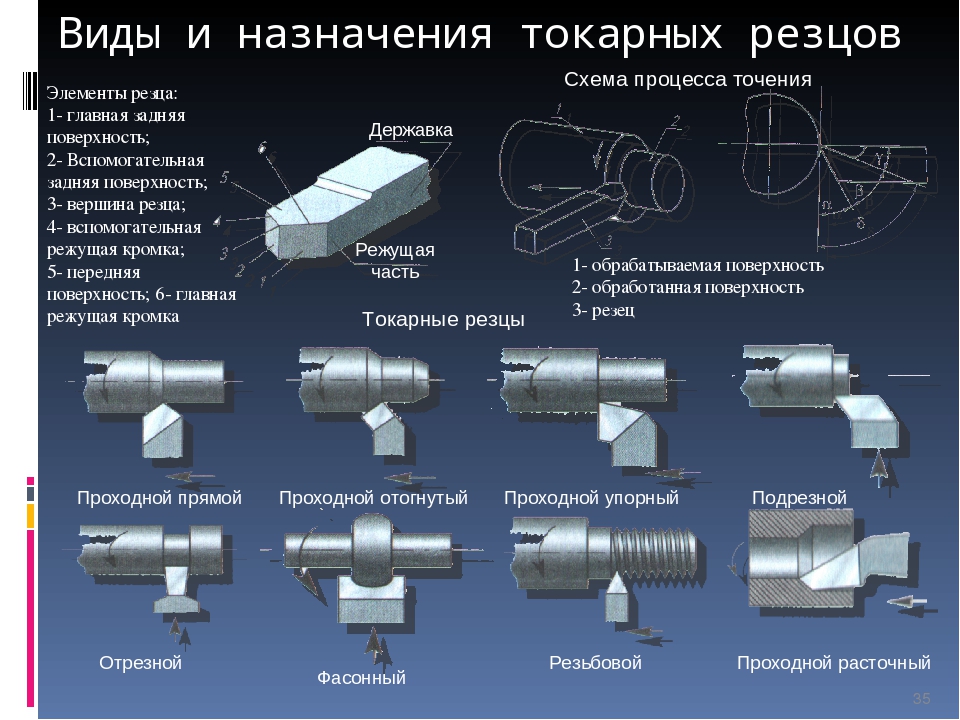
Особенности конструкции резцовых устройств для токарного станка
Металл обрабатывают с помощью токарных резцовых приспособлений с двумя основными компонентами:
- Рабочие головки берут на себя основную часть работы по металлу.
- Державка надёжно фиксирует детали на станке.
Когда плоскости соединяются друг с другом, появляются рабочие головки. В комплекте с конструкцией – несколько головок, у которых режущие поверхности. Их выбирают с опорой на тип обработки, характеристики материалов у заготовок. Резец державки обладает поперечным сечением двух типов:
- Квадрат.
- Прямоугольник.
«Світ Покрівлі» (https://svitpokrivli.ua/) – одна из лучших компаний кровельных и фасадных материалов на рынке стройматериалов
Их коллектив состоит из молодых, активных, целеустремлённых специалистов, которые особое внимание уделяют профессиональному росту, развитию, усовершенствованию
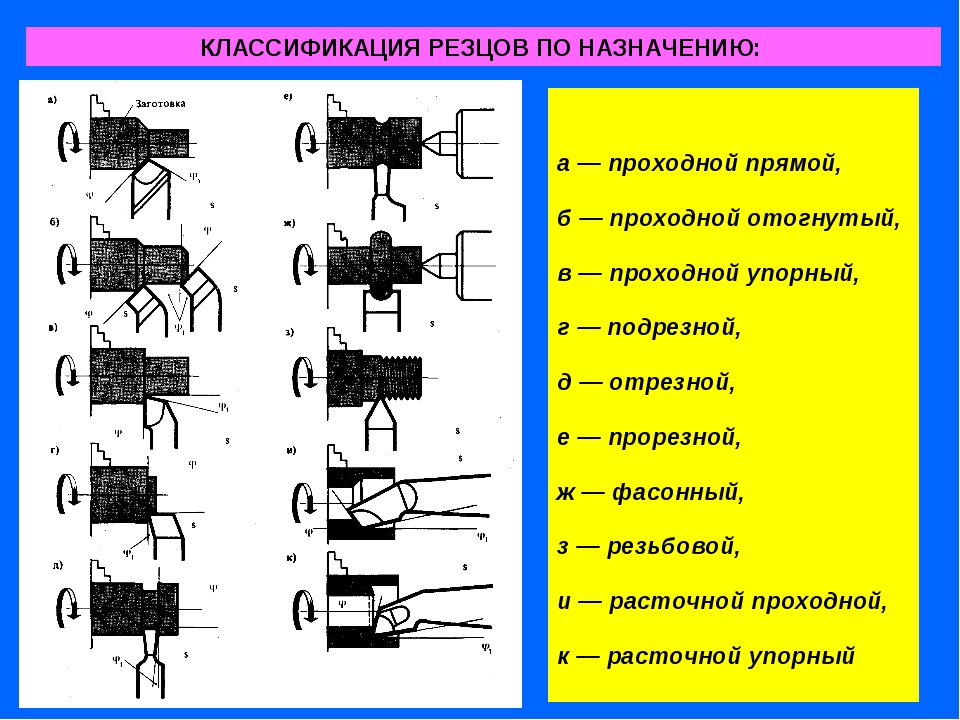
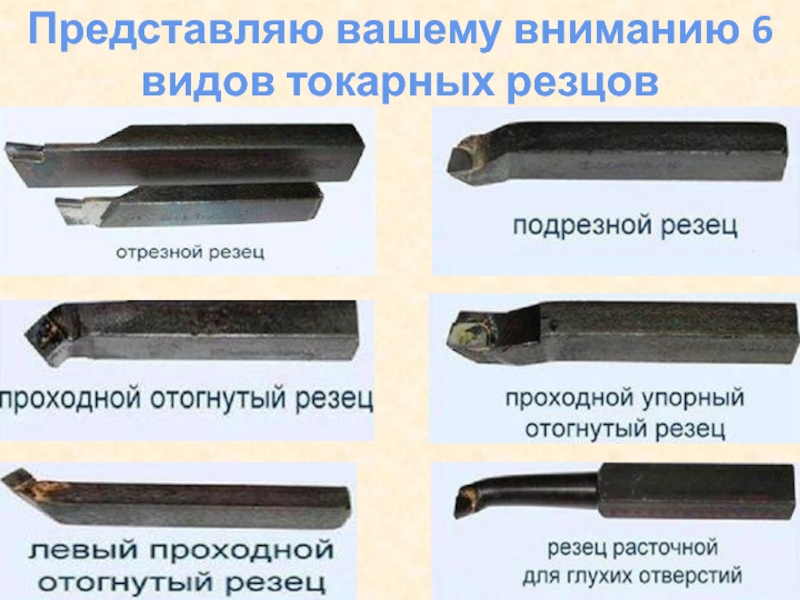
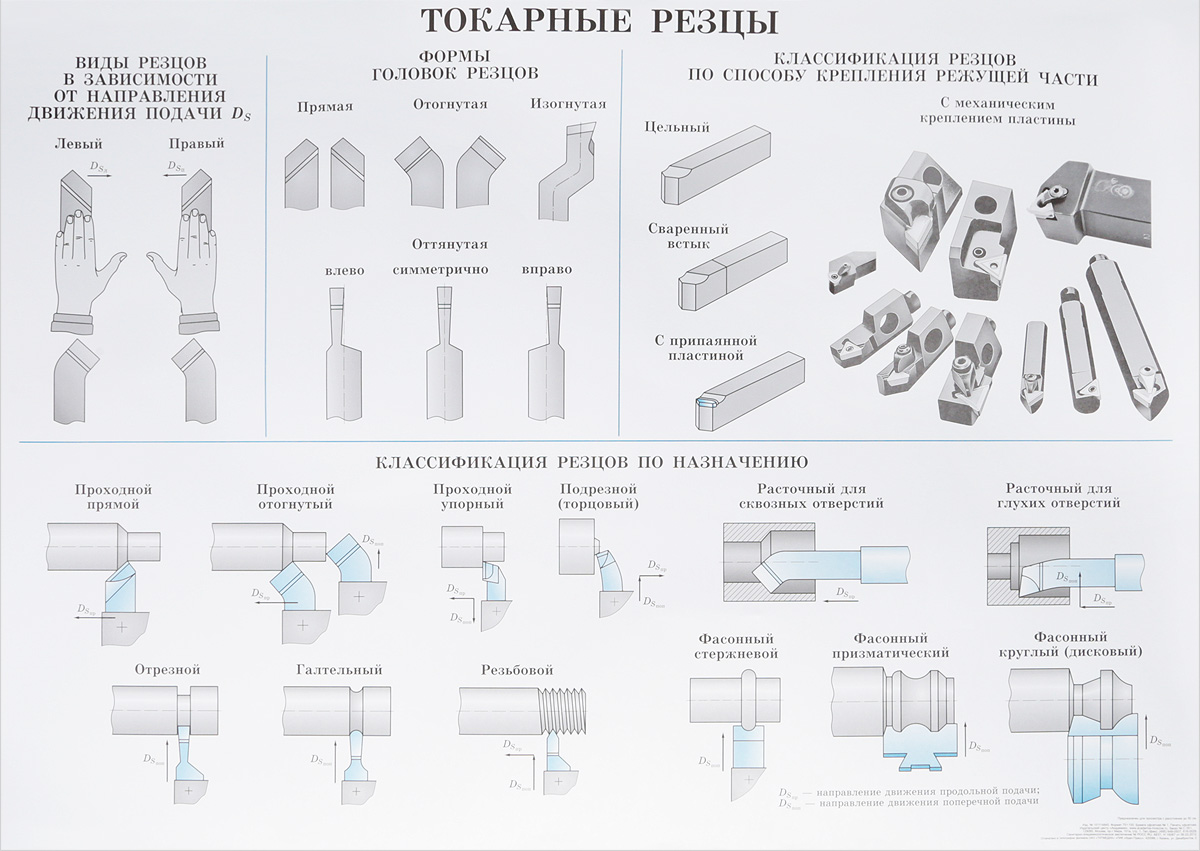
Следующие виды токарных резцов, каждый из которых выполняет своё назначение, выделяют по конструкции:
