

Краткая история серии
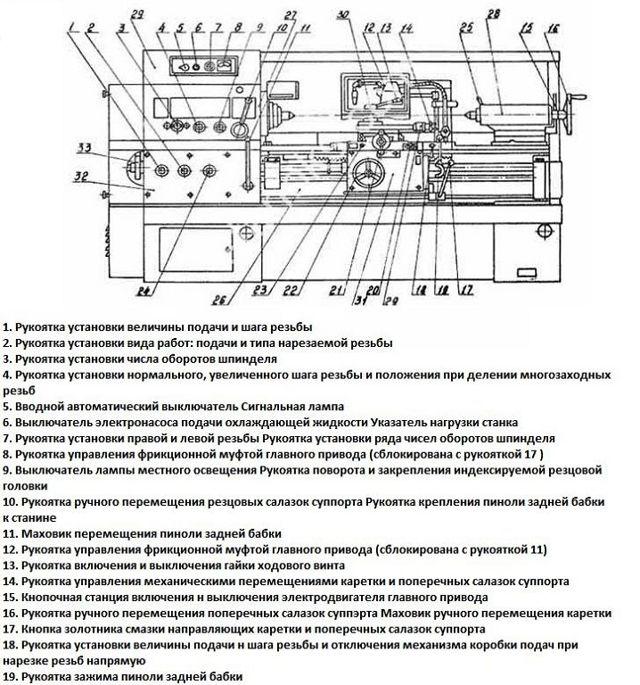
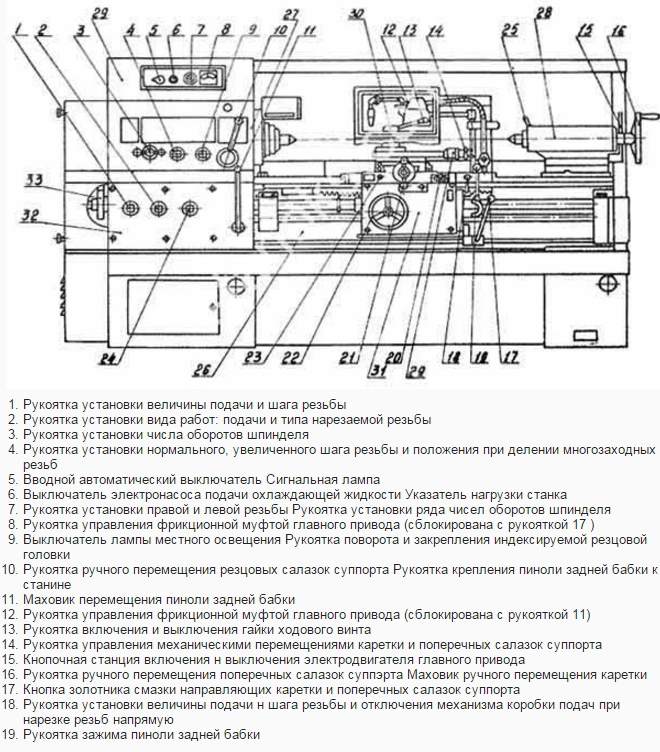
Еще два года спустя, в 1934 году, происходит запуск производства таких моделей, как ДИП-300, ДИП-400, ДИП-500. К 1937 году разрабатывают специальные типажи по номенклатуре и размерам. Принимают единую систему условных обозначений. Таким образом, первый выпущенный заводом станок получил название 1Д62, но аббревиатуру ДИП – 20 сохранили.
1940 год ознаменовался созданием станка 162К 26А, как одного из версий ДИП-200.
Затем выпускают разные модернизированные станки, и в 48 году XX века, появляется легендарный 1А62. Модели выпускались по крупносерийному тиражу.
И, наконец в 1971 году, изготавливается первый опытный образец станка 16 к 20. Станок даже получил золотую медаль на ярмарке в 72 году.
С 1972 по 1973 года производят реконструкцию на заводе, связано это с масштабным выпуском новых моделей 16К20. Компания занимается освоением серийного производства этой модели и вот в конце 1973 года месячный оборот производства достигает 1 тыс. экземпляров. Экспортируется порядка 10% от общего числа.
Затем появились различные модификации модели 16 к 20, среди которых 16 К 25, 16 К2 0М, 16 К2 0П, 16 К 20В, 16 К 20Г, 16 К 20К, 16К20Ф1, 16К20ПФ1, 16К20ВФ1 и другие. Все они были основаны на базовых стандартах модели 16 к 20.
1988 год ознаменует прекращение производства станков этой модели. Его сменила серия МК.
Токарный станок 16А20Ф3
Станок 16А20Ф предназначен для токарной обработки наружных (диаметром до 400 мм) и внутренних поверхностей деталей (длиной до 1000 мм) со ступенчатым и криволинейным профилем в осевом сечении в замкнутом полуавтоматическом цикле.
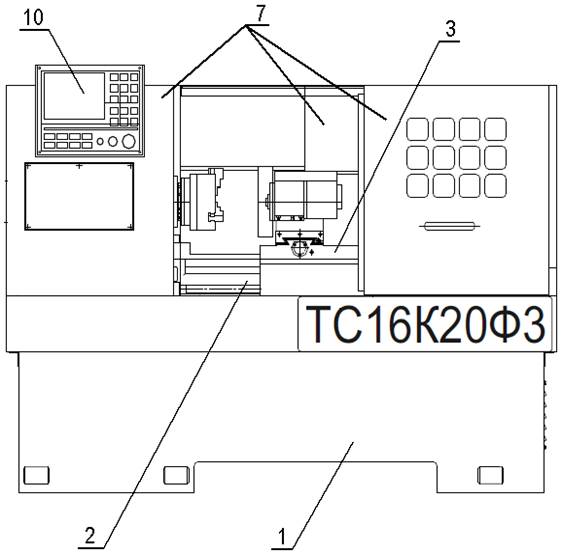
Токарный станок 16А20Ф3 сконструирован на базе токарно-винторезного станка 16К20Ф3, поэтому компоновка, составные части и движения у этих станков одинаковы. Во многом унифицирована конструкция станков.
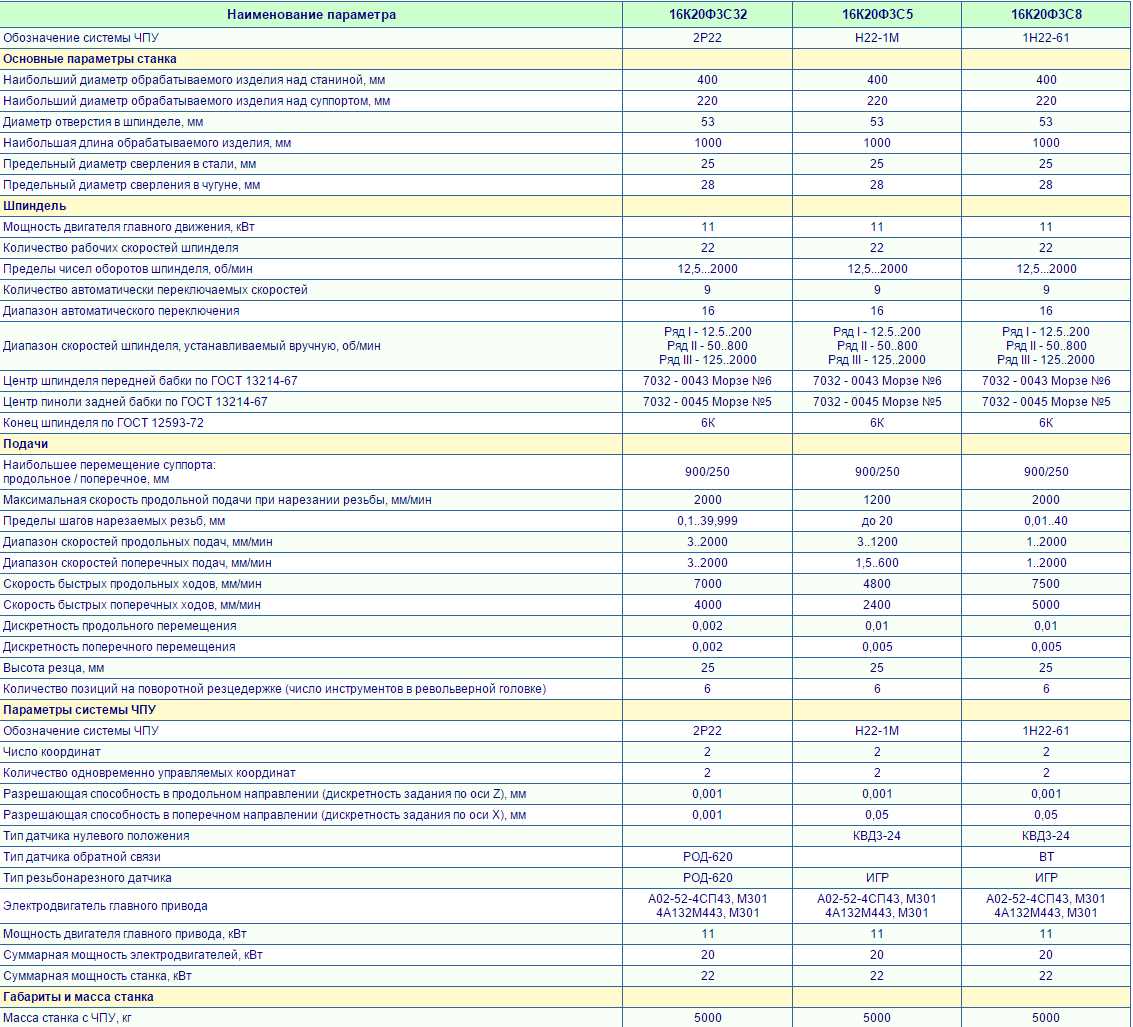
Устройство ЧПУ станка (станок может оснащаться различными типами систем ЧПУ: разомкнутыми, замкнутыми, СNС) обеспечивает движение формообразования (число одновременно управляемых координат равно двум), изменение значений подач, переключение частот вращения шпинделя, индексацию резцовой головки и нарезание резьбы по программе.
