

Как использовать домашнее оборудование начинающим
Применение самодельного осциллятора для электродуговой сварки деталей из алюминия и иных материалов требует соблюдения следующих правил:
- Приборы могут использоваться как в помещениях, так и на открытых участках. При наличии осадков устройства нельзя применять на улице.
- Диапазон рабочих температур оборудования составляет -10…+50 °С. Применять осциллятор можно при влажности воздуха не более 95%.
- Устройства применяются при атмосферном давлении 85-105 кПа.
- Нельзя включать приборы в запыленных и загазованных помещениях, подвергать элементы устройства воздействию агрессивных веществ, способных разрушать металл и изоляцию.
- Разрешается работать только с заземленными приборами. Перед началом сварки проверяют правильность подключения осциллятора к электрической цепи, осматривают контакты.
- Демонтировать защитный корпус можно только после отсоединения оборудования от сети.
- На поверхностях прибора не должно присутствовать следов пыли, коррозии или нагара. При появлении загрязнений элементы аппарата зачищают наждачной бумагой.
Дополнение для инвертора
В таком случае вместе с основной техникой безопасности соблюдают следующие правила:
- В процессе сварки регулярно проверяют работоспособность блокировочного конденсатора. При повреждении этой детали оператор рискует получить электротравму.
- Настраивают и регулируют аппарат только в отключенном от сети состоянии. Это же касается процесса очищения поверхностей от нагара.
- Постоянно контролируют частоту импульсов. Она не должна быть более 40 мкс.

Для плазмореза
Осциллятор настраивают в соответствии с параметрами режущего устройства, в сочетании с которым он будет работать. Тиристоры подбирают опытным путем, ориентируясь на устойчивость дуги. При работе с устройством особо тщательно соблюдают технику безопасности.
Принцип действия
Все установки категории интегрируют внутрь цепи оборудования на участке между выпрямительным элементом, трансформаторной станцией и сварочным электродным держателем. В результате создается контакт, работа установок стабилизируется. Большинство установок имеют аналогичную конструкцию из:
- выпрямителя;
- рабочих блоков;
- источника питания;
- основного рабочего узла;
- клапанов;
- трансформаторных устройств;
- датчика напряжения.
Основная задача устройства, генерирующего импульсы, – модернизация показателей входящего напряжения, повышение V, частоты, снижение длительности импульсной вспышки до секундного интервала.
Особенности реализации схемы:
- Выполняют пуск (нажимают соответствующую кнопку).
- Выпрямляющий прибор стабилизирует силу входного тока, придает ему однонаправленность.
- Конденсаторные рабочие части копят разрядное напряжение.
- При освобождении ток идет на контур колебательных движений (его основную часть составляют трансформаторные обмотки), возрастает сила V.
- Импульс высвобождается, открывается клапан подачи газа.
- Импульсная сила запускает разряд.
- По мере прохождения токового заряда внутри цепи импульс приостанавливается. Шовное соединение будет создаваться на стойках.
После затухания дуги осциллятор продувает горелки аргоновой газовой массой еще несколько секунд. После остывания шва работы можно считать завершенными.
Пошаговое изготовление
Порядок сборки осциллятора зависит от типа оборудования, с которым он будет использоваться.
Самодельный осциллятор для плазмореза
Вместо трансформатора в схему включают умножитель напряжения. Сила тока не является важным параметром. Устройство компактно, его можно собрать из простых деталей. При намотке умножителя обеспечивают качественную изоляцию. В противном случае напряжение пробьет первичную обмотку, блок выйдет из строя. Чтобы витки не вибрировали во время работы прибора, их обрабатывают эпоксидной смолой.

Самым сложным моментом считается подбор конденсаторов. Лучшими параметрами обладает деталь, извлекаемая из стартера люминесцентной лампы.
Устройство из катушки зажигания
Осциллятор можно сделать из катушки зажигания. В таком случае схему дополняют ВВ-диодом. Такой способ изготовления считается самым простым. Автомобильную катушку можно найти в любом гараже. Однако характеристики этого элемента не совсем подходят для сборки осциллятора. Поэтому остальные компоненты цепи придется подбирать более тщательно. Придется устанавливать разные блоки тиристоров, добиваясь уверенного горения электрической дуги.
Осциллятор для инвертора
При подготовке деталей учитывают такие факторы:
- Назначение сварочного инвертора. Определяют, какие металлы придется варить. Любой материал имеет особенности, которые учитываются при выборе компонентов для осциллятора.
- Характеристики тока.
- Максимальную мощность. При необходимости получения высоких показателей придется использовать дорогие детали.
В бытовых условиях чаще всего сваривают алюминиевые детали. Поэтому прибор собирают по схеме, соответствующей данному типу работ.

Для сборки осциллятора выполняют следующие действия:
- Дорабатывают трансформатор, заменяя первичную и вторичную обмотки. Сердечник обматывают кабелем, сечение которого зависит от требуемых параметров вырабатываемого тока.
- Размещают разрядник, проводящий искру. После этого включают в цепь колебательный контур. Его снабжают конденсатором, вырабатывающим импульсы высокой частоты. С помощью этой детали прибор приобретает необходимые для работы характеристики. Зажигание дуги упрощается, она становится стабильной.
- Проверяют работоспособность готового прибора. Для начала нажимают клавишу пуска, активирующую разрядник. После этого подносят электрод к детали, дожидаются возникновения дуги.
Из микроволновки
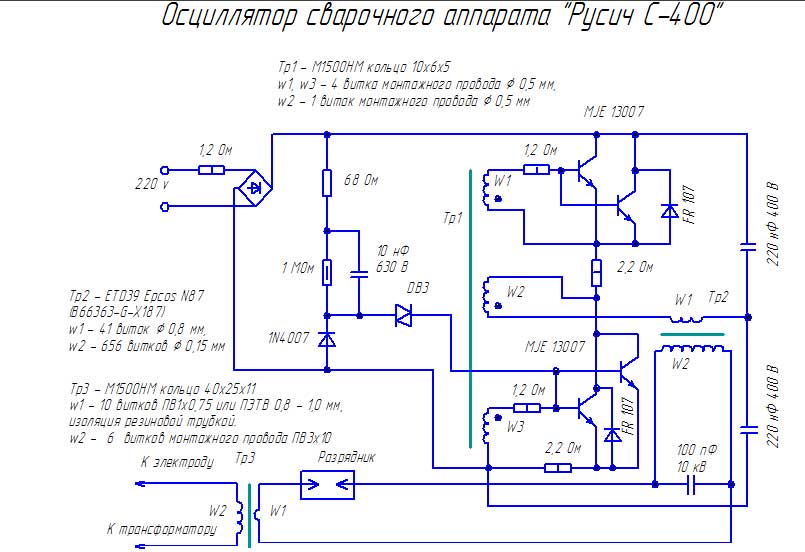
Трансформатор СВЧ-печи можно использовать в качестве основного блока осциллятора для дуговой сварки. Напряжение на магнетроне достигает 2200 В. Повысить это значение можно путем установки 3 последовательно соединяемых конденсаторов. Прибор начинает подавать на разрядник напряжение в 5200 В. Сердечник для второго (высокочастотного) трансформатора можно добыть из отклоняющей системы старого монитора.
Для первичной обмотки используют медную жилу толщиной 1,5 мм. Она состоит из 2 витков. Вторичная обмотка формируется из шины сечением 45 мм². Жила наматывается в 10 витков, покрывается виниловой изоляцией и трансформаторной бумагой. Для изготовления разрядников используют болты на 6 с полированными торцами и сплющенные медные трубки соответствующего диаметра. Также устанавливают клавишу пуска и блок питания для нее. Клапан подачи аргона покупают в готовом виде.
Как сделать сварочный осциллятор
Сделать осциллятор своими руками не так то трудно. Аппарат должен быстро зажигать дугу без контактирования электрода с поверхностями деталей, которые соединяются и поддерживать стабильное качество горения.
Для осцилляторов домашнего производства чаще всего применяют следующую схему. Главным ее компонентом будет трансформаторный элемент, отвечающий за наращивание напряжения со стандартной отметки в 220 В до 3000 В. Сложность состоит в создании хорошего разрядника – приспособления, пропускающего искровые разряды высоких мощностей.
Следующим важным рабочим компонентом бытового самодельного осциллятора является контур колебательных движений с блокировочным конденсаторным блоком. Он с катушкой-индуктором, разрядником обеспечивает поддержание непрерывного течения генерации затухающих высокочастотных импульсов. Они упрощают процесс дугового розжига, отвечают за стабильность процесса.
Самодельные аппараты делятся на импульсные и непрерывной подачи тока. Импульсные модели более практичные и комфортные в эксплуатации, гарантируют стабильное горение дуги.
Важные нюансы самостоятельной сборки
До начала работ по изготовлению сварочного осциллятора нужно досконально разобраться в схеме функционирования, подобрать компоненты – начиная с высоковольтной трансформаторной установки.
Сразу предусмотрите кнопку управления – в ее состав входит разрядник, отвечающий за подачу защитных газовых масс к месту создания сварочного шва. Высокочастотные импульсные токи, необходимые для осуществления процесса сварки, производят разрядник с трансформаторной установкой. Выходные компоненты прибора – пара рабочих контактов (с минусом и плюсом). Положительный контакт, поступающий от трансформатора, подается на горелку аппарата для сварки, второй направлен к деталям, которые свариваются.
Для создания аппарата будет достаточно минимальных познаний по вопросам электротехники и сборки соответствующих устройств.
Возможные схемы сборки
Аппарат должен повышать показатели напряжения, которое поступает. Колебания частот могут находиться в диапазоне 150-500 кГц.
Схема сборки может включать разные компоненты. Стандартный набор:
- выпрямитель;
- источник (стабилизатор);
- зарядник с накопителем;
- блок для программирования, управления;
- формирователь импульса;
- трансформаторная станция;
- определитель силы тока;
- клапан (газ).
