Принцип работы
Для нарезания резьбы конструктивно предусмотрено переключение на специальный вал подачи. Управление им находится слева от работника на корпусе. Лимб переключения позволяет выбрать шаг резьбы в метрической, дюймовой системе. Форма определяется конфигурацией резца. Поперечной подачей регулируется диаметр, глубина обработки. Современные станки отечественного и зарубежного производства используют этот же принцип. Он считается наиболее надежным и производительным. Сокращает время операций ускоренная подача. По производительности ДИП 500 мало уступает современным аналогам, за исключением оборудования с ЧПУ.
За время выпуска станка ДИП 500 происходили некоторые модификации. Отдельные партии оборудования могут иметь отличную от стандарта длину станины, набор дополнительных приспособлений. Изменение коснулись и некоторых деталей механики. При эксплуатации это нужно учитывать. В случае ремонта допускается замена только на оригинальный аналог. Не рекомендуется приобретать запчасти сомнительного производства, либо выполненные условиях, не предназначенных для изготовления элементов механической части станка. Это снизит качество работы и может стать источником опасности для токаря. Самым критическим вариантом считается выход из строя станины. Достойно заменить ее или отремонтировать не получится.
Читать также: Мебельный шаблон кондуктор для сверления отверстий
Немалое внимание уделено и безопасности работника. Защитные кожуха над движущимися деталями, щиты ограждения
Система аварийной остановки в случае поломки, заклинивания
Система аварийной остановки в случае поломки, заклинивания.

Инструкция по эксплуатации, паспорт
Для правильной работы станка необходимо соблюдать инструкцию по эксплуатации.
- Станок весит более 10т, вместе с заготовкой вес его может значительно увеличиться. Поэтому необходимо подготовить отдельный фундамент и ровную устойчивую площадку.
- Аппарат имеет четыре электродвигателя. Для их работы нужно верно рассчитать электрическую нагрузку. Оборудование работает от трехфазной сети 380 В.
- Необходимо при установке проверить надежность всех креплений. Обязательно следить за уровнем масла и своевременной смазкой механизмов.
- Станина должна быть установлена строго горизонтально и вдоль, и поперек. Проверить уровнем.
Паспорт станка ДИП-500 аналогичен его новой модели 1М65. Его можно посмотреть здесь.
Станок ДИП-500 — это оборудование токарной группы, являющийся универсальным, его возможно использовать в различных сферах промышленности для токарных операций для изготовления продукции. С его помощью существует возможность выполнять вышеизложенные работы с нормальной точностью (Н) и высокой производительностью. За все время эксплуатации станок зарекомендовал себя высокой надежностью благодаря качеству изготовления и простотой в обслуживании, а также не требовал к себе высокого внимания, особых условий при эксплуатации.
Главным движением — движением резания в этом станке является вращение заготовки, которая обрабатывается в патроне или центрах. Вспомогательное движение — движение подачи, при помощи которого осуществляется передвижение режущего инструмента.
Режущим инструментом для данного типа оборудования являются токарные резцы различных типов с пластинами из твердых сплавов и быстрорежущих материалов, а также сверла, развертки, зенковки, зенкера и разный резьбонарезной инструмент и приспособления.
В паспорте данного станка имеется практическая информация по техническим характеристикам и обслуживанию, благодаря которой он имел некоторые преимущества при работе, а именно существует возможность:
- выполнять режущие операции на высоких скоростях;
- точить длинные и короткие конуса благодаря механическому перемещению суппорта;
- достигать показателя шероховатости поверхности Ra = 1,6;
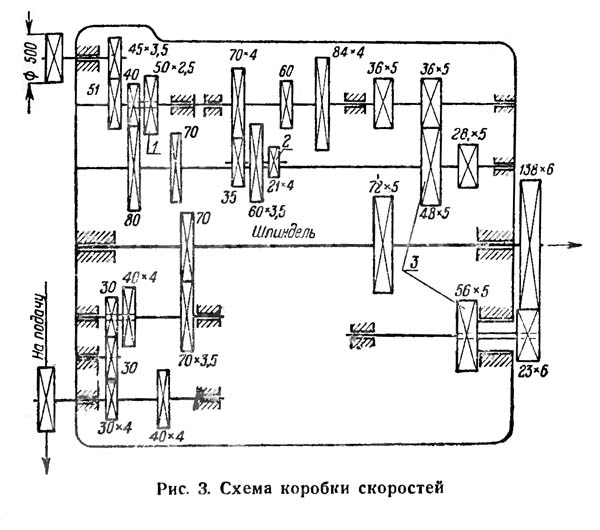
- изменять обороты шпиндельного вала переключением рукояток коробки скоростей;
- регулировать величину подачи с широком диапазоне;
- выполнять нарезку стандартных резьб;
- с помощью маховичков можно выдвинуть пиноль и передвинуть заднюю бабку;
- применяя метод смены зубчатых колес настраивать величины шагов нарезаемых резьб и перемещения суппорта;
- отдельным электродвигателем суппорта перемещать его в поперечном и продольном направлениях в ускоренном режиме.
Основные технические характеристики
Конструкция ДИП-500
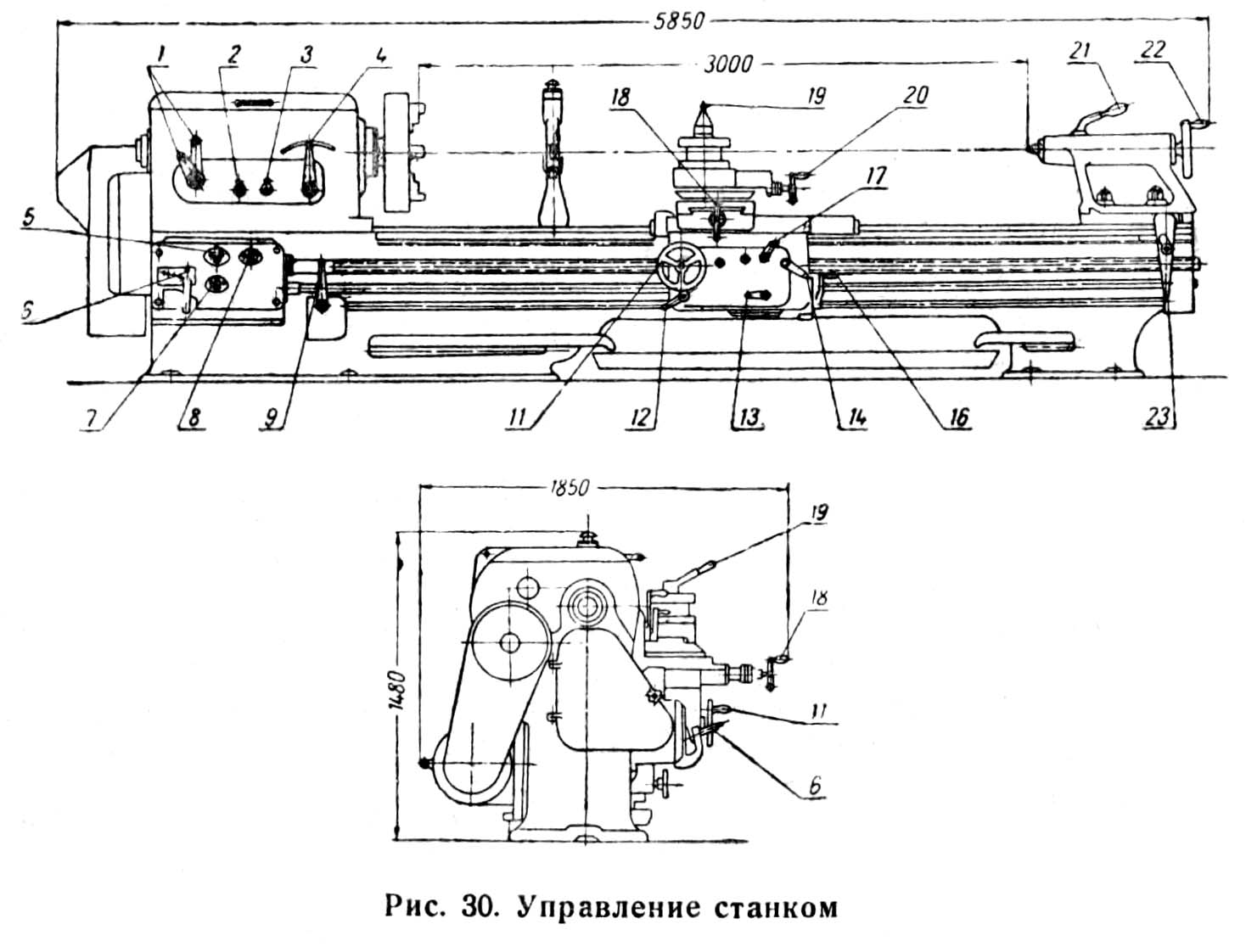
Основными конструктивными элементами станков токарной группы являются: станина, передняя и задняя бабки.
