

Разновидности аппаратов: основные типы
По типу конструкции различают три вида выпрямителей:
- однофазные;
- двухфазные;
- трехфазные.
На промышленных предприятиях чаще всего используют трехфазные аппараты с большим количеством диодов. Они выгодно отличаются тем, что способным работать с различными металлами, независимо от толщины заготовки. Производственные модели, как правило, представляют собой многопостовые агрегаты. Эксплуатация таких агрегатов подразумевает использование балластных реостатов для индивидуальной регулировки тока каждого поста.
Инверторный выпрямитель знаком многим владельцам частных домов и загородных участков. Данные устройства характеризуются многоступенчатым процессом выпрямления тока. Инверторы отличаются малым весом и компактными размерами, что является несомненным преимуществом для устройства бытового назначения.
Преимущества и недостатки
Современные сварочные аппараты отличаются хорошим функционалом и большой мощностью при скромных размерах. Наиболее компактными моделями являются инверторные. Специалисты определяют их в отдельную группу. Трансформатор в таких устройствах занимает не больше пятой части общего объема.
Основное отличие прочих выпрямителей от трансформаторов заключается в том, что они могут генерировать постоянный ток в то время как для трансформаторов эта функция недоступна. Именно такая особенность является фундаментом большого перечня достоинств аппаратов с выпрямителями:
- электрод накаляется намного быстрее, когда на него вместо переменного тока подать постоянный;
- значительно снижается непродуктивное потребление электричества и, соответственно, возрастает значение коэффициента полезного действия;
- для дуги характерна стабильность горения;
- равномерное плавление расходных материалов сопровождается минимальным количеством брызг расплава. Благодаря этому снижается вероятность травматизма среди сварщиков;
- стабильность горения дуги дает возможность лучше контролировать шов. Он получается максимально ровным и прочным;
- функционал сварочного аппарата с выпрямителем богаче, чем аналога с трансформатором;
- уменьшен расход присадочного материала. Экономия становится тем ощутимее, чем больше объем выполненной работы.
Помимо достоинств выпрямителям свойственны и недостатки:
- исключить потерю мощности полностью не удалось;
- аппараты с выпрямителями хуже работают, чем трансформаторные, в случае понижения напряжения сети;
- очень чувствительны к возникновению коротких замыканий в сети энергоснабжения. Выходят из строя при малейшем замыкании проводки;
- большая часть моделей не рекомендуется использовать в условиях повышенной запыленности или влажности.
Разновидности аппаратов: основные типы
По типу конструкции различают три вида выпрямителей:
- однофазные;
- двухфазные;
- трехфазные.
На промышленных предприятиях чаще всего используют трехфазные аппараты с большим количеством диодов. Они выгодно отличаются тем, что способным работать с различными металлами, независимо от толщины заготовки. Производственные модели, как правило, представляют собой многопостовые агрегаты. Эксплуатация таких агрегатов подразумевает использование балластных реостатов для индивидуальной регулировки тока каждого поста.
Инверторный выпрямитель знаком многим владельцам частных домов и загородных участков. Данные устройства характеризуются многоступенчатым процессом выпрямления тока. Инверторы отличаются малым весом и компактными размерами, что является несомненным преимуществом для устройства бытового назначения.
Сварочные трансформаторы
Так называют устройство, которое предназначено для преобразования переменного тока получаемого из сети в напряжение необходимо для выполнения электрической сварки.
Сварочный трансформатор
Ключевым узлом этого устройства является трансформатор, который понижает сетевое напряжение до уровня холостого хода.
Достоинства и недостатки сварочных трансформаторов
К несомненным преимуществам этого оборудования относят довольной высокий КПД от 70 до 90%, простоту работы и высокую ремонтопригодность. Кроме этого аппараты этого класса отличает невысокая стоимость.Вместе с тем, аппараты этого типа иногда не в состоянии обеспечить постоянство горения дуги. Это обусловлено характеристиками переменного тока. Для получения качественной сварки целесообразно применять электроды, адаптированные для работы с переменным током. Кроме того, на качестве сварки отрицательно сказываются и колебания напряжения на входе.
Аппараты этого типа нельзя применять для работы с нержавейкой и цветными металлами. Высокий вес аппарата и его габариты вызывают ряд сложностей при его транспортировке с места на место.Но надо отметить, что сварочный трансформатор – это не плохой выбор для домашних нужд.
Классификация по видам: многопостные, однопостные и прочие
Существует несколько видов сварочных выпрямителей.
Сварочный пост – рабочее место сварщика. Выпрямители имеют конструкции, способные обслуживать как один пост, так и несколько одновременно. Если с одним постом все понятно, то как происходит функционирование группы постов, исключающая влияние друг на друга, требуется пояснить.

Сварочный 4-постовой выпрямитель ВДМ-6303С. Фото ВсеИнструменты.ру
Независимость в функционировании определяется неизменным напряжением холостого хода каждого поста. Это обеспечивается жесткой вольтамперной характеристикой. При падающей характеристике короткое замыкание на отдельном посту снижало бы напряжение на других постах и прекращало бы сварку. Каждый пост имеет дополнительное изменяемое сопротивление для регулирования силы тока.
Многопостовой сварочный выпрямитель используется в промышленных условиях. Однопостовые применяются не профессиональными сварщиками.
Сварочный выпрямитель ЭТА ВД-306 Б 3х380. Фото ВсеИнструменты.ру
Основное свойство для классификации сварочных выпрямителей – это различие по характеристикам выходного выпрямленного напряжения от сварочного тока. В зависимости от этой характеристики (пологопадающая, крутопадающая или универсальная) определяется применяемость выпрямителя к той или другой сварочной технологии.
Крутопадающая характеристика – для ручной дуговой сварки штучными покрытыми электродами, аргонодуговой сваркой с вольфрамовыми электродами, механизированной сваркой под флюсом на аппаратах с регулированием подачи электродной проволоки в зависимости от напряжения дуги.
Выпрямители с пологопадающей характеристикой – применяются при механизированной сварке с плавящимся электродом в среде защитных газов или под флюсом, при постоянной скорости подачи проволоки, не зависящей от напряжения дуги. Эти характеристики производитель получает с помощью регулировки трансформатора, регулированием индуктивного сопротивления дросселя или с помощью полупроводниковых приборов
Прежде всего важно знать для каких работ годится сварочный выпрямитель и его параметры
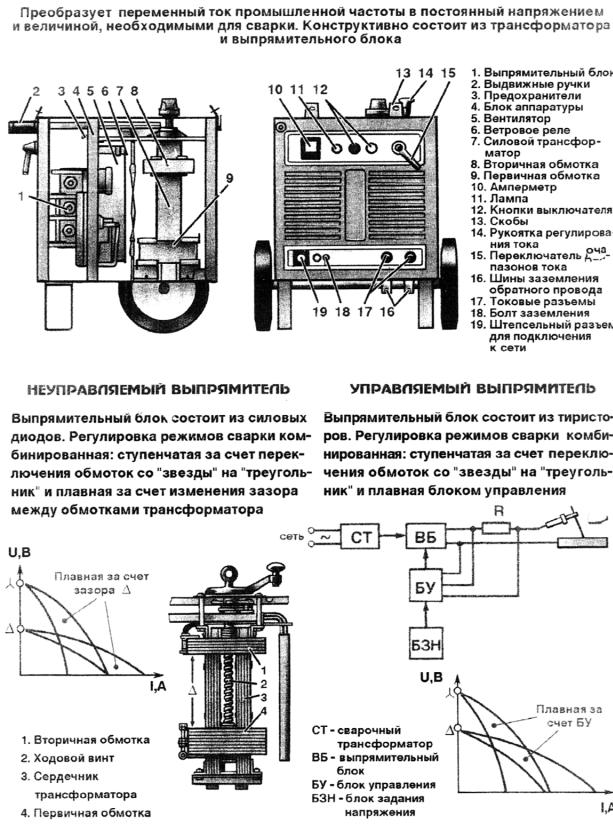
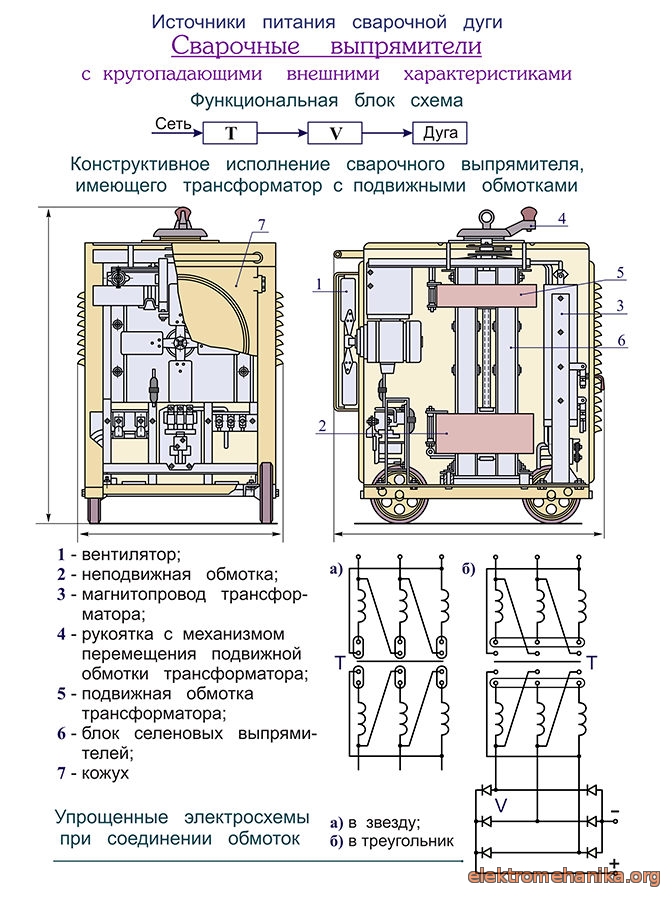
- Трансформаторные. Внутри силового трансформатора расположены подвижные катушки. Первичная регулировка производится переключением обмоток со схемы «звезда» на «треугольник». Более тонкая регулировка происходит за счет изменения расстояния между обмотками.
