

ОБЩИЕ ПОНЯТИЯ
1. Технологический процесс
Е. Manufacturing process
Часть производственного процесса, содержащая целенаправленные действия по изменению и (или) определению состояния предмета труда.
Примечания:
1. Технологический процесс может быть отнесен к изделию, его составной части или к методам обработки, формообразования и сборки.
2. К предметам труда относятся заготовки и изделия.
2. Технологическая операция
D. Operation; Arbeitsgang
Законченная часть технологического процесса, выполняемая на одном рабочем месте
3. Технологический метод
Совокупность правил, определяющих последовательность и содержание действий при выполнении формообразования, обработки или сборки, перемещения, включая технический контроль, испытания в технологическом процессе изготовления или ремонта, установленных безотносительно к наименованию, типоразмеру или исполнению изделия
4. Технологическая база
D. Technologische Basis
Поверхность, сочетание поверхностей, ось или точка, используемые для определения положения предмета труда в процессе изготовления.
Примечание. Поверхность, сочетание поверхностей, ось или точка принадлежат предмету труда.
5. Обрабатываемая поверхность
Поверхность, подлежащая воздействию в процессе обработки.
6. Технологический документ
D. Technologisches Dokument
Графический или текстовый документ, который отдельно или в совокупности с другими документами определяет технологический процесс или операцию изготовления изделия
7. Оформление технологического документа
Комплекс процедур, необходимых для подготовки и утверждения технологического документа в соответствии с порядком, установленным на предприятии.
Примечание. К подготовке документа относится его подписание, согласование и т.д.
Технологический процесс и бизнес-процесс
Не стоит путать бизнес-процесс с технологическим процессом. В последнем случае всё происходит без участия человека, например, с привлечением программы или автоматической системы. Более того, основное отличие заключается в том, что в технологическом процессе на выходе всегда будет конкретный результат, то есть если это производство, то на выходе получается продукт с конкретными параметрами. Брак продукции не является исключением из правил, поскольку является нарушением технологического процесса.


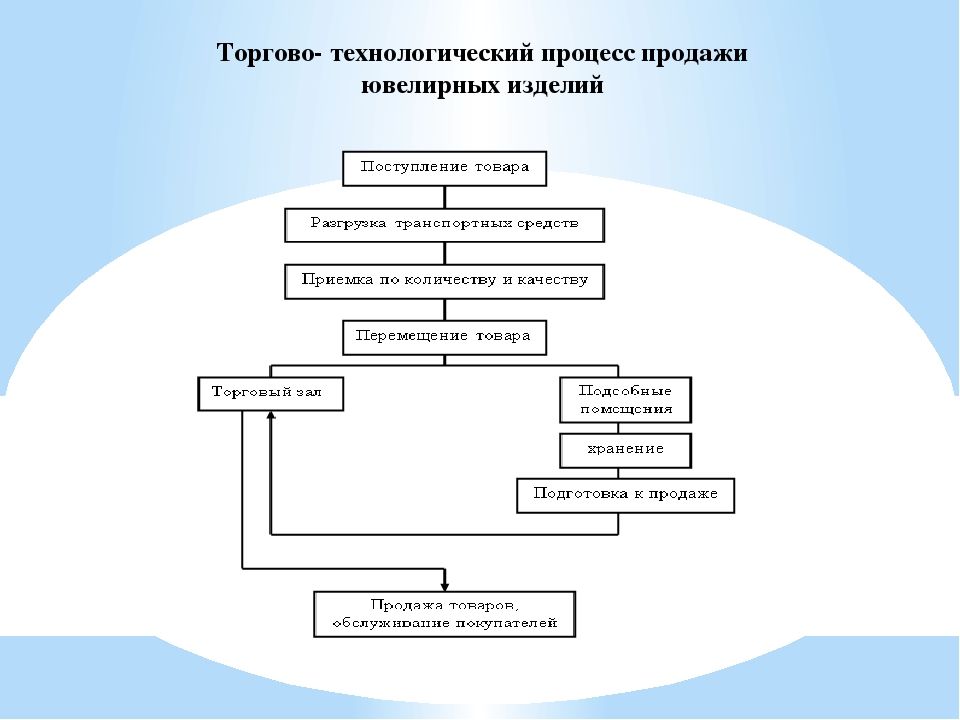


В бизнес-процессе результат на выходе может отличаться даже без нарушения самого процесса. Это объясняется тем, что в самом алгоритме закладываются разные условия, при которых нужно выполнять те или иные действия.
Например:
- если покупатель приходит за определённым товаром, продавец просто совершает продажу;
- если покупатель не может определиться и выбирает товары, либо у него есть возражения, продавец по ситуации подсказывает, какой товар лучше решит проблему покупателя, или обрабатывает его возражения и после этого также совершает продажу.
Из Википедии — свободной энциклопедии
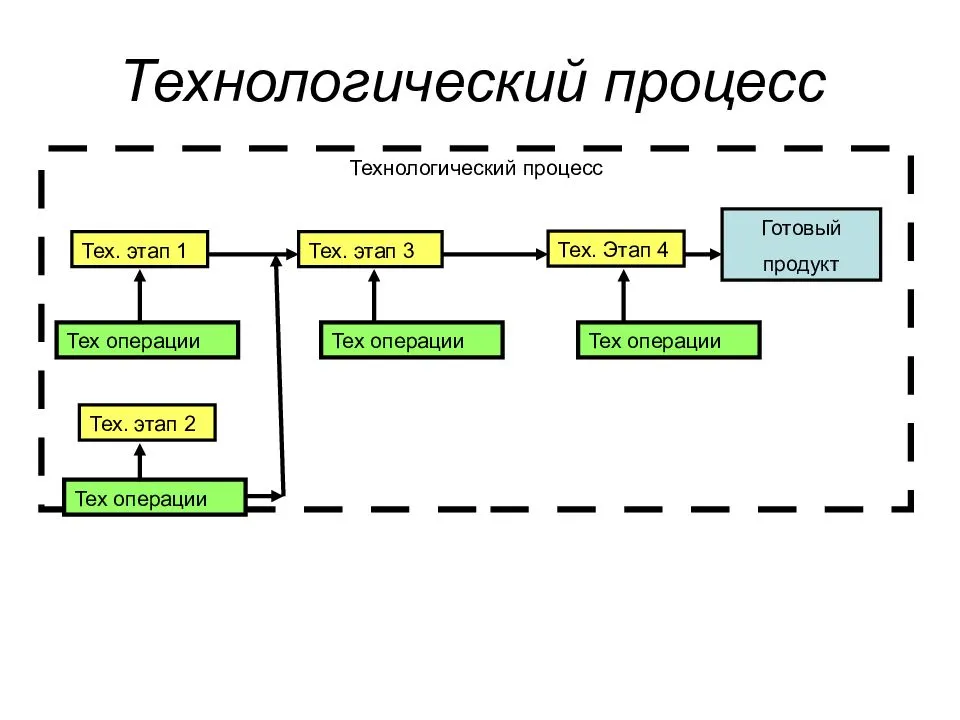
Технологи́ческий проце́сс (сокращенно ТП) — это упорядоченная последовательность взаимосвязанных действий, выполняющихся с момента возникновения исходных данных до получения требуемого результата.
