

Фрезерные аппараты с ЧПУ
Данные станки нашли свое применение в массовом производстве деталей с высоким качеством. Фрезерные станки с ЧПУ намного отличаются от обыкновенных фрезерных станков, потому что на них оборудование производят с использованием последних технологий. С их помощью можно добиться высокого качества изготовления деталей, при высокой скорости производительности.
В малосерийном и серийном производстве, где нужно выполнить сверление, зенкерование, растачивание отверстий в деталях из пластмасс, черных и цветных металлов применяются станки с ЧПУ. Данное оборудование снабжается приводом, который управляется контроллером, подключенным к любому компьютеру.
Среди главных превосходств отмечают:
- высокое повышение производительности со станком на ручном управлении;
- явное понижение нужды в квалифицированных рабочих;
- очевидное снижение сроков перехода на производство новых заготовок;
- более элементарное и практическое оснащение;
- высокое сокращение сроков производственного цикла.
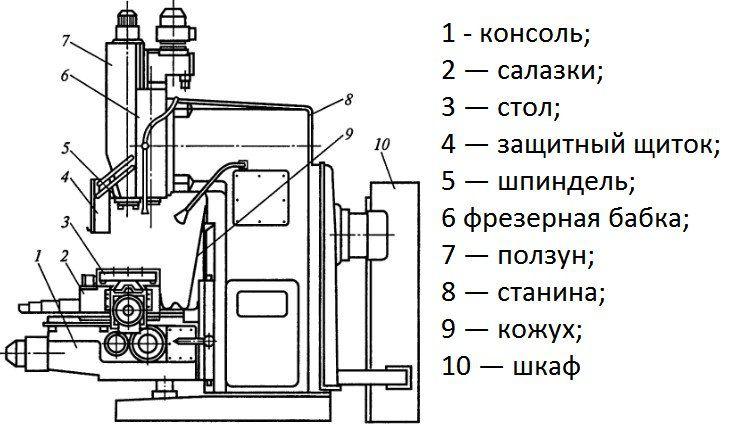
Устройство
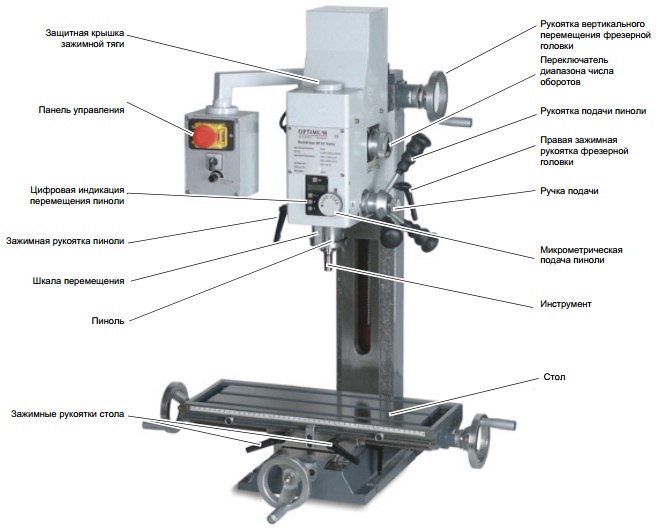
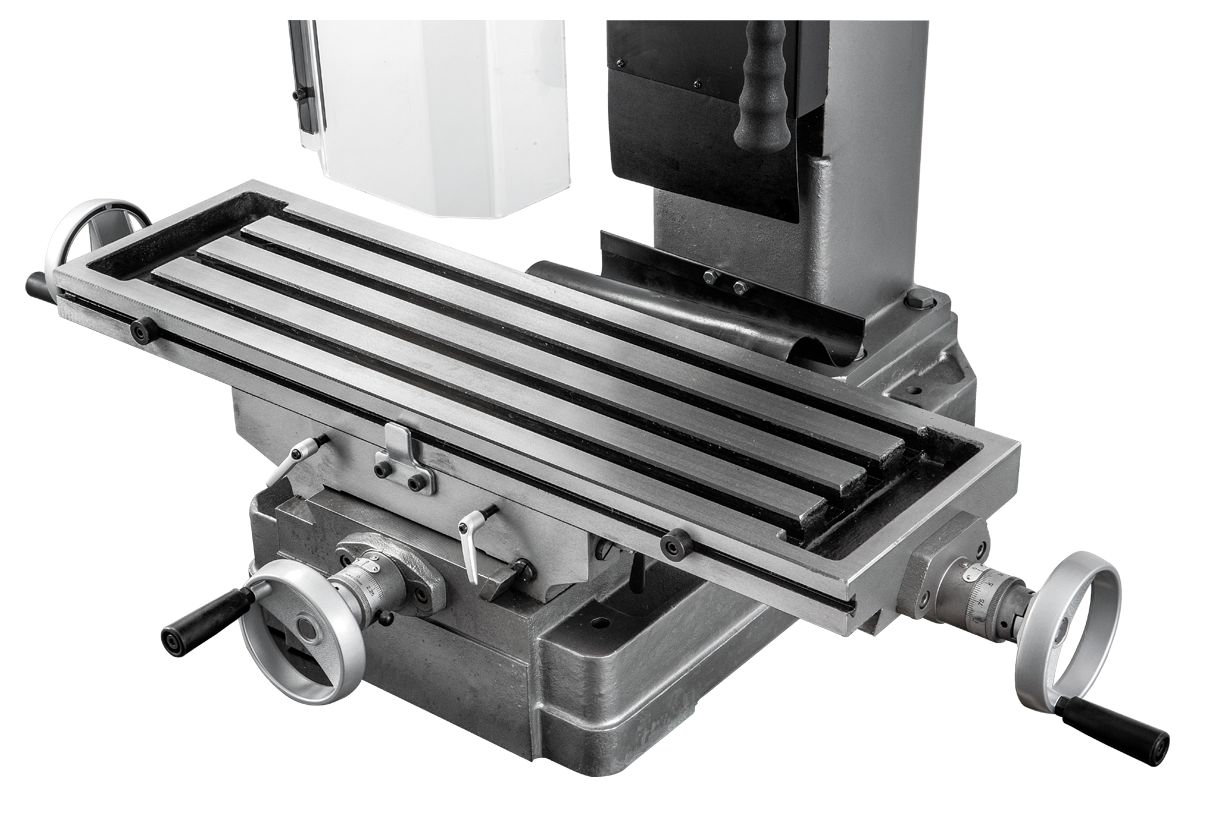
Основные элементы конструкции на примере простого станка НГФ110Ш:

Несущие элементы, детали корпуса, отлитые из чугуна:
- основание станка, плита, в которой расположена электрическая аппаратура;
- стойка на этом основании, в которой расположены шестерни коробки скоростей вращения шпинделя;
- сзади или внутри стойки закреплен электродвигатель;
- консоль, на которой закрепляется рабочий стол;
- сам рабочий стол с салазками;
- хобот с серьгой – верхняя часть станка, в которой установлен шпиндель;
- дополнительные элементы;
- тиски на салазках для зажима деталей;
- светильник на гибкой трубе.