- Оттянутые. Державка с увеличенной шириной по сравнению с рабочими головками.
- Отогнутые. Название связано с положением, характерным для рабочей головки по отношению к оси державок. При виде сверху характеристика более заметна.
- Изогнутые. При боковом взгляде форма державки становится изогнутой.
- Прямые. Когда одна ось вмещает одновременно рабочие головки с державками. Допустимо расположение на двух осях, но параллельность друг к другу детали сохраняют.

Конструктивные особенности токарных резцов
Каждый токарный резец состоит из двух частей.
- Державка. Может быть квадратной или прямоугольной. С ее помощью резец закрепляют в посадочных гнездах станков. ГОСТом установлены следующие стандартные размеры державок.
- Квадратные — 4*4, 6*6, 8*8, 10*10, 12*12, 16*16, 20*20, 25*25, 32*32, 40*40 мм.
- Прямоугольные — 16*10, 20*12, 25*16, 25*20, 50*25, 40*32, 50*32, 50*40, 63*50 мм.
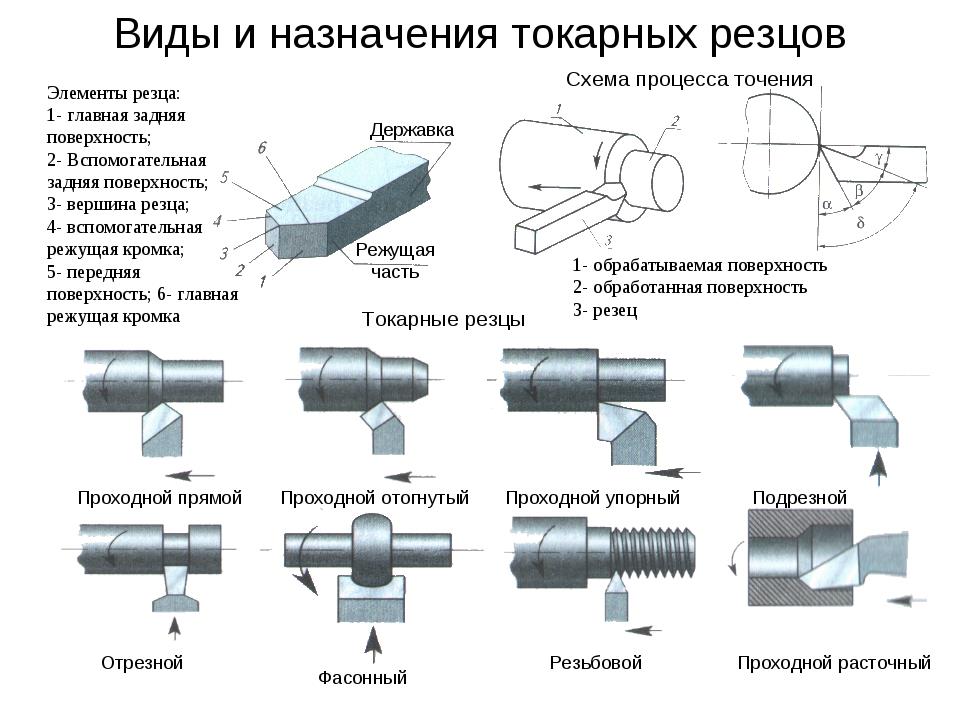
- Головка. Это рабочая часть резца, контактирующая с заготовкой в процесс ее обработки. Головка состоит из заточенных под определенными углами кромок.