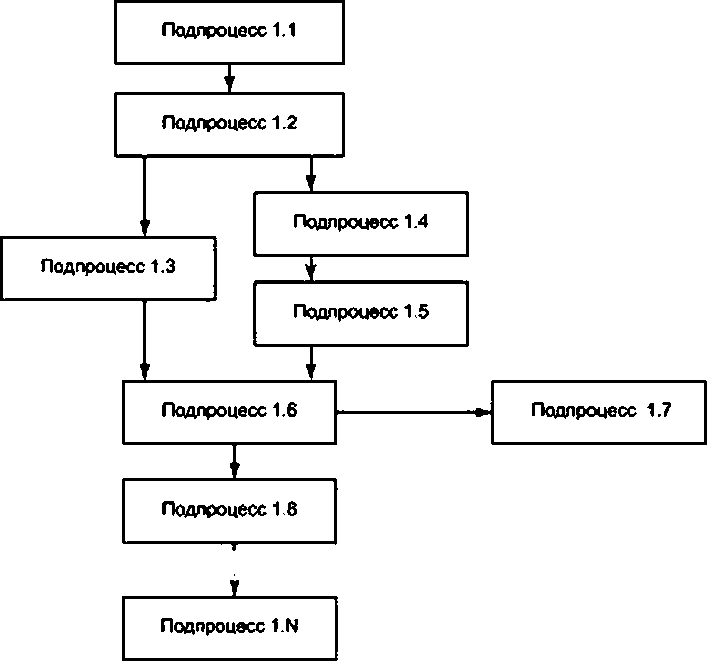
Практически любой технологический процесс можно рассматривать как часть более сложного процесса и совокупность менее сложных (в пределе — элементарных) технологических процессов.
Элементарным технологическим процессом или технологической операцией называется наименьшая часть технологического процесса, обладающая всеми его свойствами. То есть это такой ТП, дальнейшая декомпозиция которого приводит к потере признаков, характерных для метода, положенного в основу данной технологии. Как правило, каждая технологическая операция выполняется на одном рабочем месте не более, чем одним сотрудником. Примером технологических операций могут служить ввод данных с помощью сканера штрих-кодов, распечатка отчета, выполнение SQL-запроса к базе данных и т. д.
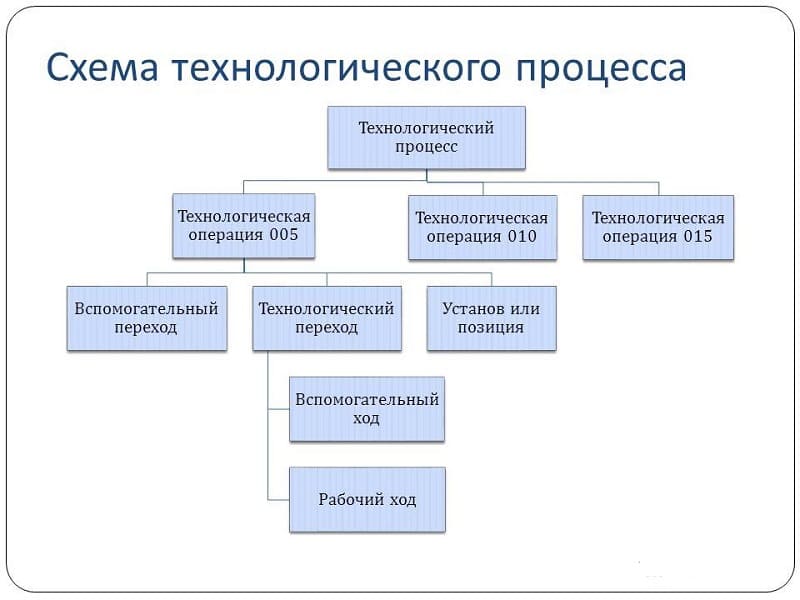
Технологические процессы состоят из «технологических (рабочих) операций», которые, в свою очередь, складываются из «технологических переходов».
Это интересно: Сушка пиломатериалов — технология процесса и методы сушки древесины
Обработка дерева и металла
Технологический процесс изготовления деталей из дерева и металла существенно отличается. Работа с древесиной включает в себя следующие этапы и особенности:
- Проверка влажности. В случае отклонения параметров от нормальных, материал направляется в сушильную камеру и доводится до рабочих показателей.
- Методы и оснастка для распиловки определяются исходя из сорта древесины.
- Метод распила зависит от диаметра бревна.
- При наличии сучков в пиломатериале потребуется дополнительное оборудование для их высверливания и вклеивания обычной деревянной пробки.
- В линейке оборудования должны присутствовать шлифовальные, строгальные станки.
- Хранение готовых изделий возможно в складах с нормальной влажностью для исключения порчи готового продукта.
Современные и традиционные методы обработки металлов включают направления:
- Электрической обработки. Пример — перфорирование металлических листов.
- Механическая обработка — крупная группа методов. Токарные, фрезерные работы и подобные взаимодействия механического резца с металлом.
- Химическая обработка. Процесс взаимодействия с реагентами — кислотами, щелочами, иными компонентами.
- Обработка давлением. Оборудование действует по типу штамповки под высоким давление с разогреванием заготовки.
- Термическая обработка. Закаливание (упрочнение), отпуск (смягчение) — температурная обработка, меняющая характеристики металлических деталей.
Направление подбирается технологом исходя из особенностей производства.
Определение и характеристика
Понятие техпроцесса раскрывается на производстве. Взаимосвязанные действия, начинающиеся с логистики материала, переходящие к обработке и завершающиеся доводкой, упаковкой или монтажом готового изделия. Подробное описание технологического процесса включает себя блоки — технологические операции. Для каждой операции характерны признаки общего процесса, а ее выполнение реализуется одним специалистом при помощи конкретного оборудования. В общую схему все объединено технологическими переходами — завершенными операциями.
