

Виды конструкций сверлильного оборудования
Данная группа включает как универсальные модели с последовательным выполнением операций (не только основных, но и токарных и фрезерных), так и специализированные станки с ЧПУ, настраиваемые оператором и отрабатывающих заданный программой набор действий. Последние в свою очередь разделяются в зависимости от диапазона возможностей на узкие и широкие, используемые при изготовлении конкретных деталей или перенастраиваемые на ходу.
К общим конструктивным признакам относят наличие как минимум одной многошпиндельной головки с интервалом между посадочными отверстиями в 1,5 дюйма (32 мм), в свою очередь перемещаемой в горизонтальной или вертикальной плоскости в зависимости от вида выполняемых операций. Самый простой станок имеет именно такое исполнение и не оснащен ЧПУ, сверление отверстий в разно направленных участках у них осуществляется в несколько заходом с условием переворачивания заготовки. Такие модели рекомендуют приобрести только с целью установки в частных мастерских, их функциональность и скорость работы ограничены.
Для массового производства однотипных деталей используются так называемые проходные разновидности с автоматическим управлением. В отличие от упрощенных версий сверлильно-присадочных станков они имеют две горизонтальные головки и несколько вертикальных узлов снизу (с обычными или вращающимися головками). Они выполняют заложенный алгоритм в кратчайшие сроки, единственными недостатками этих моделей является высокая цена и сложности при необходимости внесения изменений в программу (переналадка такого оборудования занимает много времени и требует привлечения специалистов).
Самые гибкие и универсальные характеристики наблюдаются у устройств с продольной подачей заготовок и программным управлением, также называемых обрабатывающими центрами. Они оснащены выдвигающимися по команде шпинделями, их перенастройка не составляет труда из-за простого интерфейса и заложения многочисленных алгоритмов в памяти. По времени обработки детали они проигрывают проходным (что делает нецелесообразным их применении при крупносерийном производстве), но по функциональности и остальным показателям выигрывают у всех аналогов, единственным ограничением их повсеместного использования является дороговизна.
Советы по выбору
Главным определяющим критерием является условия мебельного производства и объемы выпуска, модель будет окупаться только при соответствии с потребностями конкретного предприятия. Для разового бытового использования это оборудование категорически не подходит даже при условии покупки б/у, услуги по его аренде крайне редки и представляются только в крупных городах. По этой причине выбор рекомендуют делать взвешенно и после консультирования со специалистами (что особенно актуально при приобретении сверлильно-присадочных станков проходного типа со сложной наладкой).
К дополнительным учитываемым показателям относят:
- Число приводов, при количестве шпинделей свыше 25 предпочтение отдается моделям как минимум с двумя двигателями, как более рационально распределяющим нагрузку.
- Качество выносных шлангов и упоров станка, для обеспечения надежной фиксации заготовок эти элементы должны сочетать жесткость и упругость.
- Тип передачи вращающегося усилия двигателя на шпиндели и долговечность этих углов. Оптимальными характеристиками обладают станки с шестернями из высокопрочной стали, работающие по гипоидной схеме, худшими – ременные. Цепные разновидности признаны достаточно надежными, но при их выборе следует быть готовым к большому количеству шума.
- Наличие или отсутствие регулировки высоты подъема головки, модели с такой технической возможностью являются более функциональными.
- Параметры питающей сети и объемы потребления. Станки с подключением к трехфазной сети далеко не всегда оправданы на мелких предприятиях, о необходимости отдельной защищенной линии также желательно знать заранее. В идеальном варианте производительность сверлильно-присадочного аппарата и мощность его потребления обосновываются экономическим расчетом.
- Способ управления (ручной или автоматизированный), простоту и сроки выполнения калибровки или смены настроек. При всех преимуществах ЧПУ стоимость моделей с такими возможностями окупается только при крупном производстве или при повышенной сложности карт присадки.
- Предлагаемую производителем комплектацию и срок действия его гарантийных обязательств, доступность сменного рабочего инструмента.
- Наличие или отсутствие дополнительных функций, возможность установки вспомогательных приспособлений.
- Эффективность системы аспирации.
Классификация и принцип действия
В мебельном производстве сверлильно-присадочное оборудование предназначается для подготовки установочных мест шурупов, штифтов, винтов, ручек, шарниров, петель под последующую стандартизированную сборку цельных изделий.