Как и у всех станков токарной группы, так и у ДИП-500 главным конструктивным элементом является станина, к ней присоединяются передняя и задняя бабка, суппорт, а уже к ним все остальные конструктивные элементы.
Станина изготавливается цельнолитая из чугуна, вверху у нее расположены салазки для продольного передвижения суппорта, а в середине расположены под наклоном от рабочего места лючки для ухода стружки и смазывающая охлаждающей жидкости.
Передняя бабка расположена слева, устанавливается она с помощью штифтов и закрепляется болтами. В ней находятся: шпиндельный вал, коробка переключения скоростей, коробка переключения подач, система смазки с масляным насосом и электрощит управления. Внизу располагаются: циркуляционный электронасос с емкостью для смазывающей охлаждающей жидкости и механизм главного привода с электродвигателем.
Задняя бабка расположена справа, она передвигается по направляющим на станине при помощи редуктора, который приводится в движение вращением его маховичка. В пиноль встроили вращающийся вал, которая перемещается так же методом вращения маховичка.
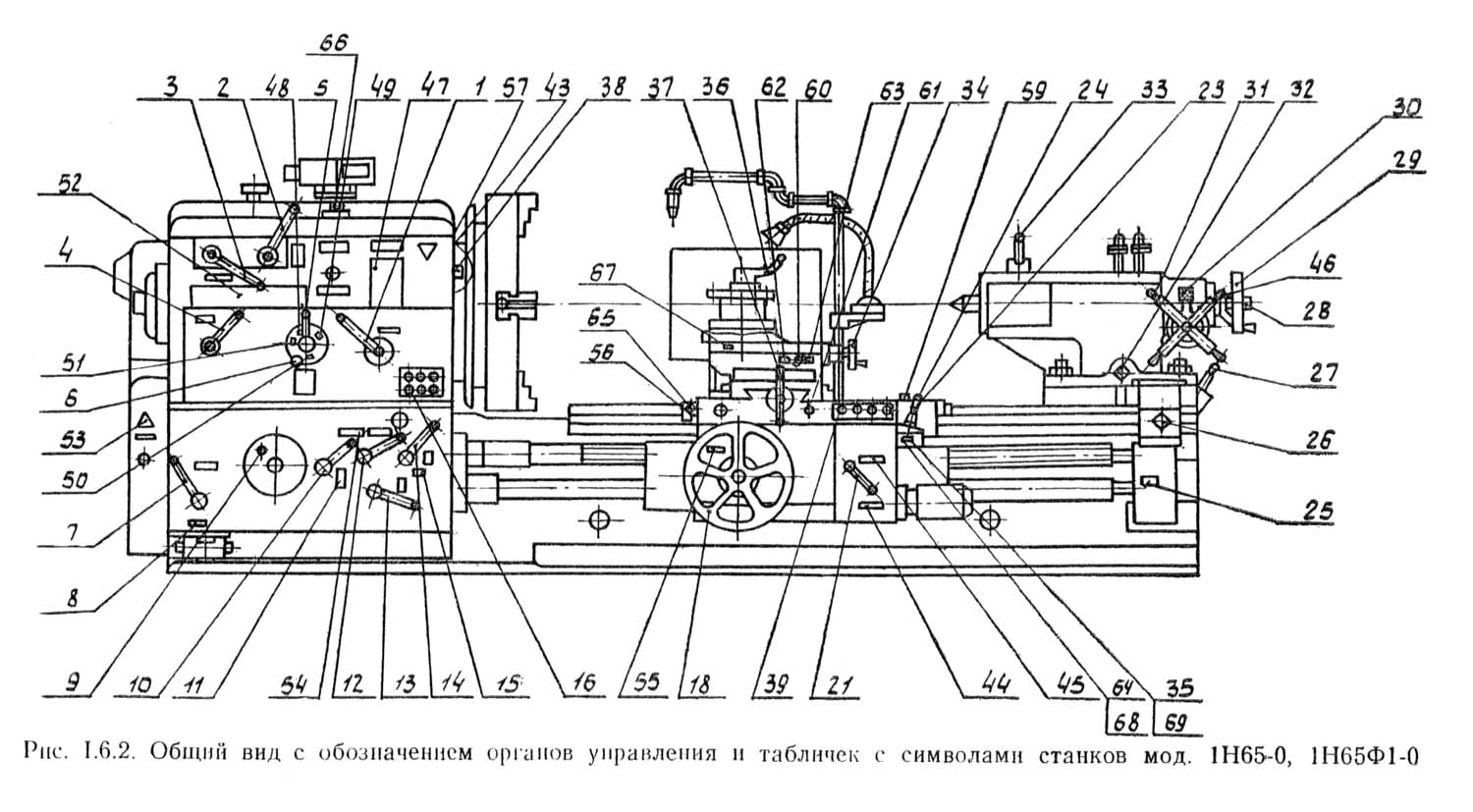
Описание конструкции основных узлов токарно-винторезного станка 1М65
Станина
Станина является базовой сборочной единицей, на которой монтируются все остальные сборочные единицы и механизмы станка.
На верхней части станины расположены три призматические направляющие, из которых передняя и задняя являются базой каретки, а средняя — базой задней бабки.
Внутри станины имеются наклонные люки для отвода стружки и охлаждающей жидкости в сторону, противоположную рабочему месту.