- Транзисторные. Полупроводник работает по принципу ключа. Транзистор настроен на определенную по величине силу тока. При этом регулировка сильного тока происходит за счет более слабого. Такой способ регулирования расширяет диапазон применяемых сварочных токов.
- С регулировкой дросселя насыщения. Обычно дроссель (индуктивное сопротивление) находится между трансформатором и выпрямительным блоком. Силовой трансформатор выдает постоянное напряжение. Использование индуктивного сопротивления позволяет изменять параметры и выпрямитель уже будет работать на падающей вольтамперной характеристике.
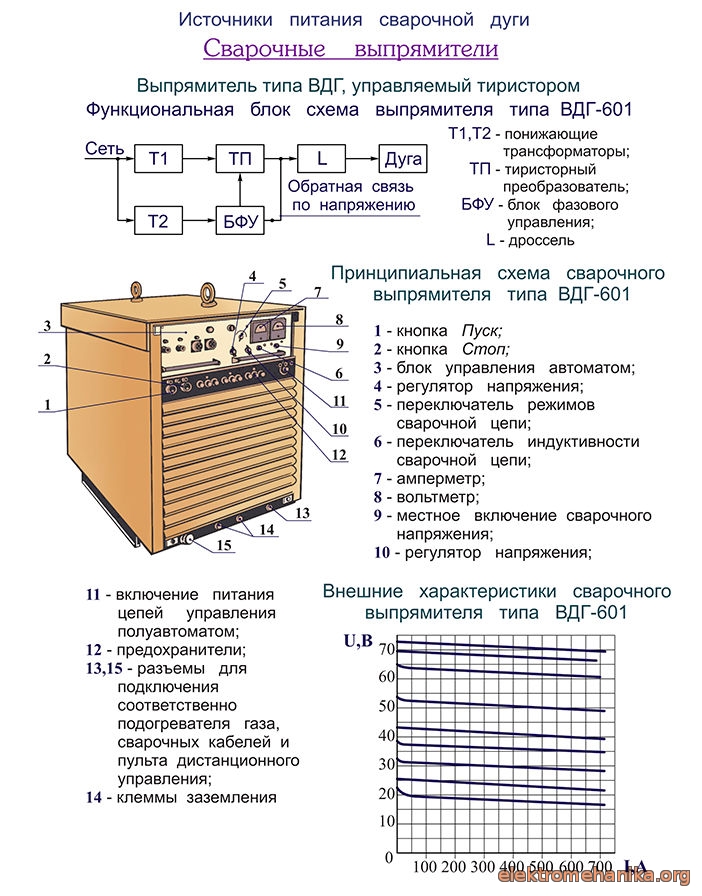
- Тиристорные. Здесь управление напряжением и силой тока осуществляется с помощью электронной схемы. В схеме есть подстроечный элемент, через который производится настройка напряжения и силы тока подводимых к электроду в месте сварки.
- Инверторные сварочные выпрямители. Производят регулировку сварочного тока по совсем другому принципу. Электронные приборы способны автономно осуществлять регулирование сварочного тока высокой частоты и уйти от повышения тока за счет снижения напряжения.

Выпрямитель инверторный Линкор ВД-201И. Фото Сварочные Технологии
Сварочные выпрямители подразделяются на бытовые, с мощностью не превышающей 200 А, полупрофессиональные (мощность – до 300 А) и профессиональные (свыше 300 А). Модели отличаются между собой по мощности, габаритам и количеству поглощаемой энергии.

Сварочный инверторный выпрямитель Foxweld ВД-306И, максимальный ток – 315 А. Фото ВсеИнструменты.ру
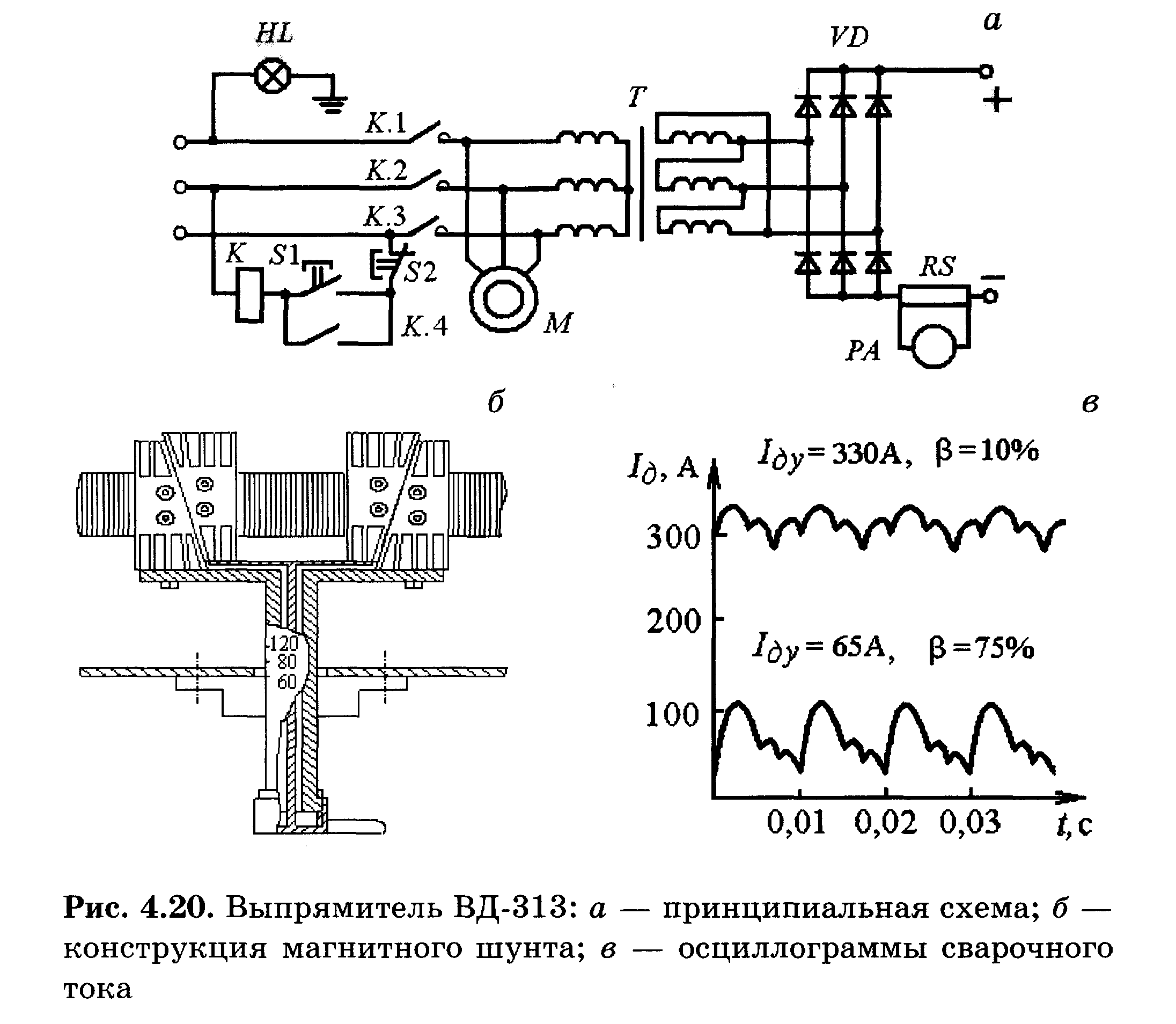
Основные технические данные выпрямителей: напряжение питающей сети и холостого хода, максимальная мощность работы, потребляемая мощность, тип сварочного тока, диаметр электродов, вес и габариты . Различные виды выпрямителей предназначены для разных работ – так, например, ВД2-313 используется для двухпостовой дуговой сварки стальных предметов, а ВДУ-506 – универсальный выпрямитель, способен проводить комплектацию сварочных автоматов и порошковую сварку.