Осциллятор устанавливают в цепь за обычным трансформаторным, инверторным узлом, перед рукавом с идущим к горелке либо держателю электрода кабелем. Отдельные системные блоки можно собрать из купленных деталей, другие сделать с нуля. Так контур колебаний, который функционирует как генератор искр, можно собрать из конденсаторов, в качестве катушки индуктивности подойдет высокочастотная трансформаторная обмотка. Следует обязательно предусмотреть предохранитель, который предотвратит замыкания, заземление.

Подготовка составляющих
Начинать изготовление бытового осциллятора для сварочных работ нужно с повышающего трансформатора. Он отвечает за повышение напряжения. Площадь, сечение, количество витых деталей выбирают по электротехническим справочным нормам. Нужно ориентироваться на необходимость корректировки показателей до 3000-6000 В.

Колебательный рабочий контур создают из индуктивных катушек, приматываемых кабелем к сердечнику из феррита. Хватит одного витка провода на первичку и пяти для вторички. В контур устанавливают блокировочный конденсатор и разрядное устройство.
Внутри разрядника протекают процессы генерации и высвобождаются затухающие импульсы. Этот узел получают из пары вертикально расположенных медных стержней. К стержням фиксируются прутки из вольфрама – они передают ток. Желательно заливать медные металлические стойки составом с диэлектрическими свойствами, который самостоятельно затвердевает. Предварительно к стойкам проводят контактные провода.
Можно собрать осциллятор с катушкой зажигания – после нее в схему устанавливают диод ВВ, конденсатор, только потом подсоединенный к первичной трансформаторной обмотке разрядник.
Накопительный конденсатор покупайте отдельно или достаньте из старого телевизора. Клапаны подачи газа для монтажа на выходе в продаже есть, так что можно выбрать любое устраивающее в плане соотношения цены и качества решение.
Осциллятор для инвертора
Качество сварки цветных металлов, нержавеющей стали и других, тяжело свариваемых материалов, во многом зависит от стабильности параметров сварочной дуги. Для обеспечения этой стабильности к стандартному сварочному аппарату, в том числе и инвертору, подключают параллельно дополнительные электронные устройства, называемые осцилляторами. Осциллятор для инвертора предназначен для непосредственного возбуждения электрической дуги в сварочном аппарате и поддержания её стабильных параметров во время всего процесса работы. Одним из существенных достоинств подобных устройств является возможность создания сварочной дуги без непосредственного контакта электрода с поверхностью свариваемых деталей. Эта возможность реализуется за счёт сложения двух токов от различных источников. На свой ток, формируемый сварочным аппаратом, накладывается ток, который формируется в осцилляторе.
Это позволяет получить следующие преимущества:
- создать условия дистанционного поджига (то есть без непосредственного контакта с поверхностью детали);
- обеспечить требуемые параметры сварки. Стабильность сварочной дуги гарантирует устойчивость дуги даже в случае непроизвольного изменения расстояния между концом электрода и поверхностью детали;
- обеспечить надёжность сварки в неблагоприятных атмосферных условиях;
- применение широкого ассортимента электродов;
Такой тандем широко применяется при ручной сварке, полуавтоматической и автоматической сварке. Сварочные осцилляторы применяются в промышленных сварочных аппаратах (сварочных линиях, сварочных постов), и в сварочных аппаратах бытового назначения. Их применение допустимо в различных условиях сварки, в том числе и при сварке с применением инертных газов.
Разновидности установок
Осцилляторы можно применять в разных целях – с учетом типа и особенностей выполняемых работ. Единая для всех установок характеристика – преобразование токового импульса до значений максимально до 500 кГц.
Осцилляторы отличаются временными характеристиками высокочастотных импульсов.
Модель непрерывного цикла поддерживают горение дуги. Подключение нужно делать последовательным – это защитит мастера от негативного влияния высоких показателей напряжений, присутствующих внутри электроцепи. Установки накладывают высокие частотные токи поверх сварочных, розжиг происходит быстро и без препятствий, сварку можно проводить на минимальных токах. Установками оснащают инверторы, трансформаторы.
Второй вид осцилляторных аппаратов используют в ходе бесконтактных дуговых поджигов. Данный принцип активно задействуется в аргоновых установках. Электродный элемент из вольфрама будет быстро затупляться в ходе чирканья, что снизит качество шва, увеличит его толщину, начнет рассеивать дугу. Регулярные затачивания кончика иглы возможны, но они замедляют рабочий процесс. Введение в схему осцилляторной установки с импульсом кратковременного типа даст возможность возбуждать дугу, избежав контакта с рабочей поверхностью.
Как изготовить плазменный резак
Рабочим инструментом установки плазменной резки является резак, или плазмотрон. Он создает поток воздуха, превращенный в плазму, разогретую до 30000°С, которая разрезает металл.
Изготовить его можно самостоятельно. Желательно в качестве образца использовать готовую конструкцию. Состоит плазмотрон из нескольких основных элементов:
- Центральный держатель со сменным электродом. При токе реза до 100А и толщине металла до 50 мм держатель изготавливается из медного прута, в более мощных аппаратах внутри есть каналы для водяного охлаждения. Для поджига дуги расстояние между электродом и соплом должно быть 2 мм, поэтому для регулировки плазмотрона центральный стержень делается подвижным.
- Изолятор между центральным электродом и наружным корпусом. Часть изолятора, ближняя к соплу, изнашивается и изготавливается сменной из фторопласта.
- Наружный корпус со сменным соплом. Плазма образуется в камере между электродом и соплом. При изготовлении устройства с водяным охлаждением внутри стенок находятся каналы для охлаждающей жидкости.
- Сменные насадки, кабеля – силовой и для вспомогательной дуги, шланги.
Один из способов изготовить такое устройство – это сделать его из горелки для аргонно-дуговой сварки. В ней есть большинство необходимых элементов:
- вольфрамовый электрод Ø4мм с возможностью регулировки положения;
- клемма и кабель для подачи к нему тока для сварки;
- направляющие каналы и шланг для подвода газа к соплу.
Для доработки необходимо:
- снять тонкостенное латунное сопло;
- накрутить вместо него изолирующую прокладку из фторопласта цилиндрической формы с резьбой снаружи и внутри цилиндра;
- сверху на прокладку накрутить латунный корпус с креплением для медного сопла;
- к корпусу припаять или прижать хомутом кабель для вспомогательной дуги;
- в рукоятке установить микровыключатель, включающий режим реза.

Сменные насадки
Сменными элементами, которые изнашиваются во время работы, являются электроды и сопла:
- Электрод изготавливается из меди со вставкой из тугоплавкого металла – бериллия, тория, циркония и гафния. Вставка находится в центре, напротив отверстия сопла. Вспомогательная кратковременная дуга появляется между краем электрода и соплом, рабочая постоянная между вставкой и деталью, поэтому вставка, является самым изнашивающимся элементом и заменяется вместе с электродом.
- Сопло формирует плазменную струю, образованную электродом. Оптимальный размер сопла 30мм, в центре находится отверстие Ø2мм. Во время работы плазма, проходящая через него, увеличивает диаметр канала, что делает поток газа шире, а рез менее аккуратным. Поэтому сопло, как и электрод, следует периодически менять.
Выбор газа
Несмотря на то, что любой металл можно разрезать потоком воздуха, создаваемым компрессором, для каждого из металлов есть оптимальный состав газа:
- медь, латунь и титана – азот;
- алюминий – смесь азота с водородом;
- высоколегированная сталь – аргон.
Советуем изучить Простой лабораторный блок питания на lm317

Осциллятор для сварки алюминия делаем сами
Наверное у каждого хорошего хозяина в гараже надежно лежит свой сварочный агрегат. Это конечно же прекрасно, но возможности такого устройства несколько функционально ограничены. Так для выполнения сваривания обычного металла сварочный аппарат подойдет, но для того чтобы выполнять работы с алюминием или нержавеющей сталью, стоит создать определенные условия. Именно для этого необходимо обзавестись осциллятором. Последний можно купить в любом строительном магазине или же выполнить своими руками.
Наверное у каждого хорошего хозяина в гараже надежно лежит свой сварочный агрегат. Это конечно же прекрасно, но возможности такого устройства несколько функционально ограничены. Так для выполнения сваривания обычного металла сварочный аппарат подойдет, но для того чтобы выполнять работы с алюминием или нержавеющей сталью, стоит создать определенные условия. Именно для этого необходимо обзавестись осциллятором. Последний можно купить в любом строительном магазине или же выполнить своими руками.
Осциллятор для сварки алюминия своими руками всегда необходимо подключать параллельно сварочному агрегату. Основной функцией осциллятора считается преображения частоты промышленного тока (приблизительно 50 Гц) в высокие частоты. В данном случае возможно повышение до 150 000 Гц. Также возможно и повышение уровня напряжения в кратковременном режиме до 6 000 В.
Конструкция стандартного осциллятора представлена в виде генератора, трансформаторы которого постоянно повышают уровень напряжения до 3 000 В. При этом обязательно, чтобы был разрядник в наличии. Также в состав самодельного осциллятора входят колебательный контур, конденсатор для блокировки и обмотка для связи.
Осциллятор для сварки может выполняться в двух воплощениях, непрерывного действия или же импульсной работы. В первом случае работа агрегата заключается в параллельном тандеме с источником электрической дуги. Таким образом подключение выполняется непосредственно к массе и держаку. Так во время возникновения высокого напряжения и частоты зажжется и электрод. А в процессе работы с высоким уровнем частоты появится возможность работать даже с заниженным напряжением.
Во втором случае нет необходимости в дополнительном применении средств защиты от высоких показателей напряжения. Этот вариант считается наиболее эффективным в сравнении с аналогами. С применением такого осциллятора для сварки возможна работа с переменным напряжением. Ведь теперь можно достигнуть зажжения электрода в процессе смены полярности переменного тока в сети.
