Важные параметры при выборе сварочного полуавтомата
Узнав разновидности аппаратов и возможности работы с газами перейдем к ключевым параметрам. Чтобы понять какой сварочный полуавтомат лучше купить для гаража или домашней мастерской стоит разобраться в четырех характеристиках, влияющих на возможности по сварке.
Диаметр проволоки и сварочный ток
Выбирая сварочный полуавтомат нужно отталкиваться от толщины свариваемого металла. Для кузовных элементов авто или ремонта корпусов электрического оборудования нужна малая сила тока и небольшой диаметр проволоки, чтобы избегать прожогов. Если выбрать маломощный аппарат, то он не проплавит стороны, а лишь наложит расплавленный металл сверху, что не будет иметь удерживающей силы. При мощном полуавтомате, но малом диаметре проволоки последняя расплавится не успев достигнуть соединяемые детали.
Вот примерная таблица подбора режима сварки полуавтоматом:
| Толщина металла, мм | Диаметр проволоки, мм | Сила тока, А |
|---|---|---|
| 0.5-1.0 | 0.6 | 10 – 30 |
| 1.2-2.0 | 0.8 | 45 – 100 |
| 2.5-4.0 | 1.0-1.2 | 120 – 200 |
| 5.0-8.0 | 1.6 | 150 – 350 |
| 9.0-20.0 | 1.6 | 300 – 500 |
Следовательно, если в приоритете сварка емкостей и листовой стали с толщиной до 2 мм, то достаточно самой простой модели с силой тока 150 А и катушкой с проволокой диаметром 0.8 мм. Но заварить швеллер таким полуавтоматом уже не получится. Если в перспективе предстоит варить различные по толщине металлы, то лучше выбрать модель с большим диапазоном и возможностью устанавливать проволоку разного диаметра.
Напряжение питающей сети
Немаловажно при выборе полуавтомата учитывать и параметры сети. Бытовые модели на 220 В можно подключить в мощную переноску и варить во дворе дома или гараже. Но они ограничены пределом силы тока в 250 А
Чтобы вести сварку на более высоком токе потребуется трехфазный ввод. Если в гараже есть такая возможность для подключения, то стоит заказать полуавтомат на 380 В, что расширит его возможности. Комбинированный тип, способный переключаться и работать как от 220, так и от 380 В оправдан только в случае выездной деятельности, когда часто приходится менять рабочее место, а будущие параметры сети неизвестны
Но они ограничены пределом силы тока в 250 А. Чтобы вести сварку на более высоком токе потребуется трехфазный ввод. Если в гараже есть такая возможность для подключения, то стоит заказать полуавтомат на 380 В, что расширит его возможности. Комбинированный тип, способный переключаться и работать как от 220, так и от 380 В оправдан только в случае выездной деятельности, когда часто приходится менять рабочее место, а будущие параметры сети неизвестны.
Но для частного дома и дачи стоит учесть еще и возможность варить при пониженном напряжении. Когда ток падает с 220 до 190 В и ниже, то некоторые аппараты просто «не тянут», дуга еле горит, а металл в сварочной ванне вместо жидкого похож на пластилин
Тогда нужно обращать внимание на модели с диапазоном входящего напряжения 140-230 или 170-230 В
Потребляемая мощность
Потребляемая мощность влияет на производительность и оказываемую нагрузку на сеть. Для бытовых нужд лучше выбирать полуавтоматы с мощностью 3-4 кВт. Это поможет не спалить розетку от перегрева, автомат не будет выбивать, а показателя хватит, чтобы проварить листовой металл или уголок толщиной до 3 мм.
Если в гараже предусмотрено небольшое производство по изготовлению дверей и ворот, то нужен более мощный автомат и проводка. Тогда можно выбрать агрегат на 5-6 кВт, расширяющий возможности по сварке. Для частных цехов используют оборудование от 7 кВт.
Учитывая показатель мощности стоит помнить, что ее рабочее значение немного ниже потребляемого. Изначально нужно предусматривать запас в 20%, но если в доме частые просадки сети, то этот запас должен быть еще больше.
Принцип работы
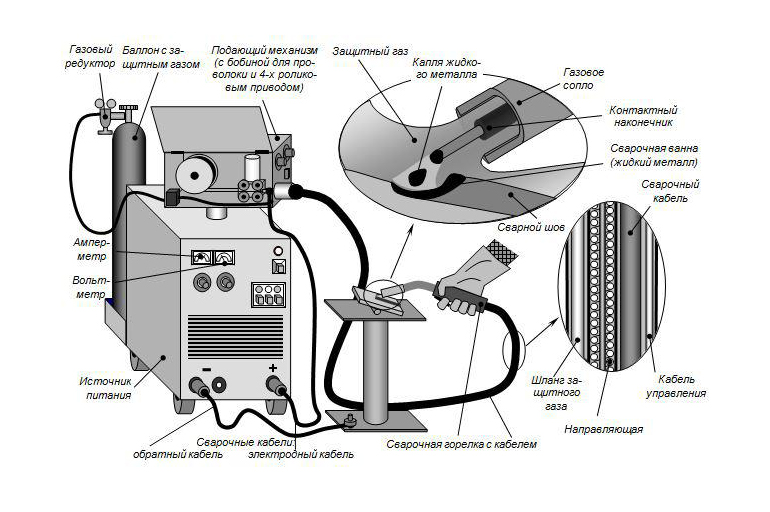
Чтобы понять принцип работы стандартного полуавтомата не нужно обладать глубокими знаниями в области физики и химии. Ведь принцип довольно прост и понятен даже для новичка.
Сварщик, начиная сварку, направляет горелку в сварочную зону. Одновременно с этим в полуавтоматическом режиме подается сварочная проволока (проволока заправляется в горелку, поэтому в процессе у вас будет занята всего одна рука, что очень удобно). Вместе с проволокой подается струя защитного газа. Между проволокой и заготовкой в смеси газов образовывается разряд, из-за чего металл плавится. Затем он смешивается с расплавленной проволокой, и сварщик может начать формировать шов. Технология проста и понятна, а для ее выполнения нужен лишь баллон с газом и проволока. Газ защищает сварочную зону от окисления, а проволока помогает формировать качественный шов.
Это интересно: Сварочный карандаш — виды, особенности использования термитного карандаша
Полуавтомат трансформатора
При наличии ненужного сварочного устройства этого типа можно собрать рабочий полуавтоматический аппарат. Прибор с постоянным током и выпрямителем не требует доработки. Работающий с переменным напряжением трансформатор нужно переделывать.
Необходимые инструменты
Для сборки сварочного аппарата в домашних условиях применяют такие приспособления:
- механизм подачи проволоки;
- блок формирования сварочного тока;
- питающее устройство;
- горелку;
- опорную часть;
- рукава;
- зажимы.
Выбор элементов
Перед тем как сделать аппарат своими руками, нужно правильно подобрать следующие компоненты:
- Источник питания. Для создания этого элемента используют трансформатор. От этой детали зависит производительность агрегата.
- Корпус. Используют короб или ящик нужного размера. Он должен быть сделан из металлических листов или пластика. В корпус устанавливают трансформаторы, подключаемые к первичным и вторичным бобинам.
- Охлаждающая система. При длительной работе сварочный аппарат перегревается. Самый простой способ охлаждения – установка вентиляторов. Эти устройства монтируют в боковых частях корпуса, напротив трансформатора.
