

Пару слов о технологии
Точечная сварка — это сварочная технология, суть которой заключается в применении тока высокой частоты. Является разновидностью контактной сварки. Сварной шов представляет собой множество так называемых сварных точек. Сварная точка формируется в тот момент, когда детали фиксируют между двумя специальными электродами.
Электроды с усилием сжимают металл снизу и сверху. При сжатии одновременно пропуская сварочный ток. Именно он плавит металл, а электроды при этом сжимают детали, подобно прессу, формируя сварную точку. Чтобы выполнить данную технологию, необходимо специальное оборудование для точечной сварки. Это может быть как компактный аппарат контактной точечной сварки, так и стационарный аппарат точечной сварки, предназначенный для промышленного использования. В целом, данная технология успешно применяется во многих сферах. В том числе, в быту.
Особенности аргонной с варки
Процесс – аргонодуговая сварка происходит в среде инертного газа аргона, отсюда и название сварочного процесса. Использование аргона в сварке при соединении двух металлов – это защита от окисления, которая может произойти за счет соприкосновения с кислородом в воздухе. То есть, аргон покрывает зону сварки и не дает кислороду проникнуть в зону сопрягаемых поверхностей.
Сам режим сварки может производиться ручным способом, полуавтоматическим и автоматическим. Существует классификация режимов, которые зависят именно от вышеописанных способов и вида электрода, участвующего в процессе сварки. Два вида электродов: плавящийся и неплавящийся. Ко второму виду относится вольфрамовая проволока, с помощью которой можно гарантировать прочное и надежное соединение двух металлов, даже разнородных.
Итак, классификация режимов сварки аргонодуговой:
- Ручная сварка аргоном, где используется неплавящийся электрод – его маркировка РАД.
- Аргоновая сварка автоматическая, где применяется неплавящийся элемент – ААД.
- Аргонно дуговая сварка автоматического типа, где используется плавящийся электрод – ААДП.
Техника сварки аргоном
Знание некоторых правил облегчит проведение процесса сварки аргоном и позволит добиться высокого качества сварного шва.
Чем длиннее сварочная дуга, тем шире шов и меньше его глубина, что снижает качество шовного соединения. Поэтому рекомендуется неплавящийся электрод держать как можно ближе к стыку свариваемых деталей.
Чтобы создать узкий и глубокий шов, необходимо придерживаться только продольного движения электрода и горелки. Отклонения в сторону (поперечные движения) уменьшают качество сварочного соединения
Поэтому при сварке аргоном необходима аккуратность и внимание сварщика.
Присадочная проволока и неплавящийся электрод должны находиться только в зоне сварки, прикрытыми аргоном. Это не даст возможности кислороду и азоту проникнуть внутрь зоны.
Подача присадочной проволоки должно проводиться плавно и равномерно. Резкая подача – это разбрызгивание металла в большом количестве
Процесс подачи не самый простой, все приходит с опытом.
Есть такой показатель – проплавленность. В аргонной сварке он определяется самим сварочным швом. Если он имеет округлую и выпуклую форму, то это говорит о низком его качестве. Проплавление поверхности было проведено недостаточно.
Присадочная проволока подается перед горелкой с неплавящимся электродом. К тому же ее подача производится под углом. Эти требования обеспечивают ровность сварочного шва и его небольшую ширину. Просто так удобно контролировать сам сварочный процесс.
Нельзя начинать и заканчивать сварку аргоном резко, потому что это открывает доступ кислорода и азота в зону сваривания. Поэтому рекомендуется сварку начинать после 15-20 секунд, как будет начата подача в стык соединения двух металлов инертного газа. И заканчивать (убирать присадочную проволоку) до того, как будет выключена горелка. На это обычно дается 7-10 секунд.
Резкая подача – это разбрызгивание металла в большом количестве. Процесс подачи не самый простой, все приходит с опытом.
Есть такой показатель – проплавленность. В аргонной сварке он определяется самим сварочным швом. Если он имеет округлую и выпуклую форму, то это говорит о низком его качестве. Проплавление поверхности было проведено недостаточно.
Присадочная проволока подается перед горелкой с неплавящимся электродом. К тому же ее подача производится под углом. Эти требования обеспечивают ровность сварочного шва и его небольшую ширину. Просто так удобно контролировать сам сварочный процесс.
Нельзя начинать и заканчивать сварку аргоном резко, потому что это открывает доступ кислорода и азота в зону сваривания. Поэтому рекомендуется сварку начинать после 15-20 секунд, как будет начата подача в стык соединения двух металлов инертного газа. И заканчивать (убирать присадочную проволоку) до того, как будет выключена горелка. На это обычно дается 7-10 секунд.
Стыки свариваемых металлических деталей перед началом работ необходимо очистить и обезжирить.
Плюсы и минусы точечной сварки
Сварка по точкам, как и любой другой вид сварочного «искусства», имеет ряд достоинств и недостатков.
О плюсах:
- Ровный и точный шов;
- В месте сваривания деформации незначительны;
- Имеется возможность автоматической работы;
- Сваривание этим способом не оказывает пагубного влияния на здоровье человека;
- Скорость работы;
- Возможно соединение толстого материала;
- Простота использования.
При таких существенных достоинствах имеются и недостатки. Коротко о них:
- Область применения – соединение листовых деталей внахлест и стержневых материалов (например, проволока)
- Низкая герметичность по сравнению со сварными швами с использованием электродной проволоки;
- Металл должен быть зачищен перед свариванием;
- Требуется опыт настраивания аппаратуры.
Аксессуары
Приобрести аппарат для сварки мало, чтобы с ним работать, необходимо купить дополнительные элементы (иногда они идут в наборе).
- Электроды и консоли, не совсем такие, как у обычной сварки.
- Клещи и пистолет для сварки, нужны при работе с мелкими элементами или в узких местах, куда трудно добраться.
- Редактирование вмятин.
Для приобретения аппарата точечной сварки нужно знать, где будет проводиться работа и с какими металлами. Этого достаточно, чтобы купить нужную модель сварочного аппарата.
 Если вы не уверены в своих силах, то не нужно самому приступать к сварке, лучше обратиться к специалисту.
Если вы не уверены в своих силах, то не нужно самому приступать к сварке, лучше обратиться к специалисту.