Кинематическая схема
Крутящий момент передается от электродвигателя на первичный вал коробки скоростей через ремень на шкивах. От коробки скоростей вращение передается уже на шпиндель. Коробка скоростей на НГФ110 имеет 6 ступеней, которые соответственно выдают на шпиндель следующее количество об/мин: 125, 200, 315, 500, 800, 1250 об/мин.

Коробка скоростей станка НГФ 110
Конструктивные особенности
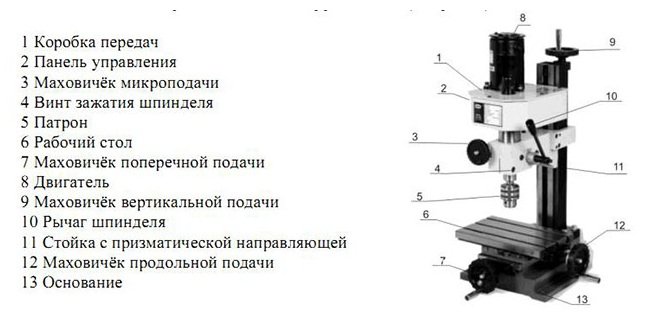
 Существует просто огромное количество различного сверлильного оборудования, все они имеют свои конструктивные особенности. Наибольшее распространение получили модели вертикальной компоновки. Классическая конструкция вертикального станка состоит из следующих элементов:
Существует просто огромное количество различного сверлильного оборудования, все они имеют свои конструктивные особенности. Наибольшее распространение получили модели вертикальной компоновки. Классическая конструкция вертикального станка состоит из следующих элементов:
- Шпиндельная бабка предназначена для размещения рабочего патрона, в котором будет фиксироваться режущий инструмент. Частить устройство может с различной скоростью.
- Шпиндель является частью сверлильной головки, в которую также входит ременная передача и электрический двигатель, приводящий в движение режущий инструмент. Ременная передача позволяет регулировать количество оборотов, а также защитить электродвигатель от перегрузки. Кроме этого, привод может быть выполнен в виде сочетания звездочек и шестерен.
- Бабка крепится на несущей стойке, которая изготавливается при использовании металла с высокой прочностью. При создании стойки уделяется больше всего внимания жесткости.
- Вся конструкция базируется на массивной плите. Изготавливается она из стали или чугуна методом литья.
- Схема предусматривает наличие коробки скоростей. Она позволяет регулировать скорость вращения режущего инструмента. Практически все технологические карты по изготовлению различных изделий указывают на то, при какой скорости должна проводится обработка.
- Панель управления может состоять из различных клавиш и тумблеров. В последнее время чаще встречаются модели станков с установленным сенсорным дисплеем, через который проводится установка основных параметров.
- Чертеж современных сверлильных станков предусматривает и наличие защитного стекла, изготавливаемого из материалов с повышенной устойчивостью к механическому воздействию.
Каждый узел перед началом выполнения работ должен тщательно проверяться.
Классификация сверлильно-фрезерного оборудования
Конструкция сверлильно-фрезерного станка
Одним из преимуществ сверлильно-фрезерных станков является большой ассортимент выбора моделей станков. С их помощью можно выполнять несколько типов операций для обработки различных заготовок.
Прежде всего необходимо определиться с перечнем выполняемых операций. Это может быть сверление, рассверливание, зенкование, фрезерная обработка, формирование канавок различной формы. После этого составляются оптимальные характеристики, которыми должно обладать оборудование. Помимо технических свойств учитываются конструктивные особенности.
В зависимости от компоновки и эксплуатационных качеств различают следующие типы сверлильно-фрезерных станков:
- по видам работ. С помощью этого оборудования помимо стандартных операций можно выполнять гравировку, изготовление деталей по копиру. Для последнего необходимо специальное приспособление;
- расположение шпиндельной головки. Традиционно она находится в вертикальном положении относительно рабочего стола. Но есть модели, у которых монтажный патрон располагается горизонтально. Их основная функция – фрезерование, сверление является вспомогательной;
- возможность поворота шпиндельной головки. Эта функция позволит выполнять операции сверления и фрезерования на поверхности сложных по конфигурации заготовок.