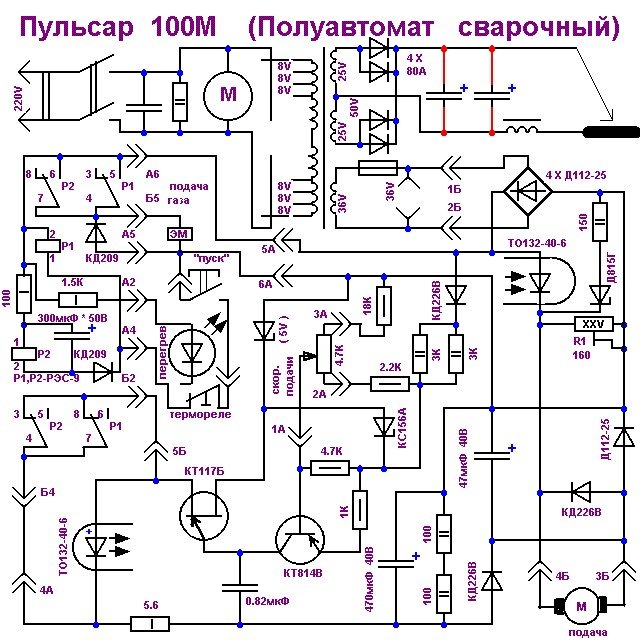
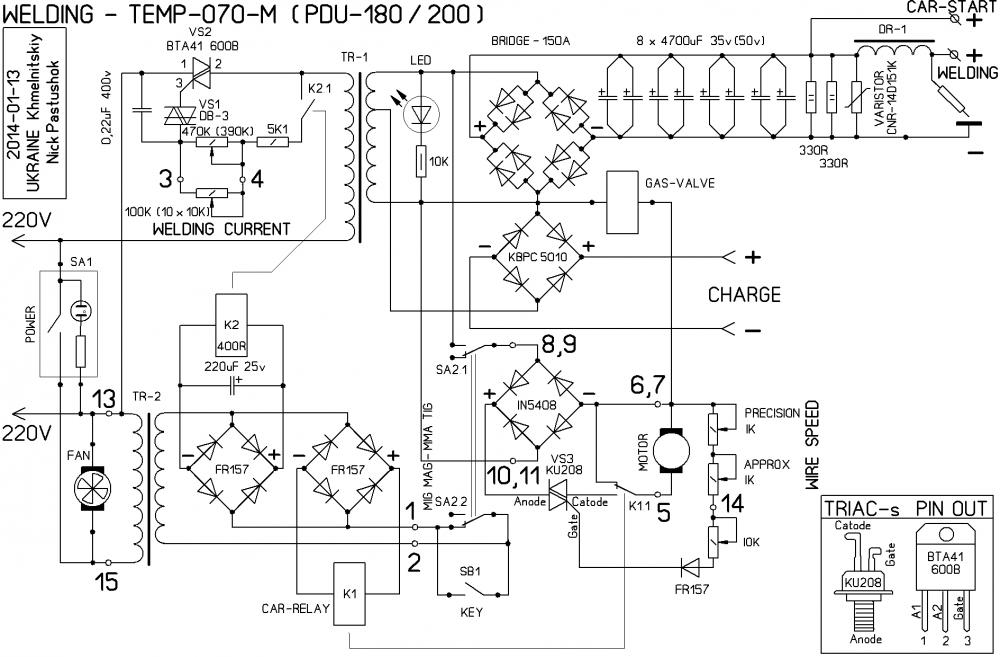
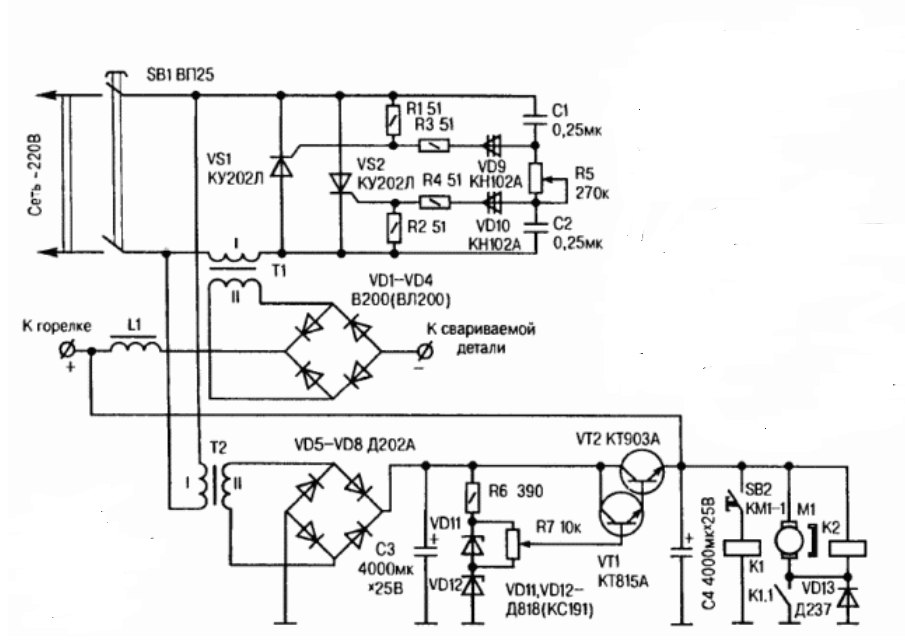
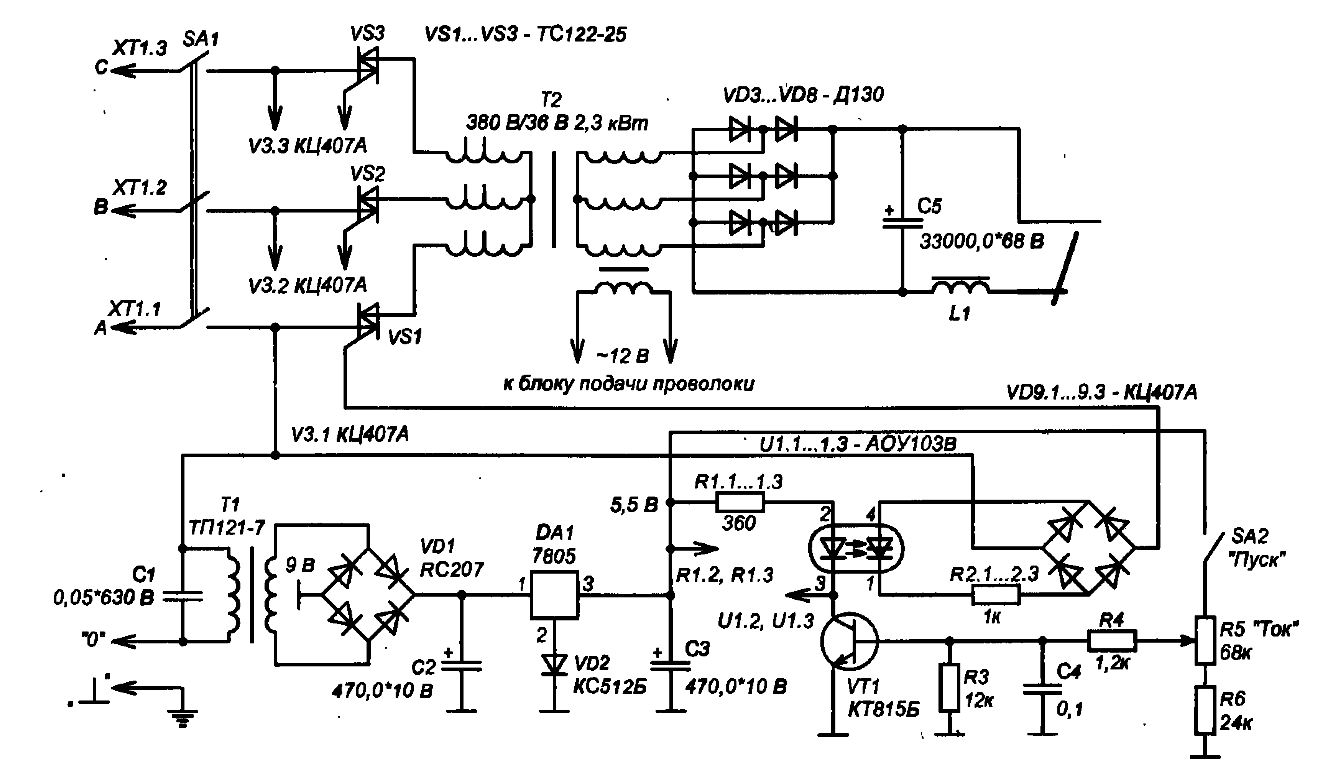
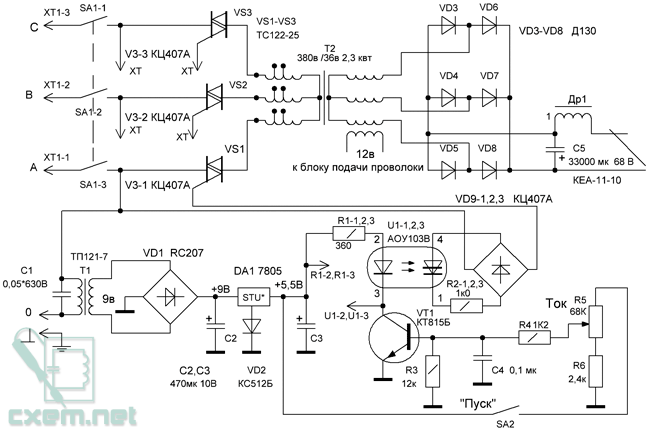
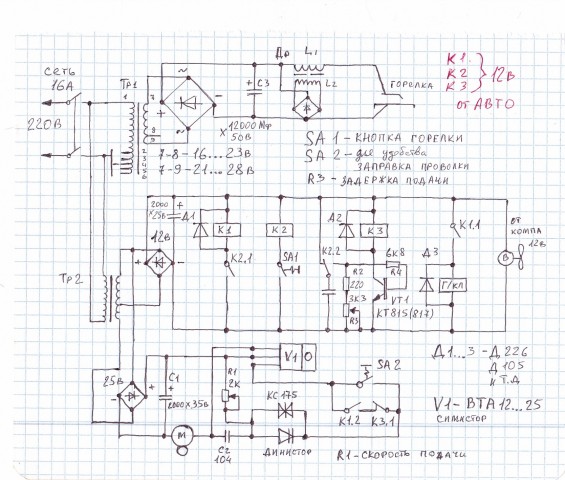
Схема полуавтомата
Чертеж полуавтомата включает электронный блок, высокочастотный тиристор, специальные выпрямители. Будущий аппарат должен обладать оптимальной для образования сварного соединения силой тока, скоростью распределения проволоки, напряжением. Для обеспечения этих характеристик потребуется источник формирования электрической дуги.