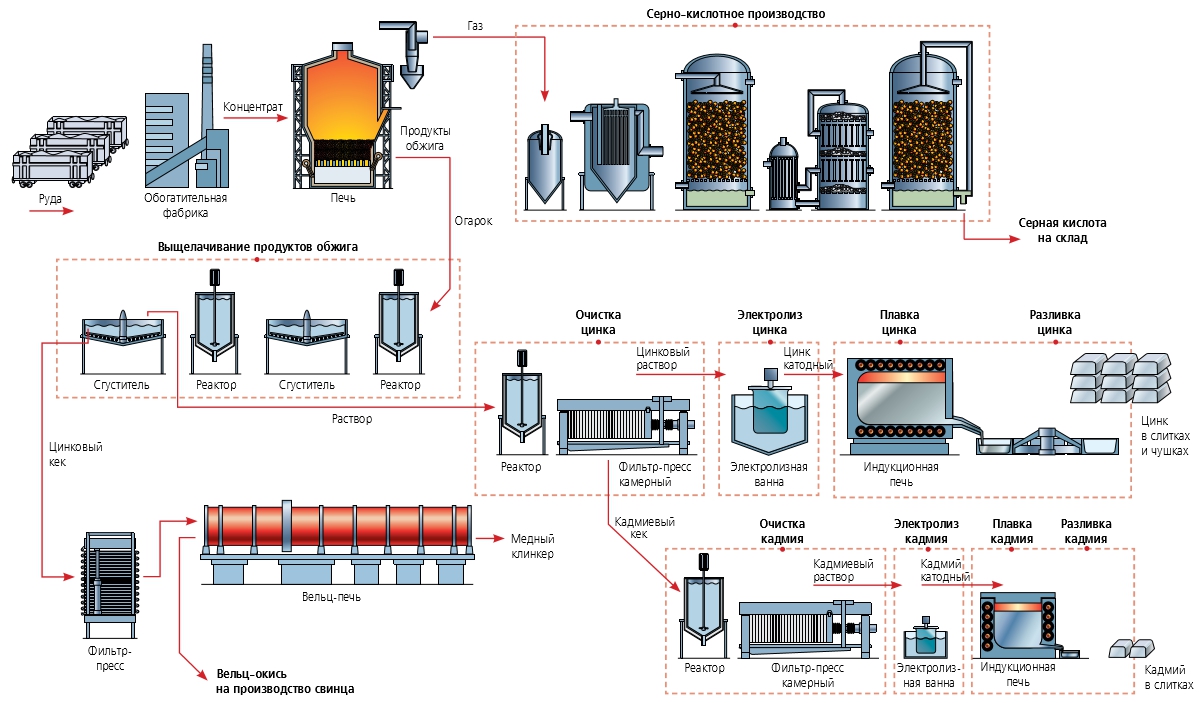 Схема технологического процесса металлургического завода
Схема технологического процесса металлургического завода
Для предприятия техпроцесс становится основой: на базе него формируется характеристика каждой рабочей единицы оборудования, вырабатываются особенности циклов взаимодействий рабочих цехов.
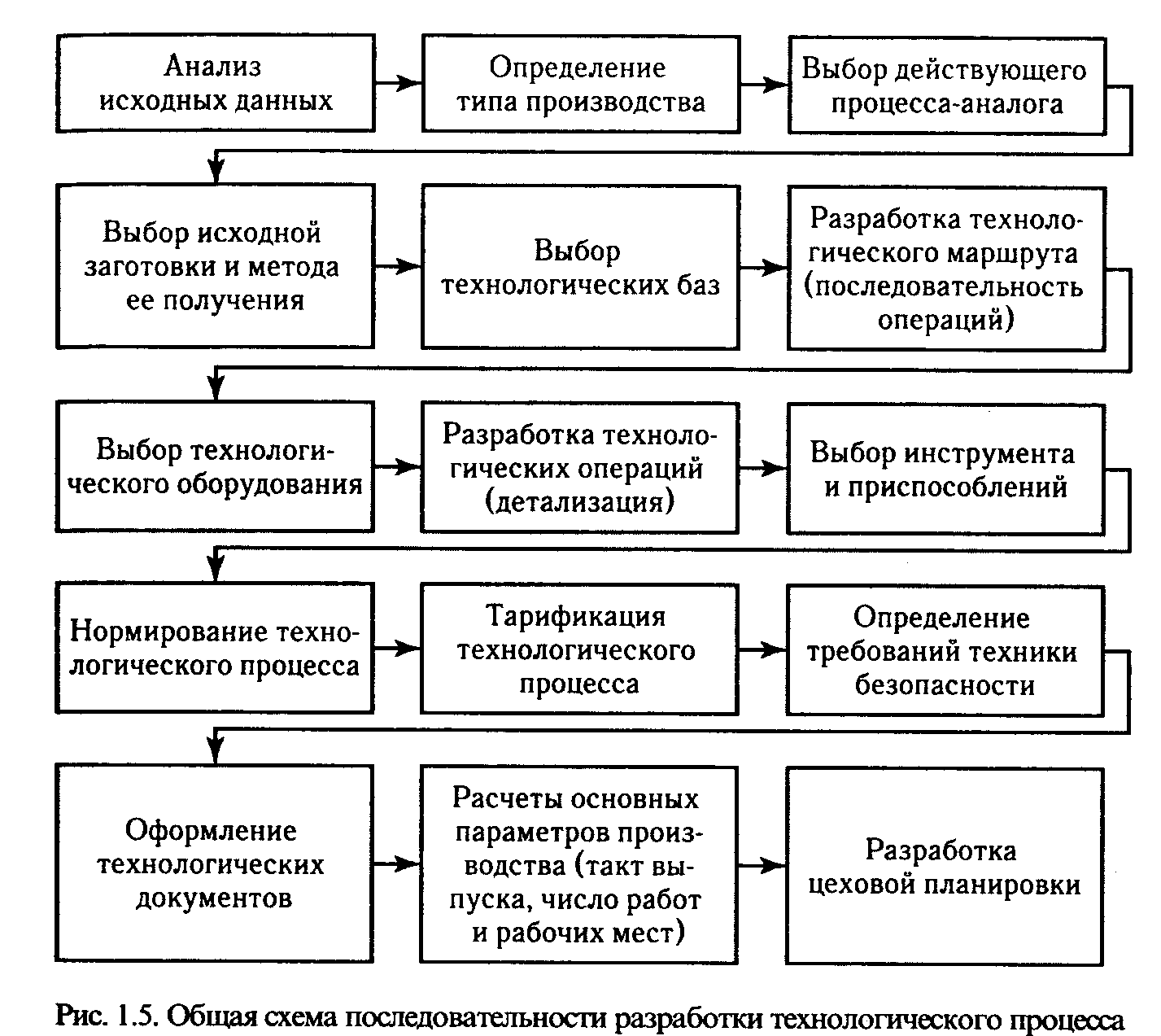
Если разобрать по пунктам, что же такое техпроцесс, можно выделить следующие этапы:
- экономическая обоснованность и оценка эффективности производства;
- производственные расчеты необходимых объемов материалов и станков;
- приобретение и доставка материала;
- процесс обработки сырья на оборудовании;
- упаковка или установка, реализация готового продукта.