По выполняемым функциям станки подразделяют:
- Универсальные. Выполняют полный набор последовательных операций, включая токарные и фрезерные. Применяются в серийном производстве и индивидуальном конструировании.
- Специализированные. Относятся к автоматизированным устройствам с широким диапазоном возможностей, выполняющих заданный программой набор операций. Настройка последовательности производится оператором.
Специальные. Имеют ограниченный узко настроенный функционал под конкретную заготовку. Перенастройку делают специализированные организации.
Все присадочные станки действуют, как агрегатные установки, в которых разное количество шпинделей с закрепленным инструментом от края, последовательно сверлит и обрабатывает отверстия, пазы. Головки применяют как одношпиндельные, так и многошпиндельного исполнения. По их количеству различают: позиционные, полуавтоматы, с ЧПУ, под петли.
Пример действий
Выполненная по габариту заготовка позиционируется на столе по направляющей линейке, ограничивается упорами, крепится прижимами. При нажатии кнопки «Пуск», головка с исполнительным инструментом выдвигается к краю поля, начинает сверление глубиной 4 – 9 см, скорость продвижения в рабочей зоне 5 – 10 м/мин. По окончании – возвращается в исходное положение.
Многофункциональный принцип работы учитывает необходимость обработки скошенных ребер. Узел со шпинделями может подходить к плоскости под углом до 90°, подаваться снизу.
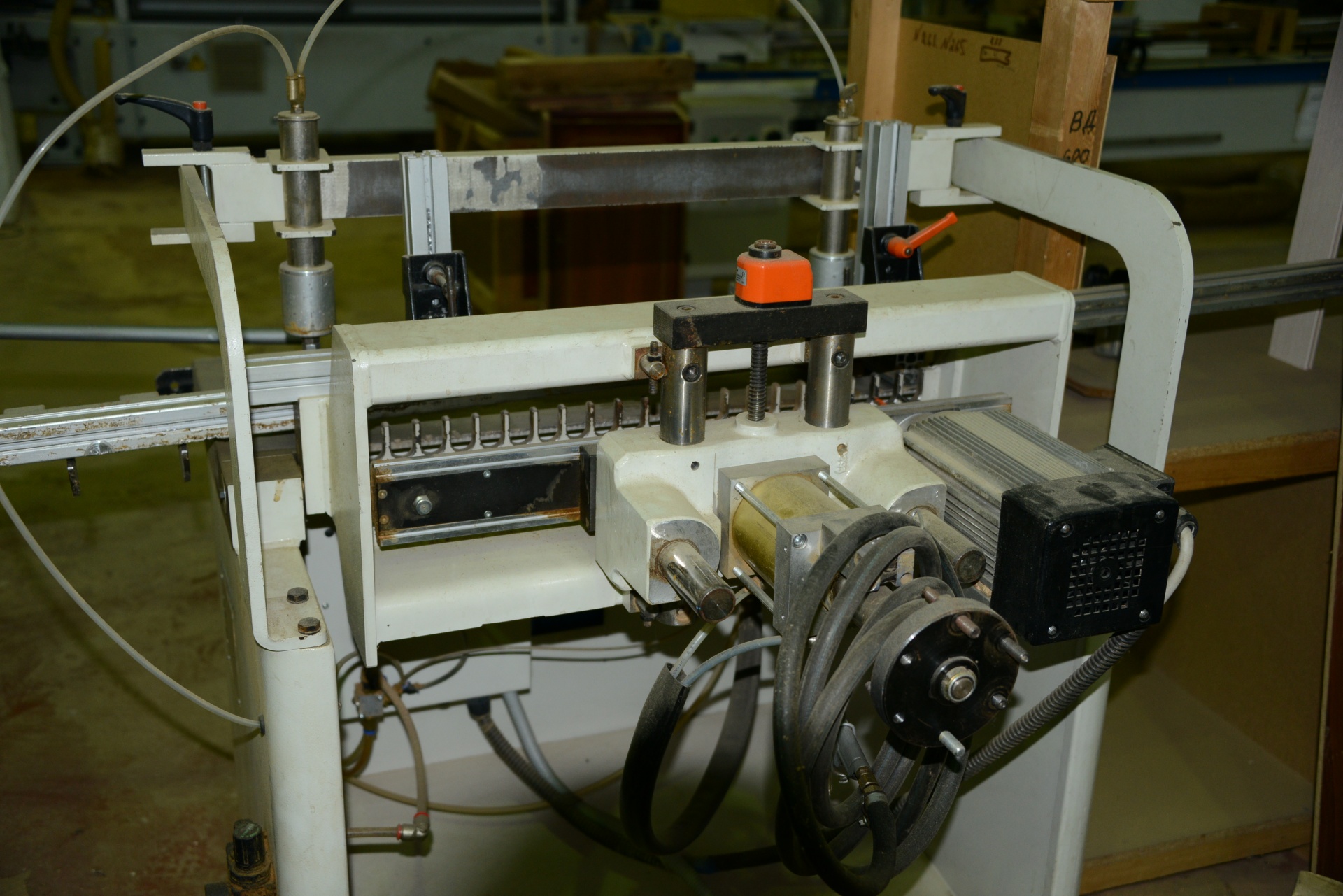
Сверлильная многошпиндельная головка

многошпиндельная головка
Присадочный станок любого типа непременно содержит этот элемент.