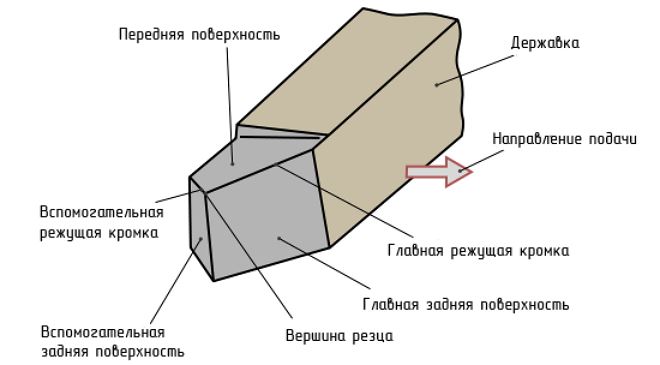
Изображение №1: конструкция токарного резца
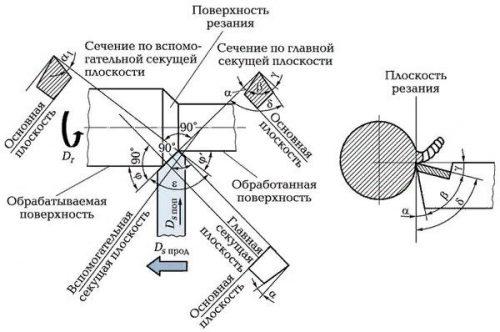
Плоскости резания
Угловые параметры резцового токарного инструмента рассчитываются с помощью системы координатных плоскостей, среди которых базовыми являются основная, резания и главная секущая. Их взаимный наклон формирует углы заточки режущей части, обеспечивающие токарную обработку на расчетных режимах. Таким образом определяются следующие углы: главный передний (γ), главный задний (α), угол заострения (β), а также ряд других углов.
Углы резца
Работа токарного инструмента в процессе резания определяется угловыми параметрами передней и задней поверхностей. Поэтому основные углы резца — это главный передний (γ) и главный задний (α). При увеличении первого снижаются затраты мощности на выполнение резания, улучшается стружкоотвод и снижается шероховатость. С другой стороны, при увеличении переднего угла снижается толщина лезвия, что приводит к ухудшению его прочностных характеристик, усилению выкрашивания и уменьшению скорости отвода тепла. Основное назначение заднего угла — это снижение трения между поверхностью резания и главной задней. Кроме главных по функциональности углов α и γ при расчете определяется еще несколько углов, чьи величины влияют на класс чистоты токарной обработки, процесс формирования стружки и другие технические характеристики.
В зависимости от предназначения
Здесь речь чаще всего об обрабатываемых материалах.
Для дерева
Инструменты, обрабатывающие дерево, реализуются магазинами в таких комплектах:
- Гребёнки.
- Кольца.
- Крючки.
- Косые резцы.
- Обрезные резцы.
- Стамески.
- Рейеры.
- Мейселя.
Резцы и вращательные механизмы крепят друг к другу. Следы заготовок определяются сразу по инструментам, их формам, прочности, остроте. Это облегчает и выбор форм заготовок в итоге. От

Для работ с металлом
Приваривание и припайка пластин – оптимальный выбор для резцов, обрабатывающих металл. В производстве отдают предпочтение быстрорежущим, твёрдым сплавам. В составах обычно присутствуют тантал или вольфрам, титан. Высокая прочность, доступная цена стали главным преимуществом для инструментов.
Часто применяют разновидности, у которых пластины сменные. Тогда их крепят к головке, с помощью специальных винтов или прижимных элементов. Пластины из минералокерамики – самые удобные для дальнейшей эксплуатации. Но тогда резец будет дорогим.
Твёрдые сплавы применяют в случае с рабочими поверхностями инструмента:
- Вольфрамовые.
- Титановольфрамовые.
- Танталово-вольфрамо-титановые.
Допустимы варианты с быстрорежущей сталью, либо её углеродистой разновидностью.
Установка резцов допустима на станки нескольких видов:
- Специального назначения.
- Револьверно-автоматные.
- Долбёжные.
- Токарные.
- Строгальные.

По виду обработки
Чистовые
Подача с небольшой скоростью. С болванки снимается материал, для которого характерна небольшая толщина. Проходной резец – наиболее популярная разновидность такого инструмента.
Получистовые
Много сходств с предыдущей разновидностью. Только характеристики у них используются в два раза меньшие по сравнению с аналогом. Назначение, особенности работы остаются почти одинаковыми.

Технические особенности
Любые резцы для токарного станка по металлу обладают двумя составными частями:
- Рабочий элемент, с помощью которого производится обработка металлической поверхности.
- Державка, которая позволяет закреплять приспособление на токарном станке.