Качественно отлаженная схема техпроцесса упрощает работу любого производства.
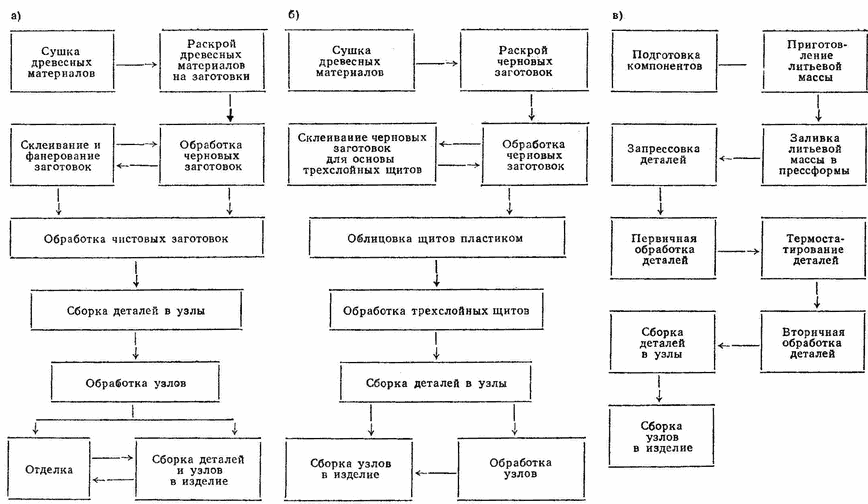
ВИДЫ ПРОИЗВОДСТВА СТОЛЯРНЫХ ИЗДЕЛИЙ
В столярной отрасли деревообрабатывающей промышленности различают два основных типа производства — массовое и серийное. Массовым называется производство, выпускающее сравнительно небольшое число видов изделий в большом количестве — тысячами и десятками тысяч штук, причем выпуск этих изделий производится в течение длительного времени без изменения их конструкции. Серийным называется производство, выпускающее изделия отдельными партиями (сериями), разными по ассортименту этих изделий и их количеству. В зависимости от размеров серий различают мелкосерийное и крупносерийное производство.В массовом и серийном производстве наилучший результат дает работа по принципу непрерывного потока. При такой организации производства каждая операция технологического процесса выполняется на отдельном рабочем месте, причем рабочие места располагаются соответственно порядку выполнения операций, по возможности по прямой линии. Обрабатываемые детали передаются с одного рабочего места на другое; с последнего рабочего места деталь или изделие сходят в законченном виде.В непрерывно-поточном производстве важнейшее значение имеет ритмичность потока, т. е. выполнение каждой операции в строп> определенное время, одинаковое для всех операций. Это время называется ритмом работы. В соответствии с принятым ритмом поступают заготовки на первое рабочее место и сходят готовые детали или изделия с последнего рабочего места потока.Определить ритм нетрудно. Если, например за смену должно поступить с поточной линии 400 обработанных царг, то ритм работы составит (480 мин: 400 дет.) 1,2 мин. Иначе говоря, через каждые 1,2 мин. в поток должна поступать заготовка для царги и через каждые 1,2 мин. поток должен выдавать одну готовую царгу для сборки.Отставания от ритма, равно и его опережение на отдельных рабочих местах потока одинаково вредны. Отставания вызывают накопление деталей на одних рабочих местах и простои на других, опережения приводят к простоям на недогруженных рабочих местах. Чтобы избежать этого, организуют работу так, что операции, не укладывающиеся в данный ритм при выполнении на одном рабочем месте, выполняются на двух и более смежных местах.Поточный метод применим в каждом производстве независимо от степени его механизации. Исключение составляют мелкие мастерские с незначительным числом рабочих, занятых изготовлением каких-нибудь единичных изделий или ремонтом. Поток может быть и полностью ручным. В этих случаях детали передаются с одного рабочего места на другое самими рабочими или же при помощи простейших транспортных устройств. На механизированных предприятиях поток часто обслуживается конвейером. Поточное производство повышает производительность труда каждого рабочего и производственную мощность предприятия в целом, способствует установлению твердой технологической дисциплины, поднимает культуру работы.
Структура техпроцесса и особенности его оформления
Структура техпроцесса механообработки представлена двумя видами технологий:
- операционной — благодаря операциям, состоящим из переходов и установ, данная технология считается более подробной, чем маршрутная;
- маршрутной — это обобщенное описание очередности операций и их содержания.
Согласно ЕСТД в комплект технологической документации входит множество соответствующих карт. Их количество и тип устанавливается стандартами и производственными условиями.
Операционная технология оформляется на соответствующих картах, где описывается мехобработка всех поверхностей болванки.
Под картой эскизов подразумевается графическое изображение металлоизделия в виде, который будет иметь заготовка по завершению той или иной операции механической обработки. Следует отметить, что на операционном чертеже обозначаются:
- поверхности, которые подвергаются механообработки (для этого используются толстые линии и порядковые номера). Если обработка отмеченных поверхностей осуществляется одинаковым инструментом и при одинаковых режимах резания, то в технологической карте будет содержаться число переходов, соответствующее количеству поверхностей, которые подвергаются мехобработке;
- точность поверхностей, которые обрабатываются. Обозначается данный параметр квалитетом точности, шероховатостью, допусками отклонения формы;
- базовые поверхности.
Карта эскизов разрабатывается для той или иной операции индивидуально.
Принцип расчленения операций
Операция разбивается на ряд простейших переходов, наладка режимов работы обрабатывающего оборудования выполняется единожды, для первой детали серии, далее оставшиеся детали проходят обработку на тех же режимах.
Такой подход эффективен при больших размерах серий и относительно несложной пространственной конфигурации изделий.
Принцип дает существенный эффект снижения относительной трудоемкости за счет улучшенной организации рабочих мест, совершенствования у рабочих навыка однообразных движений по постановке-снятию заготовок, манипуляций с инструментом и оборудованием.
Абсолютное число установок при этом растет, но сокращается время на настройку режимов оборудования, за счет чего и достигается положительный результат.
https://youtube.com/watch?v=BT7ULCo6ACo



Чтобы получить этот положительный эффект, технологу придется позаботиться о применении специализированной оснастки и приспособлений, позволяющих быстро и, главное, точно устанавливать и снимать заготовку. Размер серии также должен быть значительным.
Определения
«Технологическим переходом» называют законченную часть технологической операции, выполняемую с одними и теми же средствами технологического оснащения.