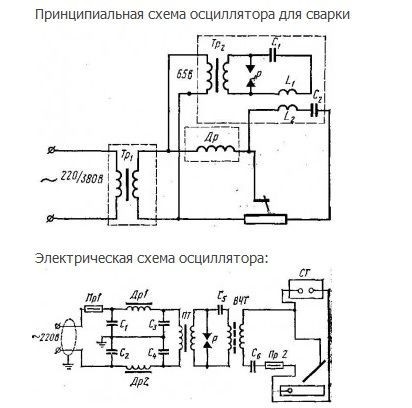
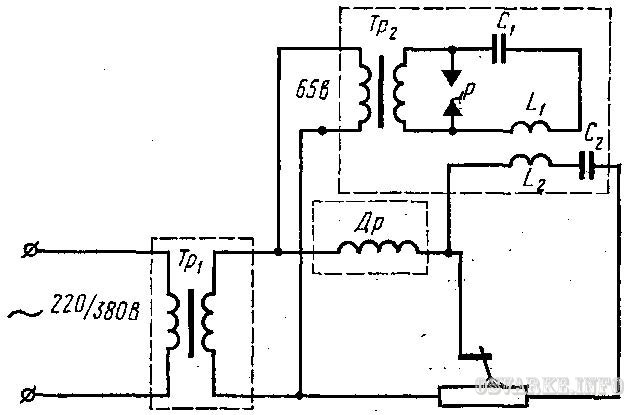
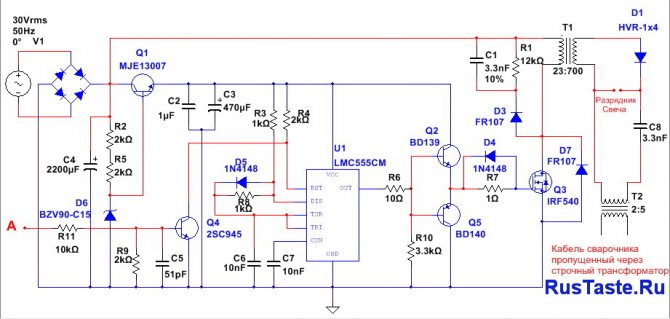
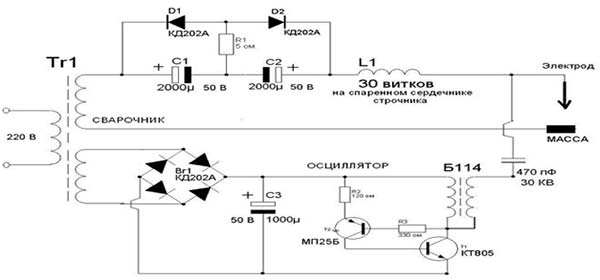
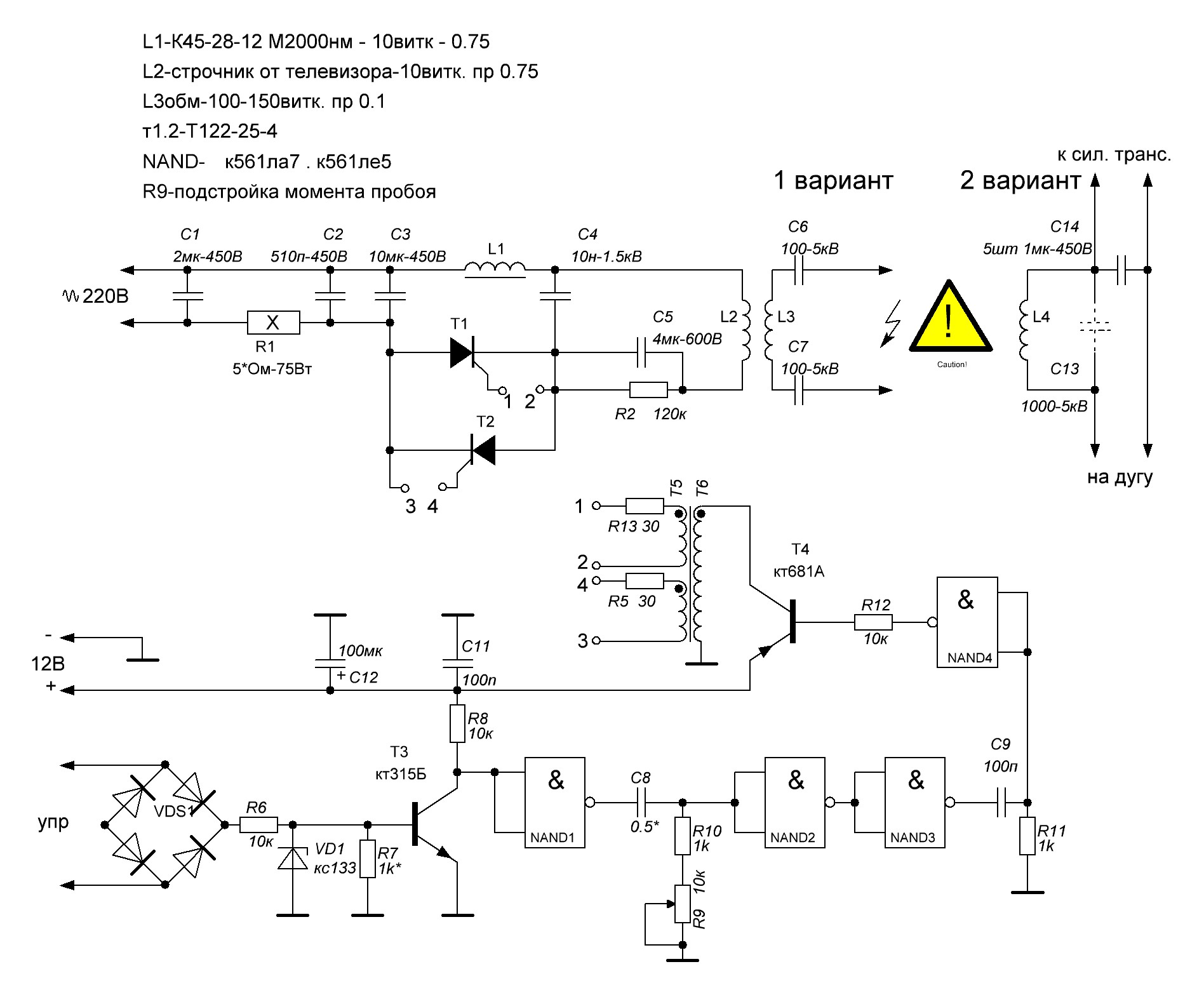
Ниже приведены две схемы осциллятора для сварки:
Схема 1
Схема 2
Если есть необходимость в производстве самодельного осциллятора для сварки алюминия также не стоит расстраиваться. Главное произвести изготовление разрядника правильным образом. Ведь только в таком случае произойдет поджиг. Чаще всего применяются остатки электродов из вольфрама.
Оцените пожалуйста статью:
(14 голосов, средняя оценка: 3,43 из 5) svarkahome.com

Эксплуатационные условия
Осциллятор – это прибор, регистрация которого требуется в органах инспектирования электросвязи. К остальным условиям эксплуатации относятся такие требования и возможности:
- Агрегат может использоваться в закрытых помещениях и на улице.
- При дожде и снеге работать с прибором на открытом воздухе запрещено.
- Температурный режим функционирования находится в пределах от минус десяти до плюс сорока градусов.
- Эксплуатация устройства допускается при атмосферном давлении от 85 до 106 кПа и влажности не выше 98 процентов.
- Категорически не рекомендуется использовать аппарат в запыленных помещениях, особенно, где содержаться едкие газы или пары.
- Прежде, чем приступить к работе, необходимо позаботиться о надежном заземлении.