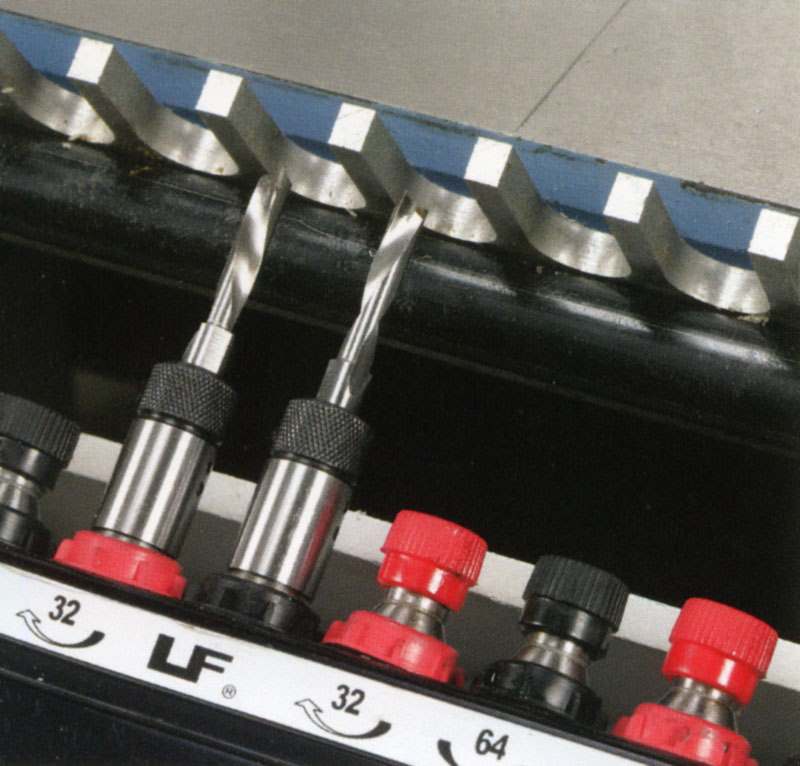
Головка состоит из шпинделей, установленных в ряд с одинаковыми промежутками — 3,2 см. Это стандарт для мебельного оборудования, которого придерживаются практически все производители.
Отличия возможны для специальных аппаратов, например, выполняющих отверстия под фасадные петли. Параметры сверления зависят от особенностей петель.
Движение от электромотора поступает через шестеренки, находящиеся внутри головки. Головка в зависимости от количества шпинделей может оснащаться парой электромоторов. Подобная схема определяет вращение шпинделей в разные стороны. Поэтому в качестве исполнительных органов могут быть сверла с правым и левым винтом. Шпиндели, вращающиеся от одного двигателя, отмечают одним цветом.
Скорость движения шпинделей выдерживается в пределах 2700 оборотов в минуту. Чаще всего многошпиндельные головки содержат шпинделей. Промежуток между крайними сверлами в таких аппаратах составляет 64 и 83,2 см. Сверла поперечником 5 мм и 10 мм легко вставляются в патроны.