«Вспомогательным переходом» называют законченную часть технологической операции, состоящей из действий человека и (или) оборудования, которые не сопровождаются изменением свойств предметов труда, но необходимы для выполнения технологического перехода.
Для осуществления техпроцесса необходимо применение совокупности орудий производства — технологического оборудования, называемых «средствами технологического оснащения».
«Установ» — часть технологической операции, выполняемая при неизменном закреплении обрабатываемой заготовки или собираемой сборочной единицы. При каждом повторном снятии заготовки и последующем ее закреплении на станке или же при повороте заготовки на какой-либо угол для обработки новой поверхности имеет место новый установ.
Сущность технологического процесса
Процессом принято называть изменение объекта при наличии воздействия условий внутреннего или внешнего характера.
Ко внешним воздействиям относятся механическая обработка, взаимодействие с химическими реагентами, температурные и радиационные воздействия. Факторы внутреннего характера — сопротивляемость материала детали или изделия на внешние воздействия, с сохранением формы и состояния на момент обработки. Сущность правильного технологического процесса — правильный подбор материала и принципа воздействия на него.
В процессе производства, на стадии подготовки документации и разработки, технолог занимается выбором факторов воздействия на материал или сырье. Итоговый результат должен соответствовать:
- спецификациям на итоговый продукт;
- плановым нормам по выпуску и сроку производства изделий;
- экономической эффективности, установленной в модели работы предприятия.
Все производственные факторы должны оптимально сочетаться, чтобы изделия технологически быстро изготавливались и оптимально окупались в коротком промежутке времени.
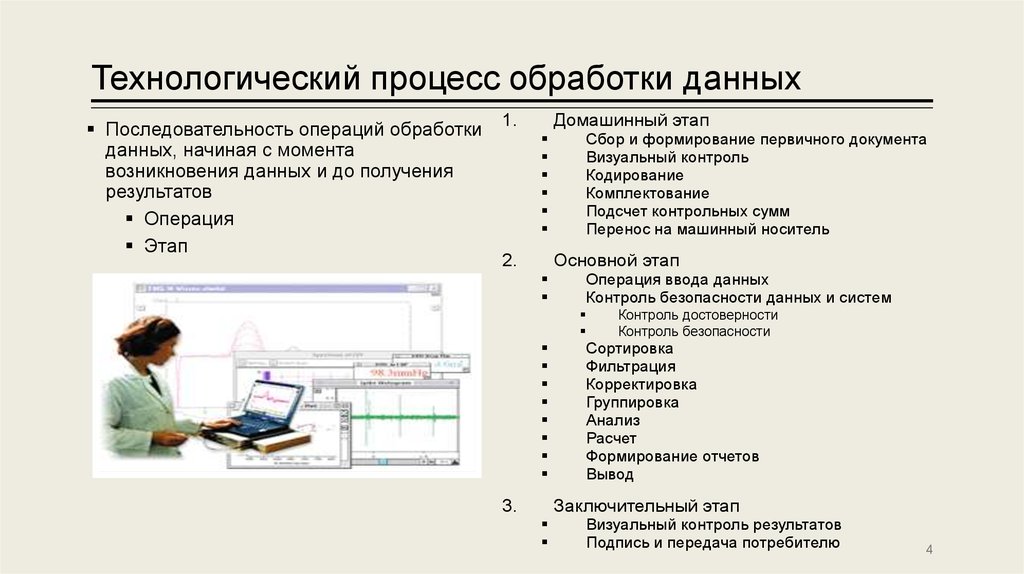
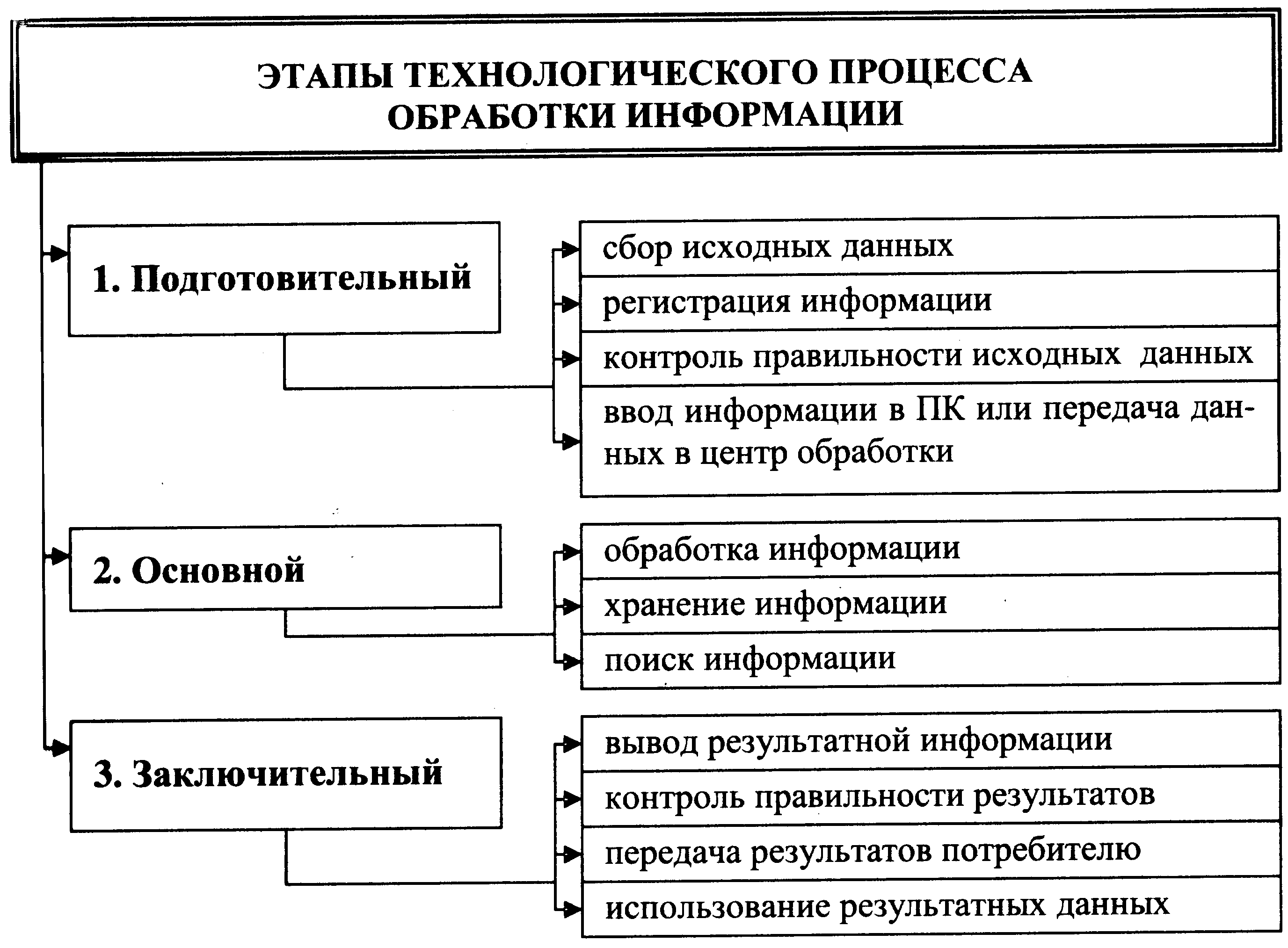
Этапы ТП
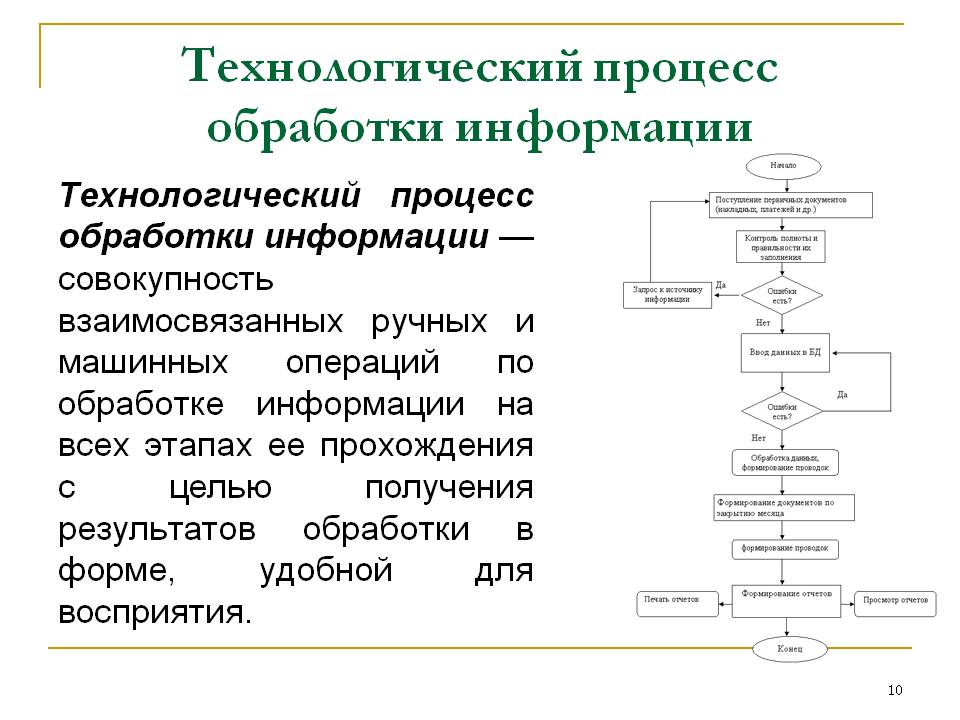
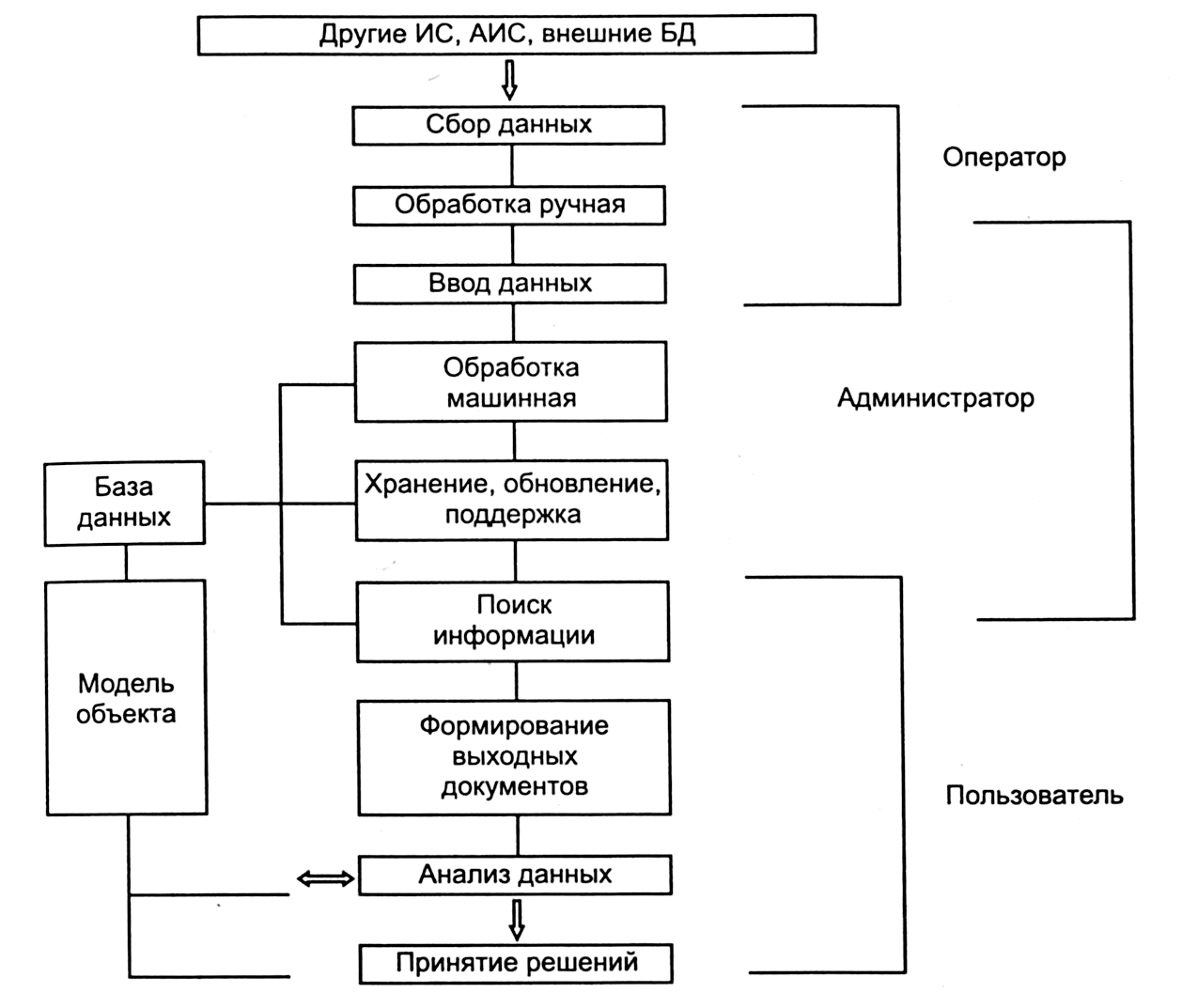
Технологический процесс обработки данных можно разделить на четыре укрупненных этапа:
- «Начальный или первичный». Сбор исходных данных, их регистрация (прием первичных документов, проверка полноты и качества их заполнения и т. д.) По способам осуществления сбора и регистрации данных различают следующие виды ТП:
- механизированный — сбор и регистрация информации осуществляется непосредственно человеком с использованием простейших приборов (весы, счетчики, мерная тара, приборы учета времени и т. д.);
- автоматизированный — использование машиночитаемых документов, регистрирующих автоматов, систем сбора и регистрации, обеспечивающих совмещение операций формирования первичных документов и получения машинных носителей; автоматический — используется в основном при обработке данных в режиме реального времени (информация с датчиков, учитывающих ход производства — выпуск продукции, затраты сырья, простои оборудования — поступает непосредственно в ЭВМ).