Станки могут выпускаться с различными устройствами ЧПУ (УЧПУ), в исполнении для встраивания в гибкие производственные модули (ГПМ), а также в специальном и специализированном исполнении при оснащении наладками по согласованию с заказчиком.
Станки 16А20Ф3 могут комплектоваться съемными инструментальными головками с 6, 8 и 12 — позиционными резцедержателями с горизонтальной осью поворота.
Особенности конструкции:
- высокопрочная станина , выполненная литьем из чугуна марки СЧ20 с термообработанными шлифованными направляющими обеспечивают длительный срок службы и повышенную точность обработки
- привод главного движения , включающий главный двигатель 11 кВт и шпиндельную бабку обеспечивает наибольший крутящий момент до 800 Нм
- высокоточный шпиндель с отверстием 55 мм (по заказу 64 мм), позволяющий обрабатывать детали из пруткового материала зона обработки может быть оснащена как линейной наладкой, так и револьверной головкой
- надежная защита шарико-винтовых пар обеспечивает долговечность работы механизмов перемещения по координатам X и Z станок оснащается системами ЧПУ и электроприводами, как отечественного производства, так и производства зарубежных фирм

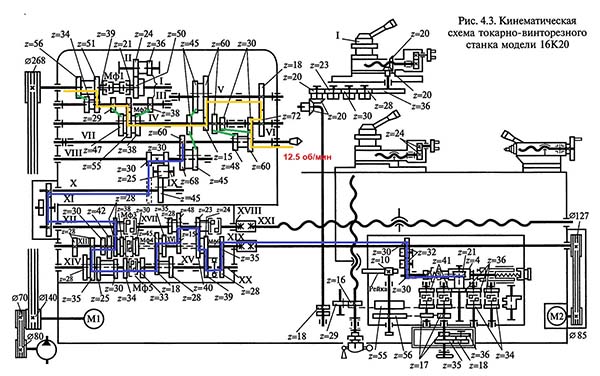
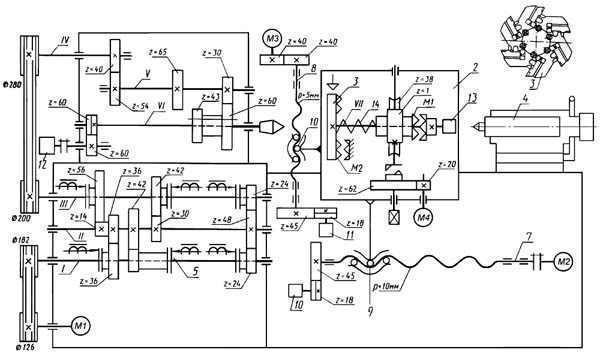
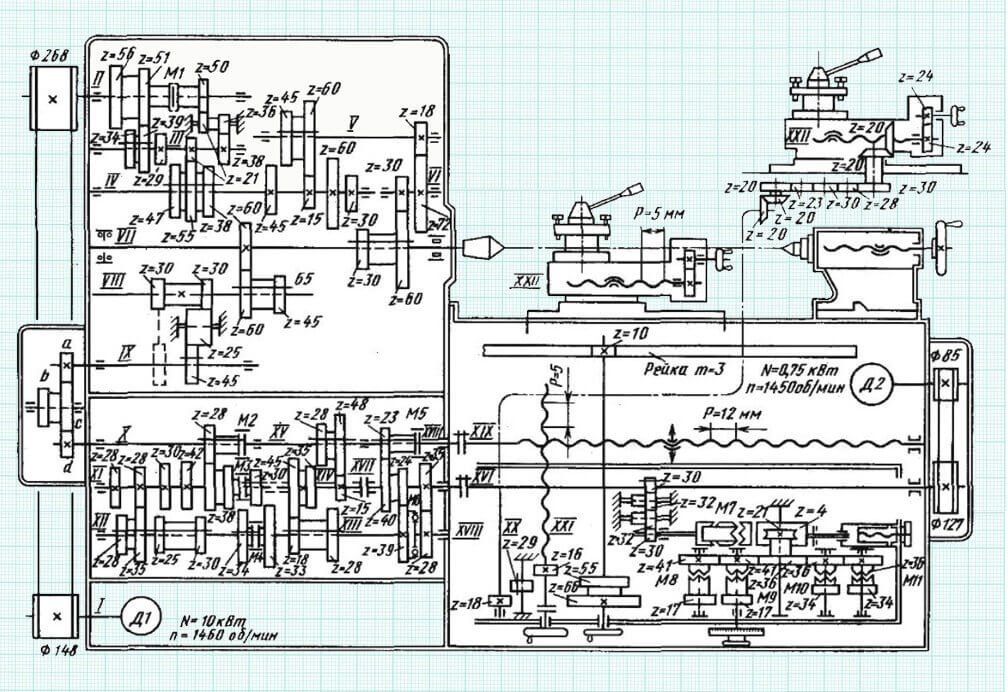
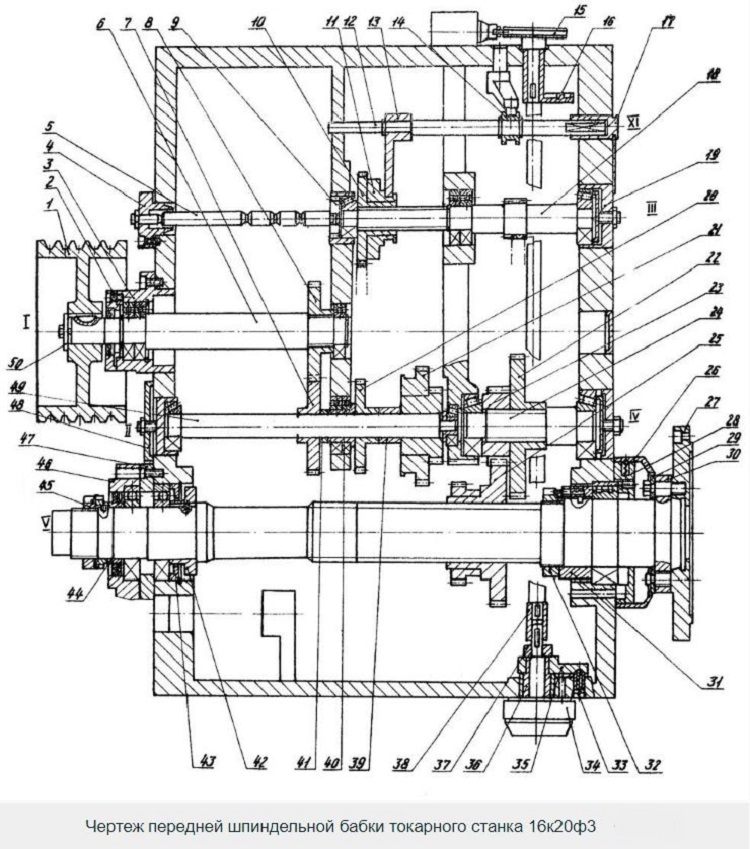
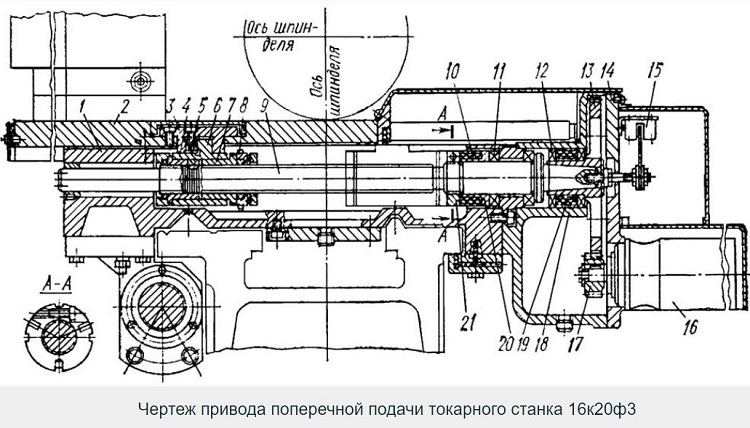
Механизм главного движения станка
На станке установлена шпиндельная бабка 16А20Ф3.025. имеющая три диапазона с соотношением 1,25:1; 1:2; 1:5,8; переключаемые вручную.
Шпиндель станка смонтирован в коническом двухрядном и однорядном подшипниках. Подшипники регулируются на заводе-изготовителе станка и не требуют регулировки в процессе эксплуатации.
Регулировка положения оси шпиндельной бабки на станине производится двумя винтами Смазка шпиндельной бабки осуществляется от станции смазки, смонтированной на основании станка. Для обеспечения возможности резьбонарезания на шпиндельной бабке устанавливается датчик резьбонарезания.
В качестве привода главного движения используется частотнорегулируемый асинхронный электродвигатель с диапазоном регулирования с постоянной мощностью 1500…4500 об/мин (1000…3500 при двигателях постоянного тока производства Болгарии).
Передача вращения от электродвигателя на первый вал шпиндельной бабки осуществляется поликлиновым ремнем 2240Л20 с передаточным отношением 115:257 (160:257 в случае применения электродвигатель постоянного тока производства НРБ).