Рабочий элемент состоит из режущих кромок и нескольких плоскостей. Угол заточки кромок находится в зависимости от характера обработки и материала, из которого сделаны заготовки. Державка может быть прямоугольной и квадратной формы:

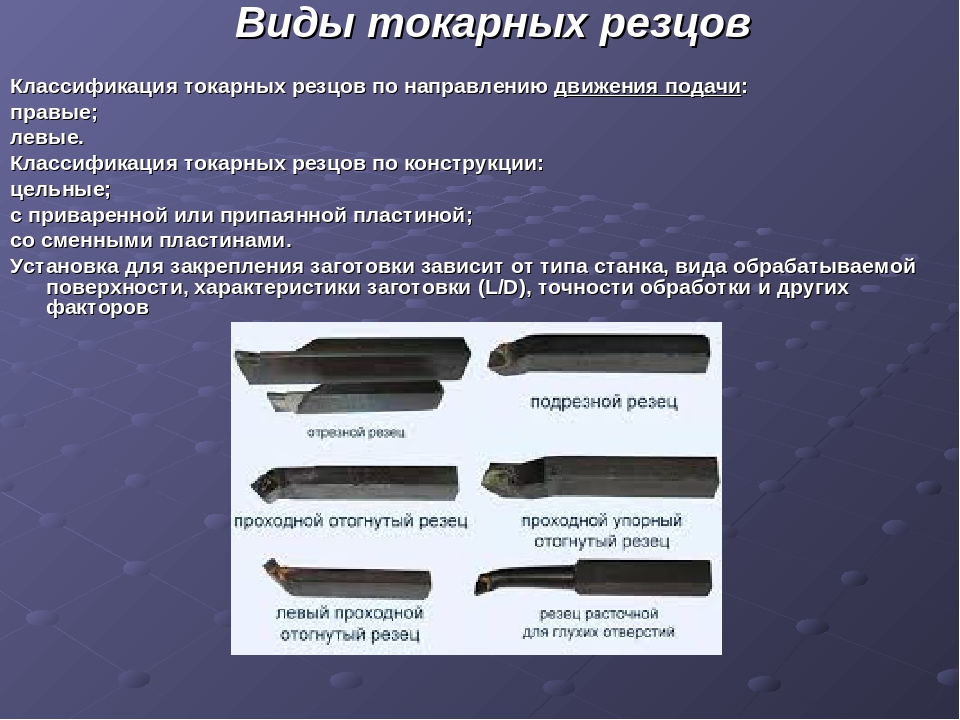







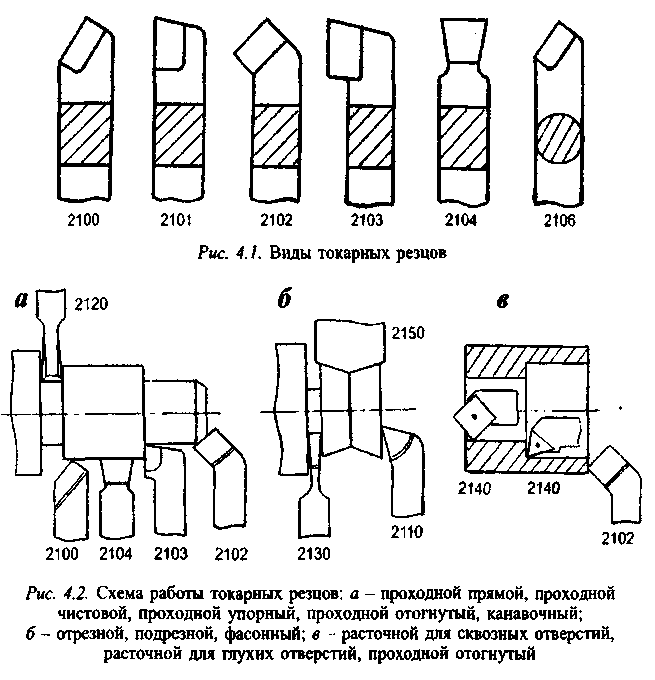
По конструкции все токарные резцы делятся на следующие разновидности:
- Прямые — приспособления, у которых рабочий элемент и держатель установлены на одной или паре параллельных осях.
- Гнутые резцы по металлу.
- Отогнутые — у такого приспособления рабочий элемент отогнут от оси держателя.
- Оттянутые — ширина державки у этого приспособления больше, нежели ширина рабочего элемента.
Производители
На современном рынке инструмента для обработки металла предложений много, есть известные поставщики и Noname продукция, велик ценовой разброс. Резцы сравнительно дорогие расходники, универсальность в таком случае не показатель, а скорее недостаток. Для надежности лучше всего подбирать под технологический цикл соответствующие ГОСТ токарные резцы из классических материалов. При необходимости оптимизировать работу можно экспериментировать с новыми материалами, но заявленные характеристики могут не оправдать вложений. К сожалению громкое имя сейчас не говорит о высоком качестве, китайские фабричные товары практически ничем не уступают по характеристикам, а цены существенно ниже.
Noname продукция может оказаться также не хуже известных брендов, т.к. далеко не все производители могут себе позволить широкие рекламные акции. В общем, лучше покупать у проверенных поставщиков, параллельно тестируя новую продукцию.
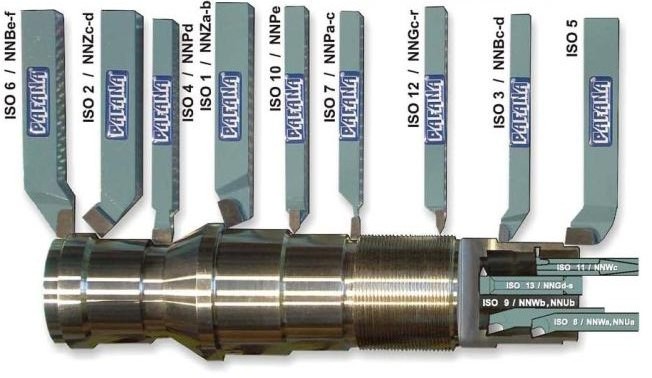
Сборные
Отдельного рассмотрения заслуживают виды и назначение токарных резцов по металлу так называемого универсального типа. В их конструкции предусмотрен зажим или болтовой, или винтовой, или даже более специфический фиксатор, позволяющий устанавливать самые разные пластины, меняя их по мере необходимости. Таким образом можно обрабатывать детали под всеми нужными углами, контролируя скорость проведения технологической операции, точность снятия металла и другие параметры. Свое применение эти инструменты находят в производственных комплексах с ЧПУ, программное управление которого пишется для контурного прецизионного точения и решения иных, столь же нестандартных задач.