Различные виды выпрямителей предназначены для разных работ — так, например, ВД2-313 предназначен для двухпостовой дуговой сварки стальных предметов, а ВДУ-506 — универсальный выпрямитель, способен проводить комплектацию сварочных автоматов и порошковую сварку.
Отличия от устройств с переменным током
Работа классического сварочного трансформатора сопровождается сильной пульсацией выпрямленного тока. Это негативно отражается на качестве соединения, которое содержит большое количество дефектов. Кроме того, сварка трансформатором сопровождается большим количеством брызг расплава, что ведет к перерасходу присадочных материалов. Выпрямители для дуговой сварки лишены данного недостатка, благодаря вышеупомянутым блокам. Сварочный ток отличается большей стабильностью, улучшая качество шва.




Некоторые сварщики ошибочно полагают, что при глубокой проварке предпочтительнее использовать трансформатор. Однако исследования показывают, что применение выпрямителя только повышает качественные характеристики соединения.
Применение выпрямителей
Выпрямитель для сварочного аппарата – устройство, которое состоит из нескольких блоков для преобразования и выпрямления входящего напряжения. При работе устройство также повышает показатель силы тока, за счет чего обеспечиваются наиболее благоприятные условия. Назначение сварочного выпрямителя заключается в генерации постоянного тока с высоким значением А.
Рассматривая применение сварочного выпрямителя следует уделить внимание нижеприведенным моментам:
- Устройство позволяет проводить сварочные работы при применении электродов, покрытых различными веществами. За счет использования электродов с покрытием, дуга становится более устойчивой, что обеспечивает благоприятные условия для получения качественного шва.
- В продаже встречаются аппараты, которые могут применяться для сваривания металлов толщиной до 50 мм. Регулировка показателей тока позволяет также проводить работы с металлом толщиной стенок около 1мм. Этот момент определяет, что сварочные выпрямители существенно расширяют область применения аппаратов для сварки.
- Сварочное устройство может применяться для плавки кромки обрабатываемого металла или стержня применяемого электрода.
- Многие модели могут использоваться для работы с присадочной проволокой. Кроме этого, они практически незаменимы при применении неплавящихся электродов, к примеру, покрытие которых изготавливается из вольфрама.
- При применении сварочного выпрямителя можно проводить соединение элементов, которые изготавливаются из нержавеющей стали, чугуна, малоуглеродистой стали или других сплавов.
- Кроме сварочных работ, с применением рассматриваемого аппарата можно выполнять резку металлов. Для этого проводится существенное увеличение показателя силы тока, дуга прожигает металл.