Под левой головной частью станины имеются ниши, в одной из которых смонтирован электродвигатель главного привода, а в другой — электронасос охлаждения с резервуаром для охлаждающей жидкости. Корыто для сбора охлаждающей жидкости выполнено монолитным с корпусом станины.
В правой части станины на передней стенке смонтирован кронштейн со встроенными в него опорами ходового винта и ходового вала.
Для предотвращения провисания ходового винта и ходового вала в станке с РМЦ = 5000 мм имеются две подвески.
Бабка передняя
Шпиндельная бабка токарно-винторезного станка 1м65
Шпиндельная бабка токарно-винторезного станка 1м65
Бабка передняя устанавливается на левой головной части станины, фиксируется штифтами и крепится болтами.
В корпусе шпиндельной бабки смонтированы:
- электромагнитная муфта для торможения шпинделя
- шпиндельный узел
- звено увеличения шага в 8 раз
- механизм изменения направления перемещения каретки или нарезании резьб
- механизм настройки скоростей шпинделя
- вилки перемещения блоков шестрен
- рукоятки переключения и другой детали
- система смазки
- электрошкаф
Шпиндель смонтирован на трех опорах качения, из которых передняя и задняя регулируемые.
Бабка задняя
Бабка задняя перемещается по направляющим станины от редуктора ручного перемещения вращением валика.
В пиноль бабки встроен вращающийся шпиндель, у которого подшипники передней опоры регулируются с помощью гаек.
В шпинделе бабки задней имеется прорезь для лапок хвостового режущего инструмента.
Суппорт
Суппорт крестовой конструкции имеет продольное перемещение вместе с кареткой по направляющим станины, а поперечное по направляющим каретки.
Оба перемещения осуществляются механически при помощи крестового переключателя и вручную вращением маховика и рукоятки каретки.
Резцовые салазки, несущие четырехпозиционную резцедержку, перемещаются вручную и механически по направляющим поворотной части, которую можно повернуть вокруг оси на любой угол.
Каретка станков с устройством цифровой индикации снабжена преобразователем линейных перемещений, который соединяется с винтом поперечных перемещений с помощью сильфонной муфты.
Отсчет поперечного перемещения может осуществляться по лимбу и по табло УЦИ.
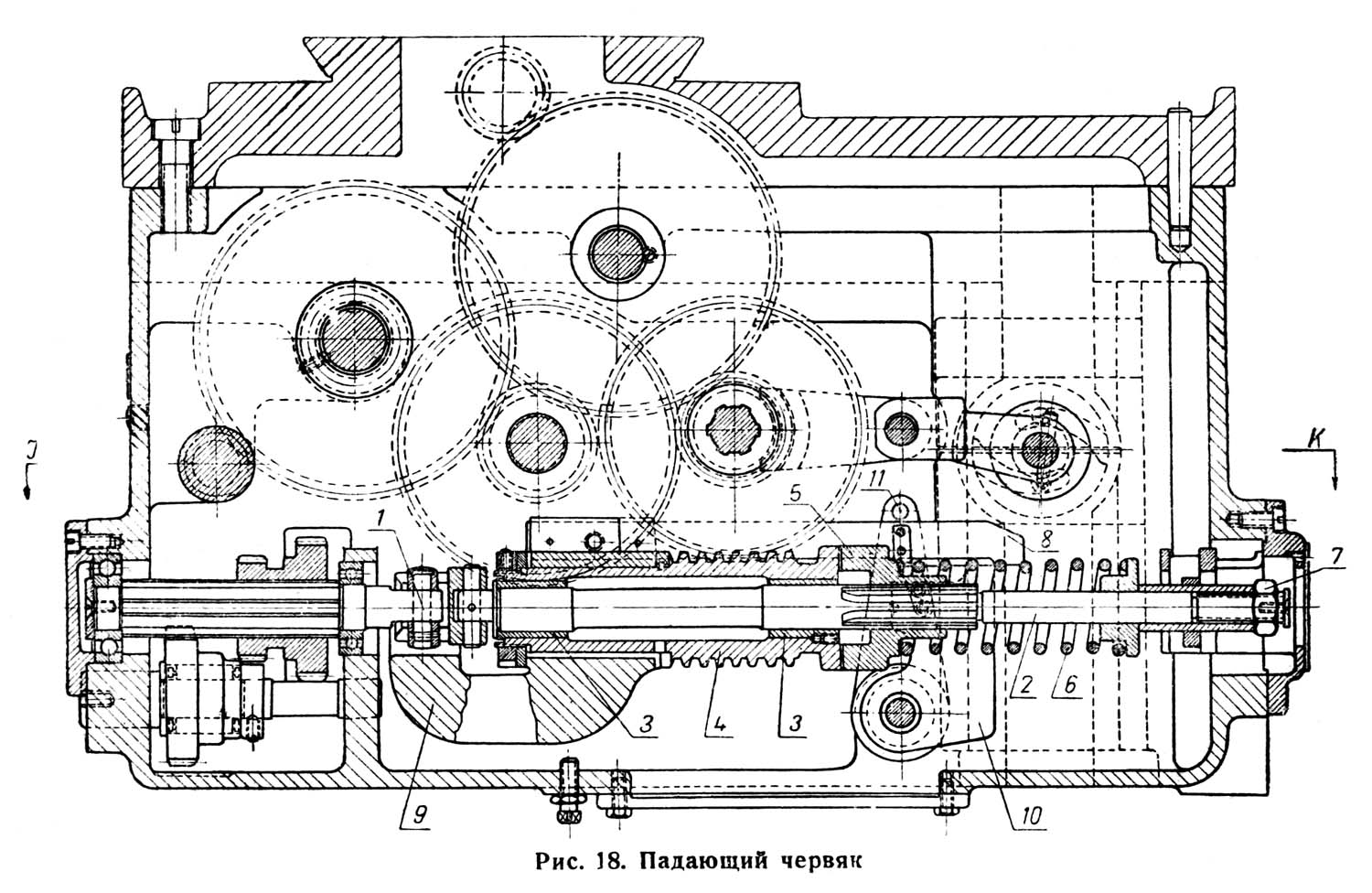
Фартук
Фартук станка выполнен закрытого типа со съемной передней крышкой. Движение суппортной группе передается механизмом фартука от ходового вала или ходового винта.




Благодаря наличию в фартуке четырех электромагнитных муфт управление механическим перемещением суппортной группы сосредоточено в одной рукоятке, причем направление включения рукоятки совпадает с направлением подачи.
Возможно включение быстрого хода суппорта в направлении наклона рукоятки управления.
Благодаря обгонной муфте, вмонтированной в фартук, включение быстрого хода возможно при включенной подаче. Электродвигатель ускоренного хода установлен на фартуке.
В фартуке смонтирован механизм предохранительной муфты, исключающий поломку станка при перегрузках.