Подготовка оборудования
Чтобы подготовить аппарат к работе, нужно переделать следующие блоки:
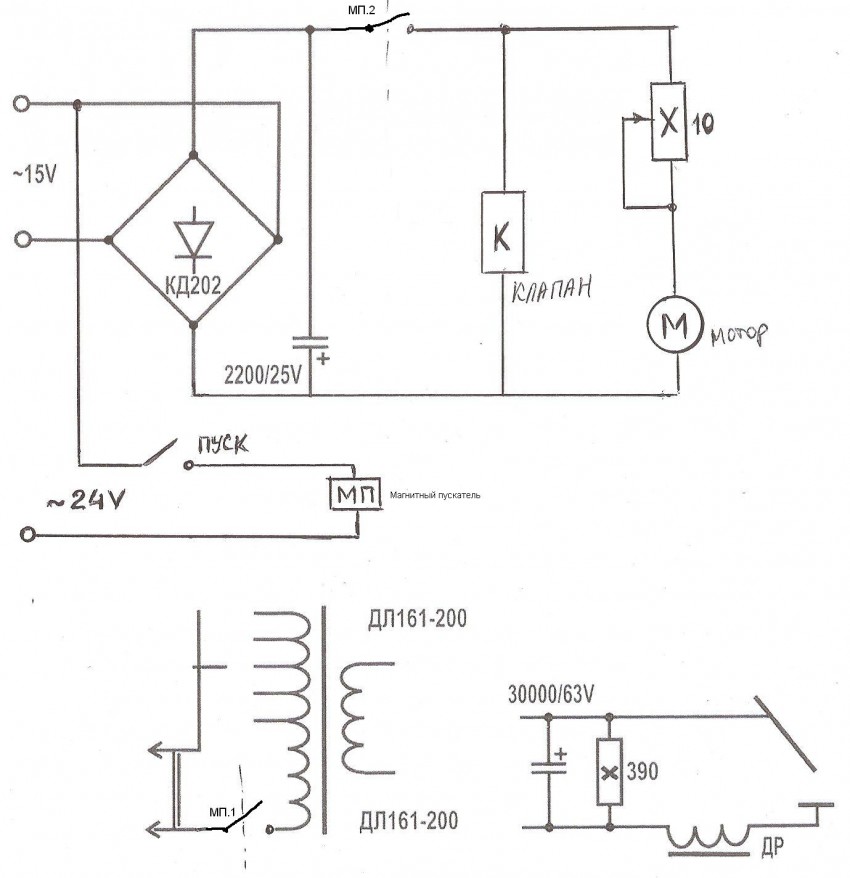
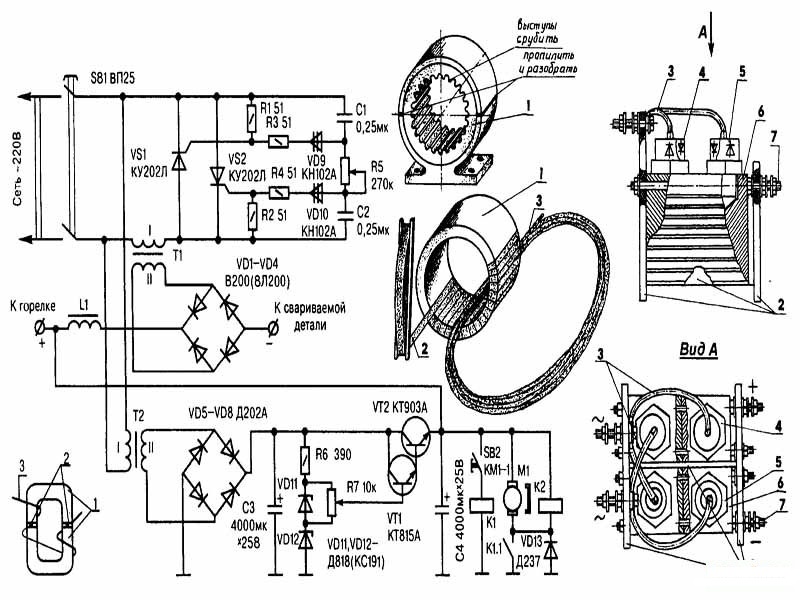
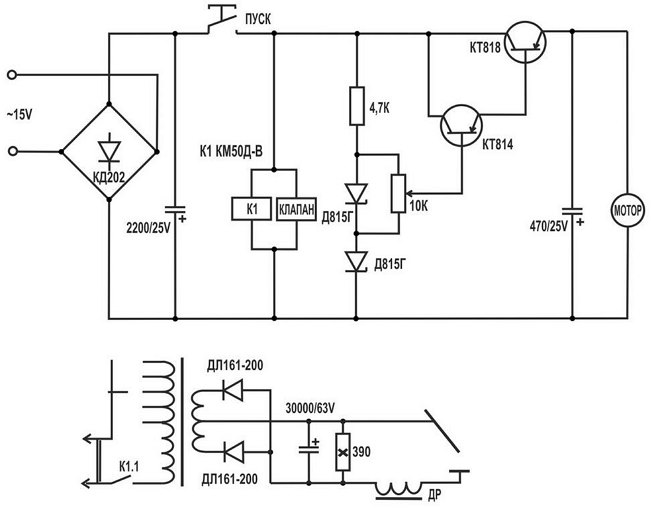
- Трехфазный трансформатор. Его превращают в источник постоянного тока. Для этого устанавливают фильтры и диодный мост. Первый удерживает стабильную дугу, второй – выпрямляет напряжение. Подсоединение фильтра нейтрализует перепады напряжения.
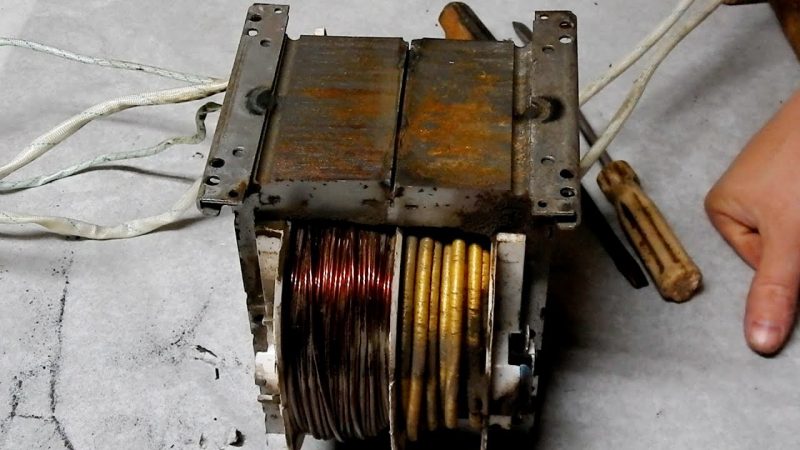
- Дроссельный элемент. Его получают путем обматывания старого трансформатора. Подойдет деталь от старого советского телевизора. Элемент имеет 2 катушки, расположенные на округлом сердечнике, состоящем из 2 частей. Конструкцию разбирают. После этого удаляют подводы. На катушки наматывают медную проволоку. Части сердечника складывают, между ними устанавливают текстолитовую приставку толщиной 1,5 мм. Катушки соединяют последовательно.
Процесс создания сварочного аппарата
После выполнения всех вышеуказанных действий трансформатор вводят в корпус, устанавливают горелку, механизм распределения проволоки, подающий газ рукав, баллон. Агрегат готов к работе.
Полуавтомат из инвертора
Существует несколько способов, как можно из инвертора сделать рабочий полуавтомат. Мы перечислим самые интересные, на наш взгляд. Вы сможете воплотить их в домашних условиях, обладая базовыми знаниями в области электротехники.
Способ №1
Чтобы сделать инверторный сварочный полуавтомат своими руками, вам понадобится «донор». Без него сделать полуавтомат просто не получится. В качестве «донора» возьмите не самый слабый инвертор для ММА сварки. Он обязательно должен быть рабочим, и без проблем выполнять обычные сварочные операции.
Вам необходимо изменить вольт-амперные характеристики выбранного вами инвертора, чтобы он мог работать в режиме полуавтоматической сварки. Для этого можно использовать ШИМ-контроллер. Однако, этот вариант очень трудоемкий и не подойдет для тех, кто не силен в электротехнике.
Поэтому, чтобы собрать сварочный полуавтомат из инвертора своими руками, мы рекомендуем сделать дроссель. Для этого подойдет дроссель от лампы дневного света. И после дросселя нужно взять напряжение на обратную связь. Посмотрите ролик ниже, где подробно рассказывается суть этого способа. Там же в ролике есть понятная схема.
Способ №2
Второй способ крайне прост и подойдет для тех, кто обладает определенной инверторнойсваркой.Дело в том, что в продаже существуют инверторы, способные переключаться в режим с жестким изменением вольт-амперной характеристики.Если вы обладатель именно такого инвертора, то можете только порадоваться за себя.Чтобы превратить такой аппарат в полуавтомат, вам достаточно докупить внешний подающий механизм.
В комплекте с механизмом должны быть все необходимые кабели и разъемы. Вам достаточно без проблем подключить подающий механизм подачи сварочной проволоки к сварочному инвертору и можно варить. Можно считать, что в данном случае подающий механизм работает как приставка к инвертору для полуавтоматической сварки. Посмотрите видео ниже, где автор рассказывает про свой инвертор, к которому он подключил подающий механизм.
Способ №3
Последний способ превращения из сварочного инвертора в полуавтомат своими руками потребует некоторых знаний и навыков. В этом случае вам так же понадобится инвертор-донор. Учтите, что подойдет не любой аппарат. Вам нужен инвертор с компоновкой ZX-7. На выходе у него должен быть шунт, а на «первичке» должен быть трансформатор тока. Еще лучше, если у аппарата не будет никаких дополнительных функций вроде горячего старта или форсажа дуги.
Вам так же необходимо изменить вольт-амперные характеристики, а еще установить настройку нарастания тока. Дальнейшие действия напрямую зависят от схемы вашего инвертора. Так что не ленитесь найти темы на различных форумах, посвященных переделке инвертора в полуавтомат. Посмотрите видео ниже с тестом такого самодельного аппарата.
Что потребуется для переделки инвертора в полуавтомат
Чтобы переделать инвертор, изготовив из него функциональный сварочный полуавтомат, вы должны найти следующее оборудование и дополнительные комплектующие:
- инверторный аппарат, способный формировать сварочный ток силой 150 А;
- механизм, который будет отвечать за подачу сварочной проволоки;
- основной рабочий элемент – горелку;
- шланг, через который будет подаваться сварочная проволока;
- шланг для подачи защитного газа в зону выполнения сварки;
- катушку со сварочной проволокой (такую катушку необходимо будет подвергнуть некоторым переделкам);
- электронный блок, управляющий работой вашего самодельного полуавтомата.