Если сравнивать с ранее применяемыми трансформаторами, выпрямители способны существенно снизить расход электродов. Сегодня они довольно часто встраиваются в сварочные аппараты, но можно приобрести и подключаемые вариант исполнения.
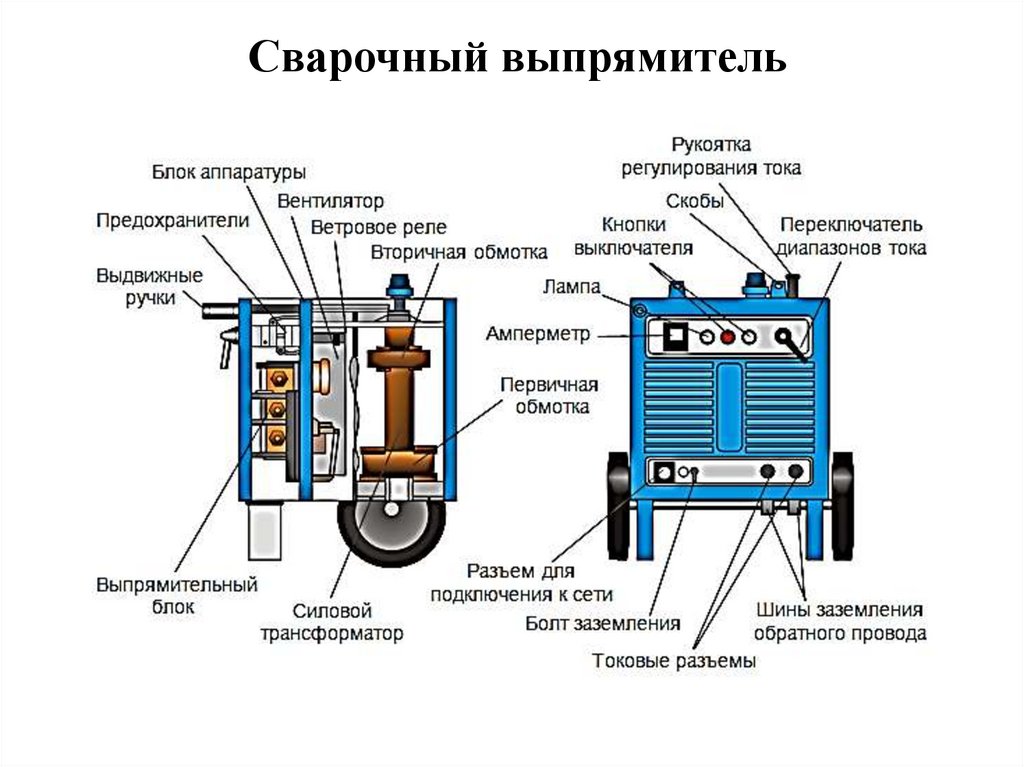
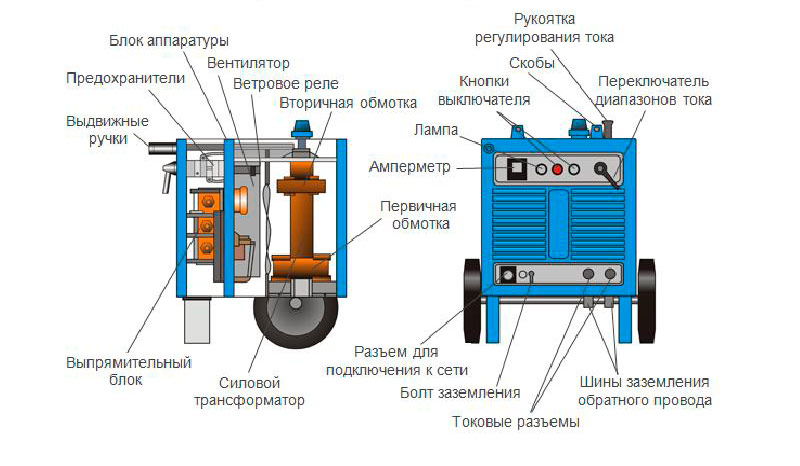
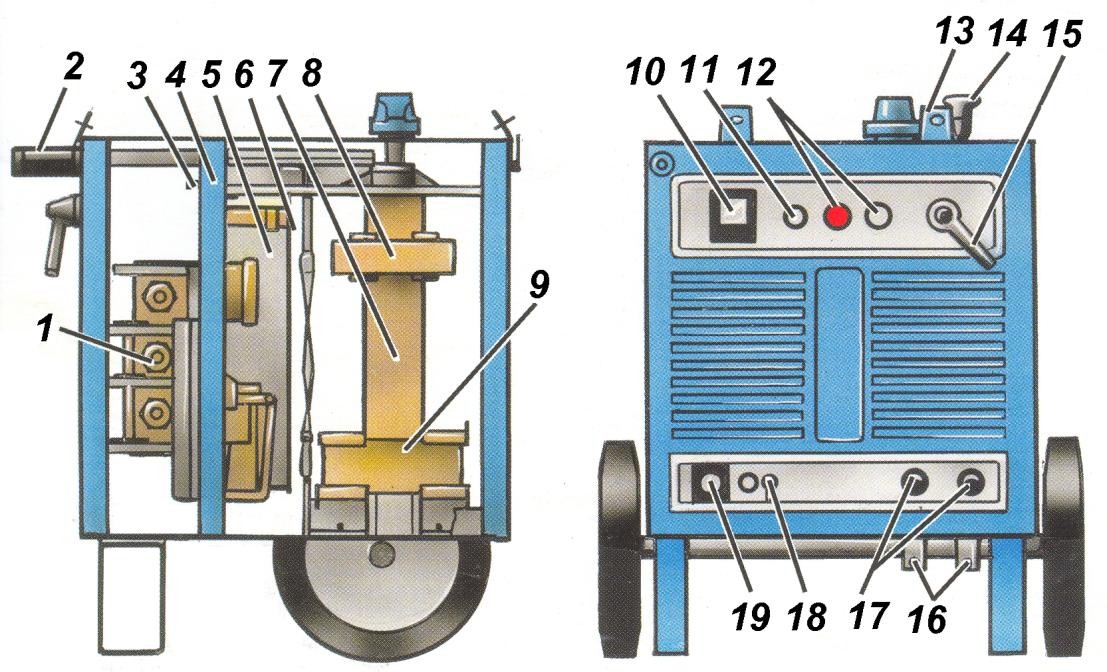
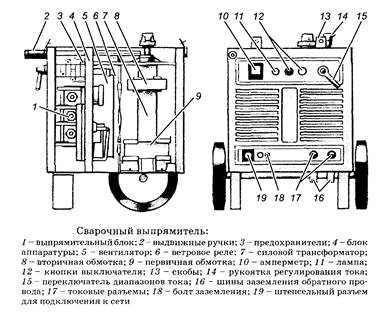
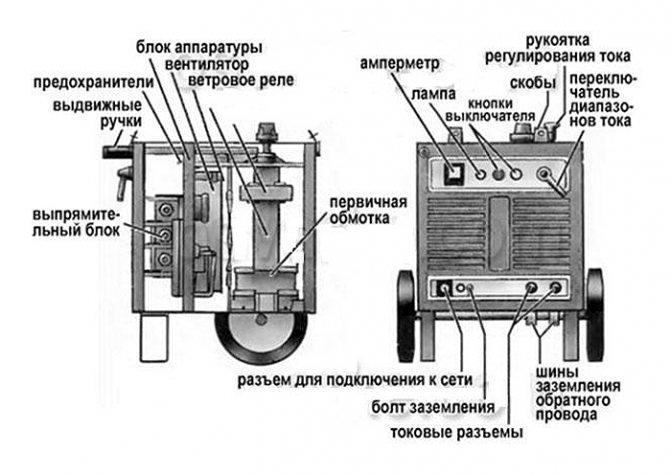
Внешний вид сварочного выпрямителя
Применяется устройство достаточно просто, подходит оно для самых различных случаев работы. К особенностям использования отнесем нижеприведенные моменты:
- Устройство, как правило, имеет две клеммы.
- Одна клемма предназначена для подключения к обрабатываемому изделию, а вторая присоединяется к держателю.
- В зависимости от конкретного полюса определяется полярность, а также наиболее подходящие режимы работы.
Сваривание металла происходит при образовании дуги между обрабатываемой поверхности и применяемым электродом. Процесс относительно прост, но даже при применении сварочного выпрямителя могут возникнуть некоторые трудности при работе, и только при наличии определенных знаний, навыков и опыта сварщик может получить качественный шов.
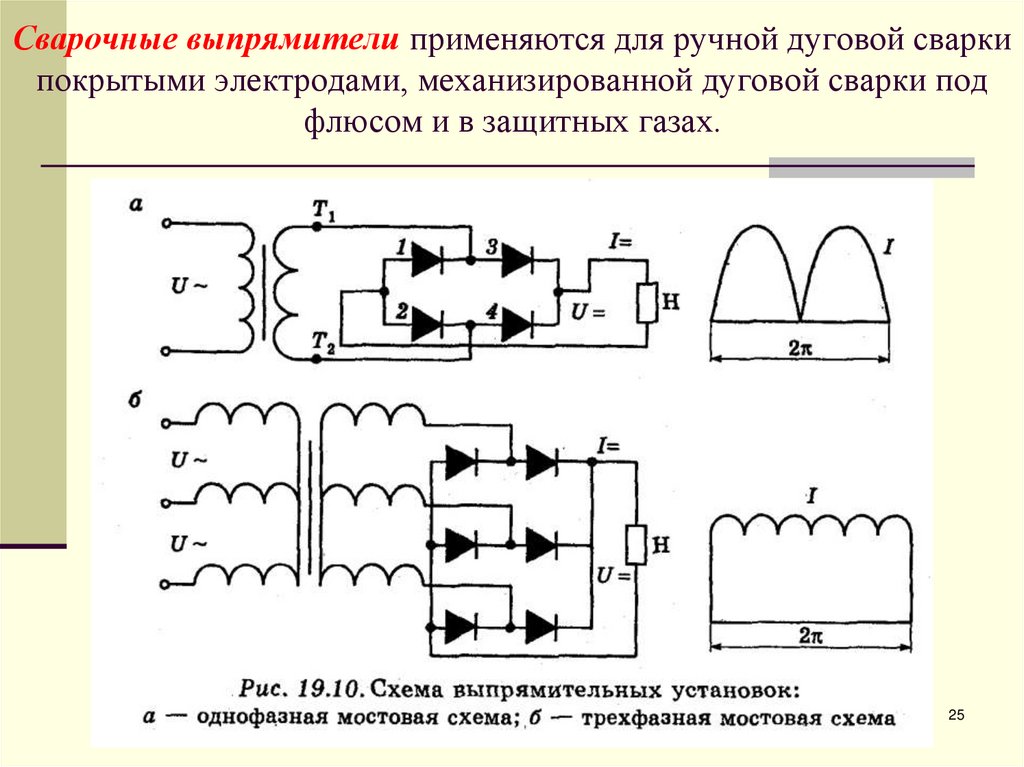
Для какого вида сварки используются
C помощью этого оборудования производится большинство сварочных технологий. Они включают сварку ММА (ручная дуговая с электродом с покрытием), MIG (сварка плавлением в среде защитного газа), TIG ( аргонно-дуговая сварка неплавящимся электродом). Использование выпрямителей дает возможность сваривать не только черные металлы, но и нержавеющие, жаропрочные и жаростойкие высоколегированные стали, чугуны, цветные металлы, алюминиевые и титановые сплавы.

Какие электроды используются
Сварка может производиться электродами любых типов:
- сварочными электродами постоянного тока (например: УОНИИ-13/55 или УОНИ-13/55);
- универсальными электродами (например: АНО-4, МР-3 или ОЗС-12);
- специальными электродами.
Классификация устройств
Можно выделить различные основные типы сварочных выпрямителей, так как существует несколько способов их классификации.
Если рассматривать конструкцию силовой части, то допускается деление на следующие
- тиристорные модели;
- исполнения с насыщающим дросселем;
- инверторы;
- модификации, регулируемые трансформатором;
- устройства, регулируемые транзистором.

При подборе выпрямителей нужно ориентироваться на предстоящую технологию сварки. Например, если работа будет вестись в газовой защитной среде, под флюсом, используются модели, обладающие жесткими внешними показателями. Они предполагают, что напряжение настраивается магнитным, витковым, фазовым и импульсным способами.