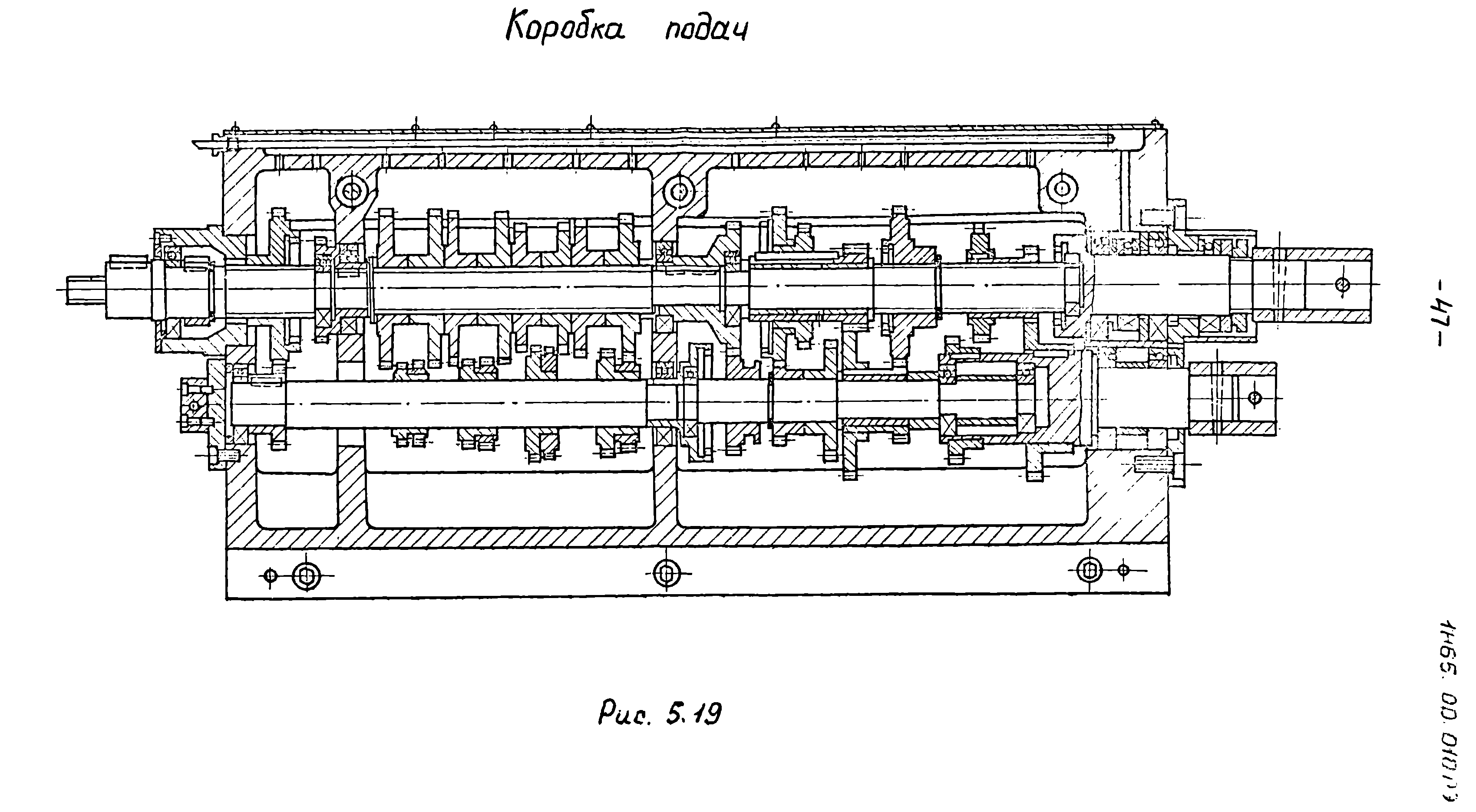
Коробка подач
Коробка подач закрытого типа со съемной передней крышкой.
Механизм коробки подач позволяет получить первый ряд подач и все нарезаемые на станке резьбы, не прибегая к изменению настройки сменных шестерен.
Для получения второго ряда подач устанавливаются сменные колеса: a = 42, b = c = 126.
Комплектация станка
В состав станка входит патрон четырехкулачковый несамоцентрирующий диаметром 1000 мм.
Для обработки нежестких деталей станок снабжен двумя люнетами — подвижным и неподвижным.
Люнет подвижный крепится на каретке и поддерживает деталь непосредственно около резца. Диаметр охвата сухарями обеспечивается в пределах от 70 до 250 мм.
Люнет неподвижный устанавливается на направляющих станины в любом месте и закрепляется болтом, с помощью прихвата.
Он снабжен сухарями и роликами, которые устанавливаются в зависимости от условий обработки.
Диаметр охвата обрабатываемой детали в люнете неподвижном обеспечивается в пределах от 70 до 380 мм.
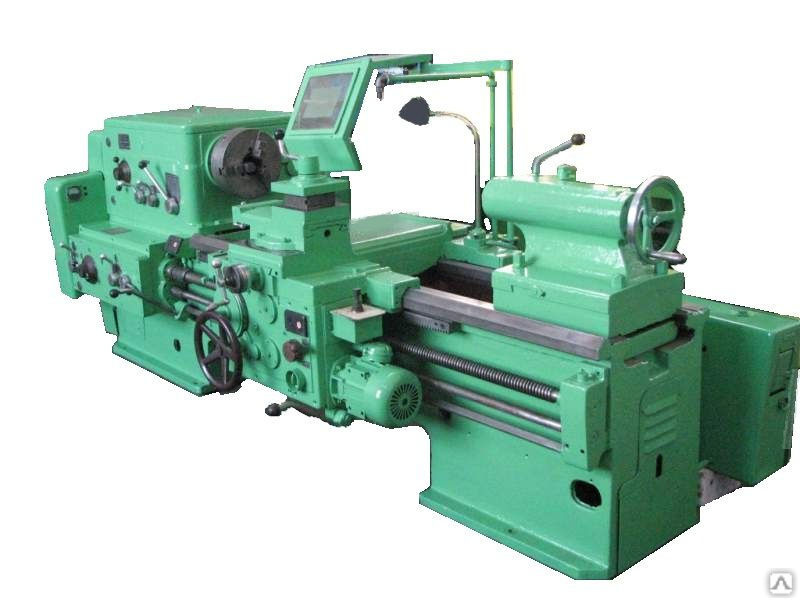
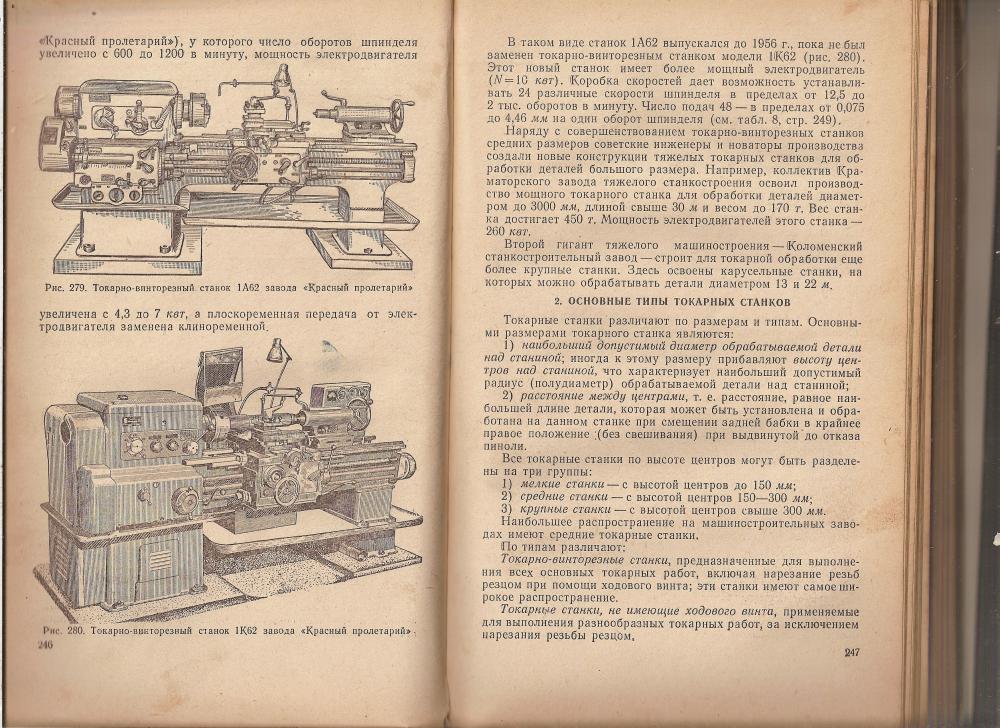
Легендарный ДИП 500: описание токарно-винторезного станка по дереву
Свое название станки токарно-винторезной группы ДИП-500 получили в 30-е годы прошлого века. Число указывает максимальный радиус обрабатываемой детали, аббревиатура сокращает популярный лозунг «Догоним и перегоним!». Создан этот токарный станок по металлу на московском заводе «Красный пролетарий» для обработки деталей большого размера. Спустя 10 лет, в 1944 г, выпуск ДИП 500 был освоен на Рязанском станкостроительном заводе, где с техническим названием 1Д65 он стал своеобразной визитной карточкой предприятия. Прототипом послужил тяжелый немецкий агрегат фирмы VDF. Традиционная надежность передалась потомку. По нынешний день экземпляры б/у и даже первые аналоги станка можно купить в рабочем состоянии.