Качество металлообработки и вид токарного резца
Основным критерием при оценке деталей из металла является качество и точность выполнения. Они напрямую зависят от подбора резцов для токарной обработки. Поэтому инструментальная оснастка имеет строгое предназначение по качеству выполняемых токарных работ:
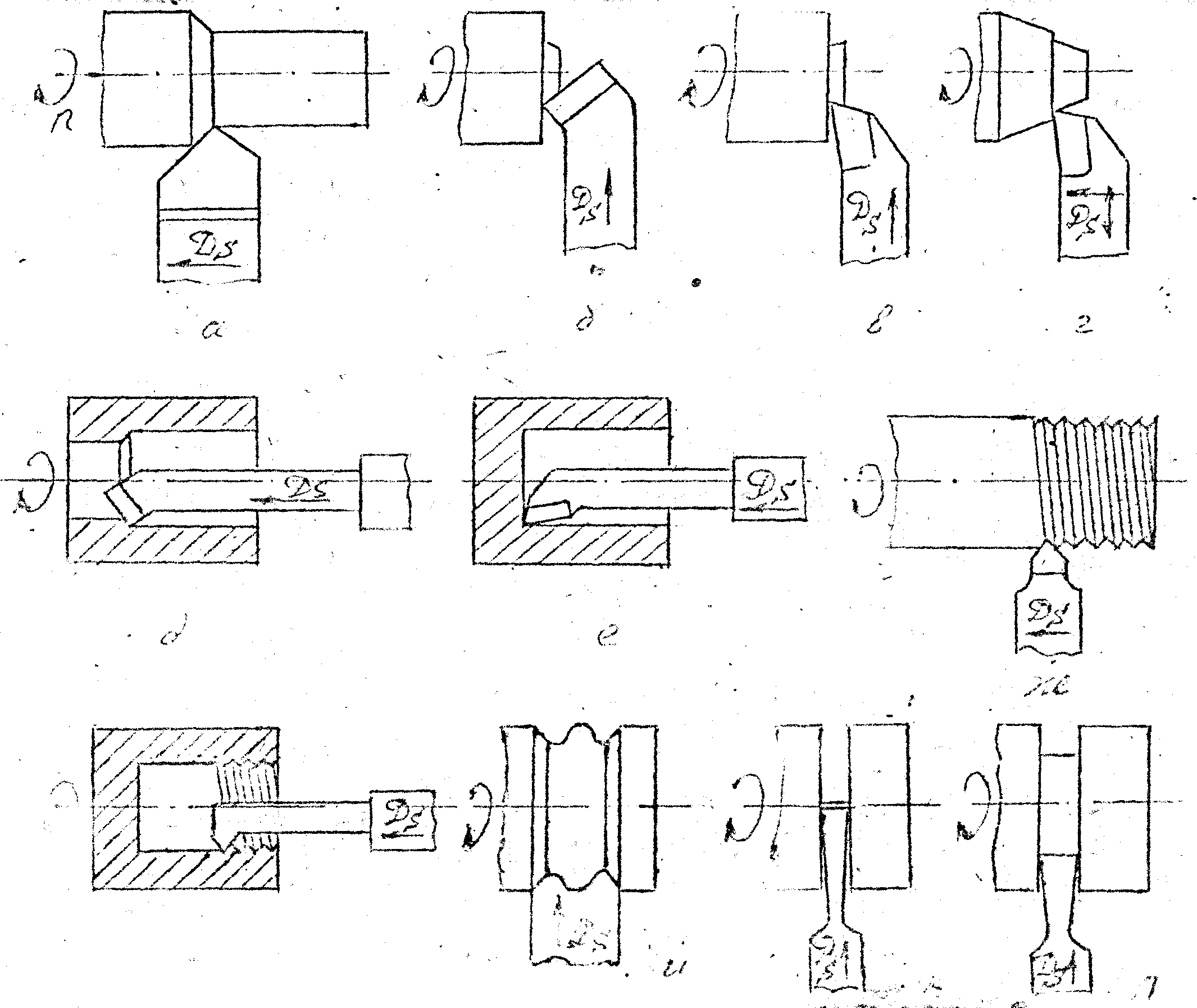
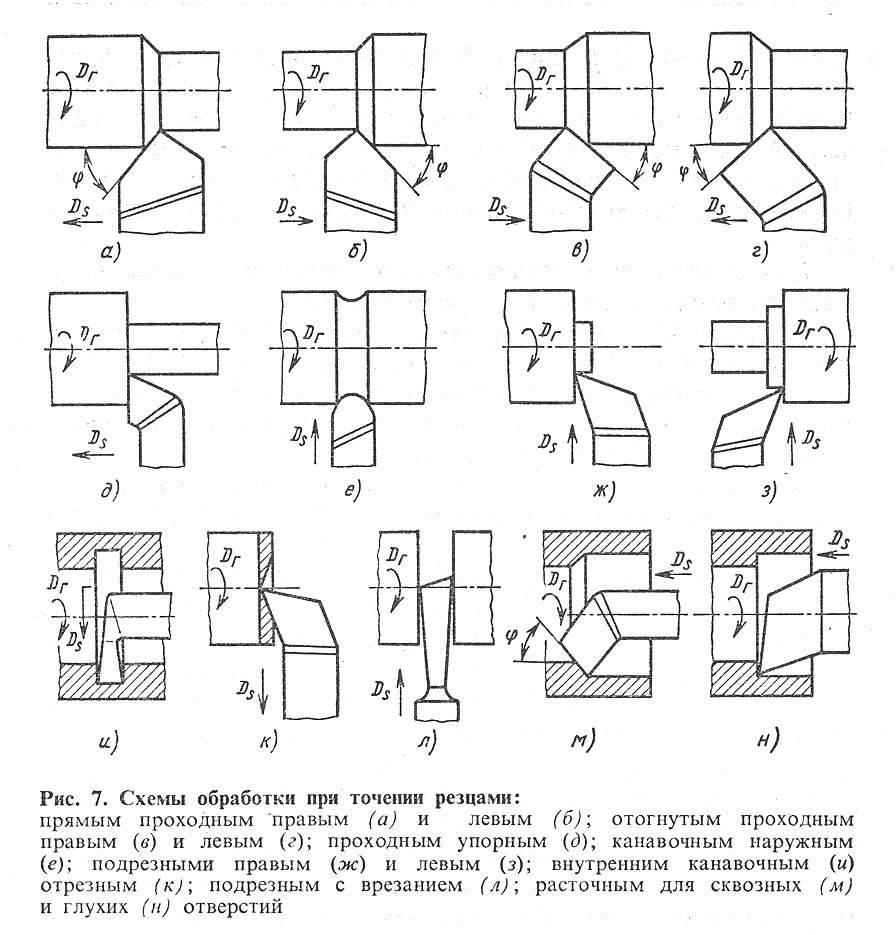
Точение деталей осуществляется за счёт срезания резцом
- Черновые (обдирочные).
- Получистовые.
- Чистовые.
- Операции высокой точности.
Чистовые и получистовые используются для доводки практически готовых изделий и токарных работ на малой скорости, как и высокоточные. Черновая обработка металла проходит на максимальных оборотах, позволяют снимать толстую стружку и ускорить процесс изготовления детали, но имеет низкое качество и малый срок службы.