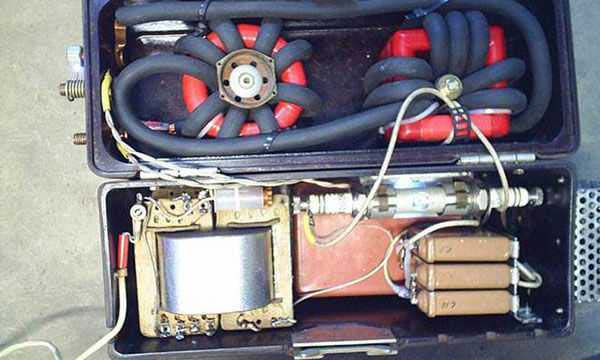
Самодельная сварка аргоном. Осциллятор своими руками
Прикупил себе товарищ сварочный инвертор аргонно-дуговой сварки для разных металлов. В основном таких как нержавейка и алюминий в среде газа аргон, но вот незадача такой тип сварки не подходит для сварки алюминия. Задал я вопрос на форуме, рекомендовали менять местами массу и держак, но при таком подключении вольфрамовый электрод просто сгорает. Рекомендовали варить переменным сварочником, якобы алюминий лучше варить переменным током, при таком токе шов получается качественный. Было решено купить сварочник переменного тока, но для него нужен осциллятор. Вот и дал он мне такую задачку собрать для него осциллятор
Осциллятор это такой прибор, который нужен для бесконтактного розжига дуги. Дуга разжигается за счет высоковольтного напряжения между контактами, к примеру как в свече двигателя внутреннего сгорания искра пробивается на расстоянии. По такому же принципу работает осциллятор
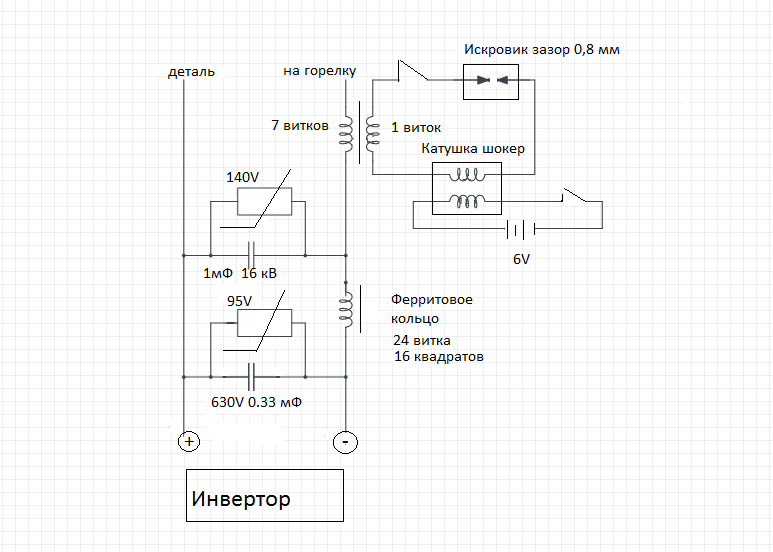
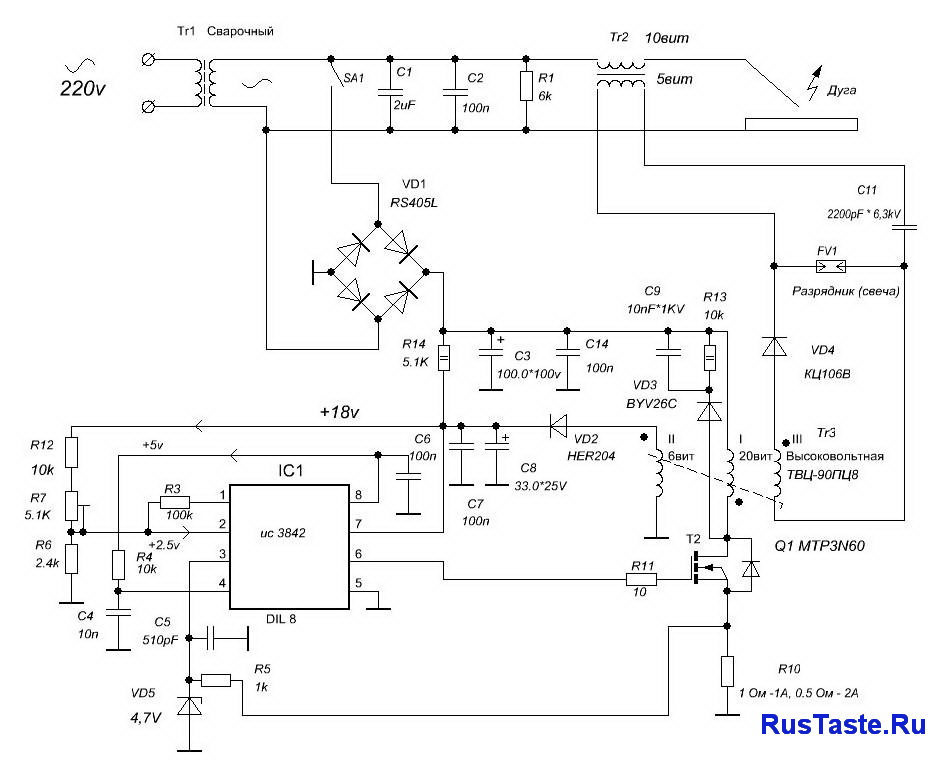
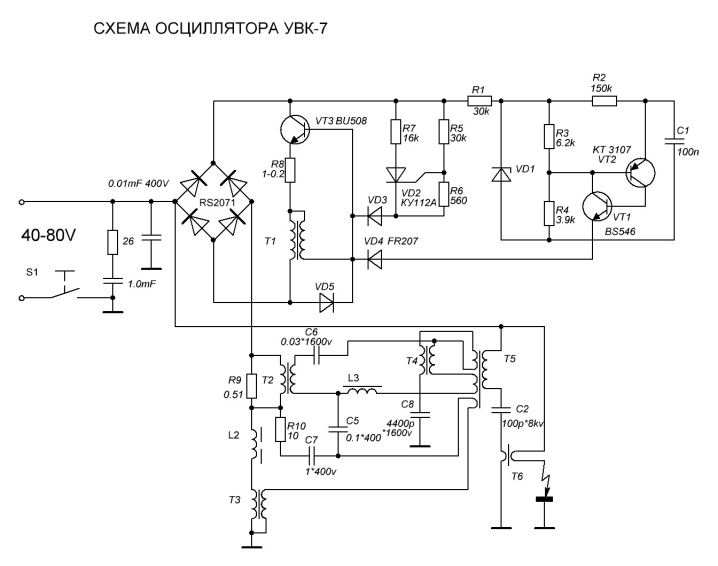
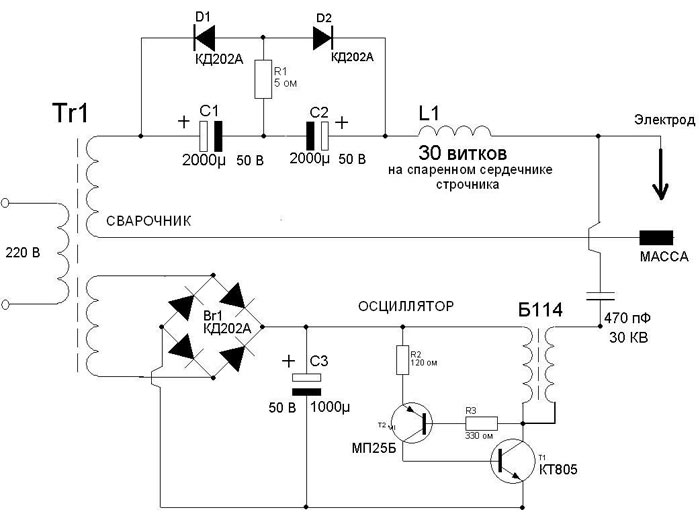
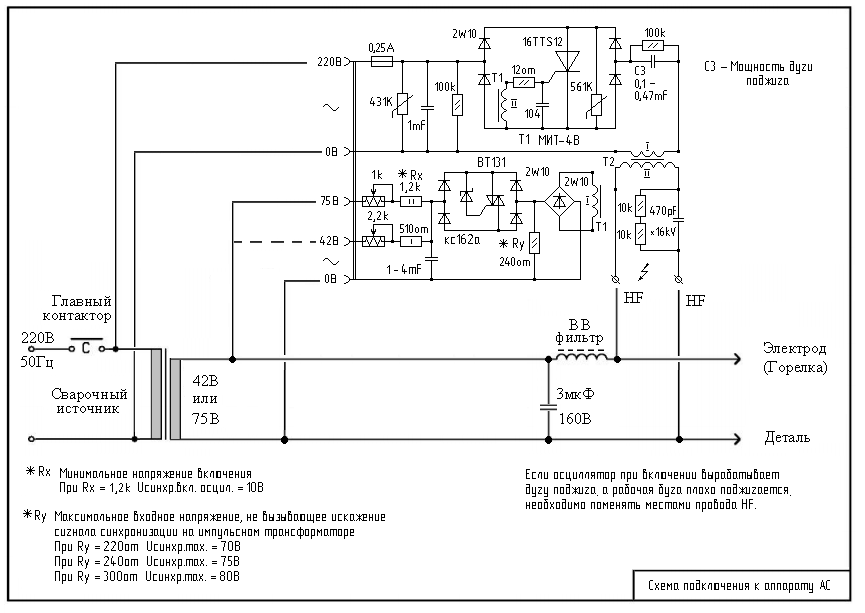
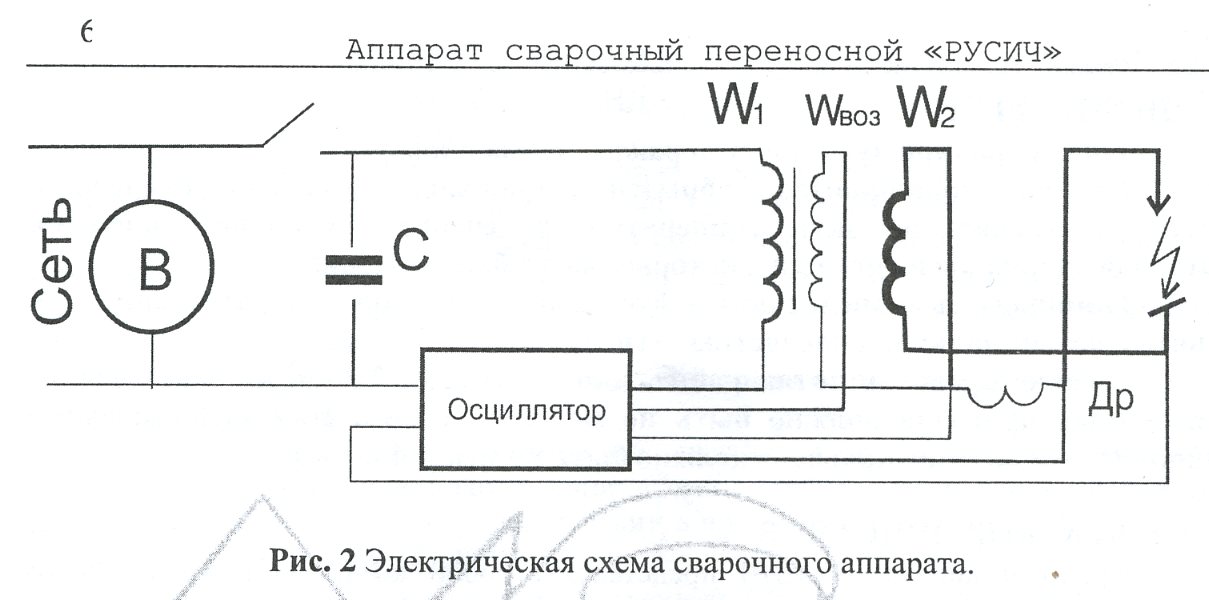
В поисках хорошей схемы долго я скитался по просторам рунета, схемы все время чем то не нравились, но вот наткнулся на каком то форуме на схему от Евгения. Выкладываю схему в оригинале
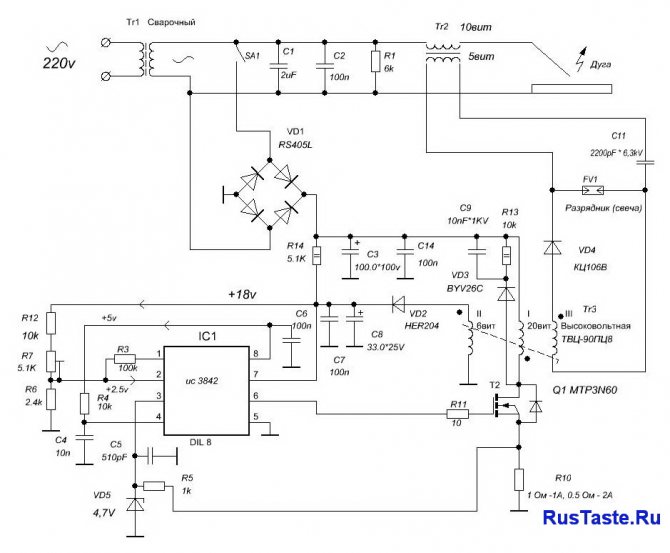
Человек построил схему на базе принципиальной схемы обратнохода на UC3842-5 и трансформатора строчника телевизора. Мне эта идея очень понравилась, но к сожалению у меня нет этой микросхемы и я решил сделать схему на базе таймера NE555.