Дополнительно оборудование может оснащаться блоком ЧПУ. Благодаря такой модификации можно повысить точность работ, а также снизить время их выполнения. Но не каждая модель рассчитана для установки числового программного управления. В некоторых случаях необходимо выполнить глобальную модификацию оборудования.
Принцип работы продольно-фрезерных станков
Основным движением резания при фрезерной обработке считается вращение режущего инструмента. К вспомогательным движениям относятся продольные, поперечные и вертикальные перемещения фрез на рабочей подаче. Как уже говорилось, продольные возвратно поступательные движения обрабатываемой заготовке придает стол станка. Поперечные и вертикальные перемещения совершает режущий инструмент, закрепленный в шпинделе горизонтальной или вертикальной фрезерной бабки. Каждая, из четырех фрезерных бабок, имеет независимый привод главного движения.
Привод подач для всех фрезерных головок общий. Для установки инструмента на заданный размер применяются выдвижные гильзы шпинделя. Учитывая тот факт, что фрезерная обработка на продольно-фрезерном станке происходит в тяжелых условиях (инструмент работает на удар), все основные узлы (стол, фрезерные головки, траверса, шпинделя) имеют принудительную систему смазки. Она состоит непосредственно из одного или нескольких резервуаров для машинного масла, маслопроводов и перекачивающего насоса (насосов). Периодичность подачи смазки может осуществляться как в автоматическом так и ручном режимах.
Для закрепления режущего инструмента каждый станок оснащается комплектом инструментальных оправок с коническими посадочными элементами. Обрабатываемые заготовки на столе могут закрепляться как при помощи универсальных станочных, так и при помощи специально спроектированных многоместных приспособлений. Поверхность стола имеет специальные «Т» образные пазы, в которые вводятся головки прижимных болтов, закрепляющих заготовки или установочные приспособления.
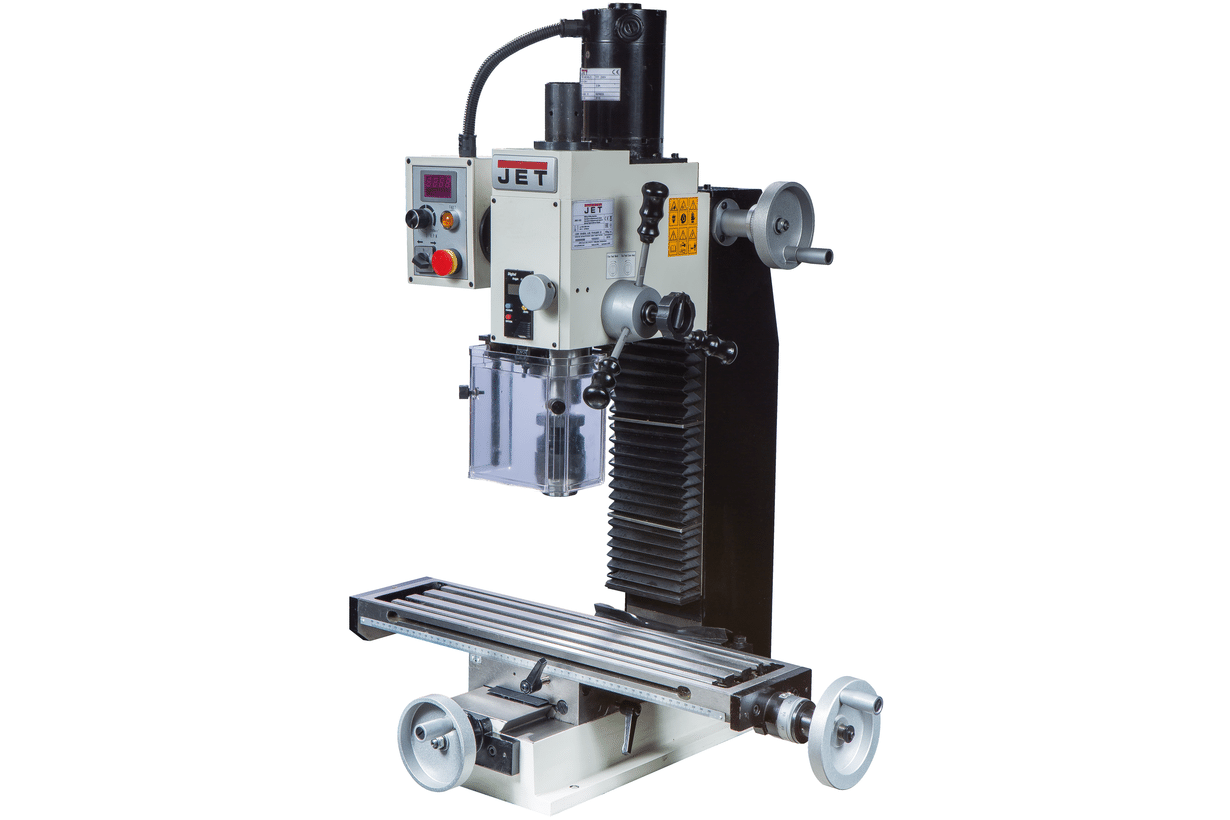
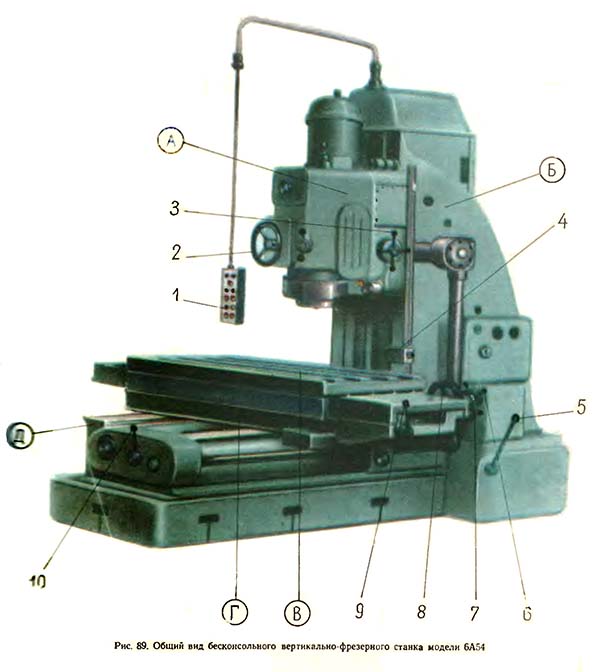
Вертикально-фрезерные станки
Этот агрегат предназначен для обработки заготовок при помощи торцевых, фасонных и цилиндрических, концевых фрез. А также возможно выполнять работы по сверлению. Служит для обработки зубчатых колес, рамок и углов, вертикальных и горизонтальных плоскостей, которые выполнены из стали, чугуна, а также из цветных и разнообразных сплавов.