Основание станка представляет собой жесткую отливку. На основании устанавливаются станина, электродвигатель главного движения, станции смазки направляющих каретки и шпиндельной бабки. Используются основания двух типов:
- с окном для схода стружки и проемом для установки транспортера стружкоудаления, который вводится с правой стороны;
- без окна, разделенное по вертикали в средней части сплошной перегородкой, в этом случае средняя часть основания служит сборником для стружки и СОЖ, отсек в нижней правой части основания служит резервуаром СОЖ, сзади с правой стороны основания установлен насос СОЖ.
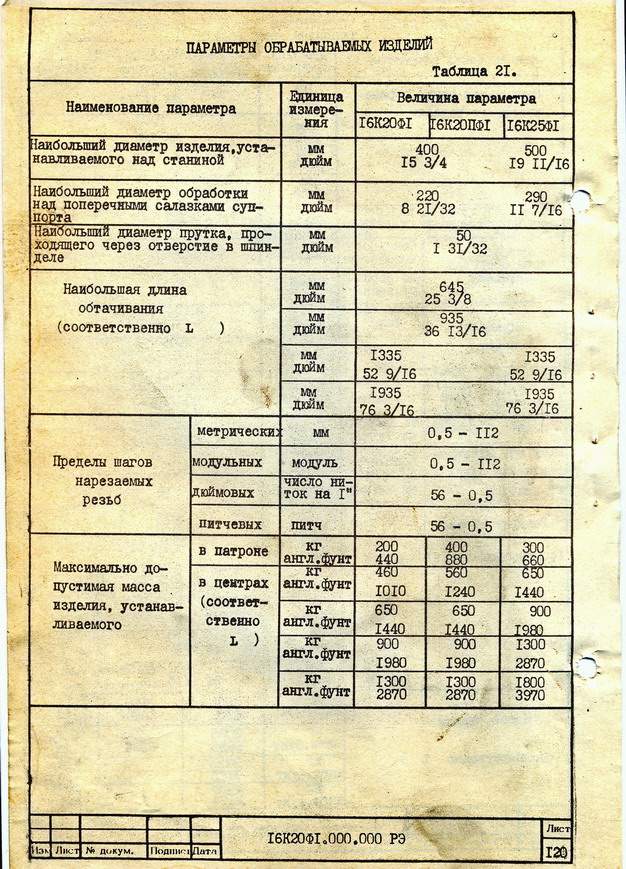
| Наибольший диаметр изделия, устанавливаемого над станиной, мм | 500 |
| Наибольший диаметр обрабатываемого изделия над станиной, мм | 320 |
| Наибольший диаметр обрабатываемого изделия над суппортом, мм | 200 |
| Наибольшая длина устанавливаемого изделия в центрах, мм | 900 |
| Диаметр цилиндрического отверстия в шпинделе, мм | 55 |
| Наибольший ход суппорта поперечный, мм | 210 |
| Наибольший ход суппорта продольный, мм | 905 |
| Количество управляемых координат | 2 |
| Количество одновременно управляемых координат | 2 |
| Диапазон частот вращения шпинделя, мин-1 | 20…2500 |
| Максимальная скорость быстрых перемещений — продольных, мм/мин — поперечных, мм/мин | 7500 4000 |
| Количество позиций инструментальной головки | 8 |
| Мощность привода главного движения, кВт | 11 |
| Суммарная потребляемая мощность, кВт | 13 |
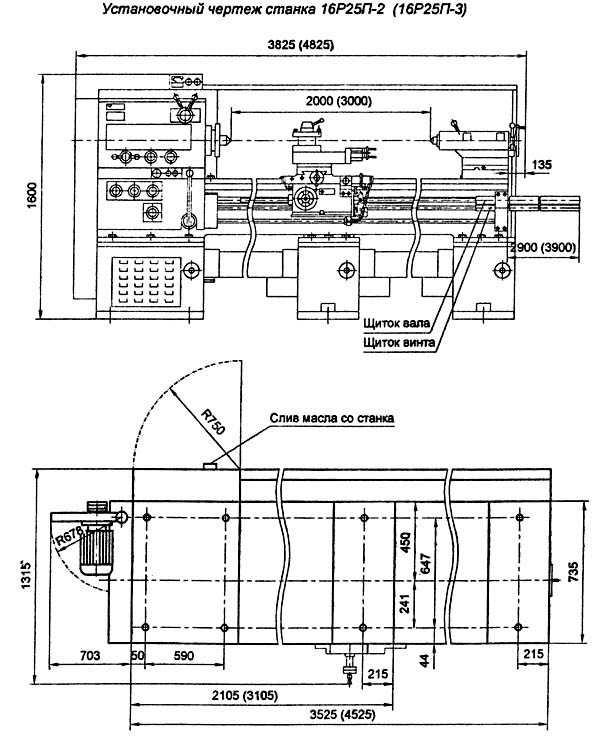
| Габаритные размеры станка, мм | 3700х2260х1650 |
| Масса станка, кг | 4050 |
Назначение, функциональные возможности