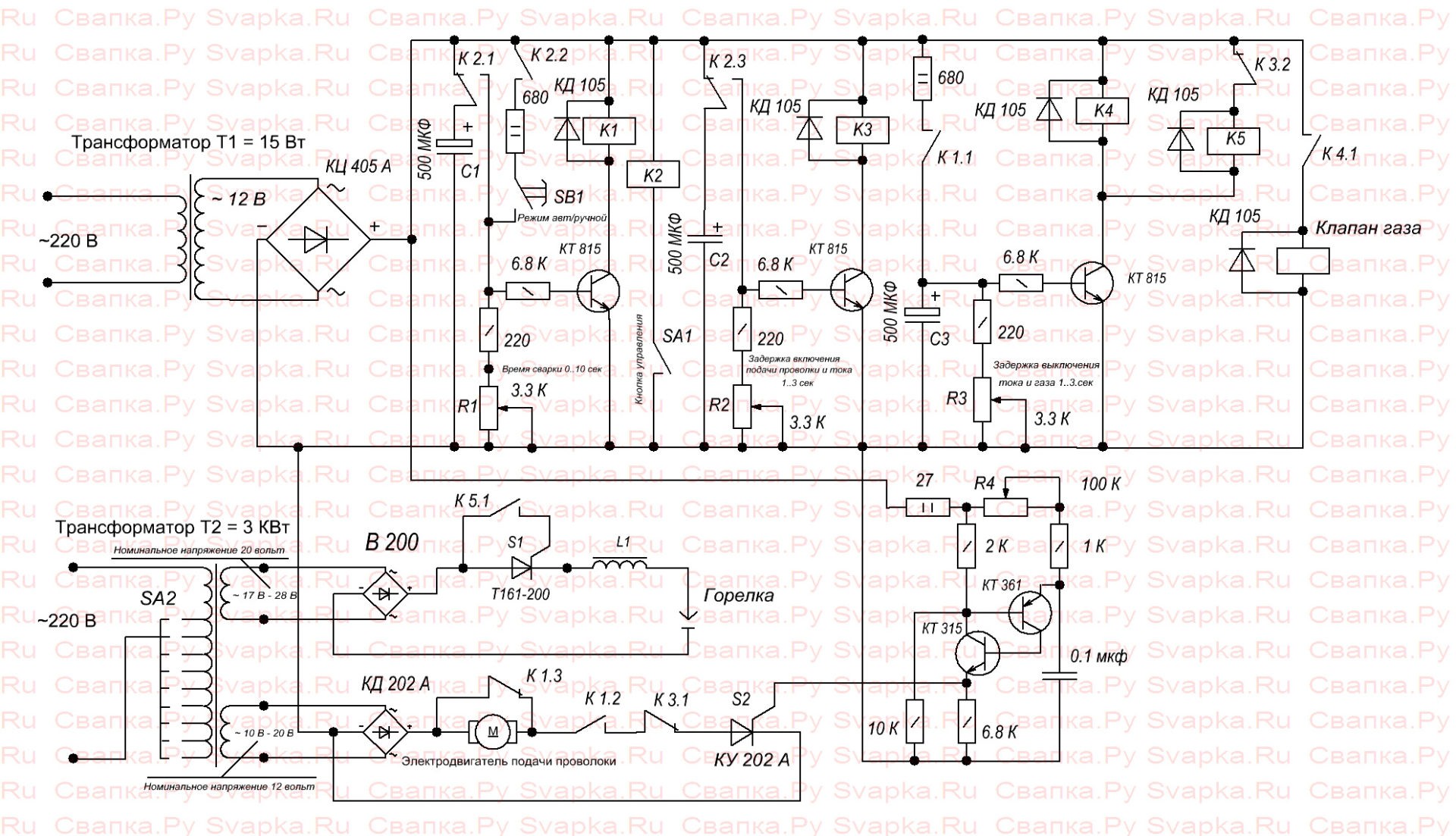
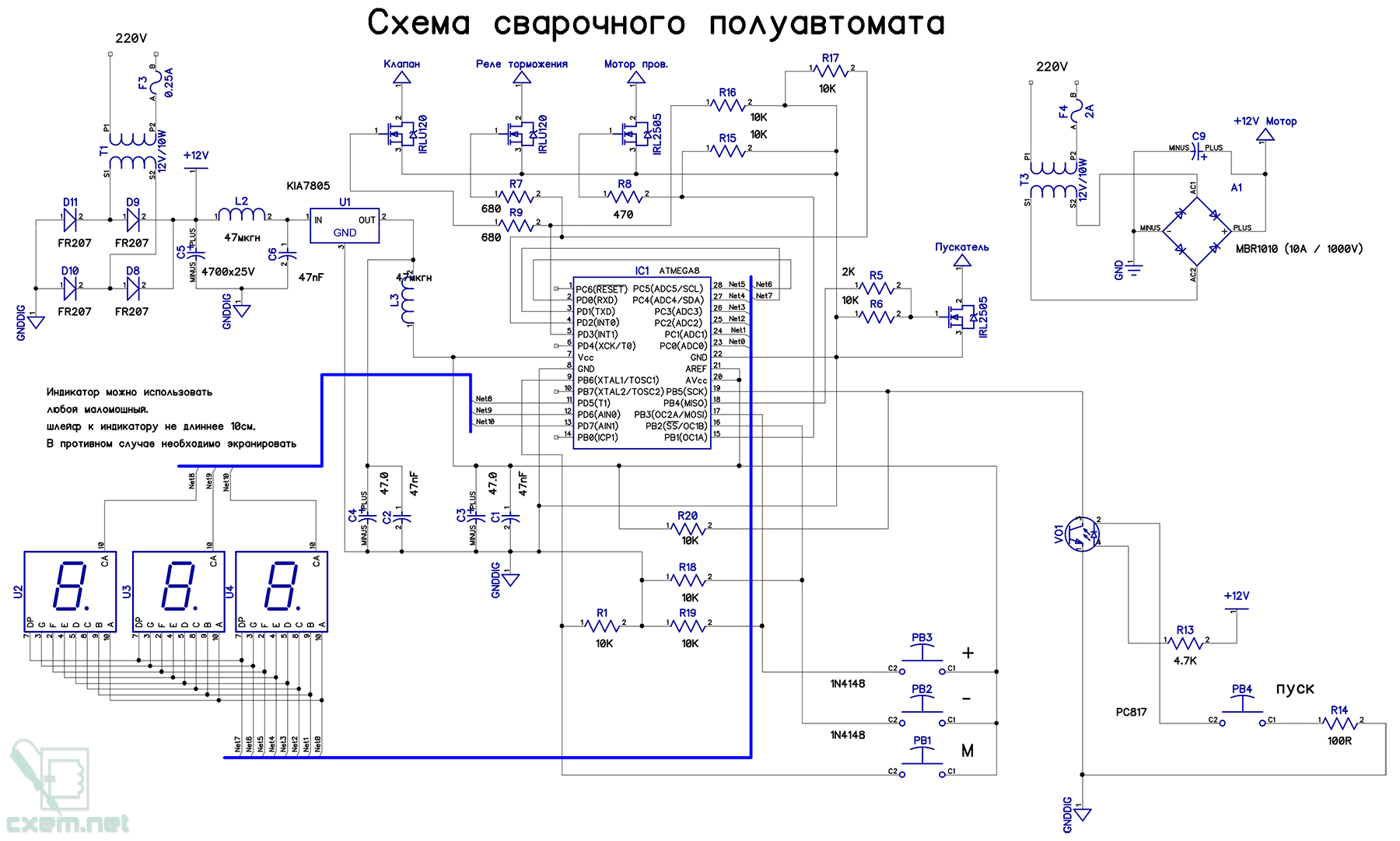
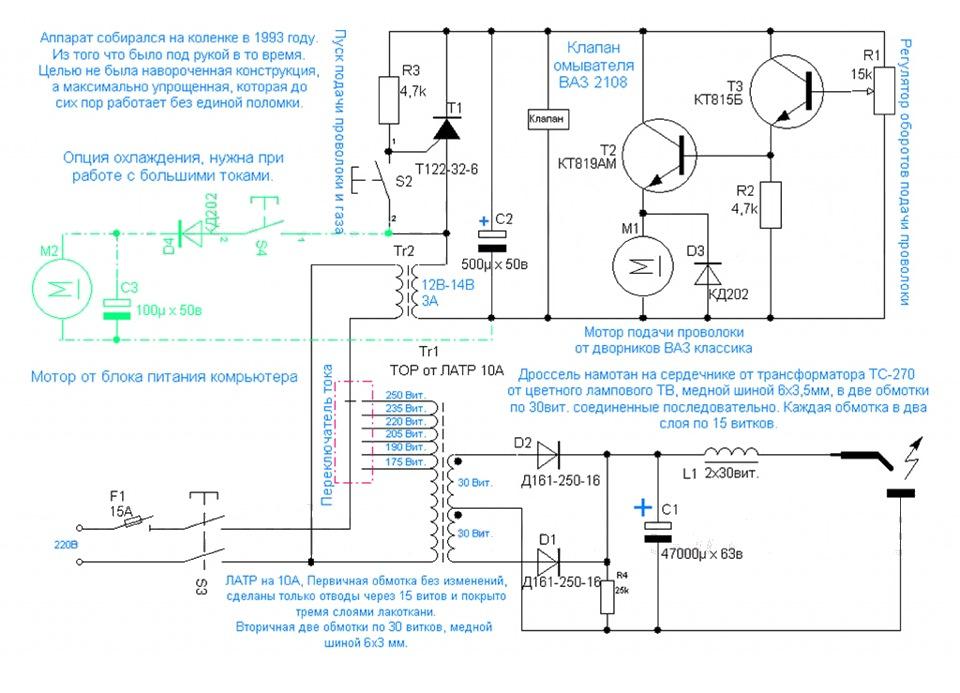
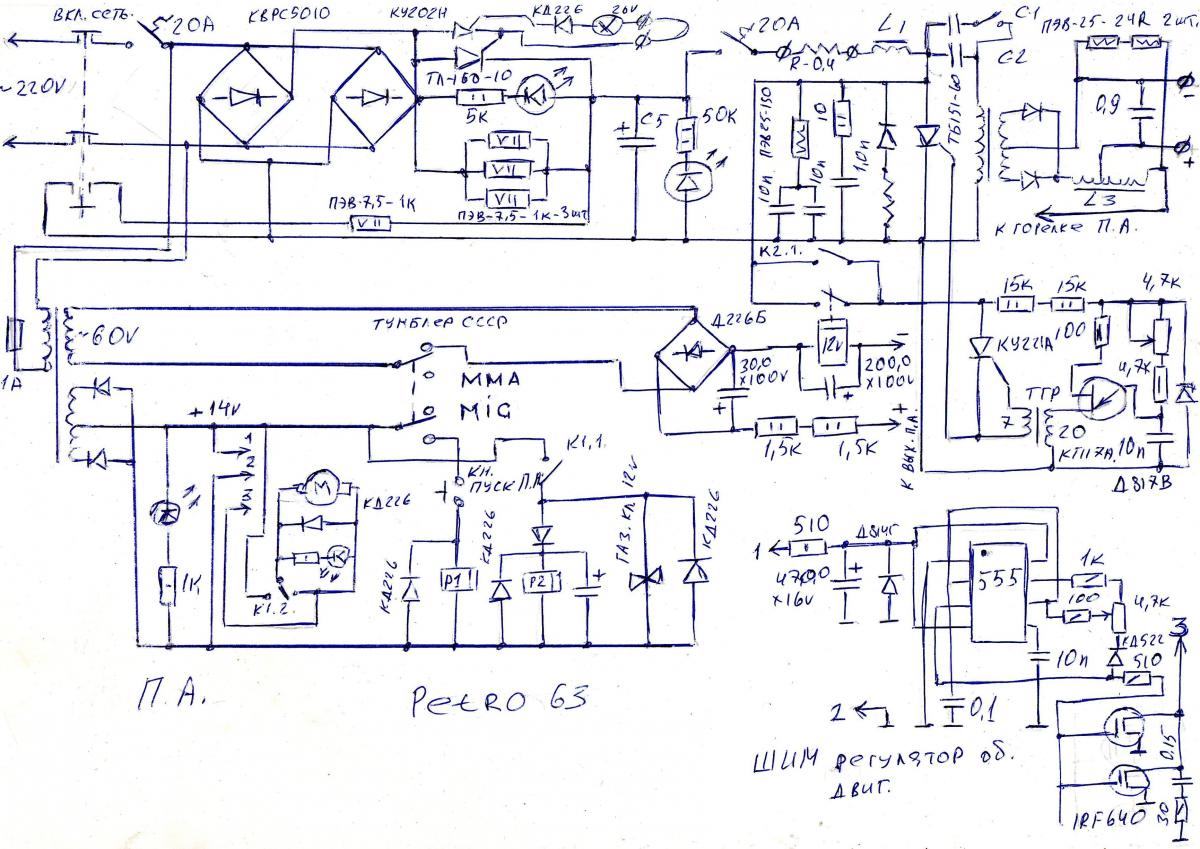
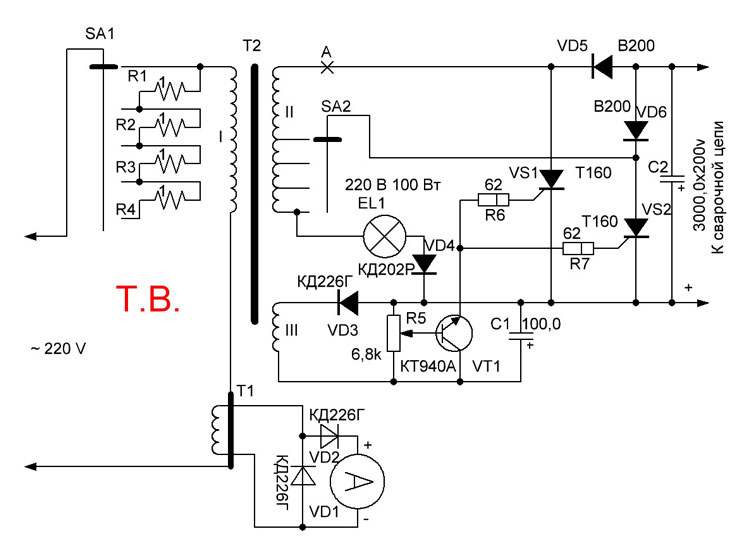
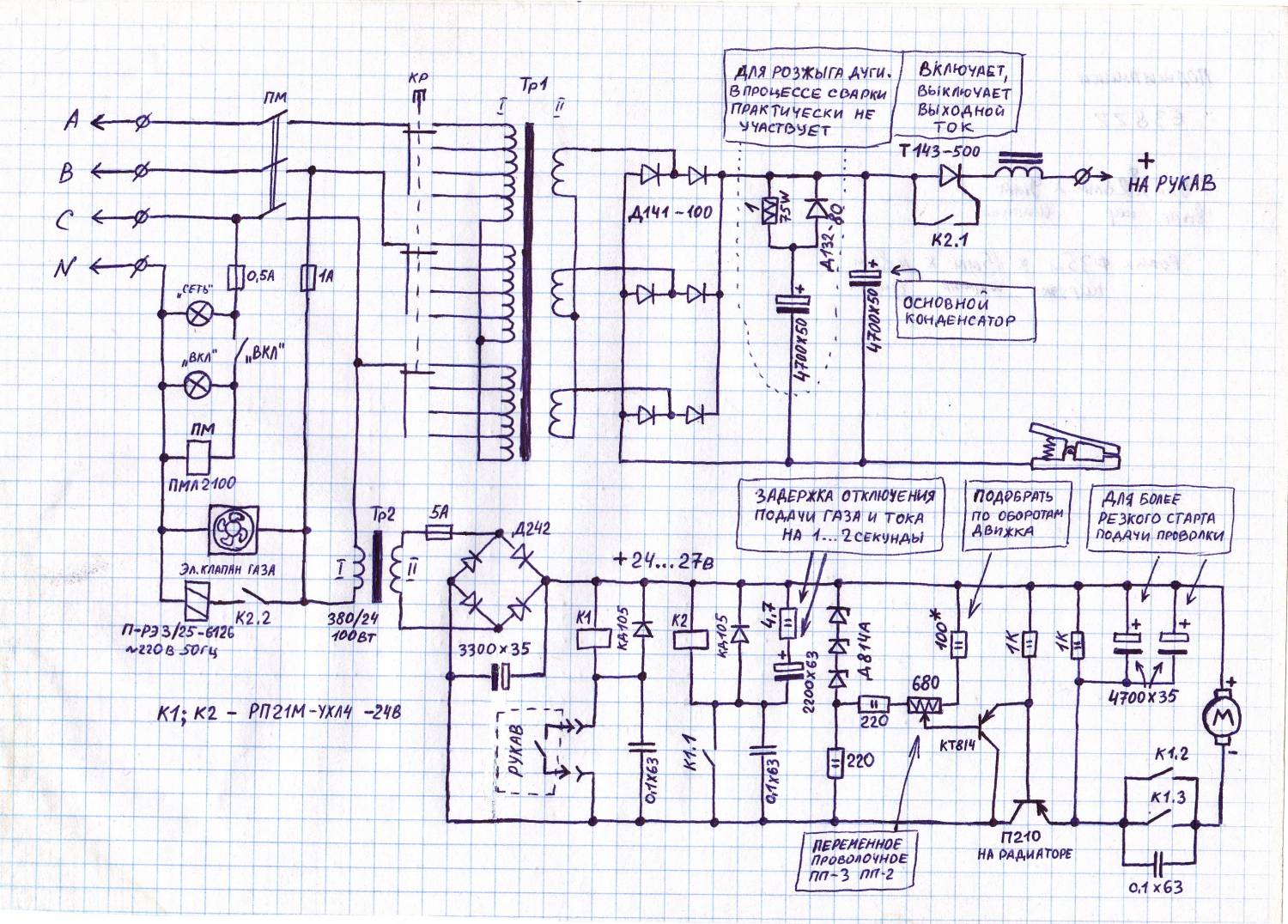
Электрическая схема самодельного полуавтомата
Отдельное внимание надо посвятить переделке подающего устройства, за счет которого в зону сварки подается сварочная проволока, передвигающаяся по гибкому шлангу. Чтобы сварной шов получался качественным, надежным и аккуратным, скорость подачи проволоки по гибкому шлангу должна соответствовать скорости ее расплавления
Поскольку при сварке с использованием полуавтомата может применяться проволока из разных материалов и различного диаметра, скорость ее подачи должна регулироваться. Именно такую функцию – регулирование скорости подачи сварочной проволоки – как раз и должен выполнять подающий механизм полуавтомата.