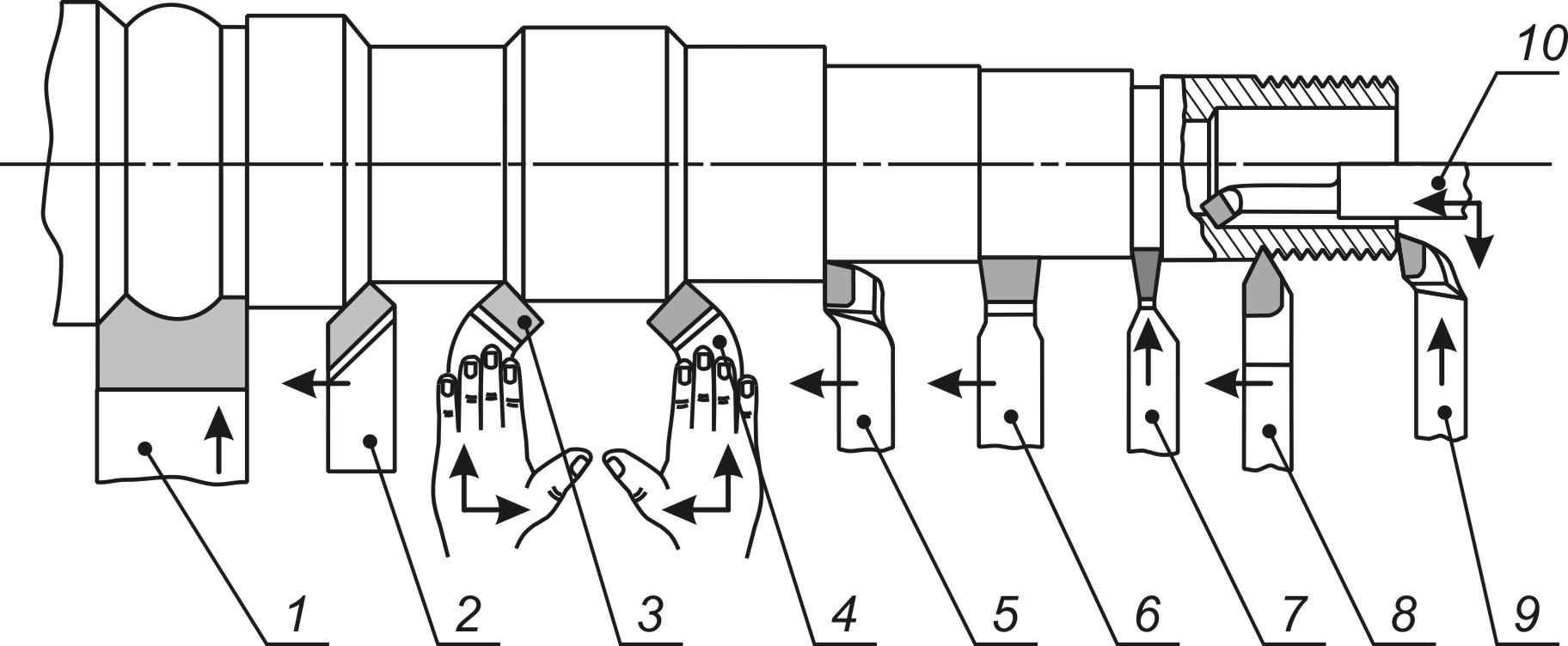
На самом деле важно выбрать не только правильный резец, но и направление подачи. Инструменты любого типа делят на правые и левые
То есть в процессе они подаются справа налево или наоборот. Различить их достаточно просто: на инструмент, лежащий режущей поверхностью вниз, кладется правая рука: если режущий край остается со стороны большого пальца — правый, левая рука и край под большим пальцем — левый.
Еще одно различие токарных резцов по металлу влияющее на качество — способ установки:
- радиальные;
- тангенциальные.
Первые массово распространены, дешевы, снабжены простым креплением и устанавливаются на станок под прямым углом. На них выполняют основной объем заданий в любой мастерской. Вторые имеют сложное крепление и ставятся под углом к заготовке (не 90). Они позволяют работать более чисто и качественно, и ставятся на автоматы или агрегаты с ЧПУ.
Виды и назначение отрезных резцов
По своей конструкции отрезные резцы делятся на цельнометаллические и сборные. Первые изготавливаются из инструментальной стали, а их типоразмеры и правила обозначения регламентируются ГОСТ 18874-73. Максимальные размеры ГОСТ такого резца составляют: общая длина — 80 мм, длина головки — 15 мм, ширина лезвия — 12 мм. У этого инструмента по мере заточки режущей кромки уменьшается длина головки и, следовательно, предельный диаметр отрезки.

Сборные отрезные резцы можно разделить на два основных вида. К первому относится режущий инструмент, у которого державка и головка выполнены из одного бруска металла, а режущая пластина является отдельным сборочным элементом, смонтированным на конце головки. Существует два основных вида ее крепления, в соответствии с которыми выделяют резцы с механическим и напайным креплением пластин. Второй вид — это получивший в последнее время широкое распространение сборный отрезной инструмент, у которого плоская и длинная головка с режущей частью крепится механическим способом в специальную оправку, выполняющую роль державки (см. рис. ниже). Такие резцы поставляются со сменными пластинами различной ширины и толщины. Кроме того, у некоторых из них регулируется длина вылета головки.

Кроме нормального и усиленного отрезного инструмента традиционной конструкции, существует ряд разновидностей для работы в особых условиях, в том числе и компенсирующих недостатки маломощного и нежесткого токарного оборудования. К ним относятся пружинные и инвертированные резцы, которые в основном используют в домашних мастерских и мелких производствах. Пружинные отрезные резцы имеют дугообразную головку и предназначены для обработки материалов с неровной и твердой поверхностью на небольших станках с нежесткой конструкцией. Такая головка компенсирует динамические удары и сглаживает вибрацию, что позволяет добиться заданного качества поверхности и сохранить режущую пластину от повреждения.
Особенности и преимущества отрезных инвертированных резцов
Свое название этот вид отрезного инструмента получил вследствие того, что он работает на обратном (против часовой стрелки) вращении шпинделя. Сама конструкция напоминает канцелярский нож: державка и длинное лезвие в виде пластины со скосом на торце. Лезвие изготовлено из быстрорежущей стали, легированной кобальтом, и в сечении выглядит как перевернутая буква «Т» с короткими перекладинами (см. рис. ниже). Угол заточки торца режущей кромки — 7º, размерный ряд выпускаемых производителем толщин — от 1 до 3.2 мм.

Основное достоинство этого резца — облегченный отвод стружки, т. к. при обратном вращении шпинделя она под собственным весом сразу уходит вниз. При таком режиме резко снижается вероятность забивания канавки стружкой, что нередко является причиной заклинивания и поломки инструмента. К другим плюсам этой модели можно отнести:
- простоту заточки лезвия;
- работу на большом вылете;
- улучшение режима охлаждения (стружка снизу, СОЖ сверху);
- большой ресурс даже при многократной переточке пластины.
Кроме того, его оправка имеет систему точной регулировки по высоте, что избавляет от подгонки положения инструмента с использованием прокладок.
Резец прямой лопаточный с восьмигранной рукояткой из граба 16 мм KIRSCHEN KR-3171016
Оплата наличными при доставке нашим курьером или в офисе при получение заказа.
Заказ оплачивается наличными при получении вашего заказа в офисе или при доставке нашим курьером. Вместе с заказом выдается кассовый чек , комплект отгрузочных документов, подарок от суммы заказа и сам заказ.
Оплата с помощью сервиса Яндекс Касса.
Заказ можно оплатить с помощью сервиса Яндекc Касса. Варианты оплаты заказа 1. Банковские карты онлайн-оплата : Visa, Mastercard, Maestro, Мир. 2. Электронные деньги оплата из электронного кошельков или с привязанных к ним банковских карт таких как : Яндекс.Деньги, QIWI. 3. Интернет-банкинг оплата счета в интернет-банке : Сбербанк Онлайн, Альфа Банк, Промсвязьбанк. Подробные инструкции как опатить ваш заказ 1. Банковские карты Visa, Mastercard, Maestro, Мир подробная инструкция 2. Электронные деньги Яндекс Деньги подробная инструкция 3. Электронные деньги QIWI подробная инструкция скачать 4. Интернет-банкинг Сбербанк Онлайн подробная инструкция 5. Интернет-банкинг Альфа Банк подробная инструкция 6. Интернет-банкинг Промсвязьбанк подробная инструкция После оплаты заказа одним из выше перечисленных способов вам на почту придет онлайн кассовый чек с указанием наименования заказа и его суммы





Внимание ! Перед оплатой уточните у наших менеджеров наличие выбранного вами товара !