16К20 производился Московским станкостроительным заводом «Красный Пролетарий» в период с 1971 по 1986 год. Это одна из наиболее удачных моделей советского станкостроительства, которая стала основой множества модификаций, таких как 16К25, 16К20М, 16К20М и более современных версий с ЧПУ управлением — станок 16К20ФЗ, 16А20Ф3, 16К20Т1.
Данный агрегат способен выполнять следующие технические операции:
- обточка;
- расточка;
- подрезка торцов;
- сверление;
- развертывание;
- зенкерование;
- нарезание резьб (метрической, модульной, питчевой, дюймовой).
Среди эксплуатационных преимуществ данного агрегата в сравнении с тогдашними аналогами выделим надежность, точность обработки, простоту обслуживания, выносливость и высокую производительность.

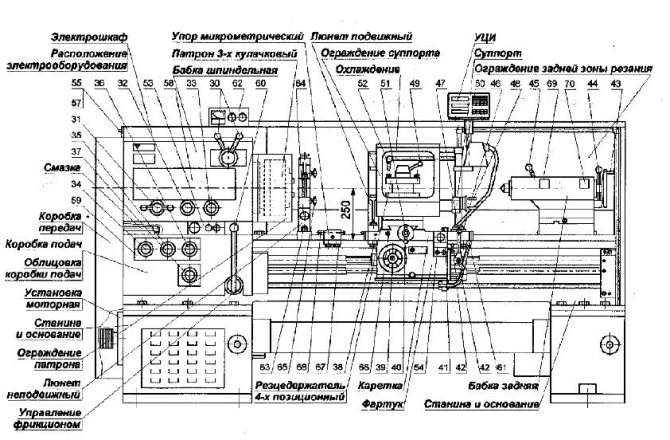
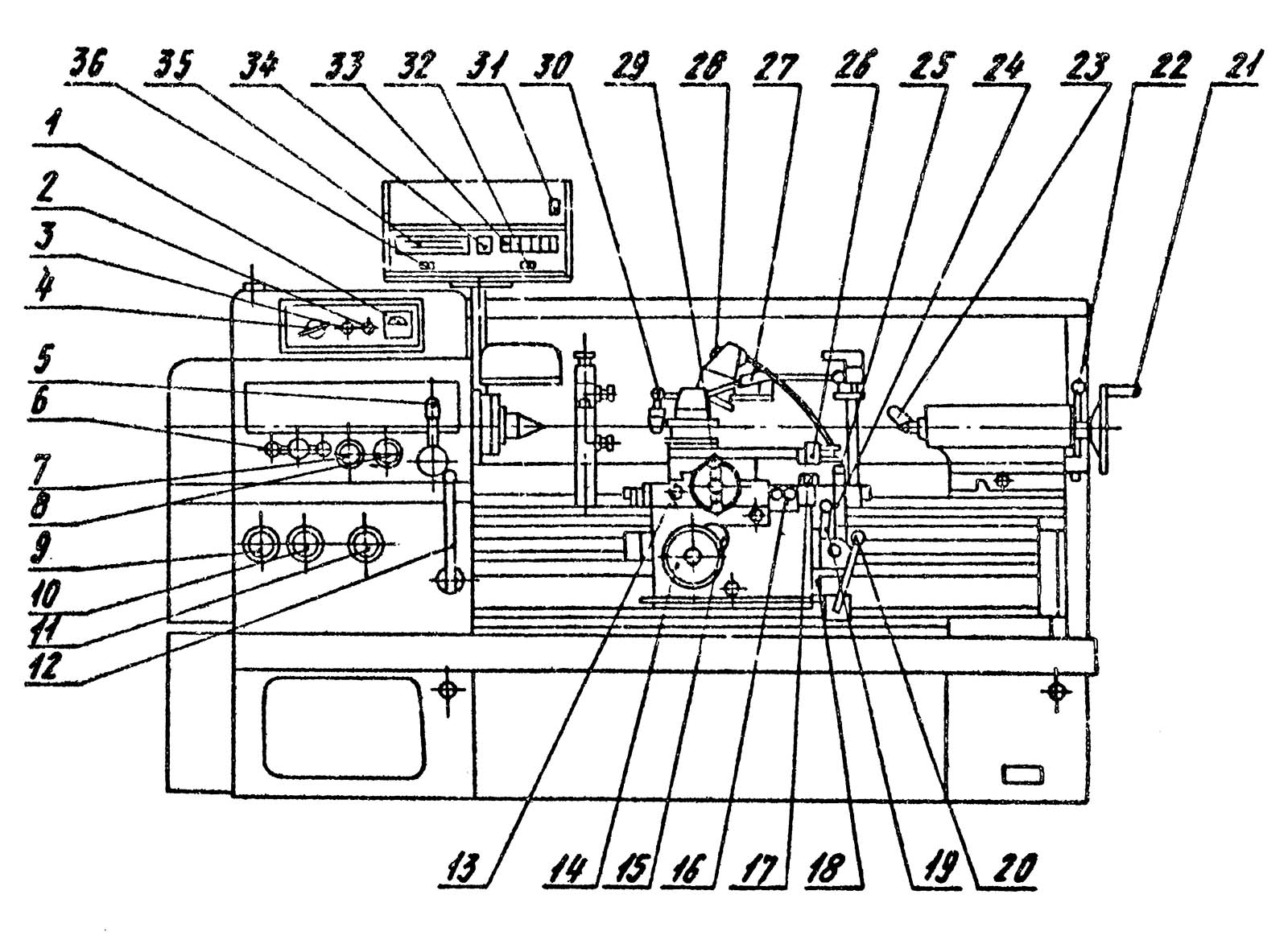
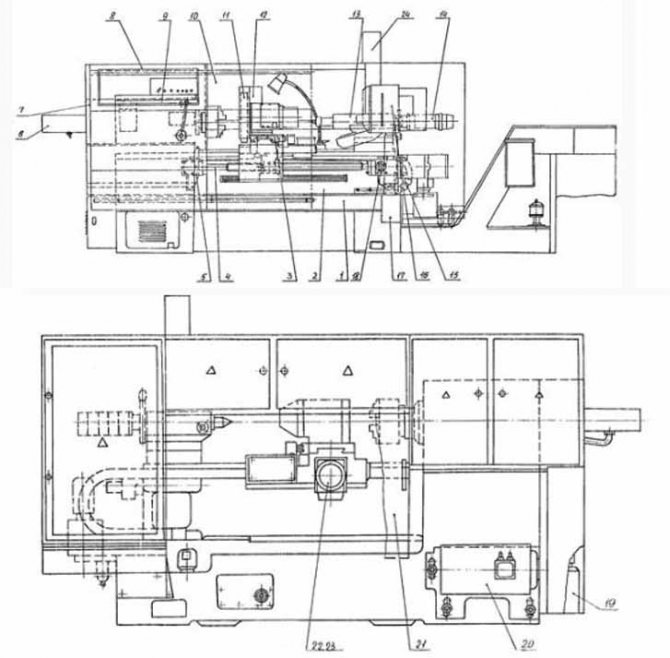
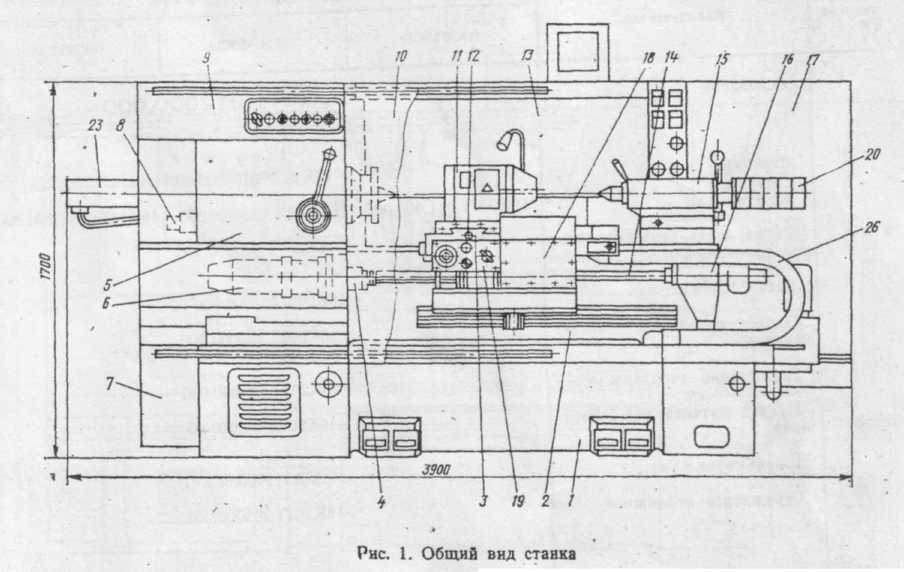
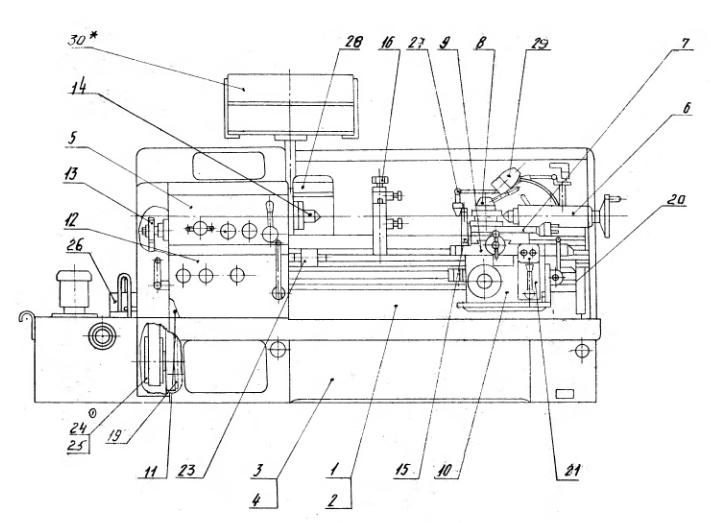
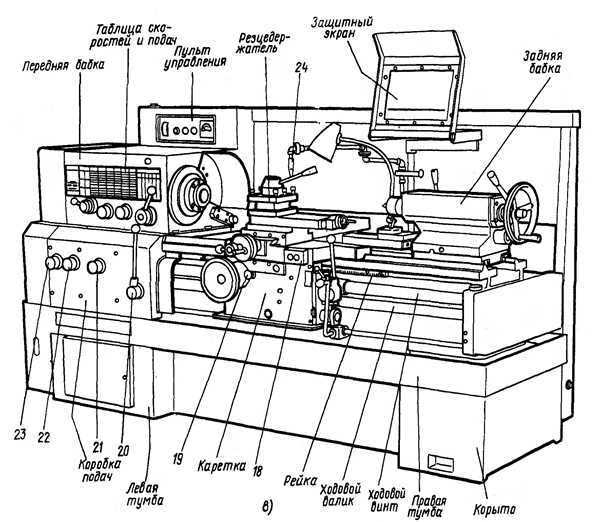
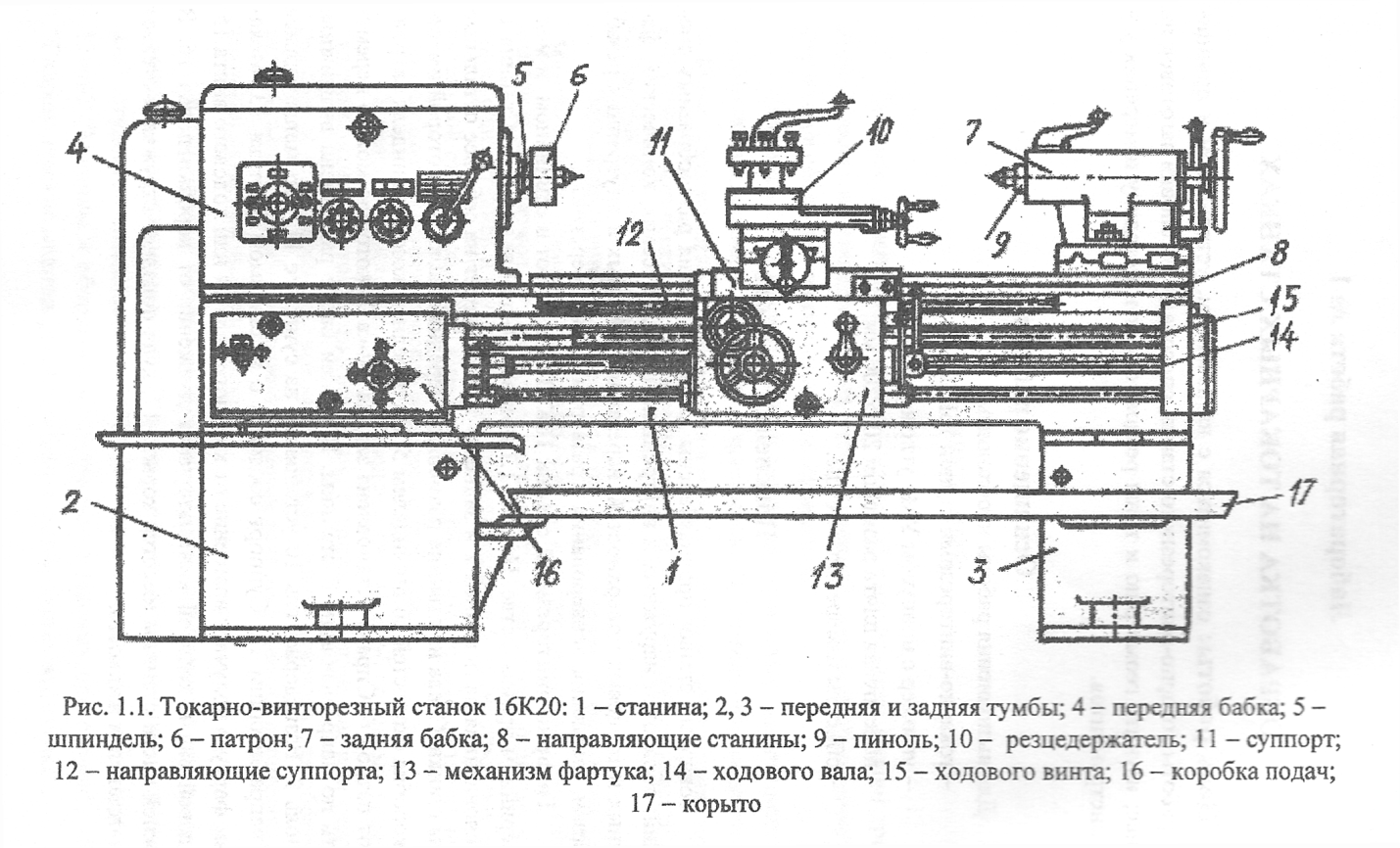
Общий вид станка 16К20
Универсальный станок 16К20 обладает следующими характерными особенностями:
- жесткую конструкцию станины, которая имеет коробчатую форму и стоит на основании в виде монолитной плиты, станина укомплектована направляющими из каленой стали;
- возможность фиксации обрабатываемых заготовок в патроне либо в центрах;
- усиленная конструкция резцедержателя, обеспечивающая максимально надежную фиксацию рабочего инструмента;
- установленный на прецизионных подшипниках качения шпиндель;
- оснастка множеством ограничительных и блокирующих механизмов, за счет которых достигается безопасность работы;
- наличие масштабных линеек с визирами, дающих возможность оператору выставить резцовые салазки предельно точно;
- комплектация устройством отключения подачи суппорта.