Классическая технология ручной дуговой сварки подразумевает использование выпрямителей с падающими внешними показателями. Они базируются на повышении сопротивления трансформаторов или на обратной связи по току. Представлены и универсальные устройства, которые сочетают жесткие и падающие внешние характеристики.
Прочие параметры, позволяющие классифицировать устройство, можно представить таким списком:
- Выходная сила тока. Чем больше этот показатель, тем толще могут быть стенки обрабатываемой детали. Небольших токов достаточно только для работы с тонкими металлическими пластинами. Высокая сила существенно расширяет эксплуатационную сферу, позволяет не только сваривать металл, но и резать его.
- Класс точности регулировки. Профессионалам лучше выбирать приборы, позволяющие предельно точно скорректировать рабочие показатели.
- Число выходов. Профессиональные модели нередко предполагают наличие на корпусе сразу нескольких выходов для установки держателей электродов. Получается, что одним устройством одновременно могут пользоваться несколько сварщиков. Это избавляет от необходимости покупки дополнительных приборов, но отражается на габаритах в большую сторону.
- Эффективность охлаждающей системы. Бытовые модели редко оснащаются дорогой и производительной системой охлаждения, так как ориентированы на краткосрочные и не слишком сложные работы. Профессиональные аналоги эксплуатируются бесперебойно гораздо дольше.
Посмотрите видео-обзор сварочного выпрямителя ВД-201 АД AC DC:
Подведем итоги
Итак, мы разобрались, что такое сварочный выпрямитель. Несмотря на недавнее появление, он уже пользуется высоким спросом и у профессионалов в области сварки, и у тех, кто пользуется данной технологией время от времени.
Расширение функциональных возможностей сварочного аппарата, улучшение качества получаемого шва – преимуществ у его использования множество, что и способствует популярности.
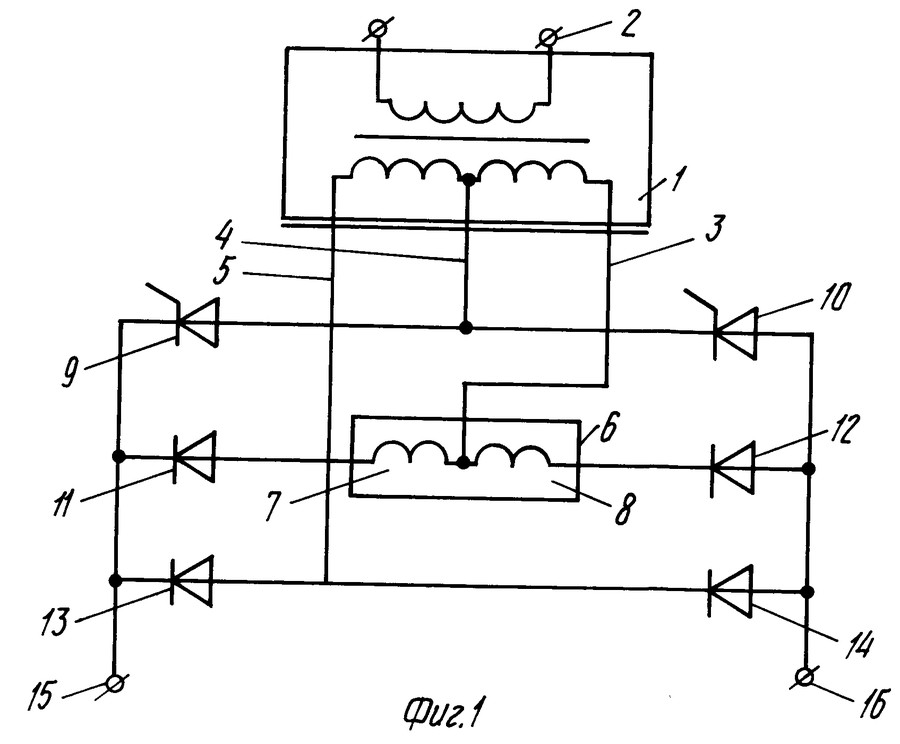
Устройство пускового механизма
Пусковое устройство включает в свой состав – магнитопровод, две обмотки и клеммы. Переключатели изменяют напряжение и общее число обмоток подключаемых к выпрямителю. В первичную цепь устанавливают регулятор, собранный на основе полупроводников (тиристоров). Вторая обмотка, подключаемая к выпрямительному мосту, обеспечивает подачу двух уровней изменяемого напряжения.
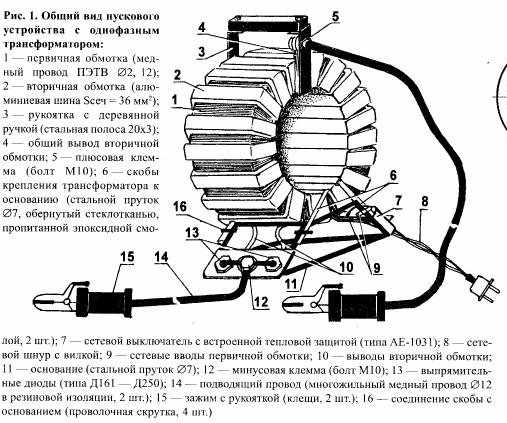
Устройство пускового механизма трансформатора
Для работы пускового устройства требуется напряжение в 220 В. Ток лежит в диапазоне от 0 до 120 А, а напряжение достигает 70 В случае самостоятельного изготовления устройства, за основу принимают стержневой трансформатор, на его первой обмотке накручено 230 витков, на второй 32. Пульт управления полупроводниками монтируют над дросселем. Для охлаждения всей системы используют принудительную вентиляцию.
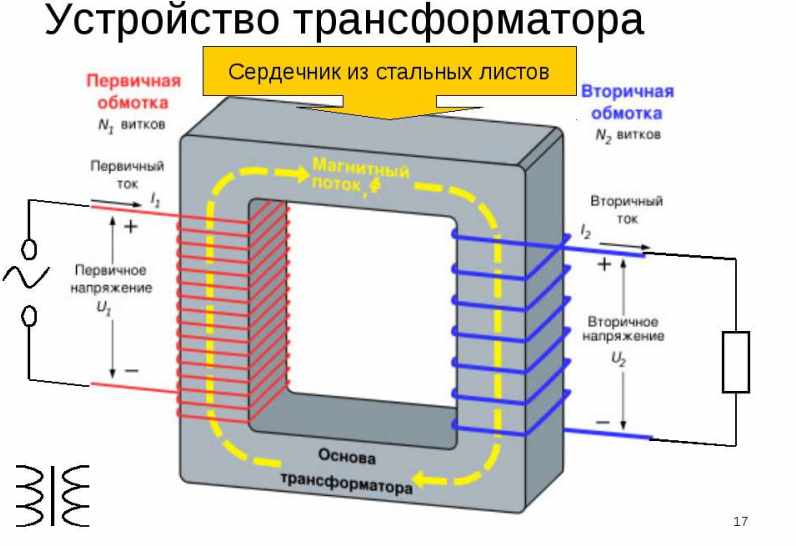
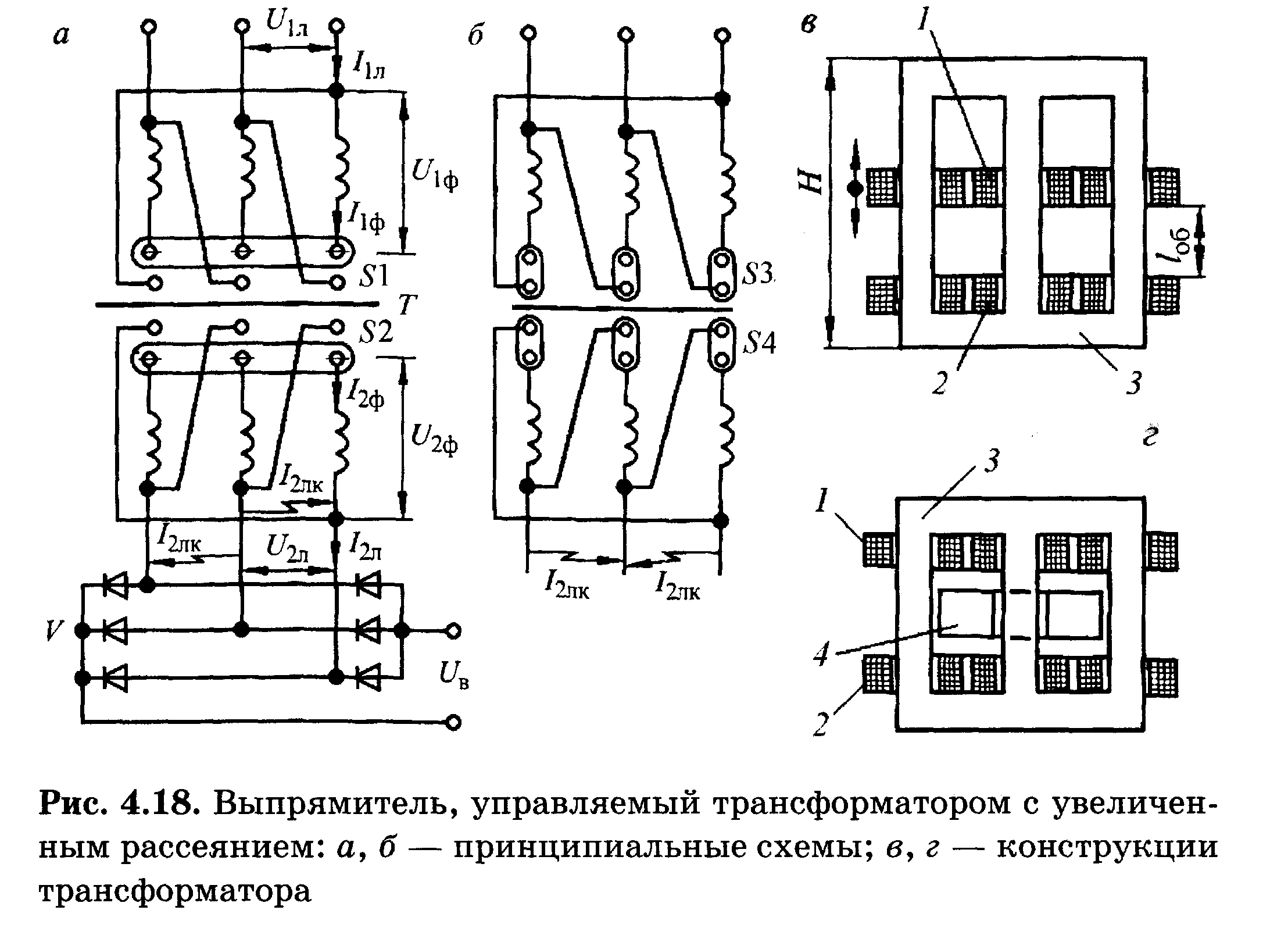
Устройство магнитопровода