 В подобных станках нет консоли, а стол двигается по направляющим станины. Благодаря этой конструкции он имеет предельную жесткость, что, в свою очередь, обеспечивает сравнительно точную обработку детали. Головка шпинделя является также коробкой скоростей. Шпиндель совместно с гильзой возможно двигать в осевом направлении.
В подобных станках нет консоли, а стол двигается по направляющим станины. Благодаря этой конструкции он имеет предельную жесткость, что, в свою очередь, обеспечивает сравнительно точную обработку детали. Головка шпинделя является также коробкой скоростей. Шпиндель совместно с гильзой возможно двигать в осевом направлении.
Вертикально-фрезерный станок имеет два вида:
- вертикальный консольно-фрезерный;
- вертикальный без консоли.
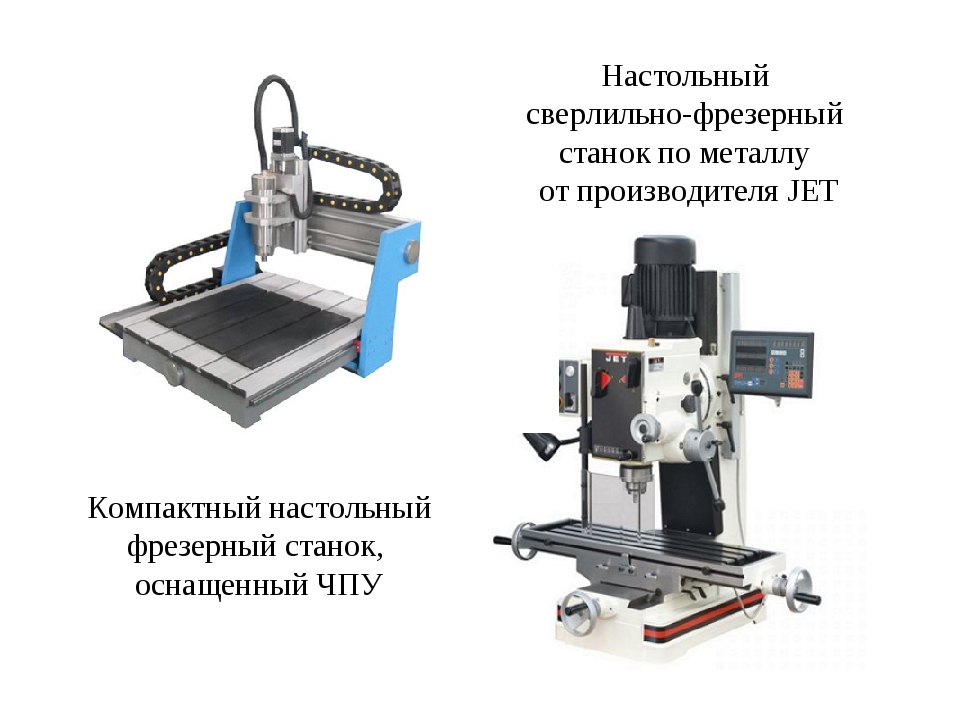
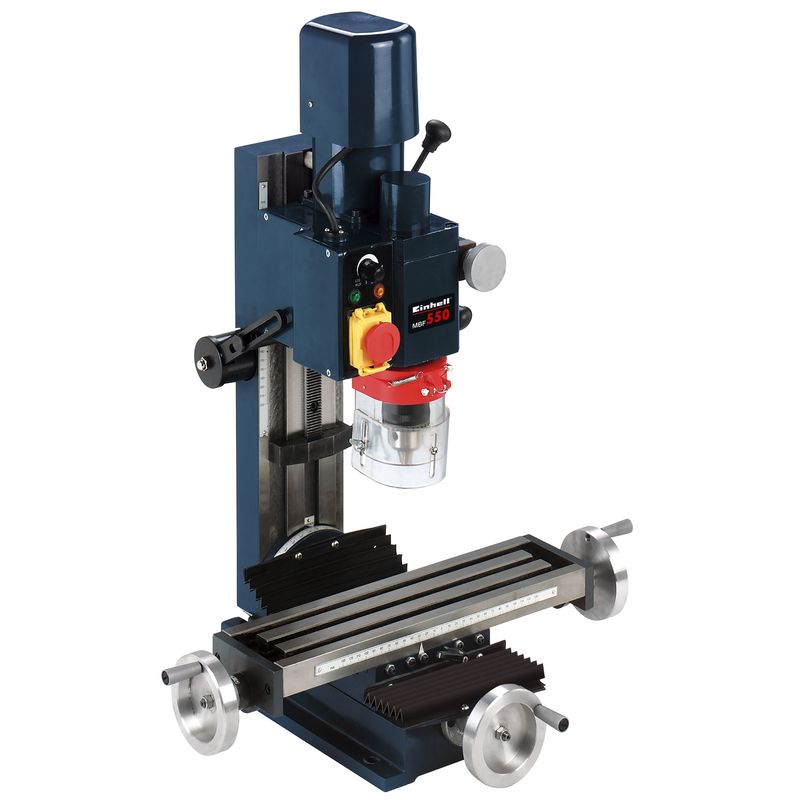
Настольные станки
Настольные весьма компактны и благодаря этому они широко популярны в мастерских по ремонту оборудования, автомастерских, в школах и пту также установлены такие станки. С помощью их производятся подобные работы:
- сверление отверстий, нарезка резьбы, вертикальная фрезеровка концевыми, торцевыми и шпоночными фрезами;
- горизонтальное фрезерование цилиндрическими, дисковыми и другими фрезами также проводится с их помощью.