Советскими предприятиями производились аналоги данной модели, наиболее распространенными из которых являются: ЖА-805, МК6058, КА-280 и 16ВТ20. к меню
Технические характеристики
Рассмотрим основные параметры токарного станка 16К20:
- группа точности (в соответствии с ГОСТ №8-82) — Н;
- максимальные диаметры обработки: над станиной — 400 мм, над суппортом — 220 мм;
- высота центров над направляющими — 215 мм;
- длина обрабатываемых деталей при установке в центрах: от 710 до 2000 мм;
- расстояние от центров до резцедержателя — до 225 мм;
- вес обрабатываемых заготовок: в центре — до 130 кг, в патроне — до 200 кг.
Параметры шпиндельного узла 16К20:
- диаметр отверстия — 52 мм;
- диаметр прутка — 50 мм;
- частота вращения шпинделя — от 12 до 1600 об, на реверсном ходу — от 19 до 1900 об/мин;
- количество скоростей шпинделя: на прямом ходу — 22, на реверсном — 11;
- тип конуса шпинделя — Морзе 6К;
- тип конца шпинделя — 6К;
- фланец шпинделя — Ø170;
- максимальный крутящий момент — 1000 Нм.
Конструкция станка 16К20
Параметры подачи:
- длина перемещений: продольного — от 646 до 1935 мм, поперечного — 300 мм;
- скорость перемещений: продольного — 3800, поперечного — 1900 мм/мин;
- диапазон подач: продольных — от 0.05 до 2.9, поперечных — 0.025 до 1.4 мм/об;
- количество подач в обеих направлениях — 42;
- максимальные усилия подачи: продольной — 5584, поперечно — 3530 Н.
Параметры резцовых салазок:
- длина перемещения салазок — 150 мм;
- шаг перемещение на одно деление — 0.05 мм;
- угол поворота — до 90 градусов;
- сечение фиксатора резца — 25*25 мм;
- количество резцов в одной салазке — 4 шт.
Параметры задней бабки:
- тип конуса бабки — Морзе 5;
- максимальное перемещение пиноли — 150 мм;
- шаг перемещения бабки на 1 деление лимба — 0.1;
- величина смещения бабки в поперечном направлении — 15 мм.
На станок установлены 3 электродвигателя: основной — мощностью 11 кВт, мотор насоса подачи СОЖ — 0.125 кВт и привод быстрой подачи шпинделя — 0.12 кВт. Габариты 16К20 составляют 279*119*150 см, полный вес агрегата — 3010 кг. к меню
data-ad-client=»ca-pub-8514915293567855″ data-ad-slot=»5929285318″>
Это интересно: Технология лазерной резки металла — освещаем суть
Описание
Станок токарный 16К20ФЗ, технические характеристики которого указаны выше, оборудован чугунной станиной, подвергающейся шлифовке, что обеспечивает длительный период эксплуатации. В качестве основного привода используется электрический двигатель мощностью 11 кВт. Он гарантирует крутящий момент в пределах до 800 Нм. Это позволяет корректировать обработку заготовки с максимальной точностью до необходимых размеров.
Шпиндель агрегата имеет отверстие диаметром 55 мм с возможностью фиксации штыревых деталей различного диаметра. Специальные револьверные головки используются для проведения особых операций, значительно расширяя возможности токарного оборудования. Этот узел более всего подвержен изнашиванию, поскольку происходит деформация планетарного редуктора в виде выкрашивания зубцов или разрушения эксцентрика. Избежать таких последствий поможет регулярный контроль состояния механизмов и своевременные профилактические работы. Смазка деталей осуществляется при включении оборудования направлено на различные элементы. Программное управление в автоматическом режиме определяет цикл подачи смазочной смеси на узлы оборудования. Имеется возможность запуска этой операции вручную. При этом запрограммированный цикл не нарушается.
Токарно-винторезный станок 16К20

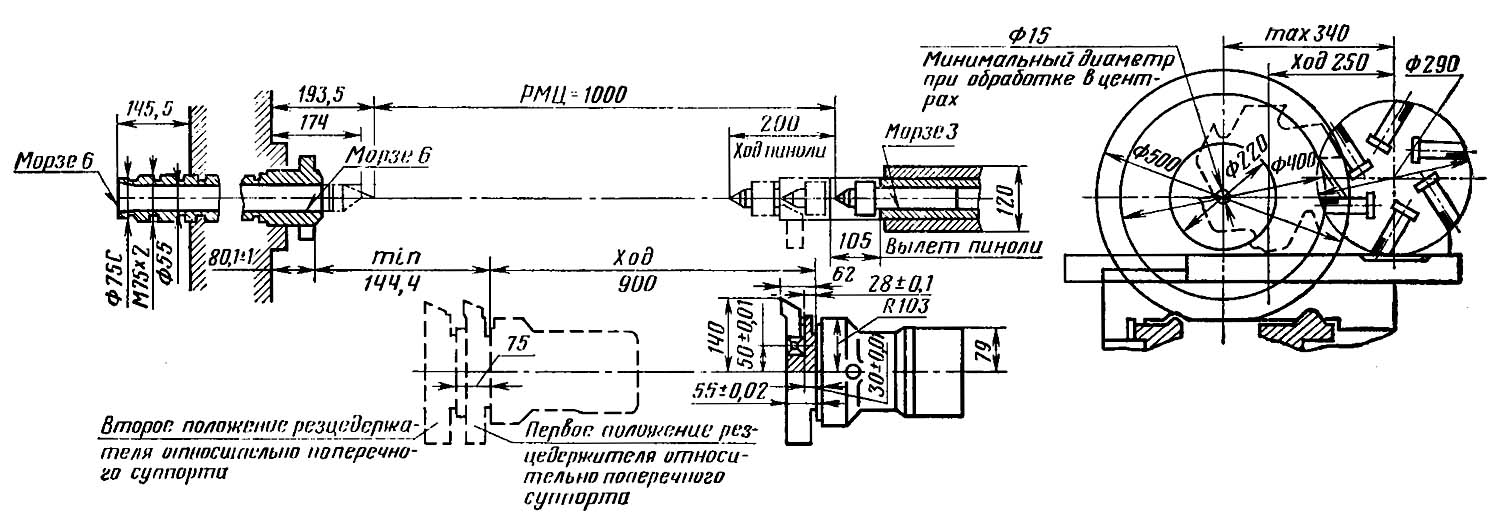
Токарно-винторезный станок 16К20 предназначен для выполнения разнообразных токарных работ: обтачивания и растачивания цилиндрических и конических поверхностей, нарезания наружных и внутренних метрических, дюймовых, модульных и питчевых резьб, а также сверления, зенкерования, развертывания,и т.п. Отклонение от цилиндричности 7 мкм, конусности 20 мкм на длине 300 мм, отклонение от прямолинейности торцевой поверхности на диаметре 300 мм – 16 мкм. Однако бывают станки 16К20 без ходового винта. На таких станках можно выполнять все виды токарных работ, кроме нарезания резьбы резцом.
Станки оснащены механическим фрикционом, приводом быстрых перемещений суппорта, задняя бабка имеет аэростатическую разгрузку, направляющие станины закалены HRCэ 49…57.
Техническими параметрами, по которым классифицируют токарно-винторезные станки, являются наибольший диаметр D обрабатываемой заготовки (детали) или высота Центров над станиной (равная 0,5 D), наибольшая длина L обрабатываемой заготовки (детали) и масса станка. Ряд наибольших диаметров обработки для токарно-винторезных станков имеет вид: D = 100, 125, 160, 200, 250, 320, 400, 500, 630, 800, 1000, 1250, 1600, 2000 и далее до 4000 мм. Наибольшая длина L обрабатываемой детали определяется расстоянием между центрами станка. Выпускаемые станки при одном и том же значении D могут иметь различные значения L. По массе токарные станки делятся на легкие – до 500 кг (D = 100 – 200 мм), средние – до 4 т (D = 250 – 500 мм), крупные – до 15 т (D = 630 – 1250 мм) и тяжелые – до 400 т (D = 1600 – 4000 мм). Легкие токарные станки применяются в инструментальном производстве, приборостроении, часовой промышленности, в экспериментальных и опытных цехах предприятий. Эти станки выпускаются как с механической подачей, так и без нее.