Сверлильное оборудование с ЧПУ
Сверлильный автомат с ЧПУ отличается от обычных моделей тем, что оно управляется через компьютер специальной программой, имеющей все параметры обработки. Такие станки выполняют обработку заготовок с использованием сверлильного инструмента различного назначения. Они обладают:
- Простотой использования, просто требуется выбор программы и последующая загрузка материала. В памяти заложено много карт присадки, поэтому можно выбрать любую, переналаживать не надо.
- Надежностью, устойчивости всей конструкции помогает массивность цельносварной станины оборудования.
- Высокой точностью, поскольку линейные направляющие характеризуются повышенной жесткостью.
- Максимальной скоростью вращения до 18000 оборотов в минуту.
- Компактной конструкцией – вес не превышает 5000 кг.
- Автономностью – вмешательство станочника не требуется.
Продукция получается качественной, соответствующей заданным требованиям по параметрам.










Комплектующие и расходные материалы
Помимо основных элементов, сверлильно-посадочный станок может содержать различные насадки и другие расходники. В основном в качестве комплектующих мастера используют:
- быстросъемные сверла;
- фрезы;
- развертки.


С их помощью удается добиться высокой точности сверления технологических отверстий мебельного фасада, а также ускорить работу оборудования. Сверлильно-посадочные станки – надежные и востребованные агрегаты, посредством дополнительного оснащения и смазки которых удается организовать конвейерное производство. Результатом такого подхода становится снижение временных затрат на обработку каждой детали будущей мебели.

Характеристики известных моделей сверлильно-присадочных станков
Ниже мы представим обзоры наиболее популярных у мебельщиков моделей таких станков, чтобы вы могли сделать правильный выбор.
Характеристика модели Vitap ALFA 21 Classic
 Такая модель производится в Италии и включает в себя большое количество разных функций. В частности, это горизонтальное и сквозное сверление. Станок оснащен сверлильной головкой и шпинделем (его размер равен 21). Им можно обрабатывать заготовки с параметрами 80 на 30 см, а при сверлении отверстие может иметь глубину до 7 см. Станок имеет электродвигатель мощностью в 2 кВт.
Такая модель производится в Италии и включает в себя большое количество разных функций. В частности, это горизонтальное и сквозное сверление. Станок оснащен сверлильной головкой и шпинделем (его размер равен 21). Им можно обрабатывать заготовки с параметрами 80 на 30 см, а при сверлении отверстие может иметь глубину до 7 см. Станок имеет электродвигатель мощностью в 2 кВт.
В числе дополнительных функций:
- можно менять глубину и высоту сверлильной головки (есть 8 позиций);
- можно менять скорость сверления.
Стоимость оборудования — от 5500 у.е.
Описание станка марки Griggio
 Данный станок, как и предыдущий, тоже производится в Италии и является одним из лидеров на рынке сверлильно-присадочных конструкций. Под этим брендом производятся модели как для индивидуального, так и промышленного применения. Для использования по назначению потребуется дополнительно приобрести лубрикатор.
Данный станок, как и предыдущий, тоже производится в Италии и является одним из лидеров на рынке сверлильно-присадочных конструкций. Под этим брендом производятся модели как для индивидуального, так и промышленного применения. Для использования по назначению потребуется дополнительно приобрести лубрикатор.
Одна из популярных моделей этой марки — это GF 21, которая используется для выполнения отверстий в фурнитуре различных мебельных конструкций. Она оснащена одной сверлильной головкой и шпинделем, а также столешницей размером в 90 на 38 см. Можно сделать отверстие глубиной до 8,5 см, вес конструкции составляет 302 кг, а мощность двигателя — 1,5 кВт.
Дополнительные опции:
- автоматическая настройка глубины сверления;
- цифровой индикатор для определения толщины конструкции.
Стоимость оборудования — 3200 у.е. и выше.
Более совершенная модель такого станка — это GF 2З. Преимущественно по своим техническим характеристикам она не отличается от предыдущей. Количество шпинделей здесь 23. Кроме того, первый шпиндель расположен на расстоянии 70,4 см от последнего. Это позволит обрабатывать более крупные детали.