Назначение и функционал
Токарный станок ДИП-500 проектировался как базовый для нужд тяжелого машиностроения, а так же военной промышленности, что сыграло свою роль в годы Великой Отечественной Войны. Простота освоения токарного дела на этом типе машин позволяла ставить к ним практически не обученный персонал.
Точение над кареткой суппорта деталей размером до 620 мм в поперечнике делало реальным изготовление практически любых видов приводных валов и других подобных изделий для энергетики, станкостроения, прочих отраслей народного хозяйства. Токарно-винторезный станок давал четыре вида резьбы, различного шага, размера и профиля как снаружи, так и изнутри. На нем производили расточку отверстий, круглых полостей, обработку труб диаметром до 100 мм. Механизм перемещения задней бабки на 40 мм в направлении перпендикулярном оси деталей облегчал точение конусных поверхностей, а так же нарезку на них резьбы.
Мощные резцы с державкой (телом инструмента) сечением 5х5 сантиметров даже на самых первых довоенных моделях ДИП-500 срезали в стружку до 2,5 тонн металла за час работы. Для отечественных станков результат по тем временам фантастический.
Рекомендации по эксплуатации
Для реализации всех возможностей станка необходимо правильно его смонтировать, подключить, настроить. Место для оборудования готовят с учетом его долгосрочного использования. Площадку под станок:
- Выравнивают.
- Трамбуют.
- Делают песчано-щебневую подушку.
- Армируют металлом поверхность.
- Делают бетонную стяжку по горизонтальным маякам.
Масса станка может быть более 10 тонн в зависимости от комплектации. Вместе с заготовкой вес может приближаться к 20 тонам. При работе возникают значительные вибрационные нагрузки на поверхность, поэтому пренебрегать правилами установки нельзя
Особое внимание уделяют правильному положению станины. Располагается она строго горизонтально с отклонением 2-5 мм по всей длине станка

ДИП 500 по праву входит в число лучших токарно-винтовых станков. Он актуален сегодня, надежен, точен и долговечен. Успешно используется как крупными промышленными предприятиями, так и частными предпринимателями. При относительно невысокой стоимости оборудования производитель получает достойные экономические показатели.
При выборе необходимо убедиться в качестве станка. Если базовые механизмы в сохранности, корпус не поврежден, то станок может прослужить долгие годы.
Питание осуществляется трехфазным током 380 Вольт. Подающие кабели должны быть надежно защищены бронированной оболочкой. Отдельно делается заземление по рекомендованным требованиям. Подключение и наладку осуществляет специалист, имеющий допуск к этому виду работ. При качественной установке станок может годами не требовать ремонтного вмешательства. При условии, что регламентные работу будут выполняться своевременно, в полном объеме. Замену масла с системе смазки допускается делать самостоятельно, если токарь прошел обучение и подтвердил этот навык. Регулярная очистка станка от стружки, грязи, заправка охлаждающей жидкостью лежит на работнике, за которым закреплен станок.

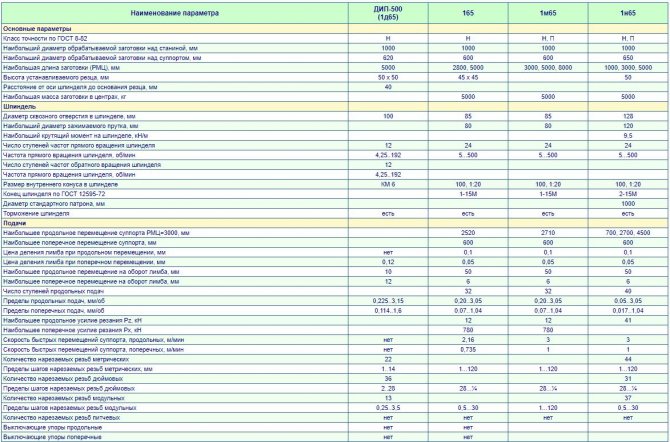
Технические характеристики токарного станка ДИП-50 (1Д65)
| Наименование параметра | ДИП-50 (1Д65) | |