Станок токарный патронно-центровой с ЧПУ 16А20Ф3
- Главная →
- Каталог продукции →
- Ремонт и модернизация станков →
- Ремонт и модернизация токарных станков →
Запрос стоимости

Перейти к конфигуратору станка
Станок предназначен для токарной обработки в полуавтоматическом режиме наружных и внутренних поверхностей деталей типа тел вращения со ступенчатым и криволинейным профилем, различной сложности.
| Модель | 16А20Ф3 | |
| Максимальный обрабатываемый диаметр над станиной | мм | 320 |
| Максимальный обрабатываемый диаметр над суппортом | мм | 200 |
| Максимальная длина обработки | мм | 750 |
| Мощность электропривода подачи шпинделя | кВт | 11 |
| Частота вращения шпинделя | об/ мин | 20-2500 |
| Габаритные размеры станка (длина, ширина, высота) | мм | 3700/2260/1650 |
| Вес станка | кг | 4000 |
Станки с ЧПУ типа 16А20Ф3 могут быть поставлены по желанию заказчика с различными приводами и системами ЧПУ в следующей комплектации:
- транспортером для удаления стружки или без него;
- с электромеханическим или ручным патроном для зажима заготовки.
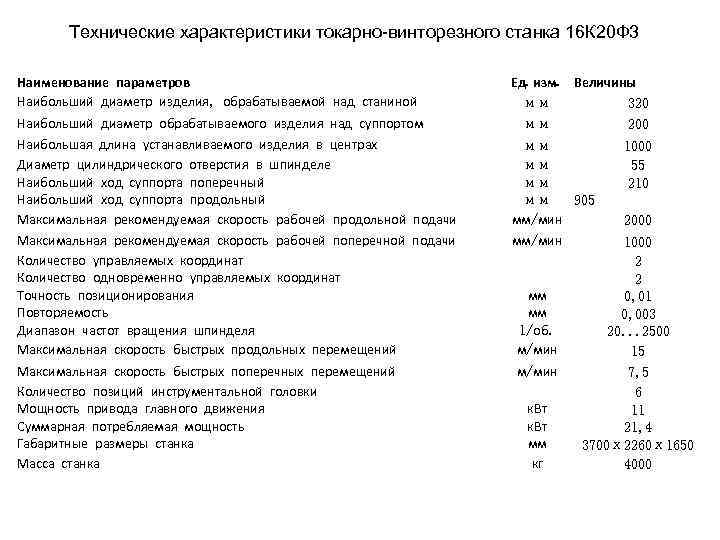
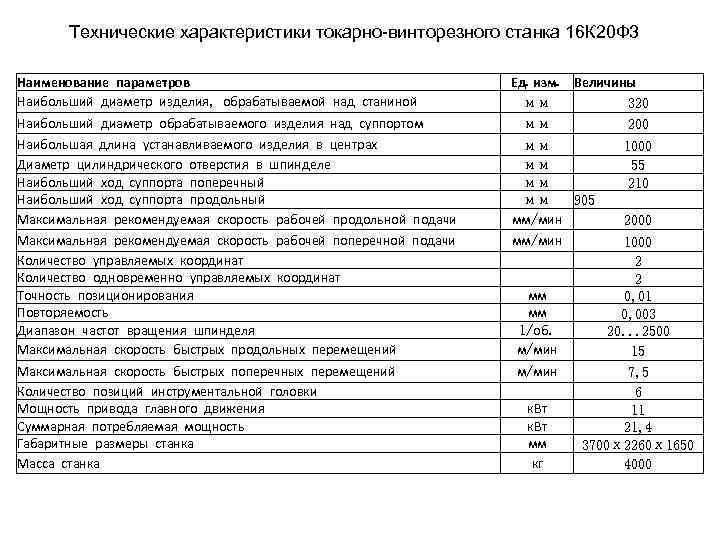
Техническиe характеристики
| Класс точности станка по ГОСТ 8-82 | П |
| Наибольший диаметр изделия, устанавливаемого над станиной | 500 мм |
| Наибольший диаметр обрабатываемого изделия | |
| над станиной | 320 мм |
| над суппортом | 200 мм |
| Наибольшая длина обрабатываемого изделия | 750 мм |
| Наибольшая длина устанавливаемого изделия в центрах | 1000 мм |
| Диаметр цилиндрического отверстия в шпинделе | 55 мм |
| Наибольший ход суппорта | |
| поперечный | 210 мм |
| продольный | 905 мм |
| Максимальная рекомендуемая скорость рабочей подачи | |
| продольной | 2000 мм/мин |
| поперечной | 1000 мм/мин |
| Количество управляемых координат | 2 |
| Количество одновременно управляемых координат | 2 |
| Точность позиционирования | 0,01 мм |
| Повторяемость | 0,003 мм |
| Диапазон частот вращения шпинделя | 20…2500 мин-1 |
| Максимальная скорость быстрых перемещений | |
| продольных | 15 м/мин |
| поперечных | 7,5 м/мин |
| Количество позиций инструментальной головки | 8 |
| Мощность привода главного движения | 11 кВт |
| Суммарная потребляемая мощность | 21,4 кВт |
| Габаритные размеры станка | |
| длина | 3700 мм |
| длина (с транспортером отвода стружки) | 5160 мм |
| ширина | 2260 мм |
| высота | 1650 мм |
| Масса станка (без транспортера отвода стружки) | 4000 кг |
| Род тока питающей сети | Переменный |
| трехфазный | |
| Напряжение | 380 В |
| Частота тока | 50 Гц |
Машиностроительное оборудование производства ООО Ивтехсервис — Станки с ЧПУ, производство станков, ремонт и модернизация металлообрабатывающих станков: токарные станки, фрезерные станки, обрабатывающие центры и расточные станки. Оснастка и запчасти для станков.
Став нашими партнерами, вы оцените:
- высокое качество обслуживания – комплекс предоставляемых нами услуг позволяет разрешить любую технологическую задачу;
- прозрачность условий сотрудничества – работая с нами, вы всегда можете быть уверены в получении отменного конечного результата;
- исключительное качество продукции – на весь предлагаемый компанией товар предоставляются сертификаты и гарантии;
- оптимальное ценовое предложение – у нас выгоднее купить токарный станок по металлу, чем у кого-либо еще, потому что мы располагаем собственной производственной базой;
- индивидуальный подход – ваши задачи будут решаться быстро и тщательно, как наши собственные.
Станки для металлообработки с ЧПУ – то, что определяет технологическую продвинутость вашего производства. Вы можете не только купить новое оборудование, но и модернизировать старое.
ООО «Ивтехсервис» работает по техническим заданиям заказчиков. При необходимости мы способны разработать программное обеспечение для ваших станков и произвести то оборудование, которое будет отвечать вашим промышленным целям. ООО «Ивтехсервис»: мы заботимся о вашей прибыли.
3 Электрооборудование агрегата с ЧПУ
Главный двигатель станка имеет мощность 11 киловатт. Он запускается с пульта управления либо при получении команды от программного комплекса. В электрической схеме установки предусмотрено наличие ряда блокировок, которые запрещают:
- запускать двигатель держателя резца в обратном и прямом направлении одновременно;
- включать в авторежиме шпиндельный узел тогда, когда не смонтировано его наружное ограждение;
- запускать основной двигатель в двух направлениях;
- включать в одно и то же время пускатели (магнитные) разжима и зажима детали;
- включать одновременно две электромагнитные муфты в то время, когда производится изменение скорости вращения шпинделя.
Также есть блокировка, которая ограничивает возможность передвижения суппорта и каретки в предельные (недопустимые) положения. Из указанных положений при необходимости каретка выводится оператором вручную при помощи специальных кнопок.

Отметим и тот факт, что вводный автомат станка незамедлительно отключается (автоматически), если на управляющем шкафе открываются двери. При этом шпиндель начинает процесс торможения. Выполнять техническое обслуживание либо наладку агрегата допускается лишь при включении деблокирующей кнопки внутри электрошкафа.
Скорость шпинделя выбирается таким образом:
- кодовые реле воспринимают сигналы о переключении скоростей;
- на выходе релейного дешифратора запускается требуемая муфта, работающая по электромагнитной схеме.
Как только реле отключаются, шпиндель начинает останавливаться. Допускается задавать режим толчкового движения шпиндельного механизма при выключенных реле. Для этого оператору следует нажать кнопку, которая запускает такой режим. При это шпиндель движется только прямо на минимальной скорости.
Поворот держателя резцов на нужную оператору позицию выполняется после того, как реле позиции рабочего инструмента и его смены получают соответствующий сигнал. В данном случае происходит включение гидравлического мотора или же непосредственно электрического двигателя агрегата. Суть механизма поворота базируется на совпадении дух позиций: той, которая устанавливается концевым выключателем станка, и заданной.

Если указанного совпадения нет, реверс держателя резца блокируется. А после завершения поворотного цикла запускается (автоматически) реле обратной связи. От него на числовую программную систему приходит команда о том, что рабочая программа может быть продолжена в требуемом (заданном) режиме.
Система смазки станка, состоящая из нескольких отдельных агрегатов, запускается при включении оборудования. ЧПУ при длительной эксплуатации токарной установки самостоятельно определяет цикл подачи смазочного состава на узлы станка. При возникновении необходимости запустить механизм смазки вручную оператор пользуется толчковой кнопкой. При этом запрограммированный смазочный цикл не нарушается.