Конструкционная особенность таких станков — это жесткость при верном монтаже. Если он будет установлен правильно, то все работы будут выполнены сравнительно точно. Применяется такой вид в серийном производстве разнообразных деталей. Низкое потребление электроэнергии, их компактность, маневренность и невысокая себестоимость, является преимуществом подобных станков.
ЧПУ: классификация и пояснения
ЧПУ сегодня в станках используется повсеместно, с той лишь оговоркой, что строго по технологическим нуждам: если есть возможность выполнить деталь, при этом нет требований по сверхточности ее исполнения, можно просто пригласить на работу опытного мастера, который выполнит ее на привычном ручном станке.
Хотя для работы дома (для ювелиров, художников по дереву и металлу) встречается миниатюрный настольный станок, но не менее профессиональный и надежный.
Видео:
Так что цена и вопрос уместности хоть и банальны, но насущны. Технологически систему ЧПУ можно поделить на 2 группы:
- Позиционная: сверло и заготовка движутся прерывисто – точка за точкой. При этом позиции находятся либо далеко (скажем, при растачивании и сверлении), либо близко друг от друга (как при точении и фрезеровании);
- Непрерывное перемещение: контурная работа в одно движение.
Позиционная система ЧПУ – самый простой вид управления, только используется в основном в сверлильных и координатно-расточных станках, где не требуется фигурное движение – только по прямой.
Прямоугольная система ЧПУ перемещает сверло по очереди вдоль конкретной оси координат, при этом скорость перемещения задана самой программой.
Такая система используется также ограниченно (сравнительно) на заготовках, которые можно класть параллельно к осям координат (точение, фрезерование).
Формообразующая ЧПУ
Об этом типе ЧПУ нужно сказать отдельно. Это более продвинутый вариант позиционирования и работы в целом, так как инструмент движется по двум координатам и более, что позволяет выполнять обработку заготовок любой формы.








Интерполятор одновременно выдает координаты в трехмерном пространстве в виде определенного числа приводов подач. Сегодня все больше выпускается станков именно с формообразующей ЧПУ.
Видео:
Да, они дороги, но такое профессиональное оборудование быстро окупается, так как позволяет производить сложнейшие детали, которые стоят недешево.
Но даже такой инновационный станок может предложить выбор опций: 2D и 3D формообразование.
2D формообразование управляется по двум осям координат, значит можно перемещать сверло по дуге и прямой линии. Частный вариант этого типа – 2½D формообразование.
ВАЖНО ЗНАТЬ: Работа фрезерных станков с ЧПУ по металлу
Сверло движется уже по 3 осям координат, но разница в том плане, что управляемыми являются всего 2 оси, а третья служит для установки, подвода и отвода инструмента.
После исполнения команды на движение в некой плоскости, система может перейти на движение в другой.
Такая система ЧПУ используется в простых станках, которые оснащены шаговым приводом подачи.
Что примечательно, обрабатывать на станке можно сложные контуры и поверхности, но объемная деталь обрабатывается послойно в конкретной вертикальной или горизонтальной плоскости, а не непрерывно.
3D формообразование – венец станкостроения, который производит высокоточные детали, причем с гладкой поверхностью.
Видео:
Инструмент станка движется сразу по 3 осям, а значит можно обработать любой пространственный контур непрерывно. По большей части используется метод фрезерования, чем сверления.
Впрочем, если станок универсальный, да еще и с 3D, то он выполнит любую деталь, не говоря уже про обычное сверление. Цена на такой агрегат достигает порой нескольких тысяч евро.