- «Подготовительный». Прием, контроль, регистрация входной информации и перенос её на машинный носитель. Различают визуальный и программный контроль, позволяющий отслеживать информацию на полноту ввода, нарушение структуры исходных данных, ошибки кодирования. При обнаружении ошибки производится исправление вводимых данных, корректировка и их повторный ввод.
- «Основной». Непосредственно обработка информации. Предварительно могут быть выполнены служебные операции, например, сортировка данных.
- «Заключительный». Контроль, выпуск и передача результатной информации, её размножение и хранение.
Оформление технологической документации
Выбор форм и степени детализации технологической документации зависит от вида производства, а также от характера, сложности и точности изделий.
При разработке технологических процессов применяется следующая документация. Для механической обработки при единичном и мелкосерийном производстве оформляются маршрутно-технологические карты, в которых указываются материал и размеры заготовки, порядок выполнения операций и краткое их содержание, тип оборудования, на котором выполняются операции, разряд работы и норма времени. При крупносерийном и массовом производстве технологический процесс оформляется в виде комплекта карт, состоящего из операционных карт механической об работки, в которых подробно, по переходам, изложено содержание операции; указаны режимы резания, режущие и измерительные инструменты; вычерчен эскиз детали с размерами, необходимыми для выполнения операции, а также указаны материал и твердость детали, приспособления, норма времени, цех, тип и номер станка.
Кроме операционных карт, составляется сводная технологическая карта. В ней кратко излагается содержание операции, а иногда только называется операция, указываются станок, на котором она выполняется, и операционные нормы времени. В сводную карту вносятся также заготовительные операции и операции, выполняемые в термическом, гальваническом и других цехах.
В тех случаях, когда в процессе обработки деталь передается из цеха в цех, составляется карта согласования обработки. В этой карте указывается, после каких операций, в каком виде и с соблюдением каких технологических условий деталь передается другому цеху и возвращается из него. Например, при передаче детали на термическую обработку указываются погрешности, допускаемые до термообработки, и требования к точности детали, предъявляемые после термообработки (глубина цементации, коробление, биение и т. п.). Такое согласование необходимо для увязки требований технологии смежных цехов, предотвращения появления бракованных деталей.
К документации технологического процесса относятся также карты технического контроля и сводная инструментальная карта. В картах технического контроля указываются, какие размеры и какими инструментами проверяются, процент деталей, подвергаемых контролю, и особые технические требования.
Инструментальные карты содержат перечень оснастки, применяемой при изготовлении детали, и служат для подготовки производства и учета оснащенности технологического процесса изготовления данной детали.
Для подготовки производства изделия составляют сводные ведомости технологической оснастки, в которые заносятся псе специальные приспособления, режущие, измерительные и вспомогательные инструменты, штампы, модели, прессформы.
В массовом производстве на отдельные операции с большим количеством переходов разрабатывают карты наладки, в которых даются схемы наладки, указываются инструмент, режимы обработки и т. д.
Для расчета норм времени на каждую операцию составляют нормировочные карты. Эти карты служат для учета трудоемкости процесса, расчетов численности рабочих и загрузки оборудования.
Материал статьи написан на основе литературного источника “Технология производства двигателей внутреннего сгорания” М. Л. Ягудин
Виды техпроцессов [ править | править код ]
В зависимости от применения в производственном процессе для решения одной и той же задачи различных приёмов и оборудования различают следующие «виды техпроцессов»:
- Единичный технологический процесс (ЕТП) — технологический процесс изготовления или ремонта изделия одного наименования, типоразмера и исполнения, независимо от типа производства.
- Типовой технологический процесс (ТТП) — технологический процесс изготовления группы изделий с общими конструктивными и технологическими признаками.
- Групповой технологический процесс (ГТП) — технологический процесс изготовления группы изделий с разными конструктивными, но общими технологическими признаками .
В промышленности и сельском хозяйстве описание технологического процесса выполняется в документах, именуемых операционная карта технологического процесса (при подробном описании) или маршрутная карта (при кратком описании).
- Маршрутная карта — описание маршрутов движения по цеху изготовляемой детали.
- Операционная карта — перечень переходов, установок и применяемых инструментов.
- Технологическая карта — документ, в котором описан: процесс обработки деталей, материалов, конструкторская документация, технологическая оснастка.
Технологические процессы делят на «типовые» и «перспективные».
- «Типовой» техпроцесс имеет единство содержания и последовательности большинства технологических операций и переходов для группы изделий с общими конструкторскими принципами.
- «Перспективный» техпроцесс предполагает опережение (или соответствие) прогрессивному мировому уровню развития технологии производства.