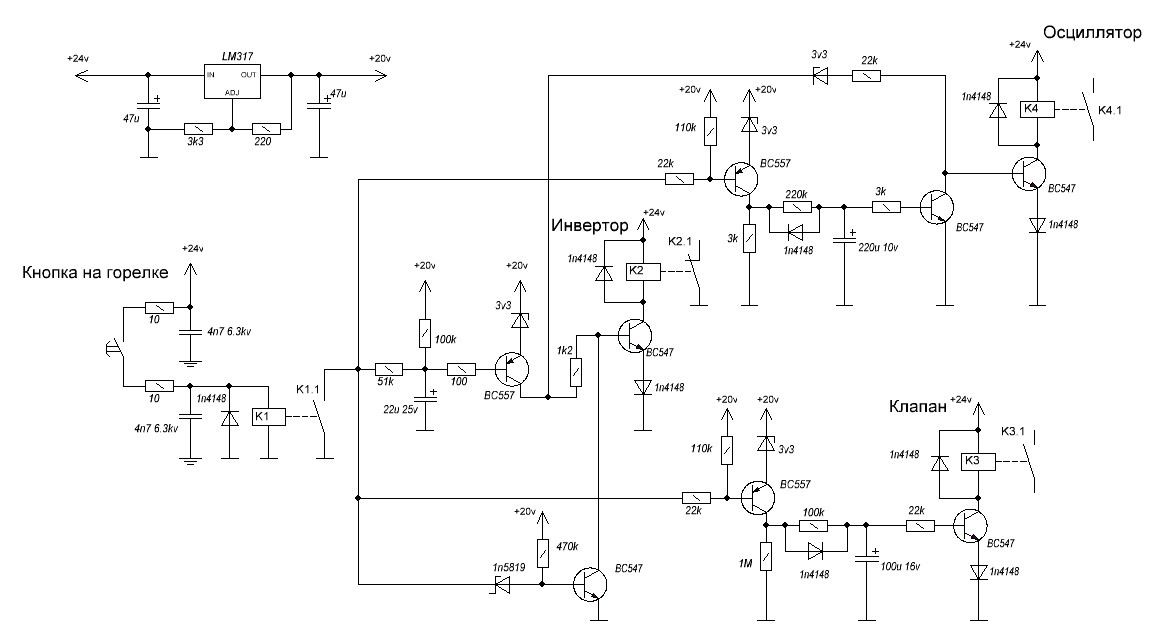
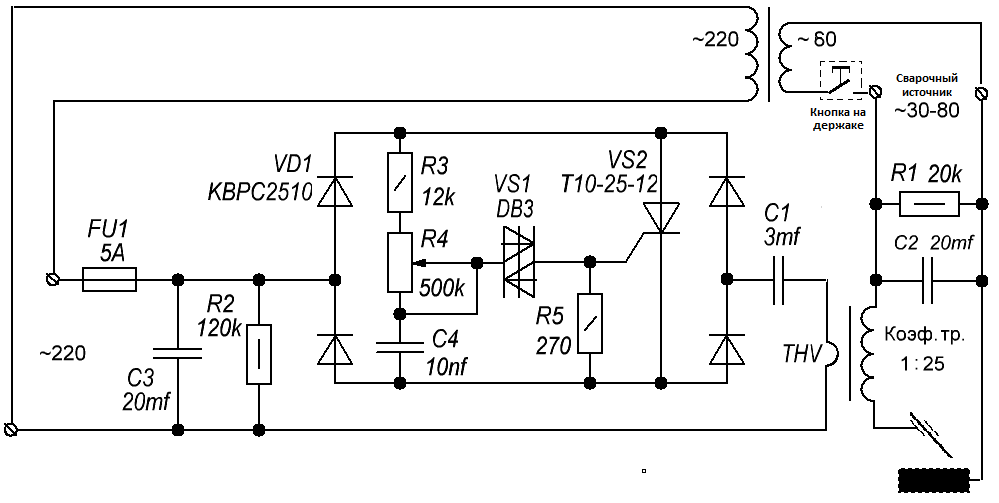
На базе NE555 можно собрать неплохой генератор прямоугольных импульсов, усилить его драйвером на транзисторах для управления полевым транзистором и гонять преобразующий трансформатор. Разберу схему с начала. Питать осциллятор решил от отдельного блока питания 30В, после диодного моста напряжение примерно 45В. На Q1R2R5D6C2C3 собран источник опорного напряжения для питания генератора и драйвера
На R3R4R8D5C6C7 и таймере 555 собран генератор прямоугольных импульсов скважностью 60%, R6Q2Q5 драйвер для управления Q3. C1R1D3 RCD клампер для подавления выбросов с трансформатора
После трансформатора высокое напряжение свыше 1000В поэтому установлен высоковольтный диод HVR-1×4, такой диод можно найти в микроволновке, он способен выдержать до 12кВ. Между плюсом и минусом установлен разрядник из свечи с мопеда, после через конденсатор установлен развязывающий трансформатор, через который пропускается сам сварочный кабель. Второй трансформатор уже подает высоковольтное напряжение на держак и массу
В точке А схема осциллятора соединяется с датчиком тока, он необходим для работы осцилятора в нужный момент. То есть когда дуга не зажжена и ток не течет через кабель, осциллятор работает выдавая высоковольтное напряжение. Когда дуга зажигается, через датчик тока на трансформаторе проходит какой то ток, с трансформатора на компаратор поступает напряжение, компаратор открывает транзистор C945 и работа осциллятора останавливается. Эта мера необходима, что бы осциллятор работал только для розжига и поддержания дуги когда она затухает, все остальное время осциллятор как бы в режиме ожидания
Зачем нужен самодельный осциллятор
Осциллятор как генерирующее устройство способен работать на постоянном и переменном токе. Предназначение прибора – возбуждение сварочной дуги без контакта электрода с объектом сварки и стабилизация горения. Вид электрода: вольфрамовый наконечник горелки или стандартный в обмазке — не имеет значения. Эффект достигается трансформацией сетевого тока в частотные импульсы высокого напряжения, с характеристиками параметров:
- Напряжение сети 220 В – напряжение на выходе — 2,5–3 тыс. В;
- Частота тока 50 Гц – частота на выходе — 15–30 тыс Гц;
- Мощность осциллятора – 250–400 Вт.