|---|---|---|
| Основные параметры станка | ||
| Класс точности по ГОСТ 8-82 | Н,П | |
| Наибольший диаметр заготовки над станиной, мм | 1000 | |
| Наибольший диаметр заготовки над суппортом, мм | 600 | |
| Наибольшая длина заготовки (РМЦ), мм | 3000, 5000, 8000 | |
| Наибольшая масса заготовки в центрах, кг | 5000 | |
| Шпидель | ||
| Диаметр сквозного отверстия в шпинделе, мм | 85 | |
| Наибольший диаметр зажимаемого прутка, мм | 80 | |
| Наибольший момент на шпинделе, кН/м | ||
| Наибольшее продольное усилие резания Pz, кН | 1200 | |
| Наибольшее поперечное усилие резания Pх, кН | 780 | |
| Число ступеней частот прямого вращения шпинделя | 24 | |
| Частота прямого вращения шпинделя, об/мин | 5…500 | |
| Размер внутреннего конуса в шпинделе, М | 100, 1:20 | |
| Конец шпинделя по ГОСТ 12595-72 | 1-15М | |
| Подачи | ||
| Наибольшее продольное перемещение суппорта РМЦ=3000, мм | 2710 | |
| Наибольшее поперечное перемещение суппорта, мм | 600 | |
| Цена деления лимба при продольном перемещении, мм | 0,1 | |
| Цена деления лимба при поперечном перемещении, мм | 0,05 | |
| Наибольшее продольное перемещение на оборот лимба, мм | 50 | |
| Наибольшее поперечное перемещение на оборот лимба, мм | 6 | |
| Число ступеней продольных подач | 32 | |
| Пределы продольных подач, мм/об | 0,20…3,05 | |
| Пределы поперечных подач, мм/об | 0,07…1,04 | |
| Наибольшее перемещение резцовых салазок, мм | 240 | |
| Скорость быстрых перемещений суппорта, продольных, м/мин | 3 | |
| Скорость быстрых перемещений суппорта, поперечных, м/мин | 1 | |
| Количество нарезаемых резьб метрических | ||
| Пределы шагов нарезаемых резьб метрических, мм | 1…120 | |
| Количество нарезаемых резьб дюймовых | ||
| Пределы шагов нарезаемых резьб дюймовых | 28…0,25 | |
| Количество нарезаемых резьб модульных | ||
| Пределы шагов нарезаемых резьб модульных | 1…120 | |
| Количество нарезаемых резьб питчевых | ||
| Пределы шагов нарезаемых резьб питчевых | ||
| Задняя бабка | ||
| Центр в шпинделе по ГОСТ 13214-79 | Морзе 5 | |
| Наибольшее перемещение пиноли, мм | 300 | |
| Наибольшее перемещение пиноли с установленным инструментом, мм | 280 | |
| Электрооборудование | ||
| Количество электродвигателей на станке | 4 | |
| Электродвигатель главного привода, кВт/об/мин | 221460 | |
| Электродвигатель быстрого хода, кВт/об/мин | 1,51400 | |
| Насос смазки | С12-54 | |
| Насос охлаждения (помпа) | ПА-22 | |
| Габариты и масса станка | ||
| Габариты станка РМЦ=3000, мм | 6140 х 2200 х 1760 | |
| Масса станка РМЦ=3000, кг | 12800 |
Список литературы:
Универсальный токарно-винторезный станок 1Д65 (50-ДИП). Паспорт, Красный Пролетарий, 1940
Ачеркан Н.С. Металлорежущие станки, Том 1, 1965
Батов В.П. Токарные станки., 1978
Белецкий Д.Г. Справочник токаря-универсала, 1987
Денежный П.М., Стискин Г.М., Тхор И.Е. Токарное дело, 1972. (1к62)
Денежный П.М., Стискин Г.М., Тхор И.Е. Токарное дело, 1979. (16к20)
Модзелевский А. А., Мущинкин А.А., Кедров С. С., Соболь А. М., Завгородний Ю. П., Токарные станки, 1973
Схиртладзе А.Г., Новиков В.Ю. Технологическое оборудование машиностроительных производств, 1980
Тепинкичиев В.К. Металлорежущие станки, 1973