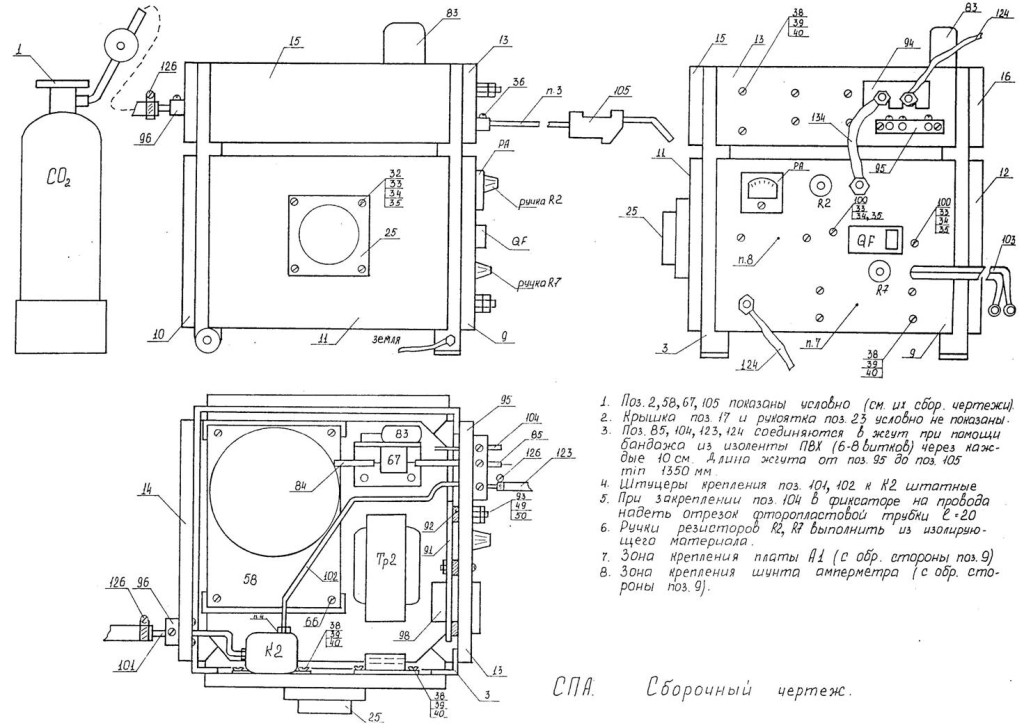

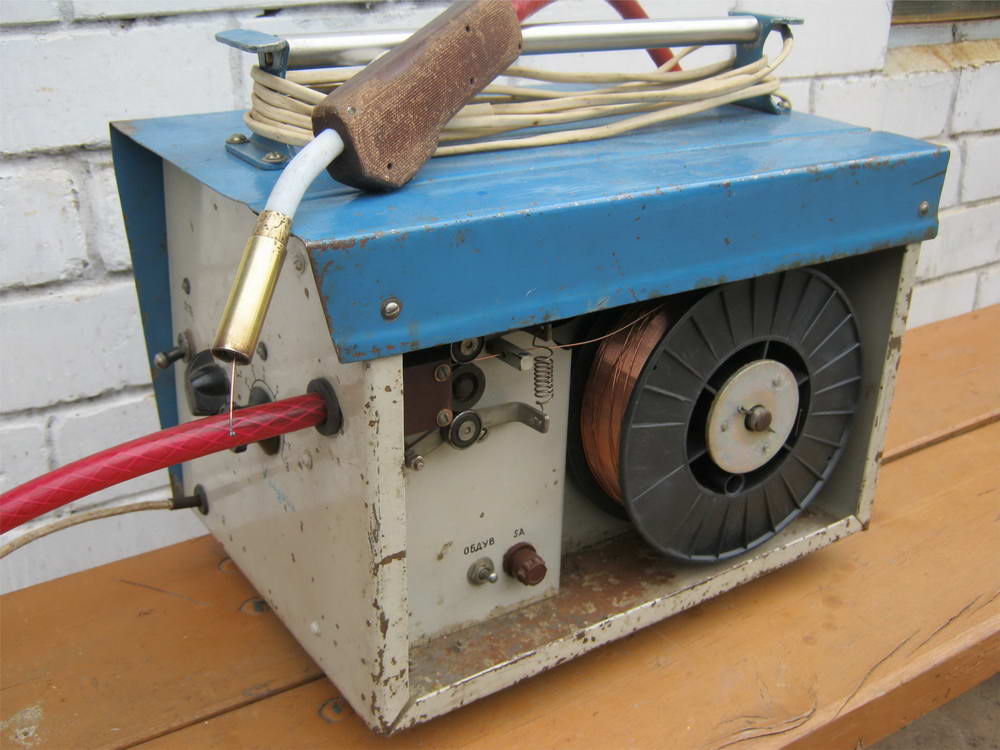
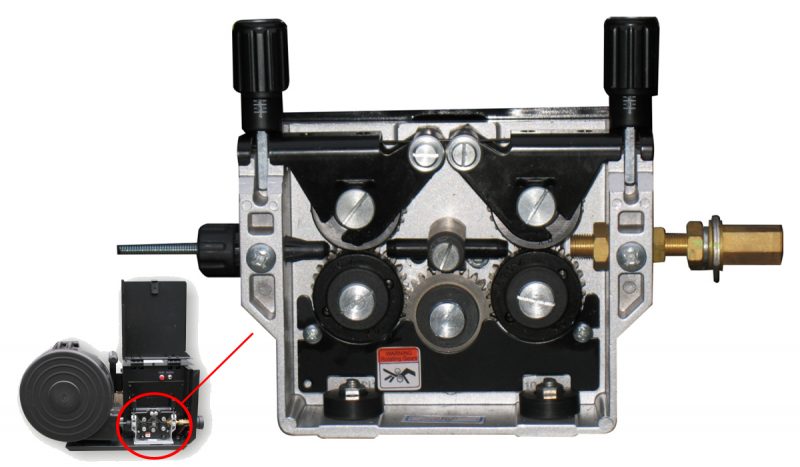
Внешний вид самодельного полуавтоматического сварочника
Внутренняя компоновка
Катушка для проволоки
Механизм подачи проволоки (вид 1)
Механизм подачи проволоки (вид 2)
Крепление сварочного рукава к механизму подачи
Конструкция самодельной горелки
Самыми распространенными диаметрами проволоки, применяемой при сварке полуавтоматом, являются 0,8; 1; 1,2 и 1,6 мм. Проволоку перед выполнением сварки наматывают на специальные катушки, которые являются приставками полуавтоматических аппаратов, закрепляемыми на них при помощи несложных конструктивных элементов. В процессе выполнения сварки проволока подается автоматически, что значительно сокращает время, затрачиваемое на такую технологическую операцию, упрощает ее и делает более эффективной.
Основным элементом электронной схемы блока управления полуавтомата является микроконтроллер, который отвечает за регулирование и стабилизацию сварочного тока. Именно от данного элемента электронной схемы сварочного полуавтомата зависят параметры рабочего тока и возможность их регулирования.
Горелка
Самодельный полуавтомат нужно оснастить горелкой. Ее можно сделать самостоятельно, но лучше купить готовый комплект, в который входит:
- Горелка с набором наконечников разных диаметров.
- Подающий шланг.
- Евро разъем.
Нормальную горелку можно приобрести за 2-3 тысячи рублей. Тем более, аппарат самодельный, поэтому можно не гнаться за дорогими брендами.
На что обратить внимание при выборе комплекта:
- на какой сварочный ток рассчитана горелка;
- длина и жесткость шланга – главная задача шланга, обеспечить свободную подачу проволоки к горелке. Если он будет мягкий – любой перегиб затормозит движение;
- пружины возле разъема и горелки – они не дают шлангу переламываться.
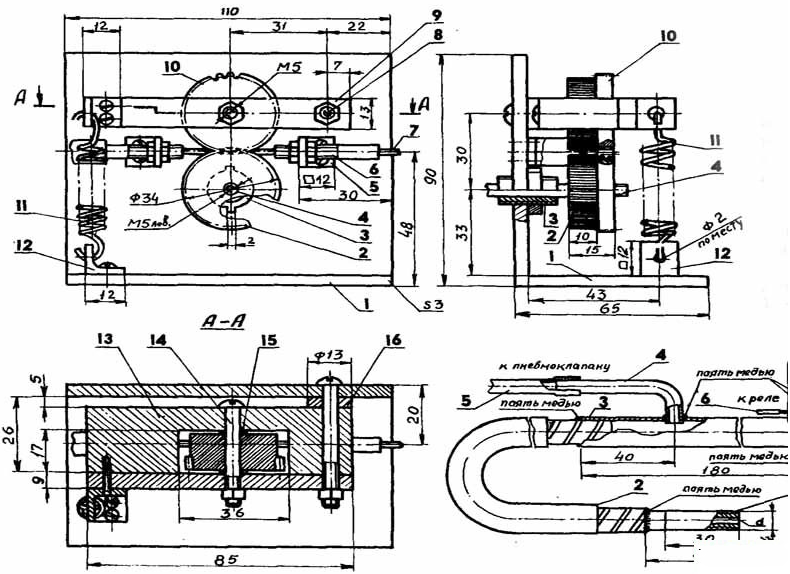
Как наладить механизм подачи?
Схемы самодельных сварочных аппаратов подразумевают наличие специального механизма подачи сварочной проволоки для полуавтоматов. Если нет заготовки данного элемента, можно собрать его самостоятельно по чертежам.
Для этого потребуется взять два подшипника, величина которых должна соответствовать типоразмеру 6202, также понадобится электродвигатель от автомобильных дворников, причем чем меньше будет его размер, тем лучше.
Когда будет производиться выбор сварочного аппарата и его соответствие схеме сварочного полуавтомата, необходимо тщательно проверить, чтобы он вращался строго в одном направлении. Помимо этого, нужно будет взять ролик с диаметром ровно 25 мм. Его насаживают поверх резьбы на вал электромотора. Все нестандартные элементы конструкции производятся самостоятельно – так в последующем будет гораздо легче производить ремонт сварочных полуавтоматов своими руками.
Механизм подачи включает в себя две пластины, на которых установлены подшипники. Между ними находится ролик с подключенным к нему электродвигателем. Пластины сжимаются за счет пружины, этот же элемент схемы самодельного механизма подачи позволяет прижимать подшипники к ролику. Сборка механизма производится на специальной текстолитовой пластине, ее толщина составляет порядка 5 мм. Делают это таким образом, чтобы сварочная проволока выходила из механизма в районе разъема.

Этот разъем, в свою очередь, будет подключаться к сварочному рукаву, установленному на передней части корпуса. К этой же пластине подключается катушка с намотанной проволокой. Чтобы катушка хорошо держалась на механизме подачи, под нее делают специальный вал, который крепится перпендикулярно к текстолитовой пластине. С краю у вала должна быть нарезана резьба, чтобы катушка как можно плотнее садилась на него.