Такое оборудование обойдется в 3600 у.е.
Свойства сверлильно-присадочного устройства MZ 7121
Данная модель производится в Китае, ее преимущества такие:
- обеспечение высокой точности работы;
- высокая производительность;
- надежность;
- возможность применения на крупных предприятиях или на малых.
Характеристики таковы:
- имеется одна сверлильная головка и шпиндель 21;
- есть столешница 125 на 120 см;
- можно делать отверстия до 6 см в глубину;
- электродвигатель весом 202 кг имеет мощность 1,5 кВт.
Минимальная стоимость модели — 2500 у.е.
Модель MZ 7121a является модификацией предыдущей и отличается более длительным сроком эксплуатации.
Особенности модели Maggi Boring System 21
 Данное оборудование может делать отверстия в соответствии с технологическими требованиями к производству мебели и фурнитуры. Оно оснащено столешницей 78, 5 на 37, 5 см. Максимальная глубина отверстий — 6,5 см. Двигатель весом в 275 кг имеет мощность 1,5 кВт. Ориентировочная стоимость — порядка 2500 у.е.
Данное оборудование может делать отверстия в соответствии с технологическими требованиями к производству мебели и фурнитуры. Оно оснащено столешницей 78, 5 на 37, 5 см. Максимальная глубина отверстий — 6,5 см. Двигатель весом в 275 кг имеет мощность 1,5 кВт. Ориентировочная стоимость — порядка 2500 у.е.
В наше время трудно представить мелкое или крупное предприятие по производству мебели без станков данного типа
Очень важно правильно выбрать такое оборудование, зачастую это бывает очень сложно, поскольку обязательно следует учитывать технические характеристики модели, которые непосредственно влияют на качество работы
https://youtube.com/watch?v=PNP_LDEE4I0
Разновидности сверлильно присадочных станков
для одной детали
Основу конструкции первых образцов таких станков образовывала станина со столом и сварная рама, которая служила местом размещения шпинделей. В момент запуска электродвигателя станок начинал работу, рама опускалась, в результате шпиндели выполняли необходимые отверстия. В нашей стране не было машиностроительных предприятий, которые выпускали подобное оборудование, из-за чего каждому мебельному производству приходилось заниматься их созданием самостоятельно. Надо сказать, что этот процесс был довольно продолжительным, причем на каждую отдельную деталь приходилось изготавливать свой определенный станок.









По этой причине через некоторое время было решено отказаться от подобных станков и использовать вместо них многошпиндельные станки для различных деталей. В наши дни подобное оборудование является высоковостребованным для небольших мебельных фабрик, поскольку самодельные сверлильно-присадочные стоят намного дешевле по сравнению с заводским оборудованием.
Начиная с конца XX столетия, мебельные предприятия начинают переходить на использование многошпиндельных станков со сверлильной головкой. Последняя предусматривала определенное количество отверстий, которые использовались для установки различных сверл. Эти отверстия располагались на расстоянии 1,5 дюйма относительно друг друга. Двигаться головку заставлял электродвигатель, используемый совместно с ремневыми, шестеренными или цепными передачами. Ремневые передачи служат крайне недолго, поскольку их приходится очень часто менять.
Особенностью конструкции станков, предназначенных для индивидуального изготовления мебели, является наличие одной шпиндельной головки, для которой отводится место в горизонтальной или вертикальной плоскости. Точное расположение определяется отверстием, которое нужно создать. Многошпиндельные сверлильно-присадочные станки с одной головкой могут применяться для выполнения ряда операций:
- выполнение вертикальных отверстий;
- изготовление горизонтальных отверстий.
Конечно, можно создать все отверстия разом, однако это требует смещения детали, а это становится причиной нарушения геометрии при сверлении.