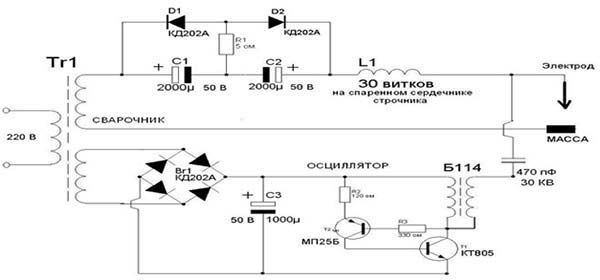
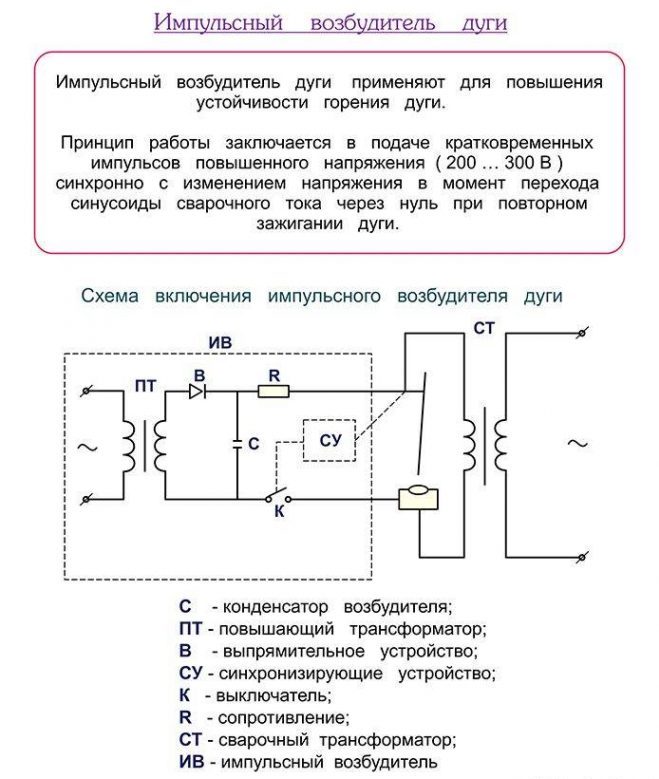
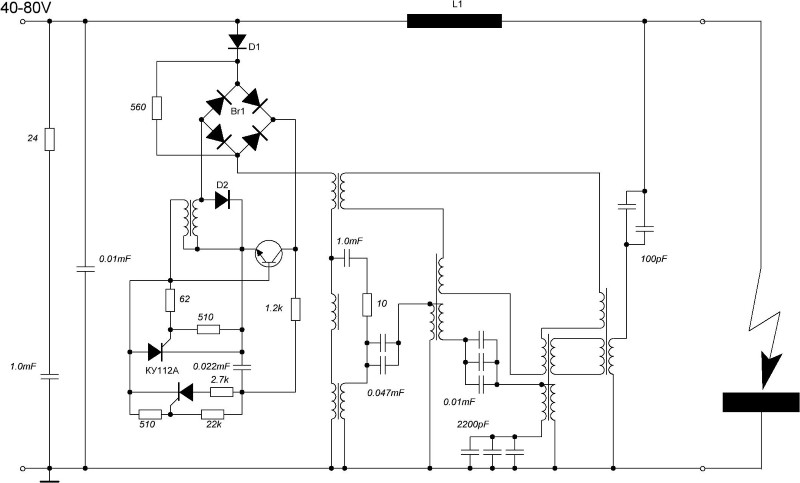
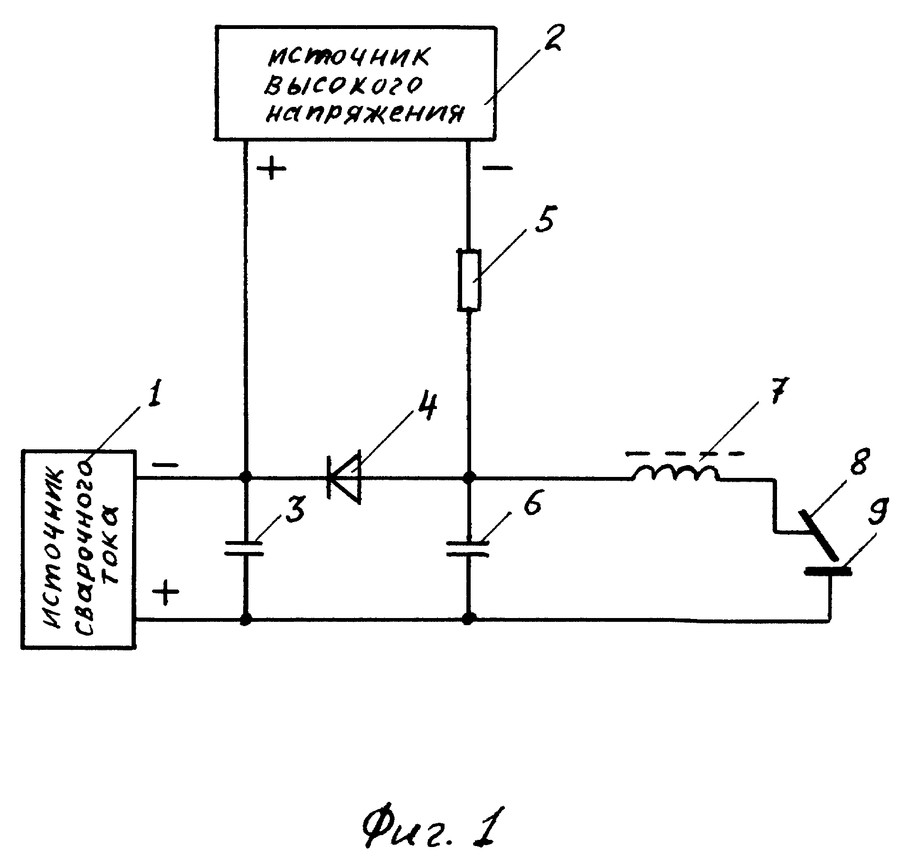
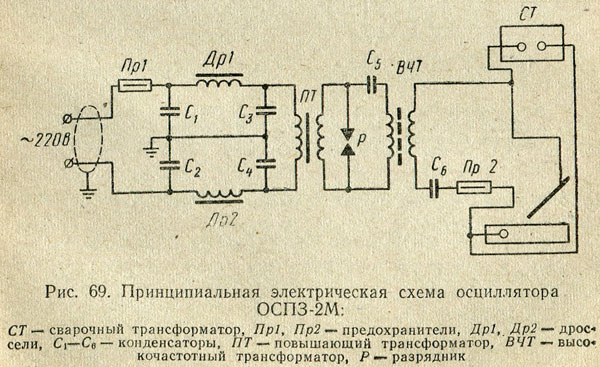
Электрическая схема осциллятора
Принцип работы самодельного осциллятора, включённого в схему сварочного устройства с долей упрощения:
- Подача сетевого напряжения на сварочное устройство;
- Напряжение проходит обмотки повышающего трансформатора и начинает заряжать конденсатор колебательного контура;
- Конденсатор-накопитель аккумулирует высокочастотное высоковольтное напряжение разряда;
- Параллельно блок управления системой открывает газовый клапан;
- Блок управления высвобождает импульс при наполнении ёмкости конденсатора на разрядник, происходит пробой;
- Колебательный контур закорачивается, возникают резонансные затухающие колебания, идущие на сварочную дугу;
- Предохранитель при пробое конденсатора размыкает электрическую цепь;
- При падении напряжения формируется следующий разряд;
- Дуга вспыхивает в облаке газа в 3–5 мм над деталью;
- При разрыве дистанционного контакта схема управления дублирует импульс поджога дуги.
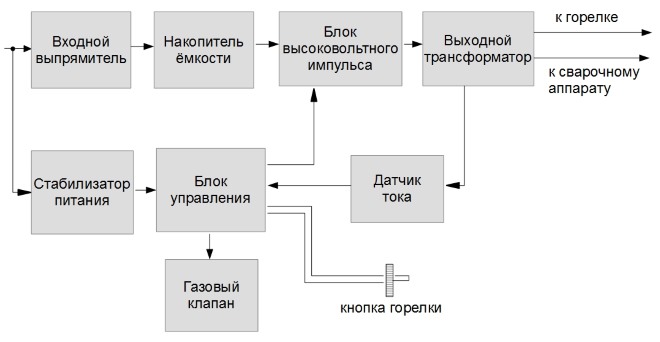
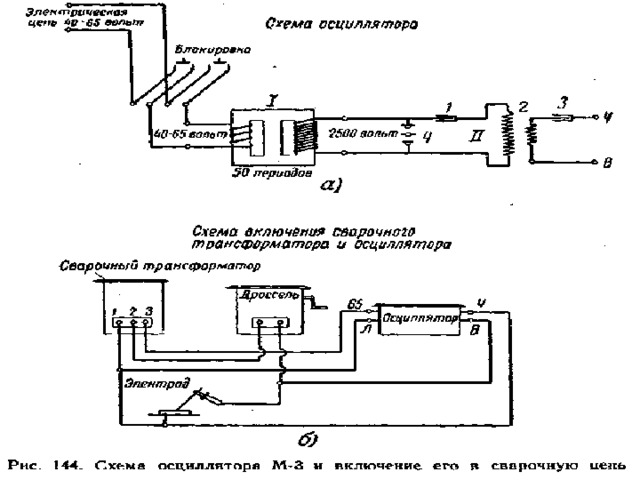
Функциональная схема осциллятора
Устройство и принцип работы оборудования
Для понимания характера функционирования прибора нужно хорошо знать физику. Получаемая при включении осциллятора дуга не меняет своих параметров при увеличении зазора между электродом и обрабатываемой деталью.
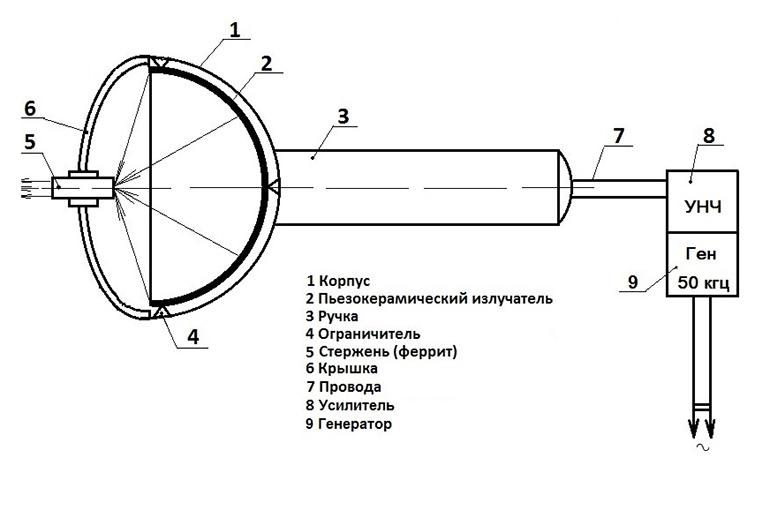
Конструкция осциллятора включает следующие элементы:
- Трансформатор повышающего типа. Используется для изменения амплитуды напряжения.
- Колебательный модуль, имеющий стандартное строение. Он включает конденсаторы и индуктивные катушки. Контур применяется для создания высокочастотных колебаний.
- Разрядник – воздушный зазор, в котором появляется искра.
Рекомендуем к прочтению Надёжный плазморез своими руками. Инструкция
Устройство может быть дополнено датчиками, автоматизирующими работу оборудования, помогающими контролировать ее. Если осциллятор включается в состав аргонодугового аппарата, его снабжают клапаном впуска газа. Микропроцессор подает команду на открытие элемента в нужные моменты. Осциллятор оснащается системой безопасности, предотвращающей выход аппарата из строя.
Разбираемся в конструкции и принципе действия осциллятора
Сварочные осцилляторы, способные работать с источниками переменного и постоянного тока, необходимы для того, чтобы одновременно повысить как величину напряжения, так и частоту электрического тока. Если на входе такого устройства напряжение составляет 220 В, а частота тока – 50 Гц, то на выходе уже получается 2500–3000 В и 150000–300000 Гц. Продолжительность импульсов, которые создает осциллятор, составляет десятки микросекунд. Мощность этих устройств, с помощью которых в сварочную цепь поступает ток высокой частоты и с большим значением напряжения, – 250–350 Вт.
Технические возможности, которыми обладает осциллятор, обеспечиваются его конструкцией и характеристиками его элементов.