Применение
Паспорт оборудования гласит, что токарный станок марки 16к20 предназначен для проведения следующих типов операций:
- сверловки отверстий;
- обработки торцов деталей, в том числе формовки на них сложного контура, благодаря двухкоординатной системе регулировки положения резца или другого рабочего органа;
- зенкерования;
- нарезания резьбы, как по внешней поверхности заготовки, так и внутри отверстий;
- расточки конических поверхностей, при правильном составлении программы управления гарантируется высокое качество отделки.
Сфера деятельности, в которой рекомендуется использовать токарные станки 16к20ф3 — мелко и среднесерийное производство деталей, компонентов более крупных конструкций. Это обусловлено механикой работы на оборудовании.
ЧПУ
При использовании числового программного обеспечения операции по обработке заготовок выполняются при помощи заранее установленных программ. Они дают возможность откорректировать информацию, поданную с операторского пульта, а также использовать кассеты внешней памяти. Итоговые данные выводятся на специальный дисплей, после анализа которых, можно принять решение по настройке последующего процесса.

Автоматизация процесса сопровождается 6-ю, 8-ю или 12-ю позициями, позволяющими менять диаметр обработки или ось поворота по горизонтали. Рабочая головка оборудована диском, на который можно монтировать три осевых и шесть радиальных элементов. Кроме того, она может эксплуатироваться с 8-12 блоками под различный инструмент.
Повысить эффективность станка 16К20Ф3, технические характеристики и описание которого приведены выше, можно дополнительно модернизировать посредством смены кинематической схемы либо установки современной энергосберегающей конструкции. Значительно расширяет функционал рассматриваемого агрегата комплекс ЧПУ. Благодаря нему улучшается точность и скорость обработки деталей, а также режим отделки. Станки с ЧПУ имеют диапазон продольных и поперечных перемещений – 0,005 и 0,01 миллиметров, соответственно.
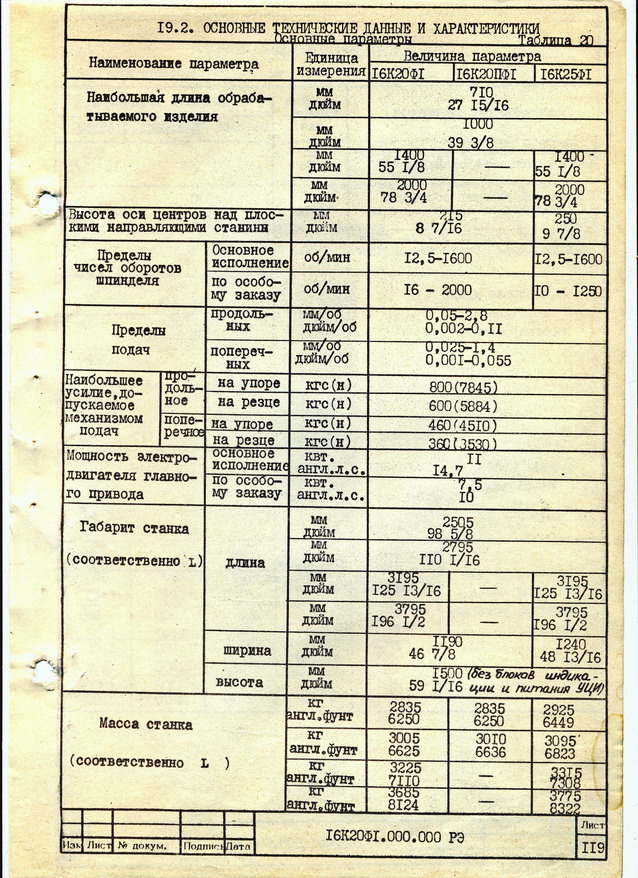
Технические характеристики токарного станка 16К20
| Наименование параметра | 16К20 | 16К20П |
|---|---|---|
| Основные параметры станка | ||
| Класс точности по ГОСТ 8-82 | Н | П |
| Наибольший диаметр заготовки устанавливаемой над станиной, мм | 400 | 400 |
| Высота оси центров над плоскими направляющими станины, мм | 215 | 215 |
| Наибольший диаметр заготовки обрабатываемой над суппортом, мм | 220 | 220 |
| Наибольшая длина заготовки, устанавливаемой в центрах (РМЦ), мм | 710, 1000,1400, 2000 | 710, 1000 |
| Наибольшее расстояние от оси центров до кромки резцедержателя, мм | 225 | 225 |
| Наибольший диаметр сверла при сверлении стальных деталей, мм | 25 | 25 |
| Наибольшая масса заготовки, обрабатываемой в центрах, кг | 460..1300 | 460..1300 |
| Наибольшая масса заготовки, обрабатываемой в патроне, кг | 200 | 200 |
| Шпиндель | ||
| Диаметр отверстия в шпинделе, мм | 52 | 52 |
| Наибольший диаметр прутка, проходящий через отверстие в шпинделе, мм | 50 | 50 |
| Частота вращения шпинделя в прямом направлении, об/мин | 12,5..1600 | 12,5..1600 |
| Частота вращения шпинделя в обратном направлении, об/мин | 19..1900 | 19..1900 |
| Количество прямых скоростей шпинделя | 22 | 22 |
| Количество обратных скоростей шпинделя | 11 | 11 |
| Конец шпинделя по ГОСТ 12593-72 | 6К | 6К |
| Коническое отверстие шпинделя по ГОСТ 2847-67 | Морзе 6 | Морзе 6 |
| Диаметр фланца шпинделя, мм | 170 | 170 |
| Наибольший крутящий момент на шпинделе, Нм | 1000 | 1000 |
| Суппорт. Подачи | ||
| Наибольшая длина продольного перемещения, мм | 645, 935, 1335, 1935 | 645, 935 |
| Наибольшая длина поперечного перемещения, мм | 300 | 300 |
| Скорость быстрых продольных перемещений, мм/мин | 3800 | 3800 |
| Скорость быстрых поперечных перемещений, мм/мин | 1900 | 1900 |
| Максимально допустимая скорость перемещений при работе по упорам, мм/мин | 250 | 250 |
| Минимально допустимая скорость перемещения каретки (суппорта), мм/мин | 10 | 10 |
| Цена деления лимба продольного перемещения, мм | 1 | 1 |
| Цена деления лимба поперечного перемещения, мм | 0,05 | 0,05 |
| Диапазон продольных подач, мм/об | 0,05..2,8 | 0,05..2,8 |
| Диапазон поперечных подач, мм/об | 0,025..1,4 | 0,025..1,4 |
| Количество подач продольных | 42 | 42 |
| Количество подач поперечных | 42 | 42 |
| Количество нарезаемых резьб – метрических | ||
| Количество нарезаемых резьб – модульных | ||
| Количество нарезаемых резьб – дюймовых | ||
| Количество нарезаемых резьб – питчевых | ||
| Пределы шагов метрических резьб, мм | 0,5..112 | 0,5..112 |
| Пределы шагов дюймовых резьб, ниток/дюйм | 56..0,5 | 56..0,5 |
| Пределы шагов модульных резьб, модуль | 0,5..112 | 0,5..112 |
| Пределы шагов питчевых резьб, питч диаметральный | 56..0,5 | 56..0,5 |
| Наибольшее усилие, допускаемое механизмом подач на резце – продольное, Н | 5884 | 5884 |
| Наибольшее усилие, допускаемое механизмом подач на резце – поперечное, Н | 3530 | 3530 |
| Резцовые салазки | ||
| Наибольшее перемещение резцовых салазок, мм | 150 | 150 |
| Перемещение резцовых салазок на одно деление лимба, мм | 0,05 | 0,05 |
| Наибольший угол поворота резцовых салазок, град | ±90° | ±90° |
| Цена деления шкалы поворота резцовых салазок, град | 1° | 1° |
| Наибольшее сечение державки резца, мм | 25 × 25 | 25 × 25 |
| Высота от опорной поверхности резца до оси центров (высота резца), мм | 25 | 25 |
| Число резцов в резцовой головке | 4 | 4 |
| Задняя бабка | ||
| Диаметр пиноли задней бабки, мм | ||
| Конус отверстия в пиноли задней бабки по ГОСТ 2847-67 | Морзе 5 | Морзе 5 |
| Наибольшее перемещение пиноли, мм | 150 | 150 |
| Перемещение пиноли на одно деление лимба, мм | 0,1 | 0,1 |
| Величина поперечного смещения корпуса бабки, мм | ±15 | ±15 |
| Электрооборудование | ||
| Электродвигатель главного привода, кВт | 11 | 11 |
| Электродвигатель привода быстрых перемещений, кВт | 0,12 | 0,12 |
| Электродвигатель насоса СОЖ, кВт | 0,125 | 0,125 |
| Габариты и масса станка | ||
| Габариты станка (длина ширина высота) РМЦ=1000, мм | 2795 × 1190 × 1500 | 2795 × 1190 × 1500 |
| Масса станка, кг | 3010 | 3010 |
Список литературы
Токарно-винторезные станки 16к20, 16к20п, 16к20г, 16к25. Руководство по эксплуатации, НИИМАШ, 1976
Ачеркан Н.С. Металлорежущие станки, Том 1, 1965
Батов В.П. Токарные станки, 1978
Белецкий Д.Г. Справочник токаря-универсала, 1987
Головин Г.М., Пешков Е.О. Специальные станки в приборостроении, 1952
Денежный П.М., Стискин Г.М., Тхор И.Е. Токарное дело, 1972. (1к62)
Денежный П.М., Стискин Г.М., Тхор И.Е. Токарное дело, 1979. (16к20)
Локтева С.Е. Станки с программным управлением, 1986
Модзелевский А. А., и др. Токарные станки, 1973
Пекелис Г. Д., Гельберг Б.Т. Технология ремонта металлорежущих станков, 1970
Пикус М.Ю. Справочник слесаря по ремонту станков, 1987
Схиртладзе А.Г., Новиков В.Ю. Технологическое оборудование машиностроительных производств, 1980
Тепинкичиев В.К. Металлорежущие станки, 1973
Чернов Н.Н. Металлорежущие станки, 1988
Главная О компании Новости Статьи Прайс-лист Контакты Справочная информация Скачать паспорт Интересное видео Деревообрабатывающие станки КПО Производители
Особенности конструкции
Токарный станок с ЧПУ 16К20Ф3 работает в сложных условиях и с прочными материалами, которые он должен обработать для получения точной и качественной детали. Поэтому серию отличает высокая надежность, прочность и эффективность с огромным функционалом.