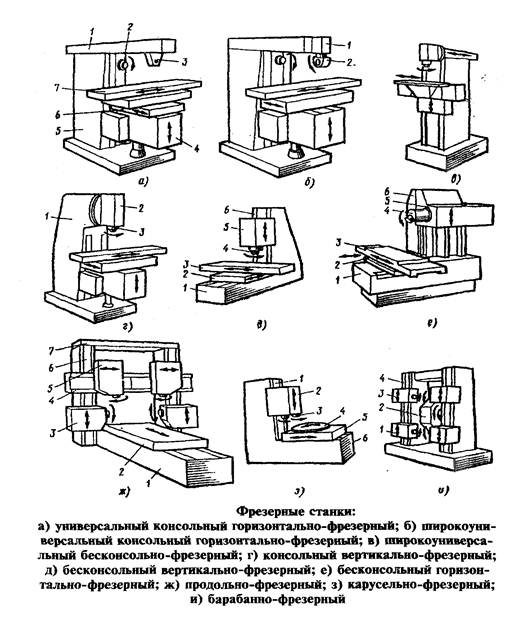
Классификация фрезерных станков
В классификации горизонтально-фрезерные станки отнесены в шестую группу, но часть их может принадлежать и к пятой как зубообрабатывающие и резьбонарезное оборудование. ЧПУ чаще устанавливается на станки 6 группы. Оборудование 5 группы не предназначено для выполнения особо точных задач. ЧПУ здесь может быть установлено лишь для ускорения производства, при необходимости обрабатывать идентичные заготовки в большом количестве.
По таблице классификации токарного оборудования по металлу станки делятся по массе:
- 1 группа – лёгкие, весом до 1 тонны;
- 2 группа – средние, вес которых не превышает 10 тонн,
- 3 группа – тяжёлые. Эта группа имеет деление.
- Крупные – от 10 до 30 тонн;
- Тяжёлые – от 30 до 100 тонн;
- уникальные, свыше 100 тонн весом.
Любое оборудование по металлу может быть оснащёно ЧПУ. Вторым критерием деления оборудования служит автоматическое, полуавтоматическое или ручное управление станком. При ручном управлении включение, остановка, подвод инструмента, регулировка подач и скоростей, установка деталей и их снятие с рабочей поверхности производится токарем.
 Классификация фрезерных станков
Классификация фрезерных станков
Полуавтоматический настраивается на определённый цикл обработки. Рабочему остаётся установить заготовку, закрепить её и нажать кнопку запуска. После отработанного цикла вращающийся шпиндель автоматически остановится. Токарю необходимо будет снять готовую деталь, вставить следующую заготовку, и вновь запустить станок.
При работе на автоматическом оборудовании, токарю достаётся роль наблюдателя и отладчика оборудования. ЧПУ для станков может быть разным, но все процессы по изготовлению деталей происходят без непосредственного участия оператора.
Влияет на столбец, в который распределено оборудование в классификационной таблице расположение шпинделя, его положение отражено в названии и маркировке – наклонные, вертикальные, горизонтальные.
Деление на подгруппы происходит по параметрам обработки в плоскости 2 или 4-координатном режиме. Также отражается на положении в таблице и его способность по обработке одной или нескольких деталей одновременно. Присутствие в конструкции станка ЧПУ не имеет значения на подгруппу в классификационной таблице.
Многоинструментальные горизонтально-фрезерные имеют несколько резцов, одновременно обрабатывающих поверхность одной детали с разных сторон, а многопозиционные производят обработку сразу нескольких заготовок. Оба типа оборудования более продуктивно работают с ЧПУ.
Классификация фрезерных станков
В классификации горизонтально-фрезерные станки отнесены в шестую группу, но часть их может принадлежать и к пятой как зубообрабатывающие и резьбонарезное оборудование. ЧПУ чаще устанавливается на станки 6 группы. Оборудование 5 группы не предназначено для выполнения особо точных задач. ЧПУ здесь может быть установлено лишь для ускорения производства, при необходимости обрабатывать идентичные заготовки в большом количестве.
По таблице классификации токарного оборудования по металлу станки делятся по массе:
- 1 группа – лёгкие, весом до 1 тонны;
- 2 группа – средние, вес которых не превышает 10 тонн,
- 3 группа – тяжёлые. Эта группа имеет деление.
- Крупные – от 10 до 30 тонн;
- Тяжёлые – от 30 до 100 тонн;
- уникальные, свыше 100 тонн весом.
Любое оборудование по металлу может быть оснащёно ЧПУ.Вторым критерием деления оборудования служит автоматическое, полуавтоматическое или ручное управление станком. При ручном управлении включение, остановка, подвод инструмента, регулировка подач и скоростей, установка деталей и их снятие с рабочей поверхности производится токарем.
Классификация фрезерных станков
Полуавтоматический настраивается на определённый цикл обработки. Рабочему остаётся установить заготовку, закрепить её и нажать кнопку запуска. После отработанного цикла вращающийся шпиндель автоматически остановится. Токарю необходимо будет снять готовую деталь, вставить следующую заготовку, и вновь запустить станок.







При работе на автоматическом оборудовании, токарю достаётся роль наблюдателя и отладчика оборудования. ЧПУ для станков может быть разным, но все процессы по изготовлению деталей происходят без непосредственного участия оператора.
Влияет на столбец, в который распределено оборудование в классификационной таблице расположение шпинделя, его положение отражено в названии и маркировке – наклонные, вертикальные, горизонтальные.
Деление на подгруппы происходит по параметрам обработки в плоскости 2 или 4-координатном режиме. Также отражается на положении в таблице и его способность по обработке одной или нескольких деталей одновременно. Присутствие в конструкции станка ЧПУ не имеет значения на подгруппу в классификационной таблице.
Многоинструментальные горизонтально-фрезерные имеют несколько резцов, одновременно обрабатывающих поверхность одной детали с разных сторон, а многопозиционные производят обработку сразу нескольких заготовок. Оба типа оборудования более продуктивно работают с ЧПУ.
Особенности конструкции
Несмотря на то, что сверлильно-фрезерные агрегаты выпускаются в самых разных модификациях, в том числе и с устройствами управления ЧПУ, всех их объединяет характерная особенность в виде специального шпинделя, который крепится с максимальной прочностью к подвижному суппорту.