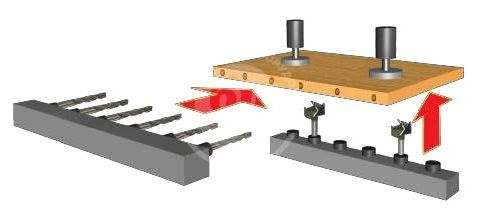
На фоне многошпиндельных головок более привлекательными являются станки-половинки, которые превосходят первые в плане функциональности и практичности
Важной особенностью является наличие одной боковой горизонтальной сверлильной головки и двух вертикальных, располагающихся снизу. При использовании станков-половинок возникает меньше проблем в эксплуатации, нежели при работе со сверлильными головками. Дело в том, что с их помощью можно выполнить придаточные отверстия в три-четыре приема
Подобное оборудование представляется отличным выбором для индивидуального применения
Дело в том, что с их помощью можно выполнить придаточные отверстия в три-четыре приема. Подобное оборудование представляется отличным выбором для индивидуального применения.
В конструкции автоматических сверлильно присадочных станков предусмотрены вращающиеся головки, за счет которых появляется возможность для изготовления отверстий, имеющих разные размеры и сложные карты присадки. Их можно использовать для изготовления серийной продукции. Среди минусов, которыми обладает подобное оборудование, следует выделить долгую настройку. В тех случаях когда возникает задача по изготовлению деталей с нестандартными размерами, калибровка станка потребует настройки его течение всего дня.
Наилучшим выбором для предприятий, которые специализируются на выполнении индивидуальных заказов по изготовлению мебели, будут выступать сверлильно-присадочные станки с продольной подачей. Достоинством подобного оборудования следует назвать отсутствие сложностей в настройке, наличие вызываемых головок. При этом, чтобы обработать одну деталь, приходится затрачивать порядка 2 минут. Для предприятия, которое ориентировано на изготовление продукции в больших масштабах, это очень много.
К числу дорогостоящих сверлильно присадочных станков следует отнести оборудование с поперечной подачей. Его завышенная цена обусловлена высокими показателями КПД. Когда приходится создавать отверстия в детали, у специалиста есть возможность использовать только одно определенное сверло.
Сверлильный двухшпиндельный станок
Сверлильный двухшпиндельный станок высверливает отверстия в одновременном или поочередном режиме в оцилиндрованной древесине. Также можно высверливать глухие отверстия под названием «седло». На зажим заготовки можно экономить время благодаря пневмоприжимам, при этом существует фронтальная загрузка бревна.
Простоя в работе такого станка не будет, благодаря 4м рабочим зонам стола. В то время, пока одна сторона обрабатывает, другая — участвует в погрузке плиты, поэтому производительность увеличивается ровно в два раза. Расстояние между шпинделями регулируется ручным управлением маховика, и активация шпинделя происходит в отдельном или совместном соотношении.
Сверлильный станок с ЧПУ и автоматической сменой инструмента
Сверлильные станки с ЧПУ оснащены функцией смены рабочего инструмента без вмешательства оператора. Автоматическая замена сверлильного инструмента быстро выполняется автооператором, магазином инструментов, револьверными головками.

Автоматическая смена инструмента на сверлильных станках с ЧПУ помогает повысить производительность труда, сокращается при этом число простоев и время на смену сверлильного инструмента.
Большинство станков с системой ЧПУ быстро и с точностью выполняет весь комплекс сверлильных операций на заготовках для сборки мебели из различных материалов.
Сверлильно-присадочный станок GF 21 — Станкофф.RU
Универсальный с одной поворотной многошпиндельной головкой для сверления отверстий в пласть и торец.
Рекомендуется для небольших предприятий, занимающихся единичным и мелкосерийным производством.