Ключевыми деталями магнитопровода, являются пластинки или листы, произведенные из электромагнитной стали. К конструктивным деталям относят крепеж, корпус и пр. Магнитопроводы сварочных трансформаторов разделяют на стержневые и броневые. В устройствах стержневого типа все сегменты магнитной цепи обладают одинаковым сечением. В магнитопроводах броневого типа полным сечением обладает только средний стержень, на который устанавливают обмотки.
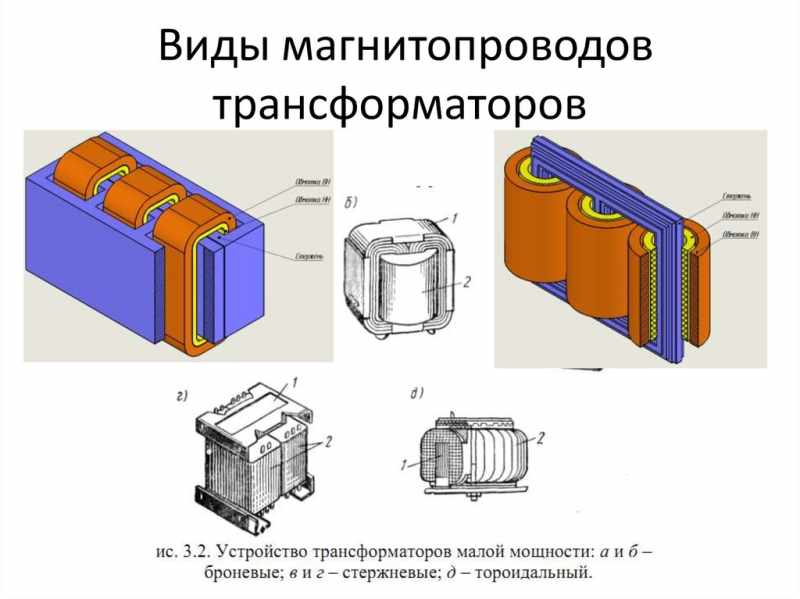
Виды магнитопроводов трансформатора
Сечения остальных участков магнитной цепи почти в два раза меньше. По ним происходит замыкание магнитного потока. На участках магнитопровода имеющего Т-образную форму, каждый имеет свое сечение. При этом его размер составляет в три раза меньший размер, чем собственно сам стержень. По каждому из участков происходит замыкание третьей части потока.Пластины, входящие в пакеты покрывают специальным составом, который называют оксидной изоляцией.Принцип работы сварочного трансформатораАппаратура для сварки работает по алгоритму:
- Питание подается на первую обмотку. В ней генерируется магнитный поток, замыкающийся на сердечнике.
- Затем питание направляется на вторую обмотку.
- Магнитопровод, который собран из ферромагнитов, генерирует постоянное магнитное поле. Индуцирующий поток производит ЭДС.
- Разность в числе витков допускает колебание тока с требуемыми для выполнения сварки параметрами. Эти же показатели учитывают при расчетах аппаратуры для сварки.
Существует связь числа витков на второй катушке и напряжением на выходе. То есть для повышения тока количество витков необходимо увеличить. Но так как, сварочный трансформатор – это понижающий тип, то число витков на второй обмотке будет ниже, чем на первой.Устройство и принцип действия сварочного трансформатора обеспечивает настройку величины тока. Этого достигают уменьшая или увеличивая пространство между катушками.Для этого в сварочном оборудовании установлены движущиеся компоненты. Расстояние между обмотками изменяет сопротивление и это дает возможность выбирать именно тот ток, который нужен для сварки.
Холостой ход
Аппаратура для сварки работает в двух режимах – рабочем и холостом. Во время сварки вторая обмотка замыкается между рабочим инструментом и деталью. Ток расплавляет кромки заготовок и в результате получается надежное соединение деталей. После того, как сварщик закончит работы, цепь прерывается и трансформатор переключается на холостой ход.ЭДС в первой обмотке появляются из-за наличия:


- магнитного потока;
- его рассеивания.
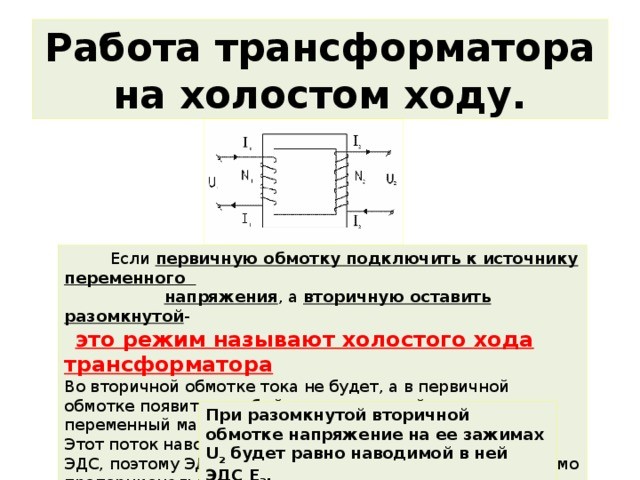
Холостой ход трансформатора
Эти силы отпочковываются от направления потока в магнитопроводе и замыкаются между катушками в воздухе. Именно эти силы и являются основой работы в холостую.Работа на холостом ходу не должна представлять опасность для рабочего — сварщика и окружающих людей. То есть оно не должно быть больше чем 46 В. Но отдельные модели сварочного оборудования, имеют большие значения, например, 60 – 70 В. В этом случае в конструкции сварочного устройства устанавливают ограничитель параметров холостого хода. Скорость его срабатывания не превышает одну секунду с момента разрыва цепи и окончания работы. В целях дополнительной защиты сварщика, корпус трансформатора необходимо заземлять.