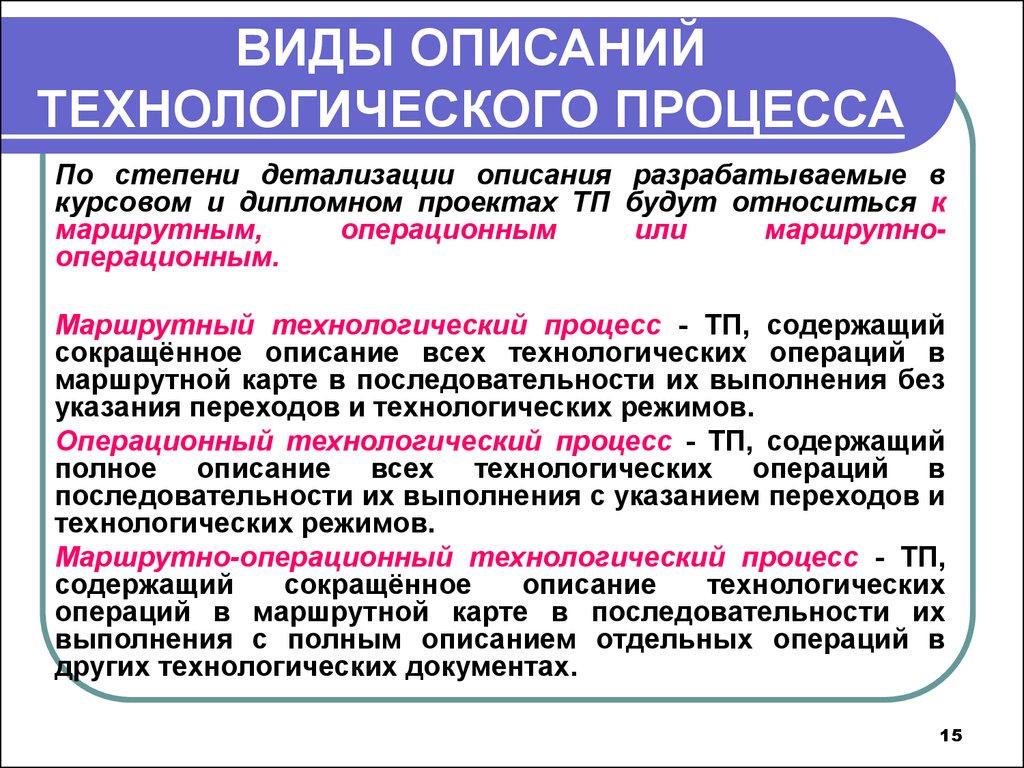
Управление проектированием технологического процесса осуществляется на основе маршрутных и операционных технологических процессов”.
- «Маршрутный технологический процесс» оформляется маршрутной картой, где устанавливается перечень и последовательность технологических операций, тип оборудования, на котором эти операции будут выполняться; применяемая оснастка; укрупненная норма времени без указания переходов и режимов обработки.
- «Операционный технологический процесс» детализирует технологию обработки и сборки до переходов и режимов обработки. Здесь оформляются операционные карты технологических процессов.
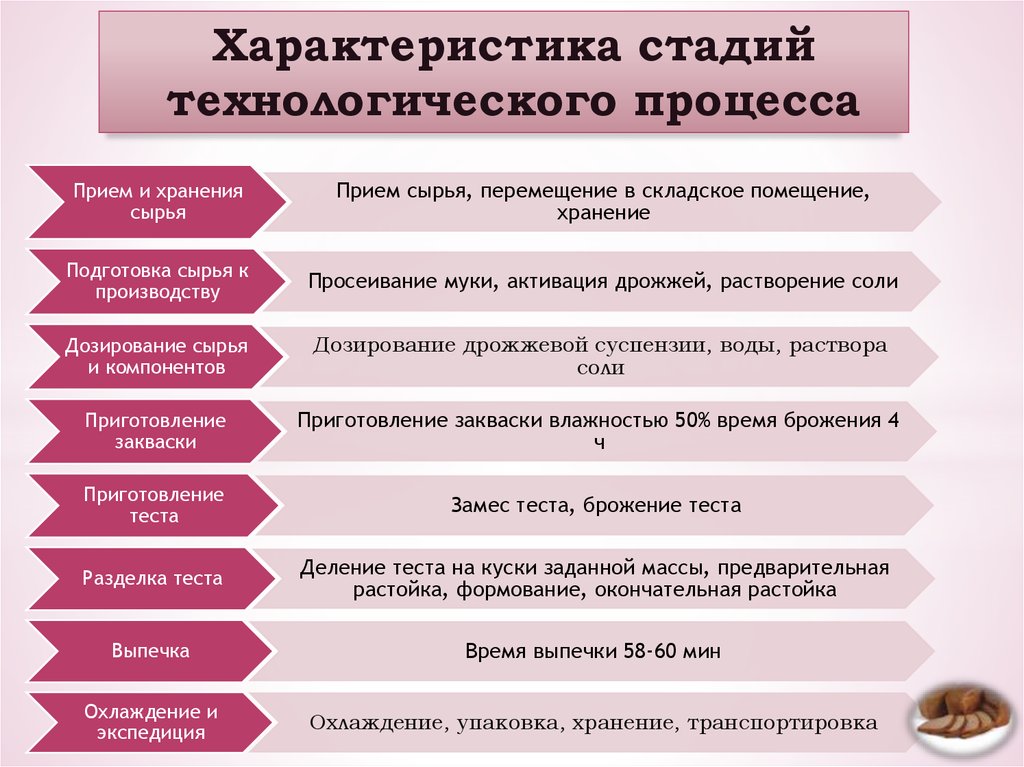
Характеристики технологических процессов
Цикл ТО — интервал времени от начала до конца периодически повторяющихся операций независимо от числа одновременно изготавливаемых изделий.
Трудоемкость — количество времени, затрачиваемое на выполнение ТП или его части.
Чаще всего рассматривается трудоемкость операции:
- основное технологическое время (изменение формы, размеров, внешнего вида, структуры и свойств предмета труда);
- вспомогательное время (установка и закрепление, пуск и остановка станков, подвод и отвод инструмента, перемещение детали на станке, контрольные измерения);
- время обслуживания рабочего места:
- техническое — подстройка системы, смена инструментов, удаление стружки с рабочих органов,
- организационное — чистка, смазка, приведение станка в порядок;
время перерывов на отдых и естественные надобности рабочего.
Производительность — количество изделий, изготавливаемых в единицу времени:
Экономичность ТП — технологическая себестоимость:
ст = см + сз + сцр,
где см — стоимость материалов; сз — заработная плата; сцр — цеховые расходы (энергетические, ремонт и амортизация оборудования, инструмента, оснастки, смазка, охлаждение и другие материалы).
Точность ТП — степень соответствия параметров качества изделия допускаемым отклонениям согласно ТУ и КД; точность геометрических параметров — размеры, форма, взаимное расположение деталей и их поверхностей, задаваемые на чертеже; единообразие различных свойств изготавливаемых изделий: упругих, магнитных, динамических и др.; единообразие качественных показателей: коэффициента полезного действия, развиваемой мощности, напора, производительности и т.д. Оценивается такими параметрами, как, например, процент выхода годных, коэффициент точности, коэффициент смещения. Точность размеров детали характеризуется допуском.



Качество поверхностного слоя детали — результат воздействия одного или нескольких последовательно примененных технологических методов, характеризуется: шероховатостью, волнистостью, физико-механическими свойствами поверхностного слоя, химическим составом.
Надежность ТП — свойство ТП обеспечивать изготовление продукции требуемого уровня качества с регламентированным тактом выпуска при установленных трудовых и материальных затратах.
Стабильность ТП — свойство ТП сохранять во времени параметры и закон распределения погрешностей качества изделия.