Принципиальная схема сварочного полуавтомата, изготовленного самостоятельно, отличается практичностью, надежностью и экономичностью. Стоит отметить, что наверняка конструкция будет выглядеть не слишком привлекательно, однако по своим эксплуатационным характеристикам она практически ничем не будет отличаться от профессионального промышленного оборудования.
Все элементы, расположенные в механизме подачи, рассчитаны под стандартную катушку. Однако у данной конструкции имеется один серьезный недостаток – сварочные работы будут производиться без газа.
Выбор корпуса
Коробка для полуавтомата-самоделки должен иметь такой объем, чтобы вместить части, но, легким, поддающимся быстрой очистке. Также не должно возникать затруднений при его открывании и закрывании.
Для изготовления корпуса многими сварщиками считается оптимальным вариантом использование системного блока от старого компьютера. Он компактен, обладает эстетичным внешним видом. Так как системник изготовлен из тонкостенного металла или пластика, в нем можно легко устроить требуемые вырезы. К тому же, присутствует установленный питающий блок напряжением 12 В, соответствующий для питания газового клапана при MIG-сварке. По технологии MMA, напряжения хватит для того, чтобы подавать проволоку в область сварки.
Если найти системник не удалось, для монтажа корпуса подбирается любой пластиковый либо металлический короб соответствующих габаритов.
Особенности самодельного сварочного полуавтомата
Необходимость соединения металлических изделий возникает в самых различных случаях. Поэтому наличие под рукой сварочного аппарата позволит осуществить задуманное без особых сложностей. С таким прибором можно проводить мелкие ремонтные работы без привлечения специалистов.
Предназначение и области применения

Самодельное сварочное оборудование используется для соединения изделий из нержавеющих сталей, цветных и черных металлов. Наиболее часто полуавтомат применяется в сельской местности, где есть необходимость обустройства ограждений, теплиц или прочих металлических сооружений.
Помимо монтажных и ремонтных работ, а также тяжелой промышленности, оборудование востребовано в микроэлектронике. С помощью аппарата можно сваривать разные металлы, соединять тонколистные детали и предметы с большой толщиной. Кроме того, с помощью полуавтоматов можно разрезать металлические изделия в тех местах, куда не достает шлифмашина.
Устройство
В схеме полуавтоматической сварки отсутствуют сложные компоненты. Но если в классическом аппарате используются электроды, то здесь применяется присадочная проволока. Это способствует непрерывному выполнению сварочных работ, что позволяет сформировать ровный и равномерный шов.
Устройство полуавтоматической сварки.
Показатели сопротивления у полуавтомата намного ниже, чем у дуговой сварки.
Оборудование состоит из 3 частей:
- Электрических компонентов. Отвечают за подачу тока.
- Проволочного механизма. Обеспечивает подачу присадочной проволоки.

- Горелки. Предназначается для создания газовой среды посредством специального сопла.

Принцип действия
Работа полуавтомата для сварки сводится к автоматической подаче проволоки к месту обработки. Но сам процесс контролируется мастером вручную. В качестве источника питания используется инвертор или трансформатор. Этот компонент выполняет преобразование переменного тока из электросети в постоянный.


![Сварочный полуавтомат своими руками: [схема, принцип работы]](https://domdetaley.ru/wp-content/uploads/5/a/0/5a06b50bceb23c133e636c5b8becfed2.gif)
Последовательность сборки самодельного полуавтомата
Подающий механизм
Согласно информации от мастеров-умельцев, одной из самых сложных задач при самостоятельном изготовлении сварочного аппарата полуавтоматического принципа действия является создание надежного и эффективного механизма подачи проволоки. В общем случае он представляет собой катушку, соединенную с валом маломощного электропривода посредством прижимного роликового устройства. Бывает достаточным применение электродвигателя, устанавливаемого на дворники ветрового стекла автомобиля. При выборе привода следует отдавать предпочтение двигателям одностороннего вращения.
Все элементы подающего механизма монтируются на толстостенной текстолитовой пластине (толщиной не менее 8-10 мм). Катушка фиксируется посредством одного-двух шарикоподшипников на валу соответствующего диаметра, закрепленного в корпусе. На вал электродвигателя насаживается ролик, который с двух сторон фиксируется шариковыми подшипниками. На выходе узла необходимо установить направляющую с диаметром отверстия чуть большим, нежели размер используемой проволоки.
Функционирование регулятора подачи проволоки осуществляется следующим образом:
Проволока со свободно закрепленной катушки протягивается через направляющий элемент и прижимается с оптимальным усилием одним из роликов. Усилие должно быть таковым, чтобы обеспечивалось протягивание сварочной проволоки без проскальзывания, но не чрезмерным, способным привести к увеличению механической нагрузки на электропривод, что может легко вывести его из строя. Для такого эффекта следует использовать пружину на регулируемом резьбовом соединении.
Схему управления подачей проволоки лучше всего реализовать посредством классического тиристорного блока с диодным мостом, рассчитанным на ток, превышающий значение в 10А. При прочих выполненных условиях данный узел способен подавать сварочную проволоку большинства типоразмеров, используемых при бытовой сварке (от 0.8 до 1.6 мм), причем скорость протяжки можно регулировать самому (в зависимости от диаметра расходного материала).
Доработка заводского инвертора
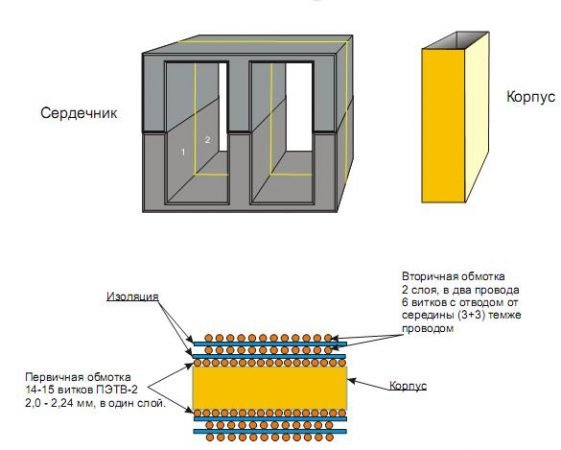
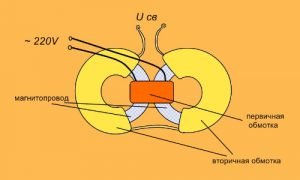
Переделка схемы сварочного полуавтомата из агрегата инверторного типа заключается в доработке его трансформатора. Для этого необходимо обмотать его первичную катушку полосой из тонкой меди в термоизоляционной обмотке. Обычный медный провод нельзя использовать в этих целях ввиду высоких температур, способных привести к повреждению ПВХ-изоляции.
Катушку вторичной цепи трансформатора также следует адаптировать под новые задачи, намотав для этого поверх существующей обмотки три слоя такой же проволоки, изолируемых между собой фторопластовой лентой. Для увеличения проводимости токов необходимо спаять между собой стандартные выводы катушки с дополнительными обмотками.
Горелка
Этот элемент для полуавтоматической сварки можно сделать самостоятельно. Но лучше воспользоваться готовыми заводскими решениями производителей данного оборудования, установив в самодельный сварочный аппарат стандартную горелку, оснащенную сварочными рукавами (для инертного газа и проволоки), поскольку этот узел является одним из самых ответственных за качество осуществляемых сварочных процессов.
Баллон
Конечно, лучше использовать стандартный баллон с инертным газом, поскольку только такой продукт способен соответствовать всем требованиям безопасности. Однако подобные емкости чрезмерно громоздки и достаточно дороги, поэтому многие домашние умельцы нашли выход: для нечастой эксплуатации полуавтоматического сварочника в качестве баллона (только для углекислого газа) применяют огнетушитель, соединенный с редуктором с помощью специального резьбового переходника.
Покупные изделия
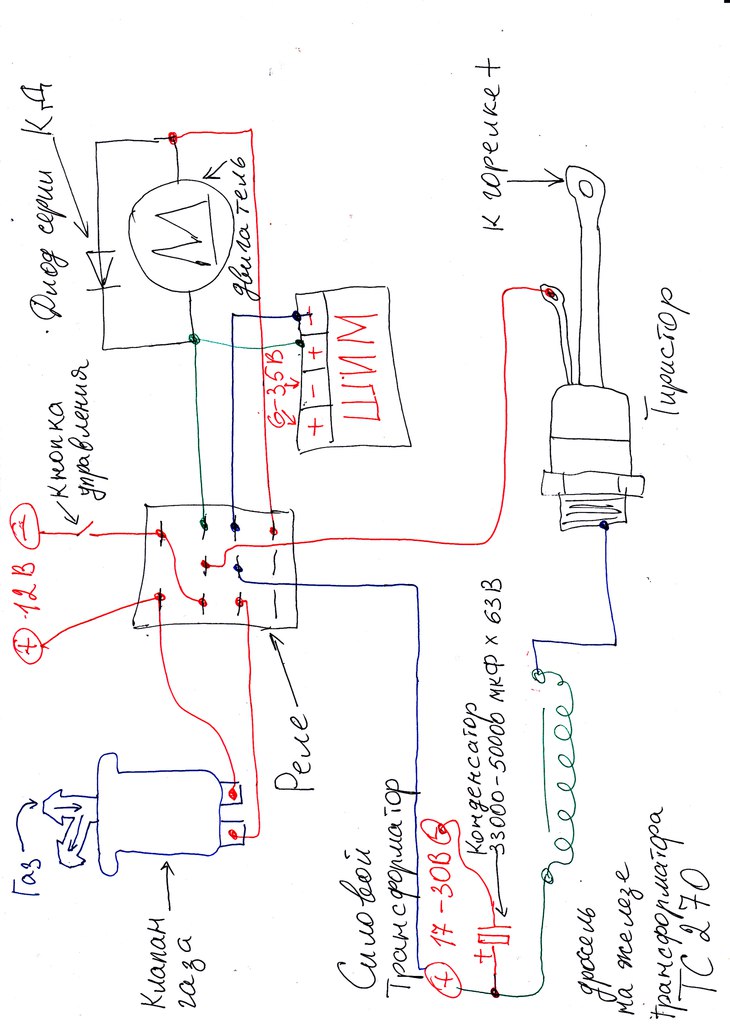
Сварочный полуавтомат своими руками можно собрать с привлечением готовых деталей и узлов. Трансформатор питания схемы управления рекомендуем подобрать готовый по параметрам: 24 В на выходе, ток — 6 А.