Безналичная оплата или банковский перевод.
Этот способ оплаты доступен при заказе товаров как физическими , так и юридическими лицами, для этого при оформлении заказа нужно выбрать пункт 1. Для юридичесиких лиц Безналичная оплата по выставленному счету ; 2. Для физических лиц Банковский перевод : Мы отправим вам счет на оплату с печатью на указанную вами при регистрации электронную почту , также с вами свяжиться менеджер для уточнения деталей вашего заказа. Для физических лиц есть возможность выслать квитанцию с заполненными нашими реквизитами для оплаты заказа в отделениях Сбербанка России.
Наложенный платеж
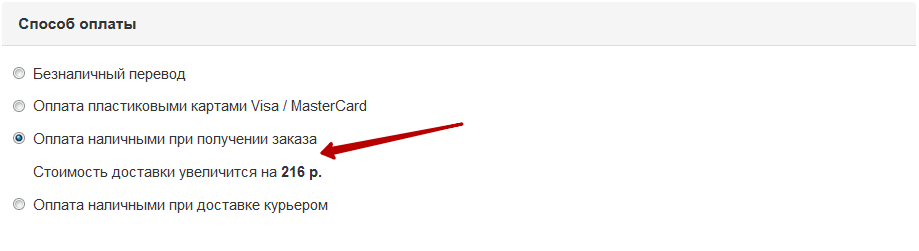
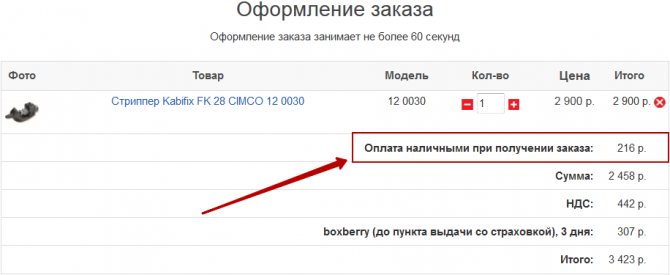
Данный способ оплаты доступен физическим лицам при выборе получения своего заказа до пункта выдачи со страховкой иликурьером до двери со страховкой. Данный способ оплаты доступен при выборе доставки вашего заказа слежующими курьерскими компаниями 1. СДЭК 2. Boxberry 3. PickPoint . При оформление заказа наложенным платежом к общей сумме заказа прибавляется дополнительный процент за данную услугу. Дополнительную сумму которую вам необходимо нужно доплатить вы сразу увидите, если при оформление заказа выберите во вкладке способ оплаты вариант оплата наличными при получении заказа. К сумме заказа автоматически прибавляется дополнительная сумма смотрите пример ниже. Пример оформления
- Выбор варианта способа оплаты наличными в пункте выдачи
- Общая сумма стоимости заказа при выборе способа оплаты наличными в пункте выдачи
После оформления заказа на сайте данным видом платежа, ваш заказ передается в выбранную вами курьерскую компанию для его доставки . После прибытия вашего заказа в выбранный пункт выдачи вам придем смс оповещение о его прибытие. Вы прибываете в пункт выдачи с паспортом, сообщаете номер заказа оператору, оплачиваете заказ наличными или с помощью банковской карты. Далее забираете ваш заказ и подарок от суммы заказа.
Заточка
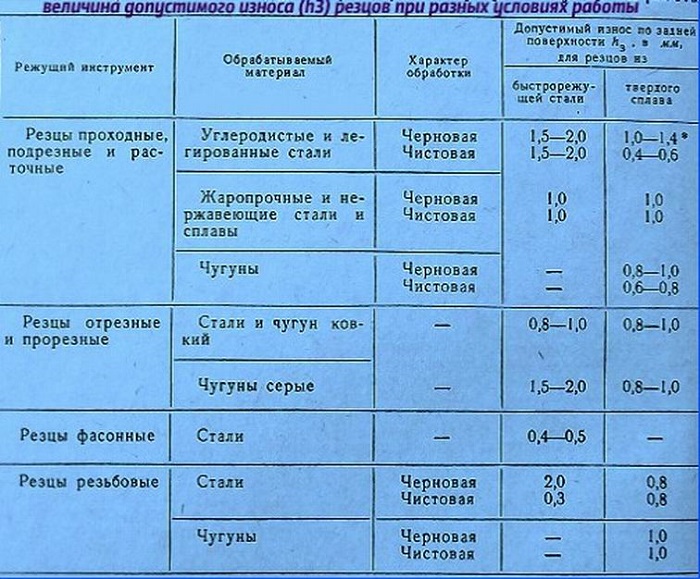
Первичная заточка выполняется на заводе при изготовлении. Новый резец имеет готовый профиль режущих кромок с соблюдением углов. Но во время работы инструмент изнашивается, и необходимо его затачивать.

Когда требуется заточить режущий инструмент
Износ резца сказывается на скорости, качестве и точности обработки. При ручной подаче отрезного или канавочного резца появляется ощущение, что инструмент идет туго.
При автоматической обработке признаками износа являются:
- Изменение цвета стружки.
- Ухудшение качества поверхности.
- Искры во время точения.
- Свист, вибрация.
- Появление сколов и зазубрин на режущей кромке.
Совет! Не рекомендуется эксплуатировать резец до полного затупления режущей кромки.
Общие правила выполнения
Заточка выполняется на заточном станке. Для твердосплавных материалов предусмотрен круг из электрокорунда. Инструмент из быстрорежущий стали затачивают на круге из зеленого карбида.
Резец кладут на подручник и прижимают к вращающемуся кругу. Для получения ровной поверхности его необходимо перемещать вдоль круга. Режущая кромка должна располагаться по центру круга, в крайнем случае на 10 мм выше. Когда все поверхности готовы, на пересечении главной и вспомогательной режущей кромки делается небольшое скругление.
Важно! Зазор между подручником и абразивным кругом допускается не более 3 мм. Чтобы исключить перегрев режущей кромки, необходимо периодически ее охлаждать
Для этой цели возле заточного станка должна быть емкость с водой. Если пренебречь охлаждением, на поверхности кромки образуются микротрещины. Их не видно невооруженным глазом, но стойкость инструмента и качества обработки снижается
Чтобы исключить перегрев режущей кромки, необходимо периодически ее охлаждать. Для этой цели возле заточного станка должна быть емкость с водой. Если пренебречь охлаждением, на поверхности кромки образуются микротрещины. Их не видно невооруженным глазом, но стойкость инструмента и качества обработки снижается.