» data-lazy-type=»iframe» src=»data:image/gif;base64,R0lGODlhAQABAIAAAAAAAP///yH5BAEAAAAALAAAAAABAAEAAAIBRAA7″>
» data-lazy-type=»iframe» src=»data:image/gif;base64,R0lGODlhAQABAIAAAAAAAP///yH5BAEAAAAALAAAAAABAAEAAAIBRAA7″>
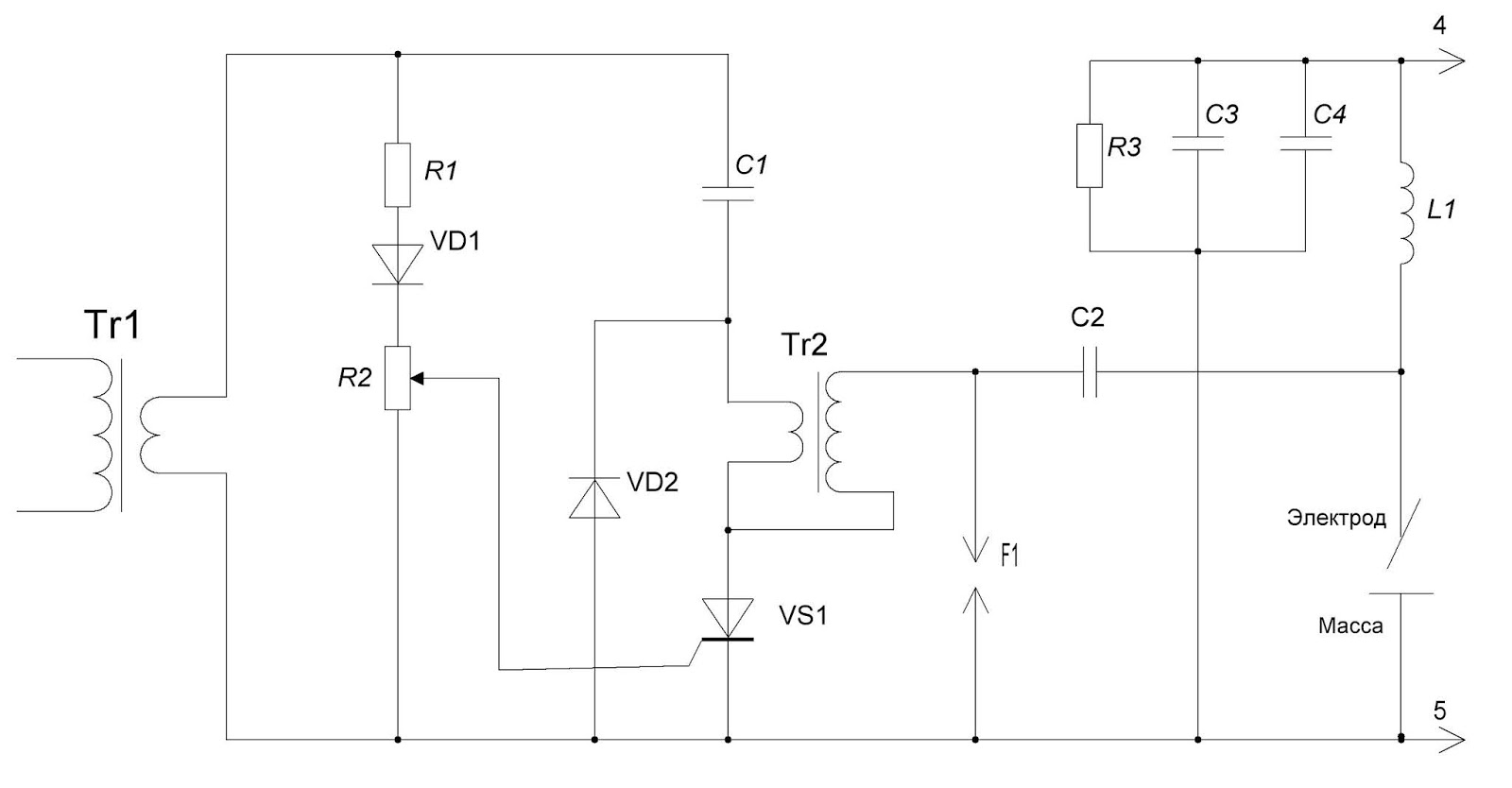
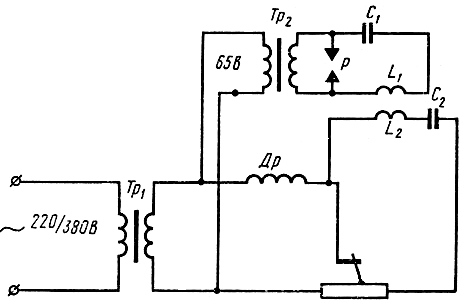
Электрическую схему аппарата составляют следующие компоненты:
- колебательный контур, выступающий в роли искрового генератора затухающих колебаний (в состав такого контура входят конденсатор и катушка индуктивности – подвижная обмотка высокочастотного трансформатора);
- разрядник;
- дроссельные катушки в количестве двух штук;
- повышающий трансформатор;
- трансформатор высокой частоты.
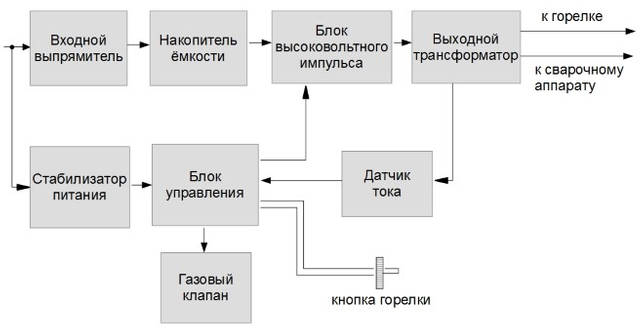
Функциональная схема осциллятора
Кроме того, осциллятор содержит элементы, обеспечивающие безопасность как самого устройства, так и сварщика. К таким элементам относятся конденсатор, защищающий сварщика от удара электрическим током, и предохранитель, размыкающий электрическую цепь при пробое конденсатора.
Осциллятор, который используется в паре со сварочным аппаратом, работает по следующему принципу. После прохождения по обмоткам повышающего трансформатора напряжение поступает на конденсатор колебательного контура и начинает заряжать его. Когда конденсатор заряжается до величины, предусмотренной его емкостью, он выдает разряд на разрядник, что приводит к пробою. После этого колебательный контур оказывается закороченным, что и вызывает возникновение резонансных затухающих колебаний. Высокочастотный ток, формирующий эти колебания, через блокировочный конденсатор и обмотку катушки поступает на сварочную дугу.

Пример изготовления платы осциллятора
Блокировочный конденсатор устроен таким образом, что через него может свободно проходить только ток высокой частоты, отличающийся и большим значением напряжения. Низкочастотный ток через такой конденсатор проходить не способен из-за слишком большого сопротивления. Благодаря данной характеристике блокировочного конденсатора через него не может пройти и низкочастотный ток от сварочного аппарата, что защищает осциллятор от короткого замыкания.
Принцип устройства и работы осциллятора
Схем таких аппаратов много. Но набор принципиальных блоков один и тот же.
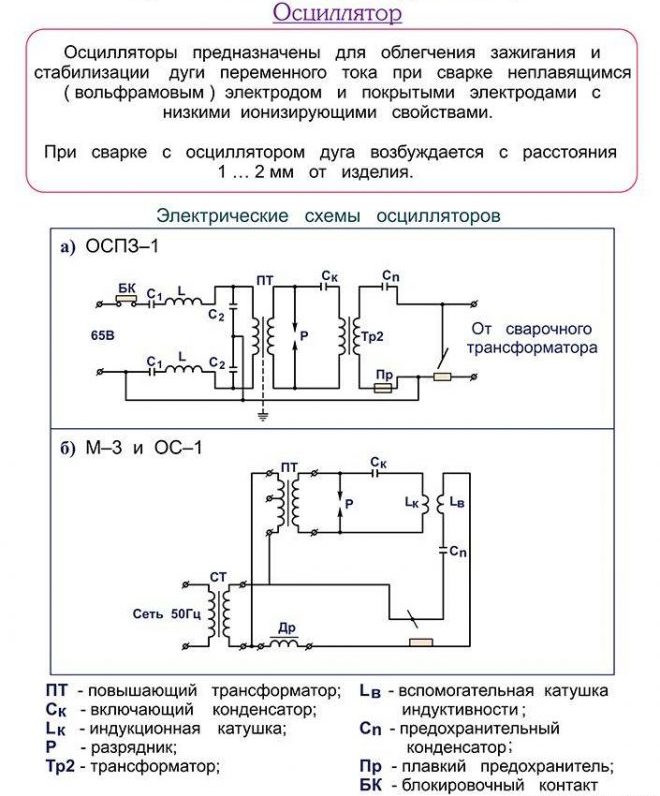
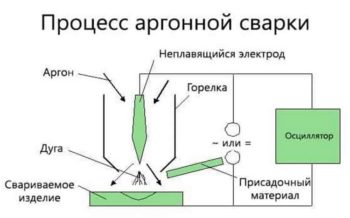 Как происходит аргонная сварка с осциллятором?
Как происходит аргонная сварка с осциллятором?
Вот что он включает в себя:
- Трансформатор, повышающий напряжение: для преобразования входного сетевого напряжения 220 В и 60Гц в колебания более высокой частоты со значением до 250 кГц напряжения 5…6 кВ.
- Выходной трансформатор для передачи тока повышенных напряжения и частоты на выходные контакты сварочного аппарата.
- Генератор искрового типа с контактами в виде вольфрамовых электродов, который по своей сути является одноконтурным разрядником.
- Управляющий блок из газового клапана, стабилизатора, кнопки пуска и датчика тока.
- Специальный защитный блок для контроля превышения допустимой силы тока или напряжения.