Чернов Н.Н. Металлорежущие станки, 1988
Пикус М.Ю. Справочник слесаря по ремонту станков, 1987
Связанные ссылки. Дополнительная информация
Главная
О компании
Новости
Статьи
Прайс-лист
Контакты
Справочная информация
Скачать паспорт
Интересное видео
Деревообрабатывающие станки
КПО
Производители
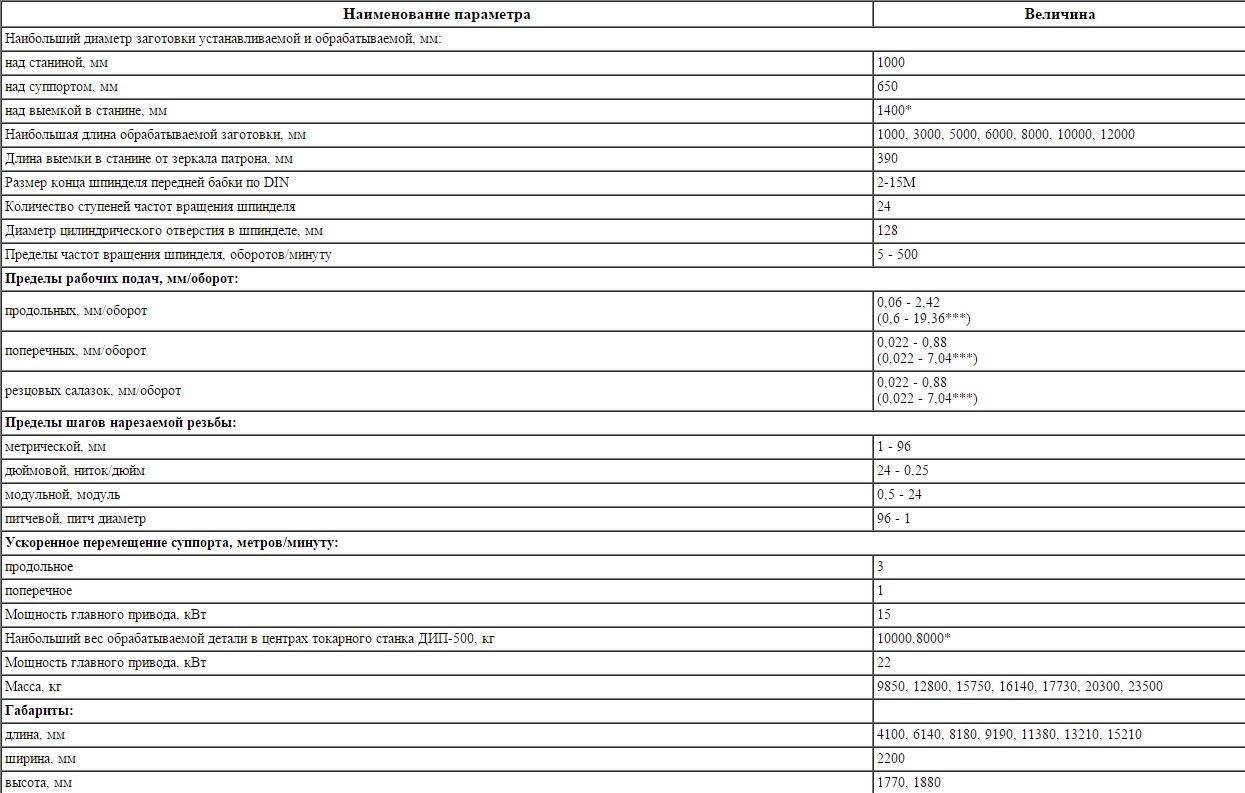
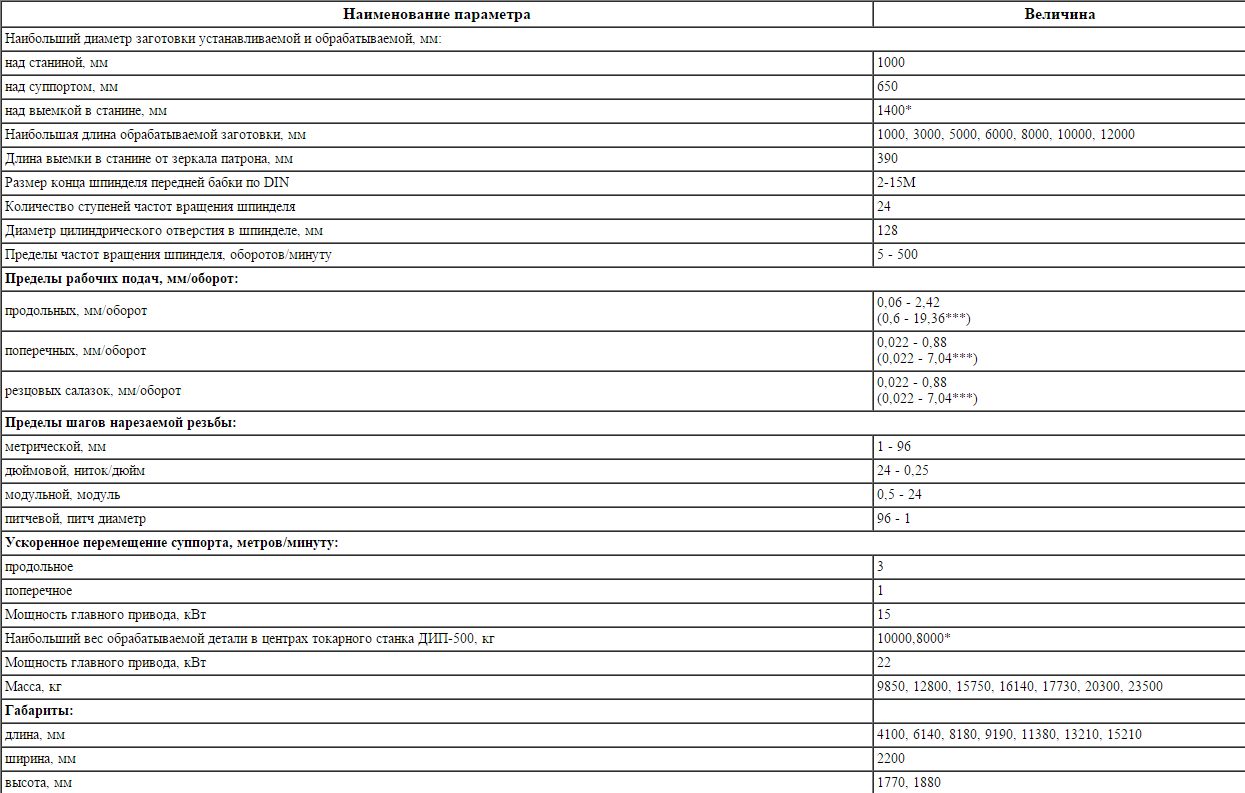
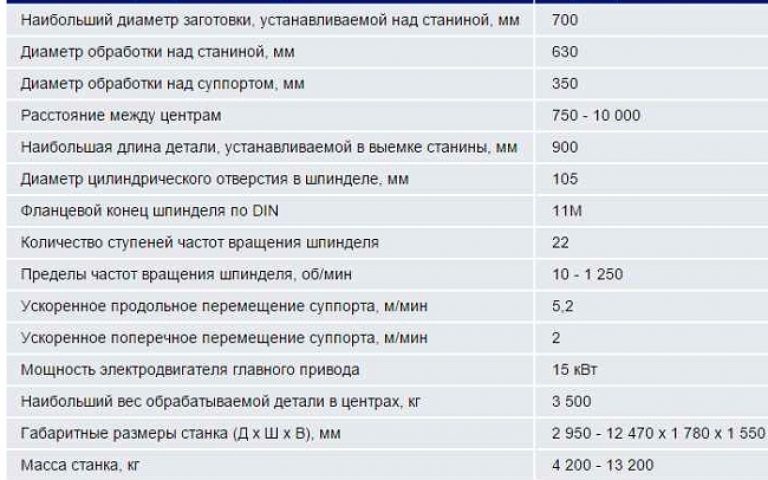
Технические характеристики универсального токарного станка ДИП-500
| Параметр | Значение |
|---|---|
| Наибольший диаметр заготовки устанавливаемой и обрабатываемой, мм: | |
| над станиной, мм | 1000 |
| над суппортом, мм | 650 |
| над выемкой в станине, мм | 1400* |
| Наибольшая длина обрабатываемой заготовки, мм | 1000, 3000, 5000, 6000, 8000, 10000, 12000 |
| Длина выемки в станине от зеркала патрона, мм | 390 |
| Размер конца шпинделя передней бабки по DIN | 2-15М |
| Количество ступеней частот вращения шпинделя | 24 |
| Диаметр цилиндрического отверстия в шпинделе, мм | 128 |
| Пределы частот вращения шпинделя, оборотов/минуту | 5 — 500 |
| Пределы рабочих подач, мм/оборот: | |
| продольных, мм/оборот | 0,06 — 2,42 (0,6 — 19,36***) |
| поперечных, мм/оборот | 0,022 — 0,88 (0,022 — 7,04***) |
| резцовых салазок, мм/оборот | 0,022 — 0,88 (0,022 — 7,04***) |
| Пределы шагов нарезаемой резьбы: | |
| метрической, мм | 1 — 96 |
| дюймовой, ниток/дюйм | 24 — 0,25 |
| модульной, модуль | 0,5 — 24 |
| питчевой, питч диаметр | 96 — 1 |
| Ускоренное перемещение суппорта, метров/минуту: | |
| продольное | 3 |
| поперечное | 1 |
| Мощность главного привода, кВт | 15 |
| Наибольший вес обрабатываемой детали в центрах, кг | 10000,8000* |
| Мощность главного привода, кВт | 22 |
| Масса станка ДИП-500, кг | 9850, 12800, 15750, 16140, 17730, 20300, 23500 |
| Габариты: | |
| длина, мм | 4100, 6140, 8180, 9190, 11380, 13210, 15210 |
| ширина, мм | 2200 |
| высота, мм | 1770, 1880 |
Станок ДИП-500 — оплата, доставка, гарантия
Продажа аналогов станка ДИП-500 производится при 100% предоплате при наличии оборудования на складе и 50% предоплате при запуске станка в производство и оплате оставшихся 50% после сообщения о его готовности к отгрузке. Возможно другое процентное соотношение и другой порядок оплаты, согласованный со специалистом отдела продаж нашего предприятия и прописанный в Договоре поставки. Доставка оборудования производится автомобильным и железнодорожным транспортом компаний-перевозчиков ООО «Деловые Линии», ООО «ПЭК», «Байкал-Сервис», ООО «Желдорэкспедиция» и другими, сторонними перевозчиками посредством транспортно-логистических компаниий, а также транспортом Покупателя или нашей компании. Расходы по транспортировке груза оплачивает Покупатель, если иное не оговаривается и не указывается в Договоре поставки. Гарантия на аналоги токарно-винторезного станка ДИП-500 после капитального ремонта — 6-12 мес., на новые -12 мес.. Предприятие-производитель оставляет за собой право на изменение стандартной комплектации и места производства оборудования без уведомления!



Обращаем Ваше внимание на то, что цены, указанные у нас на сайте, не являются публичной офертой, а стоимость оборудования уточняйте у наших менеджеров по продажам!