Трансформатор для полуавтомата
Профессиональную сварочную горелку фабричного исполнения на 180 А с евроразъёмом правильнее приобрести в специализированном магазине сварочного оборудования. Стандартная бобина с 5 кг проволоки Ø 0.8 мм ставится на подшипники без доработки. Наибольший Ø — 200 мм, посадочный — Ø 50.

Сварочная горелка для полуавтомата 180А
Устройство подачи проволоки в сварочный полуавтомат базируется на основе электродвигателя автомобильного стеклоочистителя. Неподвижная металлическая трубка задаёт направление во избежание крутых изгибов проволоки.
Устройство подачи проволоки в сварочный полуавтомат
С управлением подачи углекислоты в зону сварки справится электромагнитный клапан холостого хода. Загляните в магазин запчастей ВАЗ.

Электромагнитный клапан холостого хода
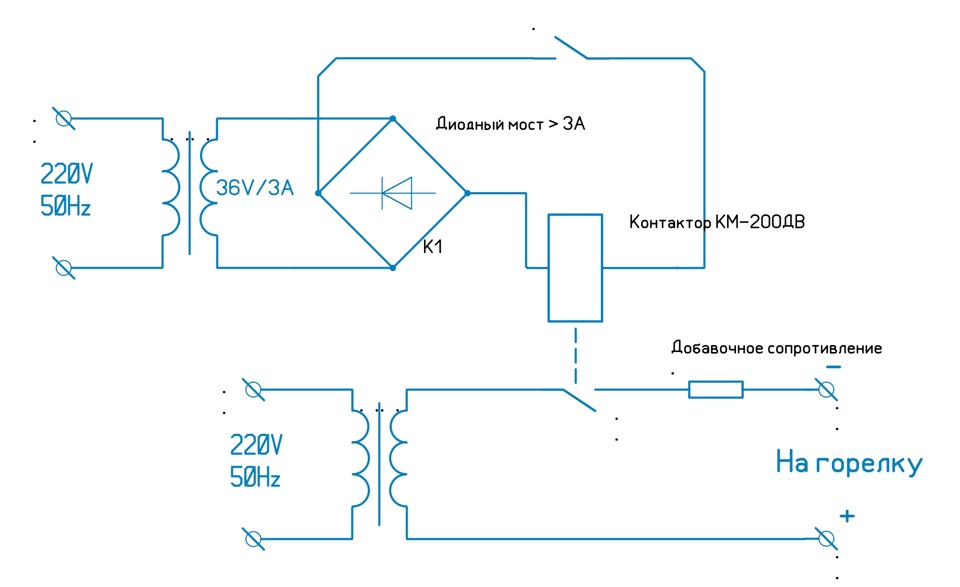
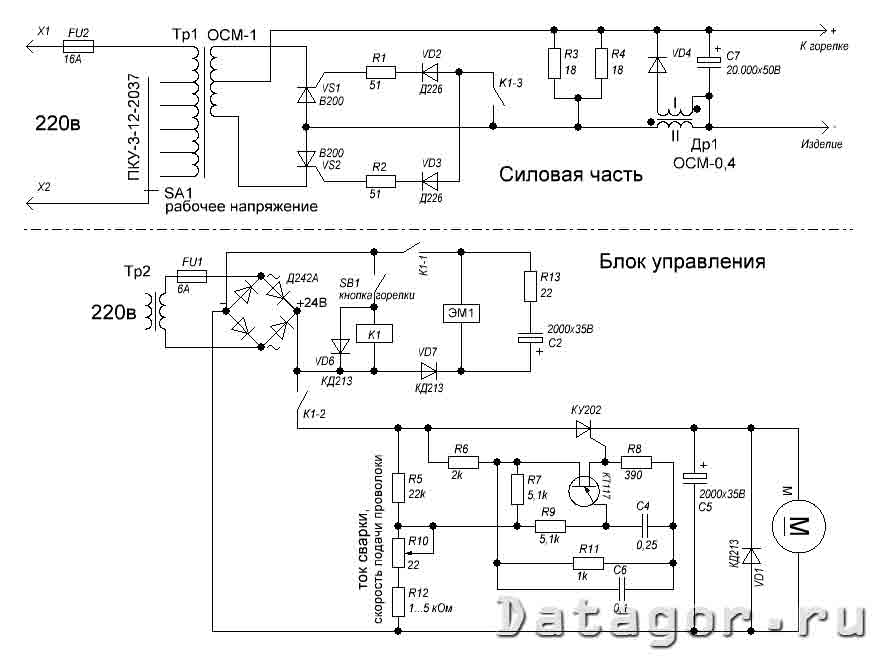
Автомат однофазный АЕ 16 А – переключатель питания и защиты при перегрузке. Переключатель режимов на 5 позиций ПКУ-. В паре с дросселем работает конденсатор для стабилизации удержания дуги. Оптимум ёмкости — 30 000 мкф. Обычно берётся набор из нескольких конденсаторов с параллельным соединением.

Автомат однофазный АЕ 16 А
Силовые тиристорные ключи берутся на 200 А, устанавливаются на радиаторы. Усиление теплоотдачи касается и выпрямителей на входе и выходе. Задача установленного в точке максимума температуры термодатчика — не допустить локальный нагрев до 750С.
Изготовление самодельного полуавтомата в домашних условиях
Сборка сварочного полуавтомата своими руками на базе инвертора является предпочтительным вариантом. Сварочное устройство пригодно для создания неразъёмных соединений из чёрного металла и коррозионных сталей.
Источник питания станет основной расходной статьёй. Инвертор представляет собой электротехническое устройство по преобразованию напряжения в сторону понижения, с изменением величины тока до уровня возникновения сварочной дуги. По факту это генератор напряжения со сглаженной синусоидой.
Обязательные узлы устройства:

- Источник тока, состоящий из высокочастотного трансформатора и выпрямителя.
- Электронный модуль регулировки и управления процессом.
- Подающий проволоку механизм и бобина.
- Баллон и шланг подачи инертного газа.
- Горелка.
Самостоятельное изготовление не избавит умельца от покупки готовых элементов. Сбалансировать процессы преобразования электроэнергии, скорость подачи присадочного материала из разрозненных случайных компонентов затруднительно. Подача проволоки жёстко завязана с силой тока. Активность дуги определяет ампераж.
Силовой трансформатор
Опробован и показал результативную работу модернизированный 1-киловаттный ОСМ-1. Каркас катушки усиливается текстолитовой прокладкой толщиной 2 мм. В щеках выфрезеровывается прямоугольное окно 87х51,5 мм.
Провод на первичную обмотку подбирается с усиленной изоляцией, предпочтительно стекловолокном, Ø1,8 мм. Как вариант — используют эмалированный провод ПЭВ, ПЭТВ. Намотка ведётся с равномерным натяжением.
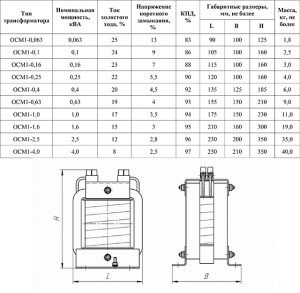
Катушку с эмальпроводом пропитайте лаком путём длительного (6–10 часов) замачивания.
Плотность укладки гарантирует помещение 224 витков (164+15х4) с прокладкой изоляции на каждый слой. Можно по старинке пользоваться термической бумагой, но тонкая стеклоткань надёжнее.
На вторичную обмотку берётся алюминиевая либо медная шина в стеклоизоляции. Расход — в пределах 8 м. Выпускается монтажный конец 30 мм, укладывается 19 витков, формируется замкнутая петля под винт М6, добавляются очередные 19 витков.
Планируете использовать сварочное устройство на крупных деталях с увеличением силы тока – добавьте на каждое плечо вторички по 3 витка.
Тестируем трансформатор в сборе. Номинал тока холостого хода — 0,5 А, напряжение на вторичной обмотке оптимально в пределах 19–26 В. Первая деталь устройства полуавтомата изготовлена.
Полуавтомат из инвертора
Полуавтомат из сварочного инвертора получим после доработок. Трансформатор обматывается 2 слоями медной шины с изоляцией рядов термобумагой, стеклотканью или фторопластовой лентой.
На вторичную обмотку делаем добавление 3 слоёв нелегированной стальной ленты в надёжной изоляции. Обе части обмотки спаиваются между собой. Токопроводность обмотки возрастает.
Профессиональное сварочное устройство получим после модернизации. Вольт-амперная характеристика инвертора неустойчива, плавает. Добиваемся выдачи на выходе постоянства напряжения.
Постоянные резисторы устанавливаются перед шунтом управления сварочным током. Получаем стабильность напряжения на выходе. Неудобство усложнения корректировки дуги устраняет переменный резистор на выходе из шунта.
Настройка регулировки напряжения дуги – привилегия профессиональных сварочных полуавтоматов. Сварщик получает выбор при переключении тумблера в режим жёсткого управления током либо напряжением.
Дроссель
Для намотки дросселя пригоден трансформатор на 0,4 кВт ОСМ-0,4. Берём эмальпровод Ø1,5–1,8 мм, Наматываем 2 слоя с прокладкой изоляции. Поверх ложатся 24 витка алюминиевой либо медной шины с выпуском концов под монтаж. Сердечник собирается с зазором 1 мм. Точность и надёжность обеспечит текстолитовая прокладка.