Стандартное оснащение
| Алюминиевая линейка 3000 мм с 4 упорами-флажками (2 части по 1500 мм). | |
| 2 пневматических самонивелирующихся прижима с помощью кнопки позиционируются на заготовках любой толщины, без ручной регулировки. | |
| Пневматический наклон сверлильной головки 0-90° с блокировкой в любом положении и фиксатором на 45°: Положение шпиндельной головки для сверления по вертикали. | |
| Положение шпиндельной головки для сверления по горизонтали | |
| Положение шпиндельной головки для сверления под углом 45° | |
| QUICK DEPTH – Устройство быстрого вычисления и регулировки глубины сверления. |
- 2 фронтальных упора для совмещения вертикального и горизонтального сверления
- Счетчик для указания толщины заготовки
- Шпиндели быстрого зажима
- 5 штук быстрозажимных втулок
Опции
- Дополнительный пневматический прижим
- Быстрозажимные втулки для сверл
- Дополнительная алюминиевая линейка 3000 мм с 4 упорами
- Дополнительная алюминиевая линейка 1500 мм с 2 упорами (правая)
- Дополнительная алюминиевая линейка 1500 мм с 2 упорами (левая)
- Дополнительный упор на алюминиевой линейке
- Неподвижный калибр для упора линейки (для установки упора на линейку 704 мм)
- Неподвижный калибр 500 мм для параллельного позиционирования заднего упора
- Транспортир для установки упоров на столе на одинаковом расстоянии
| Специальный упор для линейных отверстий | |
| Боковой упор на столе с микрометрической регулировкой маховичком | |
| Угольник для стыковки под углом 45° | |
| Угольник для стыковки под углом 90° | |
| Фрезерныйузел для петель «TRIMAC» |
Производитель: Griggio
Родина бренда: Италия
| Технические характеристики сверлильно-присадочного станка GF-21 | |
| Количество шпинделей, шт. | 21 |
| Межосевое расстояние между двумя шпинделями, мм | 32 |
| Расстояние между внешними шпинделями, мм | 640 |
| Максимальная глубина сверления, мм | 65 |
| Максимальная толщина заготовки, мм | 90 |
| Мощность электродвигателя, л.с./кВт | 2,0/1,5 |
| Вес нетто, кг | 280 |
| Размеры стола, мм | 860х400 |
| Максимальный размер заготовки, мм | 850х3000 |
| Скорость вращения шпинделя, об/мин | 2800 |
| Рабочее давление, атм. | 6-8 |
| Габариты, мм | 1100х780х1300 |
Пока нет отзывов на данный товар.
Оставить свой отзыв
Ваш отзыв поможет другим людям сделать выбор. Спасибо, что делитесь опытом!
- В отзывах запрещено: Использовать нецензурные выражения, оскорбления и угрозы; Публиковать адреса, телефоны и ссылки содержащие прямую рекламу;
- Писать отвлеченные от темы и бессмысленные комментарии.
- Информация не касающаяся товара будет удалена.
Общие сведения о сверлильно-присадочных станках
Первое время деревянные элементы скрепляли между собой при помощи шиповых соединений. Что же касается отверстий, то для их создания использовали коловорот или ручную дрель. Когда же большое распространение получили плитовые элементы, при изготовлении мебели возникла необходимость в создании большого количества отверстий, которые бы позволяли соединять элементы. Естественно, на тот момент уже нельзя было вручную выполнить множество отверстий. И, начиная с 50-х годов XX столетия, в серийном производстве мебели стал распространенным такой термин, как карта присадки. В прошлые годы слово «присадка» подразумевало соединение деталей между собой. В наши дни под этим термином понимаются созданные путем сверления отверстия. Если говорить о карте присадки, то под ней подразумевают чертеж расположения точек, которые должны быть просверлены.







Действие сверлильно-присадочного оборудования сводится к выполнению точных замеров и созданию отверстий, чтобы впоследствии соединить с их помощью деревянные элементы.
Преимущества многошпиндельных головок
Несколько вертикально расположенных головок с набором режущего инструмента, горизонтальный шпиндель для работы по торцам, требуют автоматических контроллеров и регулировки скорости вращения. Фиксирование детали обеспечивают пневматические зажимы. Устройство привода обеспечивает одновременную работу узлов.
Принцип работы оборудования
Компоновка оборудования дает такие преимущества одновременной обработки:
- точные настройки программируются, дополнительные (поправочные) значения вносятся быстро с пульта;
- серийность (повторяемость) операций по действию в 2 плоскостях;
- изменение угла наклона сверла;
- нарезка правого и левого винта;
- возможность применения в конвейерных линиях при оснащении автоматами выгрузки/подачи сырья.
Шпиндели присадочного станка SCM Cuspide 21
Количество шпинделей варьируется, чаще всего их 21 или 27 шт. Соответственно, по центрам крайних сверлильных мест будет 64/83,2 см. Патроны устанавливаются под хвостовики O 5 мм, O 10 мм. Максимальный O на сверлильно-присадочные центры 12 мм. Сверла изготавливаются из твердых сплавов для интенсивных условий работы.