Такие универсальные устройства обязательно имеют достаточно прочную и жесткую станину, а также удобный рабочий стол.
Видео:
Стол под сверлильно-фрезерный агрегат выпускается в виде литой или прессованной стальной плиты объемной формы.
Кроме этого, доступны агрегаты на магнитной подошве, что позволяет выполнять крепление станка в различных плоскостях.
Скорость вращения шпинделя в станках данного класса достаточно большая, что позволяет выполнять практически все виды сверления и фрезерования различных типов заготовок.
Агрегаты, оснащенные устройством управления ЧПУ, делают выполнение сверлильных и фрезеровальных операций достаточно простым, кроме этого, конечный результат всегда имеет высокое качество.
Современные высокотехнологичные станки сверлильно-фрезеровального класса с ЧПУ способны проводить обработку заготовок в трех различных плоскостях, что позволяет получить на выходе точную копию какой-либо детали.
За счет установки на станках специальных зажимов и пазов, а также подвижных кареток, имеется возможность производить нарезание с высокой точностью сложнейших шипов самого разного типа.
Сверлильно-фрезеровальный станок способен также выполнить качественное шлифование кромок практически любых металлических поверхностей.
Видео:
Такое современное устройство по своей сути заменяет два отдельных агрегата, притом, что очень часто сверлильно-фрезеровальные станки имеют более высокий потенциал работы, а также гораздо более обширный функциональный набор.
В настоящее время оборудование данного класса используется не только в промышленных целях, но и в быту.
Небольшой настольный сверлильно-фрезерный станок для работы по металлу можно легко установить в гараже или небольшом цехе.
Разновидности промышленных моделей
 Многие аппараты представлены универсальным оборудованием, которое может применяться для сверления не только по металлу, но и другим материалам. Выделяют следующие разновидности сверлильных станков:
Многие аппараты представлены универсальным оборудованием, которое может применяться для сверления не только по металлу, но и другим материалам. Выделяют следующие разновидности сверлильных станков:
- Настольный тип. Эта группа характеризуется компактными размерами и незначительным весом. Область применения — получение небольших диаметров.
- Колонные станки устанавливаются в случае налаживания единичного и мелкосерийного производства. При их применении можно получать отверстия, диаметр которых от 18 до 75 мм.
- Радиально-сверлильные аппараты применяются для обработки массивных деталей. При этом получаемые отверстия могут быть расположены строго по дуге окружности с заданным шагом. Отличительной чертой компоновки назовем достаточно большой вылет шпиндельного узла за пределы конструкции.
- Координатно-сверлильные конструкции получили широкое применение в случае, когда нужно получить заготовку с точным расположением отверстий относительно друг друга.
- Центровальные модели предназначены для обработки торцевых отверстий. Подобная конструкция характеризуется большим расстоянием между рабочим столом и шпиндельной бабкой.
- Горизонтально-сверлильные станки предназначены для обработки валов и осей, а также штоков и других подобных изделий. Особенности компоновки позволяют получать отверстия значительной глубины.
- Многошпиндельные конструкции могут применяться для одновременного получения нескольких отверстий. При этом они могут быть расположены в различных плоскостях.
- Комбинированные аппараты обладают компоновкой, которая позволяет проводить сразу несколько различных операций: сверление, фрезерование, долбление и так далее.
В последнее время большое распространение получили конструкции, которые работают под контролем ЧПУ. Они применяются для получения наиболее сложных высокоточных изделий.
4 Виды промышленных станков – весь спектр работ по сверлению отверстий
За исключением некоторых специализированных практически все промышленные станки универсальны – на них можно не только сверлить, но и выполнять ряд других операций. Используемые в металлообработке станки делятся на:
- Настольные – применяются для сверления и обработки отверстий небольших диаметров. Их выпускают под максимальный диаметр инструмента 3, 6, 12 и 16 мм.
- Вертикально-сверлильные или их еще классифицируют как колонные. Они служат для выполнения работ с отверстиями, диаметр которых может достигать 18, 25, 35, 50 и 75 мм. Колонные станки используют при выполнении обработки деталей и заготовок сравнительно небольших размеров в ремонтных цехах, условиях мелкосерийного и индивидуального производства.
- Радиально-сверлильные – на них обрабатывают крупногабаритные и тяжелые заготовки, а также детали, у которых отверстия расположены по дуге окружности. Это обеспечивается за счет большого вылета шпинделя – 1300–2000 мм. Причем на этом оборудовании совмещение осей инструмента и отверстий производят перемещением шпинделя, а деталь остается неподвижной.
- Координатно-сверлильные – применяют при работах с деталями, к которым по точности взаимного размещения отверстий будут предъявлены особо высокие требования.
- Горизонтально-сверлильные (глубокого сверления) – на них обычно обрабатывают глубокие отверстия, например, в валах, осях, штоках, стволах артиллерийских и стрелковых систем.
- Центровальные – используются для изготовления центровых отверстий, которые просверливают в торцах заготовок.
- Многошпиндельные – на этом оборудовании одновременно обрабатывают (главным образом сверлят) до нескольких десятков отверстий, причем это может производиться с разных сторон и в различных плоскостях: как горизонтальной и вертикальной, так и под наклоном.
- Различные комбинированные – помимо всех работ с отверстиями на них выполняют любые операции, обеспечиваемые дополнительным оснащением. На сверлильно-фрезерных – все фрезерные, на сверлильно-токарных – токарные и так далее: сверлильно-долбежные, нарезные, расточные.