Виды выпрямителей
Существует несколько видов выпрямителей:
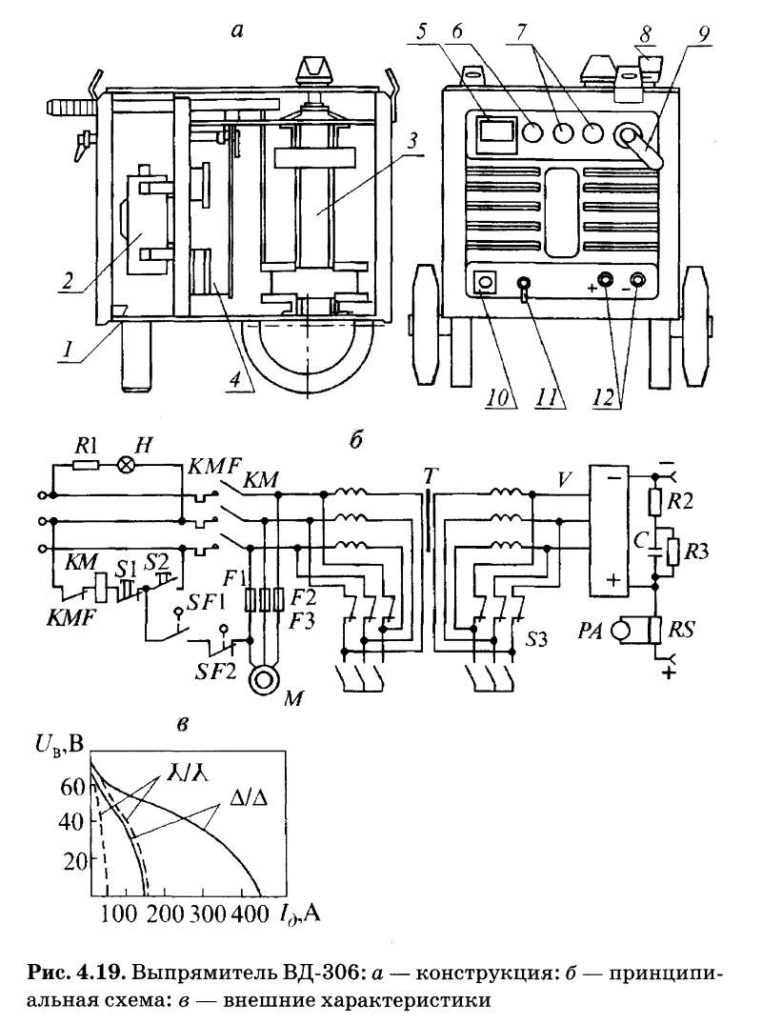
- сварочный тиристорный выпрямитель вд 313 сэ, вд 306;
- инверторный выпрямитель силовой (сварочный);
- дроссельный;
- транзисторный (универсал).
В чем разница таких аппаратов?
Тиристорные источники питания подходят для различных видов электродов при дуговой сварке и могут быть использоваться для сварочных работ на прутках.
Преимущества:
- Более высокая эффективность по сравнению с обычными выпрямителями.
- Отличные характеристики дуги, искра намного меньше.
- Одиночный ряд текущего контроля
- Легко реализуется функция дистанционного контроля
- Хорошие показатели прочности от колебания напряжения
- Подходит для использования вне помещения.
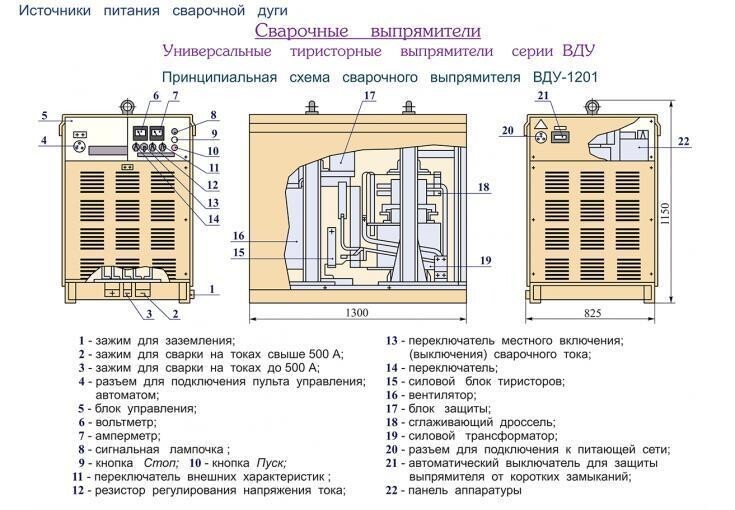
- Это сварочный многопостовой выпрямитель — вдм – 1201, 2х313, вдм-1202 с, 1001, сэлма (selma), ВС ма, 6303 с.
Дроссельный выпрямитель предназначен для сварки в самых тяжелых условиях эксплуатации (карьеры, шахты, трубопроводы и т.д.). Он обеспечивает сварку-полуавтомат и наплавки на токи до 650А. По полуавтоматической сварке рабочее напряжение регулируется ступенчато. Сварочный однопостовой выпрямитель представлен ВДУ 505, 504, вду 506, ДУГА проф и ДУГА индустриал.
Система питания сварочной дуги помимо основного дросселя имеет встроенный в параметрическом отделе еще один, что позволяет значительно улучшить качество сварного шва, в связи со стабилизацией сварки. Как правило, помимо основной обмотки мощности, еще используется вспомогательная, которая служит для регулирования индуктивности дросселя и, тем самым, контролирует пик-точку при замыкании или скачках напряжения.
Инверторный выпрямитель применяется для преобразования входящего переменного тока в постоянный, представлен моделями esab, man, . Этот ток включается и выключается очень быстро, чем создает импульсные, высокие частоты постоянного тока. Типичные частоты в диапазоне от 10000 до 20000 Гц, но возможны данные до 100000 Гц. Инвертор, как и весь выпрямитель сварочный, нуждается в поверке каждые полгода. Сварочный инверторный выпрямитель представлен моделями электрон 125, вс 600, 318м1, arc, neon (накс), форсаж, power, патон, терминатор и анод (СССР).
Видео экономичной работы сварочного выпрямителя
https://youtube.com/watch?v=aCpY2NQdI2o
Транзисторные источники сварочной энергии были разработаны для точного контроля параметров сварки. Скорость работы и реакции транзисторов очень высока, следовательно, такие источники энергии можно регулировать, чтобы получить любое желаемое показание вольт-амперной характеристики между постоянным током и напряжением постоянного типа. Кроме того, можно программировать систему управления, с целью задать переменную тока и напряжения во время фактической операции сварки. Эти технические особенности делают универсальный сварочный транзисторный выпрямитель особенно привлекательным для сварки труб, вентиляционных проходов и шахт. Сварка может проводиться электродами всву.
Практически каждый мастер имеет в наличии бензиновые сварочные выпрямители (Эсва, лорис). Это достаточно удобные портативные устройства, при помощи которых удобно проводить работы на выезде или открытом воздухе. Очень хорошие отзывы про выпрямитель сварочный fubag, причем его характеристика говорит о том, что устройство подходит и для эксплуатации в локальной сети питания. Кроме того, данные аппараты часто комплектуют портативным зарядным устройством.
Если распределять выпрямители по области применения, то получим такую таблицу:
| Область применения | Название выпрямителя |
| Для наплавки металла под флюсовым слоем | вду |
| Для одновременного питания нескольких сварочных постов | вксм |
| Применяется для питания сварочного аппарата при работе с конструкционными и легированными сталями. Широко используется в коммунальном хозяйстве, быту, небольших мастерских и цехах. | вдмш |
| В холодных двигателях автомобилей часто применяется дуговой частотный универсальный аппарат | ВДУЧ и ВДЧ |
Виды сварочных выпрямителей по количеству обслуживаемых потребителей
По количеству потребителей, питающихся от одного аппарата, различают сварочные одно- и многопостовые выпрямители.