Для повышения стойкости резца и спрямления кромок выполняют доводку. В зависимости от материала инструмента для этого предусмотрены алмазный (для твердосплавных) и эльборовый (для быстрорежущих) доводочные круги. Для контроля углов резца используют специальные шаблоны.
Как установить на станке
Для получения надлежащего качества и точности обработки необходим правильный монтаж резца. Также ошибки при установке способствуют быстрому износу режущей кромки.
Устанавливается инструмент в резцедержатель строго по центру. Для корректировки его по высоте в арсенале токаря должны быть металлические пластины толщиной от 1 до 4-5 мм. Установка ниже центра приводит к выталкиванию детали, что опасно и для инструмента, и для работника. Если режущая кромка завышена, она перегревается и быстро изнашивается.
При установке режущего инструмента нужно придерживаться простых правил:
- Протереть опорную поверхность резцедержателя.
- Фиксировать инструмент минимум двумя болтами.
- Вылет головки не должен превышать 1,5 высоты державки.
- При черновой обработке допускается завышение режущей кромки на 0,3-1 мм.

После установки инструмента нужно снять пробную стружку. Если поверхность получается ровная и гладкая, стружка не наматывается на резец — можно приступать к работе.
Важно!
Не допускается использование более трех прокладок. Также они не должны выступать за пределы резцедержателя.
Виды канавочных резцов
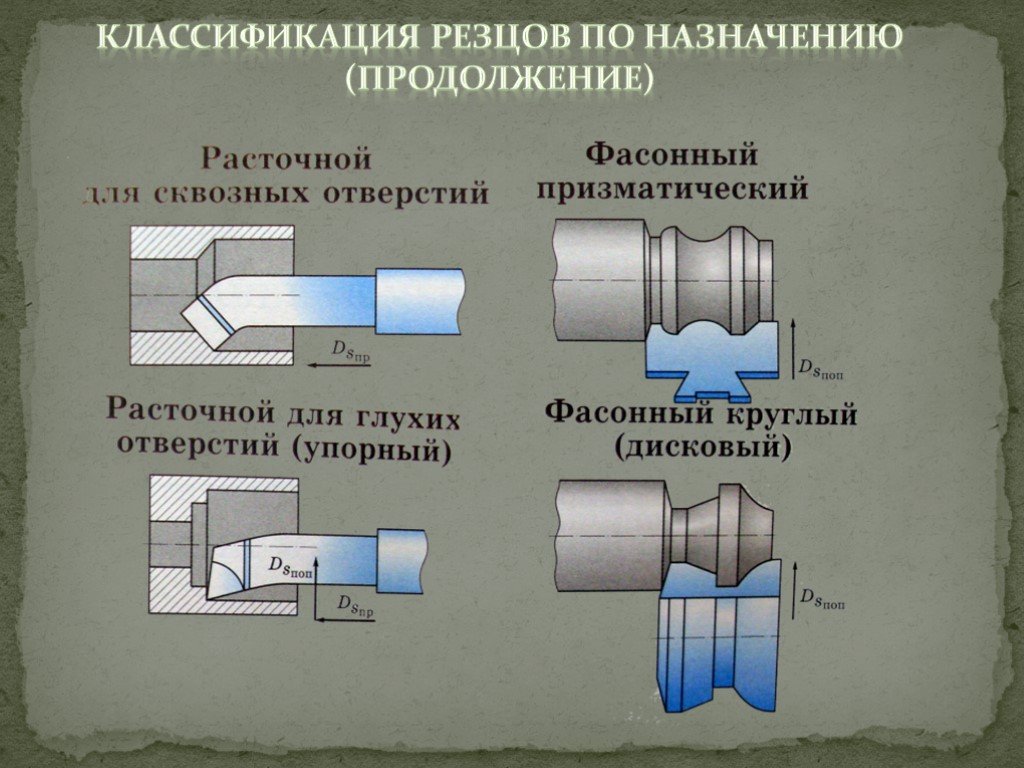
Резец расточной канавочный применяется для создания сквозных или глухих внутренних полостей сложной конфигурации в заготовке или отверстий больших диаметров. Рабочий ход инструмента осуществляется в плоскости, перпендикулярной сечению шпинделя с заготовкой, на расточных станках происходит вращение и подача резца при неподвижной детали. В большинстве случаев имеет отогнутую форму, может быть цельным или составным с наваренной твердосплавной пластиной или механическим держателем для режущей пластины.





Канавочный резец для внутренних канавок используется для формирования сложной геометрии внутренней полости заготовки, может быть использован для долбления шпоночных пазов. В зависимости от специфики поставленных задач имеет прямую или отогнутую формы, различают также по степени чистоты обработки поверхностей, обычно применяются получистовые и чистовые.
Резец канавочный для наружных канавок, как и прорезной, предназначен для чистовой обработки внешней поверхности, может быть составным. Технологический цикл на станке с ЧПУ предполагает работу резцами с напаянными пластинами, позволяющими производить более скоростную обработку. Такие инструменты, согласно ГОСТ, держат более высокие рабочие температуры, что неизбежно при ускорении цикла и в автоматическом режиме.
Изготовление резцов своими руками: пошаговое руководство
Главное – использовать только инструментальную сталь, обладающую достаточно высокими эксплуатационными характеристиками.
Подбор необходимой конфигурации напильников или рашпилей
Выбор этих деталей будет проще, если владелец заранее знает точно, какие перед ним стоят задачи. После этого длину, форму и размер подобрать не составит труда. Здесь дают несколько советов.
- Если требуется опилить до 5-10 мм толщины – лучше останавливаться на номере насечки 0 или 1.
- Точность обработки должна находиться в пределах 0,01-0,02 мм.
- По длине выбирать приспособления гораздо проще.
Главный ориентир – габариты поверхности, которую требуется опилить. Чем этот параметр больше, тем крупнее должно быть и само приспособление.
Можно воспользоваться специфической формулой, чтобы расчёт был точнее. К длине поверхности изделия прибавляем 15 см. Получим значение, которое и будет длиной рабочей поверхности напильника, рашпиля. Главное – чтобы работая, инструмент проводили по всей заготовке.

Крепление режущих частей
Самодельные инструменты делают также, что и профессиональные. Оптимальное решение – саморезы и винты. Чем качественнее изделие – тем лучше.
Как выбрать токарный резец
Выбирая модель, нужно руководствоваться такими основными правилами:
Узнать, с каким материалом будет работать резец, каким нагрузкам он будет подвержен, и какие операции по обработке вы станете производить;
Нужно определиться, что будет приоритетным показателем – качество обработки поверхности материала или точность выполнения геометрических размеров готовой детали
С учетом этого выбирается тип по геометрическим показателям и классифицирующим признакам.