 Промышленное сверлильное оборудование
Промышленное сверлильное оборудование
На всех этих станках можно обрабатывать не только различные металлы, но и другие материалы. Наиболее широкое распространение получило вертикально- и горизонтально-сверлильное оборудование. Станки, оснащенные ЧПУ, обеспечивают частичную либо полную автоматизацию процесса обработки отверстий и значительно повышают ее точность. Многошпиндельное оборудование в ином исполнении не производится – только с встроенным компьютером.
Следует упомянуть несколько видов специализированного сверлильного оборудования. Магнитные станки – их используют, когда невозможно или затруднительно выполнить работы на стационарном оборудовании. За счет небольшого веса их вручную переносят до нужного места металлоконструкции, где устанавливают на последнюю в любом пространственном положении. Удерживает сверлильный станок мощное магнитное основание. Этим оборудованием выполняют работы на судах, мостах, пролетных строениях, балках, трубопроводах.
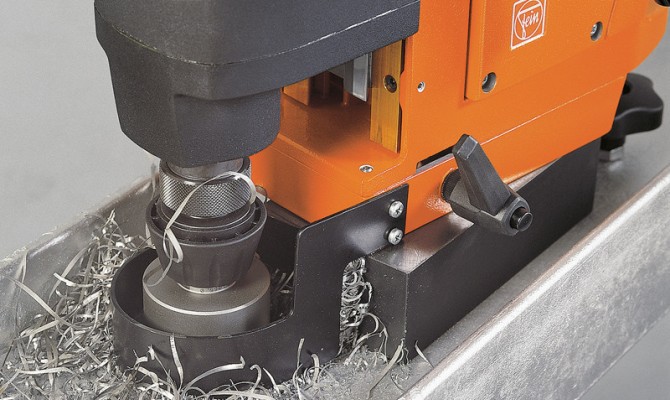 Магнитный станок
Магнитный станок
Для деревообработки производят специализированные станки: одно- и многошпиндельные горизонтальные и вертикальные, а также с поворотным шпинделем. На этом оборудовании помимо сверления отверстий удаляют сучки, делают гнезда, пазы и так далее.







На мебельных фабриках используют различные типы сверлильно-присадочного оборудования. Эти станки обеспечивают высокое качество и точность получаемых отверстий, гибкость производственного процесса.
Разновидности промышленных моделей
 Многие аппараты представлены универсальным оборудованием, которое может применяться для сверления не только по металлу, но и другим материалам. Выделяют следующие разновидности сверлильных станков:
Многие аппараты представлены универсальным оборудованием, которое может применяться для сверления не только по металлу, но и другим материалам. Выделяют следующие разновидности сверлильных станков:
- Настольный тип. Эта группа характеризуется компактными размерами и незначительным весом. Область применения — получение небольших диаметров.
- Колонные станки устанавливаются в случае налаживания единичного и мелкосерийного производства. При их применении можно получать отверстия, диаметр которых от 18 до 75 мм.
- Радиально-сверлильные аппараты применяются для обработки массивных деталей. При этом получаемые отверстия могут быть расположены строго по дуге окружности с заданным шагом. Отличительной чертой компоновки назовем достаточно большой вылет шпиндельного узла за пределы конструкции.
- Координатно-сверлильные конструкции получили широкое применение в случае, когда нужно получить заготовку с точным расположением отверстий относительно друг друга.
- Центровальные модели предназначены для обработки торцевых отверстий. Подобная конструкция характеризуется большим расстоянием между рабочим столом и шпиндельной бабкой.
- Горизонтально-сверлильные станки предназначены для обработки валов и осей, а также штоков и других подобных изделий. Особенности компоновки позволяют получать отверстия значительной глубины.
- Многошпиндельные конструкции могут применяться для одновременного получения нескольких отверстий. При этом они могут быть расположены в различных плоскостях.
- Комбинированные аппараты обладают компоновкой, которая позволяет проводить сразу несколько различных операций: сверление, фрезерование, долбление и так далее.
В последнее время большое распространение получили конструкции, которые работают под контролем ЧПУ. Они применяются для получения наиболее сложных высокоточных изделий.
Применение
На горизонтально-фрезерном оборудовании по металлу делаются в заготовках шпоночные канавки. Они могут делаться несколькими способами в зависимости от используемого инструмента на разном оборудовании – вертикально-фрезерных станках или оборудовании общего назначения, используемого для проведения разноплановых работ по металлу.
Шлицы на валах диаметром до 100 мм делаются за один цикл фрезерования. На более широких валах эта операция может проводиться в два захода. Для чернового фрезерования необходимы делительные механизмы. Они есть на горизонтально-фрезерных, что делает это оборудование более удобным для обработки валов с большим диаметром.
Выбор фрезы для выполнения работ
Продольное фрезерование могут вести многошпиндельные горизонтально-фрезерные станки по металлу с использованием различных фрез, установленных в револьверную головку. При обработке металлических деталей несколькими различными фреза установка инструмента также может осуществляться в отправку, и далее в шпиндель.

Фрезерование дисковыми фрезами
Трёхсторонние дисковые фрезы используются для протачивания шпоночных сквозных пазов. Для достижения большей точности лучше сделать эту работу за один подход. При необходимости создания широкого паза в один приём провести эту операцию сложно. Второй, чистовой проход будет сделан фрезой с большим диаметром. Надёжным будет крепление фрезы при установке её в шпиндель с двумя опорами.
Существуют станки, предназначенные для работы только одним или несколькими видами фрез. Горизонтально-фрезерные, созданные для проведения работ дисковыми и цилиндрическими фрезами имеют дополнительную возможность использования торцевых фрез, что несколько увеличивает сферу, в которой применяется это оборудование.