Если Вам необходимо купить Универсальный токарный станок по металлу ДИП-500 звоните по телефонам:
в Москве +7 (499) 372-31-73 в Санкт-Петербурге +7 (812) 245-28-87 в Минске +375 (17) 246-40-09 в Екатеринбурге +7 (343) 289-16-76 в Новосибирске +7 (383) 284-08-84 в Челябинске +7 (351) 951-00-26 в Тюмени +7 (3452) 514-886
в Нижнем Новгороде +7 (831) 218-06-78 в Самаре +7 (846) 201-07-64 в Перми +7 (342) 207-43-05 в Ростове-на-Дону +7 (863) 310-03-86 в Воронеже +7 (473) 202-33-64 в Красноярске +7 (391) 216-42-04
в Нур-Султане +7 (7172) 69-62-30;
в Абакане, Альметьевске, Архангельске, Астрахани, Барнауле, Белгороде, Благовещенске, Брянске, Владивостоке, Владимире, Волгограде, Вологде, Иваново, Ижевске, Иркутске, Йошкар-Оле, Казани, Калуге, Кемерово, Кирове, Краснодаре, Красноярске, Кургане, Курске, Кызыле, Липецке, Магадане, Магнитогорске, Майкопе, Мурманске, Набережных Челнах, Нижнекамске, Великом Новгороде, Новокузнецке, Новороссийске, Новом Уренгое, Норильске, Омске, Орле, Оренбурге, Пензе, Перми, Петрозаводске, Пскове, Рязани, Саранске, Саратове, Севастополе, Симферополе, Смоленске, Сыктывкаре, Тамбове, Твери, Томске, Туле, Улан-Удэ, Ульяновске, Уфе, Хабаровске, Чебоксарах, Чите, Элисте, Якутске, Ярославле и в других городах
По всей России бесплатный номер 8 (800) 775-16-64.
В странах СНГ — Беларуси, Казахстане, Туркменистане, Узбекистане, Украине, Таджикистане, Молдове, Азербайджане, Кыргызстане, Армении в городах Нур-Султан, Бишкек, Баку, Ереван, Минск, Ашхабад, Кишинев, Душанбе, Ташкент, Киев и других для покупки оборудования типа Универсальный токарный станок по металлу ДИП-500 звоните на любой удобный номер, указанный на нашем сайте, или оставьте свои контакты под кнопкой ЗАКАЗАТЬ ЗВОНОК вверху сайта — мы сами Вам перезвоним.
Инструкция по эксплуатации, паспорт
Для правильной работы станка необходимо соблюдать инструкцию по эксплуатации.
- Станок весит более 10т, вместе с заготовкой вес его может значительно увеличиться. Поэтому необходимо подготовить отдельный фундамент и ровную устойчивую площадку.
- Аппарат имеет четыре электродвигателя. Для их работы нужно верно рассчитать электрическую нагрузку. Оборудование работает от трехфазной сети 380 В.
- Необходимо при установке проверить надежность всех креплений. Обязательно следить за уровнем масла и своевременной смазкой механизмов.
- Станина должна быть установлена строго горизонтально и вдоль, и поперек. Проверить уровнем.
Паспорт станка ДИП-500 аналогичен его новой модели 1М65. Его можно посмотреть здесь.
Станок ДИП-500 — это оборудование токарной группы, являющийся универсальным, его возможно использовать в различных сферах промышленности для токарных операций для изготовления продукции. С его помощью существует возможность выполнять вышеизложенные работы с нормальной точностью (Н) и высокой производительностью. За все время эксплуатации станок зарекомендовал себя высокой надежностью благодаря качеству изготовления и простотой в обслуживании, а также не требовал к себе высокого внимания, особых условий при эксплуатации.
Главным движением — движением резания в этом станке является вращение заготовки, которая обрабатывается в патроне или центрах. Вспомогательное движение — движение подачи, при помощи которого осуществляется передвижение режущего инструмента.
Режущим инструментом для данного типа оборудования являются токарные резцы различных типов с пластинами из твердых сплавов и быстрорежущих материалов, а также сверла, развертки, зенковки, зенкера и разный резьбонарезной инструмент и приспособления.
В паспорте данного станка имеется практическая информация по техническим характеристикам и обслуживанию, благодаря которой он имел некоторые преимущества при работе, а именно существует возможность:
- выполнять режущие операции на высоких скоростях;
- точить длинные и короткие конуса благодаря механическому перемещению суппорта;
- достигать показателя шероховатости поверхности Ra = 1,6;
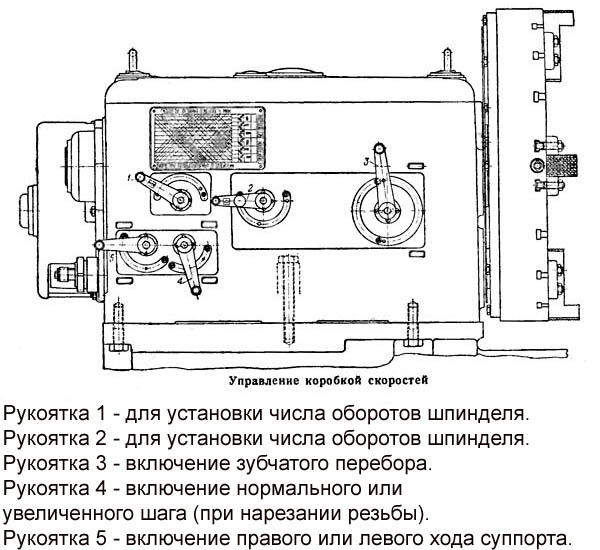
- изменять обороты шпиндельного вала переключением рукояток коробки скоростей;
- регулировать величину подачи с широком диапазоне;
- выполнять нарезку стандартных резьб;
- с помощью маховичков можно выдвинуть пиноль и передвинуть заднюю бабку;
- применяя метод смены зубчатых колес настраивать величины шагов нарезаемых резьб и перемещения суппорта;
- отдельным электродвигателем суппорта перемещать его в поперечном и продольном направлениях в ускоренном режиме.

Основные технические характеристики
Конструкция ДИП-500
Основными конструктивными элементами станков токарной группы являются: станина, передняя и задняя бабки.
Как и у всех станков токарной группы, так и у ДИП-500 главным конструктивным элементом является станина, к ней присоединяются передняя и задняя бабка, суппорт, а уже к ним все остальные конструктивные элементы.
Станина изготавливается цельнолитая из чугуна, вверху у нее расположены салазки для продольного передвижения суппорта, а в середине расположены под наклоном от рабочего места лючки для ухода стружки и смазывающая охлаждающей жидкости.
Передняя бабка расположена слева, устанавливается она с помощью штифтов и закрепляется болтами. В ней находятся: шпиндельный вал, коробка переключения скоростей, коробка переключения подач, система смазки с масляным насосом и электрощит управления. Внизу располагаются: циркуляционный электронасос с емкостью для смазывающей охлаждающей жидкости и механизм главного привода с электродвигателем.
Задняя бабка расположена справа, она передвигается по направляющим на станине при помощи редуктора, который приводится в движение вращением его маховичка. В пиноль встроили вращающийся вал, которая перемещается так же методом вращения маховичка.