Основная задача – полуавтоматическая обработка в замкнутом цикле широкого ассортимента деталей и изделий.
В конструкции токарного станка с ЧПУ 16К20Ф3 предусмотрены направляющие, спроектированные таким образом, чтобы меньше подвергать их износу. Система создана таким образом, чтобы все узлы и элементы, работали в полном согласовании друг с другом. В результате получают уникальные по свойствам изделия.
Конструкционные характеристики токарного станка с ЧПУ 16К20Ф3:
- наличие числового программного управления, благодаря которой обеспечивается бесперебойный и правильный процесс производства;
- высокая степень прочности несущих элементов;
- станки оборудуются сигнализаторами, что обеспечивает обратную связь;
- все модели и модификации являются устойчивыми к вибрациям;
- предусмотрены особые системы прогрева гидравлики перед непосредственным запуском оборудования. Это уменьшает риски термодеформации.
Эксплуатация всегда должна соответствовать всем техническим требованиям, с соблюдением очередности этапов производства (черновая и чистовая обработка, дополнительная отделка детали).
В процессе эксплуатации важно соблюдать определенные факторы, которые обеспечивают успешность выполнения задач:
- заготовка должна быть прочно закреплена;
- корректность поставленной задачи;
- в наличии всегда должен быть ассортимент материалов и инструментов;
- торец заготовки оси вращения устанавливается строго перпендикулярно;
- на боковой поверхности обрабатываемого изделия, не должно быть никаких выпирающих частей;
- строгий контроль выполнения всех операций, проведение регулярной заточки инструмента и своевременная замена износившихся частей.
Эти мероприятия позволят эксплуатировать оборудование намного больше времени, чем указывается в его техническом паспорте.
Широкове применение токарный станок с ЧПУ 16К20Ф3 нашел в мелкосерийном производстве, для обработки внутренних и внешних частей заготовки с длиной около 100 и шириной – 40 см.
Основные процессы, выполняемые программным обеспечением:
- создание резьбы;
- плавное переключение скорости работы (вращения) шпинделя;
- определение индексации головки для нарезания резьбы;
- формообразование;
- изменение параметров подачи.
Обеспечить четкое выполнение всех рабочих процессов, позволяет внимательных подход к программированию техники. По сути, программа разрабатывается для каждой задачи отдельно, включает в себя разные этапы обработки и отделки (позиционные этапы, вспомогательные, и прочие переходы).
Технические характеристики станка 16К20Т1
| Наименование параметра | 16К20Т1 | 16К20Т1.01 | 16К20Т1.02 |
|---|---|---|---|
| Основные параметры станка | |||
| Тип системы ЧПУ | НЦ-31 | НЦ-31 | НЦ-31 |
| Наибольший диаметр обрабатываемого изделия над станиной, мм | 500 | 500 | 500 |
| Наибольший диаметр обрабатываемого изделия над суппортом, мм | 215 | 215 | 220 |
| Наибольшая длина обрабатываемого изделия, мм | 1000 | 1000 | 1000 |
| Наибольшая длина обработки, мм | 900 | 900 | 905 |
| Наибольший диаметр обрабатываемого прутка, мм | 53 | 53 | 53 |
| Шпиндель | |||
| Мощность двигателя главного движения, кВт | 11 | 11 | 11 |
| Количество рабочих скоростей шпинделя | 24 | 22 | б/с |
| Диаметр отверстия в шпинделе, мм | 55 | 55 | 55 |
| Пределы чисел оборотов шпинделя, об/мин | 10,0…2000 | 12,5…2000 | 22,4…2240 |
| Количество автоматически переключаемых скоростей | 2 | 9 | б/с |
| Диапазон скоростей шпинделя, устанавливаемый вручную, об/мин | Ряд I – 10..1000Ряд II – 20..2000 | Ряд I – 12,5..200Ряд II – 50..800Ряд III – 125..2000 | Ряд I – 22,4..355Ряд II – 63..900Ряд III – 160..2240 |
| Центр шпинделя передней бабки по ГОСТ 13214-67 | 7032 – 0043 Морзе №6 | 7032 – 0043 Морзе №6 | 7032 – 0043 Морзе №6 |
| Центр пиноли задней бабки по ГОСТ 13214-67 | 7032 – 0045 Морзе №5 | 7032 – 0045 Морзе №5 | 7032 – 0045 Морзе №5 |
| Конец шпинделя по ГОСТ 12593-72 | 6К | 6К | 6К |
| Наибольший крутящий момент на шпинделе, Нм | 1000 | 1000 | 1000 |
| Предельный диаметр сверления по стали/ чугуну, мм | 25/ 28 | 25/ 28 | 25/ 28 |
| Подачи | |||
| Наибольшее перемещение суппорта продольное / поперечное, мм | 900/ 250 | 900/ 250 | 905/ 275 |
| Максимальная скорость продольной/ поперечной рабочей подачи, м/мин | 2,0/ 1,0 | 2,0/ 1,0 | 2,0/ 1,0 |
| Пределы шагов нарезаемых резьб, мм | 0,01..40,959 | 0,01..40,959 | |
| Диапазон скоростей продольных подач, мм/мин | 0,01..2,8 | 0,01..2,8 | 0,01..20,47 |
| Диапазон скоростей поперечных подач, мм/мин | 0,005..1,4 | 0,005..1,4 | 0,005..10,23 |
| Скорость быстрых продольных/ поперечных ходов, м/мин | 6/ 5 | 6/ 5 | 7,5/ 5 |
| Дискретность продольного/ поперечного перемещения | 0,01/ 0,005 | 0,01/ 0,005 | 0,01/ 0,005 |
| Количество позиций на поворотной резцедержке (число инструментов в револьверной головке) | 6 | 6 | 6 |
| Параметры системы ОСУ | |||
| Обозначение системы ОСУ | НЦ-31 | НЦ-31 | НЦ-31 |
| Число координат | 2 | 2 | 2 |
| Количество одновременно управляемых координат | 2 | 2 | 2 |
| Разрешающая способность в продольном направлении (дискретность задания по оси Z), мм | 0,01 | 0,01 | 0,01 |
| Разрешающая способность в поперечном направлении (дискретность задания по оси X), мм | 0,005 | 0,005 | |
| Тип датчика обратной связи | ВЕ-178 | ВЕ-178 | ВЕ-178 |
| Тип резьбонарезного датчика | ВЕ-178 | ВЕ-178 | ВЕ-178 |
| Электрооборудование. Привод | |||
| Количество электродвигателей на станке | 5 | 6 | 7 |
| Электродвигатель привода главного движения, кВт | 11 | 11 | 11 |
| Электродвигатель привода продольных подач, кВт | 2,2 | 2,2 | 2,2 |
| Электродвигатель привода поперечных подач, кВт | 1,1 | 1,1 | 1,1 |
| Электродвигатель револьверной головки, кВт | – | 0,18 | 0,37 |
| Электродвигатель станции смазки каретки, кВт | 0,12 | 0,12 | 0,18 |
| Электродвигатель станции смазки шпиндельной бабки, кВт | – | – | 0,27 |
| Электродвигатель насоса охлаждения, кВт | 0,12 | 0,12 | 0,18 |
| Суммарная мощность электродвигателей, кВт | 14,54 | 14,72 | 16 |
| Суммарная мощность станка, кВт | 24 | 24 | 25 |
| Габариты и масса станка | 3175 х 1700 х 1700 | 3175 х 1700 х 1700 | 3230 х 1700 х 1700 |
| Масса станка с ЧПУ, кг | 3800 | 4100 | 3800 |
Список литературы:
Станок токарный программный с оперативной системой управлением 16К20Т1. Руководство по эксплуатации 16К20Т1.000.000 РЭ
Грачев Л.Н. Конструкция и наладка станков с программным управлением и роботизированных комплексов, 1986, стр.17
Ачеркан Н.С. Металлорежущие станки, Том 1, 1965
Батов В.П. Токарные станки., 1978
Белецкий Д.Г. Справочник токаря-универсала, 1987
Денежный П.М., Стискин Г.М., Тхор И.Е. Токарное дело, 1972. (1к62)
Денежный П.М., Стискин Г.М., Тхор И.Е. Токарное дело, 1979. (16к20)
Модзелевский А. А., Мущинкин А.А., Кедров С. С., Соболь А. М., Завгородний Ю. П., Токарные станки, 1973
Пикус М.Ю. Справочник слесаря по ремонту станков, 1987
Схиртладзе А.Г., Новиков В.Ю. Технологическое оборудование машиностроительных производств, 1980
Тепинкичиев В.К. Металлорежущие станки, 1973
Чернов Н.Н. Металлорежущие станки, 1988
Главная О компании Новости Статьи Прайс-лист Контакты Справочная информация Скачать паспорт Интересное видео Деревообрабатывающие станки КПО Производители