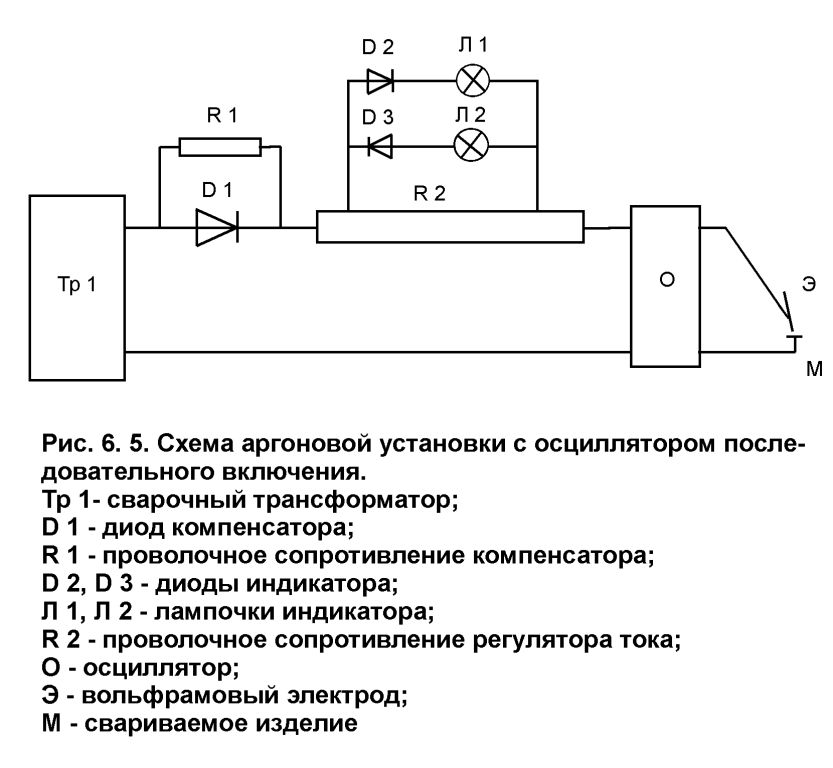
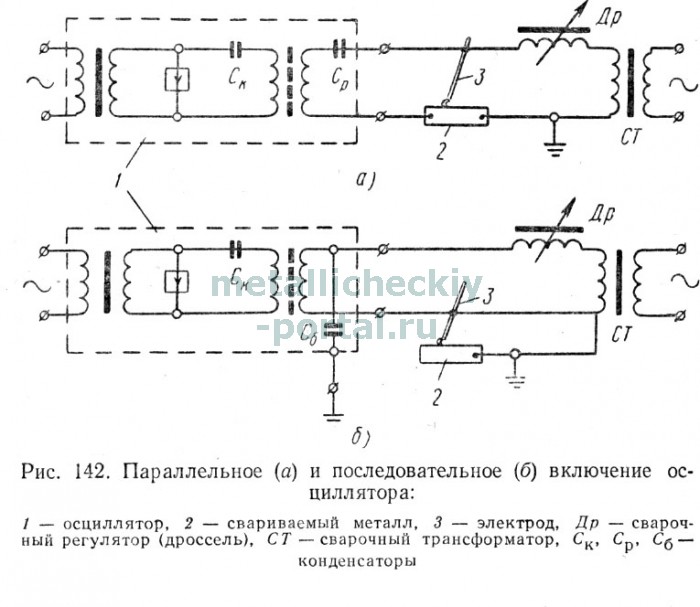
Устройство и принципиальную схему устройства нужно выбирать в зависимости от интенсивности вашей работы с его помощью. Если в планах ваших сварочных работ преобладает алюминий, который нужно варить при постоянном токе обратной полярности, то выбираем схему последовательного подключения – это будет осциллятор для сварки алюминия.
Если вы работаете с нержавейкой, ваша схема должна быть с параллельным подключением.
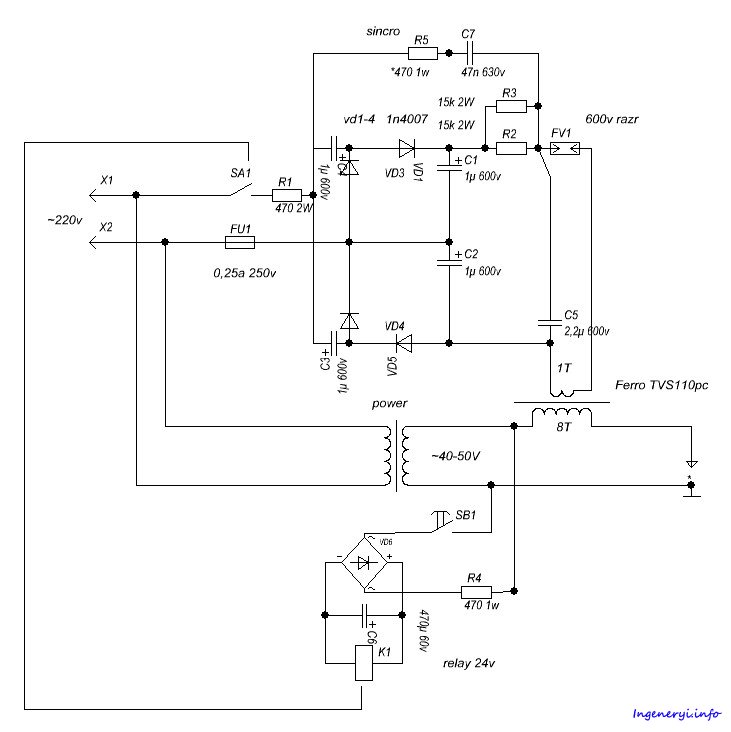
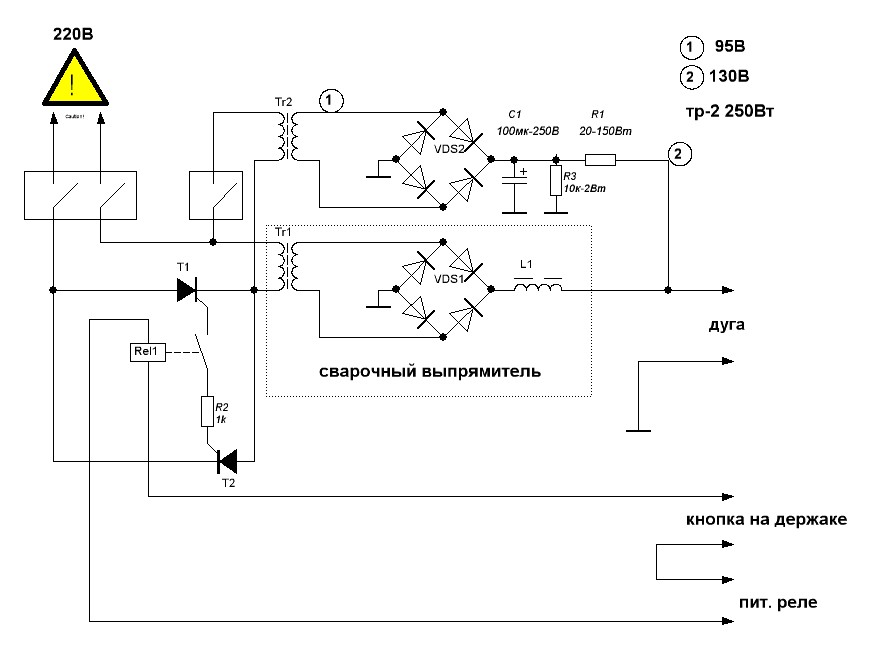
Осцилляторы для сварки с последовательным и параллельным подключением принципиально различаются. В состав аппарата с последовательным подключением входит только один трансформатор с двумя обмотками: первичной с предохранителем и двумя конденсаторами и вторичной с разрядником и колебательным контуром из катушки индуктивности и конденсатора.
Система осциллятора для сварки с параллельным подключением намного сложнее и требует наличия двух трансформаторов. В первом из них первичная обмотка состоит из двойного колебательного контура, а вторичная включает в себя разрядник и является первичной обмоткой второго трансформатора высокочастотного типа.
Именно от него подается электрического питание дуги. Такую схему не только сложно собрать и регулировать, она должна быть защищена от напряжения, превышающего предельные нормы.
Как самому изготовить прибор
При наличии определенных знаний и практических навыков работы с электроникой, изготовить осциллятор для инвертора самому не составит особого труда. Вариантов устройства может быть несколько, поэтому, выбирая наиболее подходящую схему, нужно обязательно определиться с условиями работы и другими исходными данными.

Как правило, учитываются следующие факторы:
- Целевое назначение аппаратуры. Желательно максимально точно определиться, с каким материалом придется работать. У каждого металла имеются свои особенности, которые учитываются при составлении схемы.
- Основные параметры тока и напряжения: переменный или постоянный, характеристики сетевого напряжения и т.д.
- Величина допустимой электрической мощности. Определяется мощностью входа обычных цепей, не превышающей 250 Вт. Увеличение этого показателя, неизбежно повлечет за собой повышение стоимости деталей и всего прибора в целом.
- Значение создаваемого вторичного напряжения, обычно, не более 3 кВт.
В домашнем хозяйстве чаще всего требуется сварка алюминиевых заготовок. Поэтому нужно выбирать схему, наиболее полно обеспечивающую именно этот вид работ. Вначале нужно выбрать подходящий трансформатор, способный повысить напряжение с обычных 220 до 3000 В.
На следующем этапе устанавливается разрядник, пропускающий искру. Далее производится включение в схему колебательного контура. В нем обязательно должен присутствовать блокировочный конденсатор, обеспечивающий генерацию импульсов высокой частоты. С его помощью прибор обретает все необходимые показатели. Сварочной дуге придается стабильность, а ее зажигание значительно упрощается.
По завершении сборки проверяется работоспособность готового устройства. Вначале выполняется пуск, вызывающий запуск разрядника и создание высокочастотных импульсов с помощью повышающего трансформатора. После возникновения дуги появляется мощное магнитное поле, которое попадает в катушку с обмоткой из толстого провода. Здесь это поле преобразуется в электрический ток, подключаемый плюсом к горелке, а минусом – к заготовке. В эту же горелку поступает газ, проходящий через специальный клапан и начинается сварка.