Однопостовые
Для выполнения небольших сварочных работ одним сварщиком можно купить сварочный выпрямитель однопостовой серии ВД. К таким моделям подключается только один сварочный кабель. На большее количество кабелей мощности этого аппарата недостаточно.
Основные характеристики однопостового выпрямительного аппарата:
- компактные размеры и небольшая масса;
- система защит, обеспечивающая безопасность работы, – от перегрева, перегруза по напряжению и других нештатных ситуаций;
- небольшая мощность.Такое сварочное оборудование применяется, в основном, в бытовых работах. В быту часто используются выпрямители с однофазным трансформатором, работающим от бытовой электросети напряжением 220 В, частотой 50 Гц.
Многопостовые
Многопостовые выпрямители ВДМ применяются для проведения сварочных работ несколькими пользователями. Допустимые режимы сварки – ручная дуговая плавящимися электродами, в углекислом газе, под флюсом. Влияние постов друг на друга при работе исключено. Смена режимов – простая, быстрая и удобная.
Устройство пускового механизма
Пусковое устройство включает в свой состав – магнитопровод, две обмотки и клеммы. Переключатели изменяют напряжение и общее число обмоток подключаемых к выпрямителю. В первичную цепь устанавливают регулятор, собранный на основе полупроводников (тиристоров). Вторая обмотка, подключаемая к выпрямительному мосту, обеспечивает подачу двух уровней изменяемого напряжения.
Устройство пускового механизма трансформатора
Для работы пускового устройства требуется напряжение в 220 В. Ток лежит в диапазоне от 0 до 120 А, а напряжение достигает 70 В случае самостоятельного изготовления устройства, за основу принимают стержневой трансформатор, на его первой обмотке накручено 230 витков, на второй 32. Пульт управления полупроводниками монтируют над дросселем. Для охлаждения всей системы используют принудительную вентиляцию.
Устройство магнитопровода
Ключевыми деталями магнитопровода, являются пластинки или листы, произведенные из электромагнитной стали. К конструктивным деталям относят крепеж, корпус и пр. Магнитопроводы сварочных трансформаторов разделяют на стержневые и броневые. В устройствах стержневого типа все сегменты магнитной цепи обладают одинаковым сечением. В магнитопроводах броневого типа полным сечением обладает только средний стержень, на который устанавливают обмотки.
Виды магнитопроводов трансформатора
Сечения остальных участков магнитной цепи почти в два раза меньше. По ним происходит замыкание магнитного потока. На участках магнитопровода имеющего Т-образную форму, каждый имеет свое сечение. При этом его размер составляет в три раза меньший размер, чем собственно сам стержень. По каждому из участков происходит замыкание третьей части потока.Пластины, входящие в пакеты покрывают специальным составом, который называют оксидной изоляцией.Принцип работы сварочного трансформатораАппаратура для сварки работает по алгоритму:
- Питание подается на первую обмотку. В ней генерируется магнитный поток, замыкающийся на сердечнике.
- Затем питание направляется на вторую обмотку.
- Магнитопровод, который собран из ферромагнитов, генерирует постоянное магнитное поле. Индуцирующий поток производит ЭДС.
- Разность в числе витков допускает колебание тока с требуемыми для выполнения сварки параметрами. Эти же показатели учитывают при расчетах аппаратуры для сварки.
Существует связь числа витков на второй катушке и напряжением на выходе. То есть для повышения тока количество витков необходимо увеличить. Но так как, сварочный трансформатор – это понижающий тип, то число витков на второй обмотке будет ниже, чем на первой.Устройство и принцип действия сварочного трансформатора обеспечивает настройку величины тока. Этого достигают уменьшая или увеличивая пространство между катушками.Для этого в сварочном оборудовании установлены движущиеся компоненты. Расстояние между обмотками изменяет сопротивление и это дает возможность выбирать именно тот ток, который нужен для сварки.
Холостой ход
Аппаратура для сварки работает в двух режимах – рабочем и холостом. Во время сварки вторая обмотка замыкается между рабочим инструментом и деталью. Ток расплавляет кромки заготовок и в результате получается надежное соединение деталей. После того, как сварщик закончит работы, цепь прерывается и трансформатор переключается на холостой ход.ЭДС в первой обмотке появляются из-за наличия:
- магнитного потока;
- его рассеивания.
Холостой ход трансформатора
Эти силы отпочковываются от направления потока в магнитопроводе и замыкаются между катушками в воздухе. Именно эти силы и являются основой работы в холостую.Работа на холостом ходу не должна представлять опасность для рабочего — сварщика и окружающих людей. То есть оно не должно быть больше чем 46 В. Но отдельные модели сварочного оборудования, имеют большие значения, например, 60 – 70 В. В этом случае в конструкции сварочного устройства устанавливают ограничитель параметров холостого хода. Скорость его срабатывания не превышает одну секунду с момента разрыва цепи и окончания работы. В целях дополнительной защиты сварщика, корпус трансформатора необходимо заземлять.
![Сварочный выпрямитель [принципиальная схема, характеристики]](https://domdetaley.ru/wp-content/uploads/0/f/9/0f9538e76e154dca7626ebb3f6ad64c1.png)



Своими руками
Практика показала, что некоторые люди успешно справляются с самостоятельным изготовлением сварочных выпрямителей. Главное разработать работоспособную схему. Основными исходными параметрами будут диаметры электродов на работу с которыми рассчитан выпрямитель. Так, например, если 3 мм., то сварочный ток необходимо обеспечить около 150 А, если 4 мм. – 200 А.
В схеме должны быть указаны параметры следующих элементов:
- Трансформатор. Желательно подобрать к схеме из готовых аппаратов. Однако это условие выполнить нелегко, приходится научиться изготавливать трансформатор самостоятельно. Расчет его элементов (сечение сердечника, количество витков на обмотках и размеры проводов) не так уж сложен. Опыт сборки и монтажа быстро набирается после одной – двух неудачных перемоток.
- Выпрямительный блок. Напряжение подается после вторичной обмотки трансформатора. Для работы применяются следующие элементы: диоды;
- конденсатор;
- дроссель.
Сборка диодов выполнена по мостовой схеме. После нее ток получается не переменный, а пульсирующий. Такой ток для сварки не годится, поэтому в цепи присутствует конденсатор. Он сглаживает пульсации. Окончательно постоянный ток получается с помощью дросселя. Дроссель работает как фильтр, который пропускает постоянную составляющую тока, а переменную задерживает.

Сварочный выпрямитель BLUE WELD KING TIG 200
Диоды, работающие на таких высоких токах, выделяют много тепла. Поэтому в сборку они обязательно входят в комплекте с радиаторами охлаждения
Важно продумать принудительный обдув сварочного аппарата от вентилятора
Конденсаторы для сварочного блока рассчитаны на максимальное значение напряжения пульсаций. Для выпрямительного блока они отличаются от применяемых в радиотехнике, которые не работают с импульсными токами.
Важно! Внимательно обращать внимание на характеристики. Для изготовления дросселя необходим сердечник из трансформаторного железа и медная изолированная шинка (можно использовать жилу скрученную из медных луженых проволок с изоляцией). Сердечники возможно использовать со старой радиоаппаратуры
Сердечник дросселя и намотка собираются с зазором. После испытания аппарата, зазор и количество витков в обмотке могут корректироваться
Сердечники возможно использовать со старой радиоаппаратуры. Сердечник дросселя и намотка собираются с зазором. После испытания аппарата, зазор и количество витков в обмотке могут корректироваться
Для изготовления дросселя необходим сердечник из трансформаторного железа и медная изолированная шинка (можно использовать жилу скрученную из медных луженых проволок с изоляцией). Сердечники возможно использовать со старой радиоаппаратуры. Сердечник дросселя и намотка собираются с зазором. После испытания аппарата, зазор и количество витков в обмотке могут корректироваться.
Основание сварочного выпрямителя. Отличными изолирующими свойствами обладает текстолитовая пластина. Размещать приборы на ней нежелательно вплотную друг к другу. При работе выделяется большое количество тепла, поэтому необходимо иметь достаточно большое продуваемое пространство.
Вариантов изготовить сварочный выпрямитель своими руками далеко не один. Они будут отличаться по конструкции из-за способов регулирования. Исполнитель будет разрабатывать собственную конструкцию применительно к специфике выполняемых работ.