Изготавливаем сварку сами
Инструмент этого вида сварки не является дешевым инструментом. Практичнее сделать аппарат точечной сварки своими руками.

Главный элемент такого аппарата – трансформатор (применяется в различных бытовых приборах). Для обеспечения необходимого электрического тока для этого вида работ нужно осуществить перемотку его обмоток. Во время создании 1-й обмотки подготавливаются и промежуточные выводы. Провод на обмотках обязательно пропитывается лаком и обматывается специальной бумагой.

Клещи могут быть двух типов: стационарные и выносные. Стационарные – более просты при изготовлении, они прочно скрепляются между собой и надежно изолируются. Выносные – более приспособлены для использования при выполнении различных работ. Они свободно устанавливаются и снимаются. Их удобно поднести к месту непосредственного сваривания.

При использовании выносных клещей необходимо обеспечить их надежное соединении с самим аппаратом и их гидроизоляцию. Для изготовления электродов, возможно использование медных прутьев, бронзы или старого жала паяльника.

Электрическую схему подключения такого устройства можно с легкостью найти в интернете.
Процесс сварки
Вне зависимости от количества видов сварки существуют 3 основных этапа процесса сварки, присущей всем технологическим разновидностям, это:
- Формирование контакта;
- Образование связи;
- Создание шва.
Формирование контакта
Формирование контакта происходит в результате доведения металла до температуры плавления или кипения, главное не перепутать сварочную ванну с плавкой железа.
Образование химической и металлической связи
Второй, наиболее важный шаг – образование сварочной ванны, она всегда выглядит одинаково вне зависимости от вида сварки. Ванна возникает в результате сплавления металла и вспомогательного материала, к примеру электрода под воздействием, температуры, на вид как белое пятно. От ширины и длины этого пятна зависит качество шва.
Создание и типы прочного соединения
Основными качественными характеристиками швов являются их ширина и высота.
По типу соединения выделяют (самые распространенные):
- стыковые – детали в одной плоскости (сваривают трубы, листы и тд).
- нахлесточные – детали располагаются параллельно, только одна идет внахлест к другой (сваривают листы, толщина которых не более 12 мм).
- торцовые – сваривают 2 торца элементов.
- угловые – элементы располагаются под углом друг к другу.
Ручная дуговая сварка
Параметры ручной электродуговой сварки указаны в межгосударственном стандарте ГОСТ 5264-80, действующим взамен принятого в СССР в 1981 году ГОСТ 5264-69. В нём учтены:
- тип соединения;
- форма подготовленных кромок;
- характер сварного шва;
- поперечное сечение шва и кромок;
- толщина свариваемых деталей.
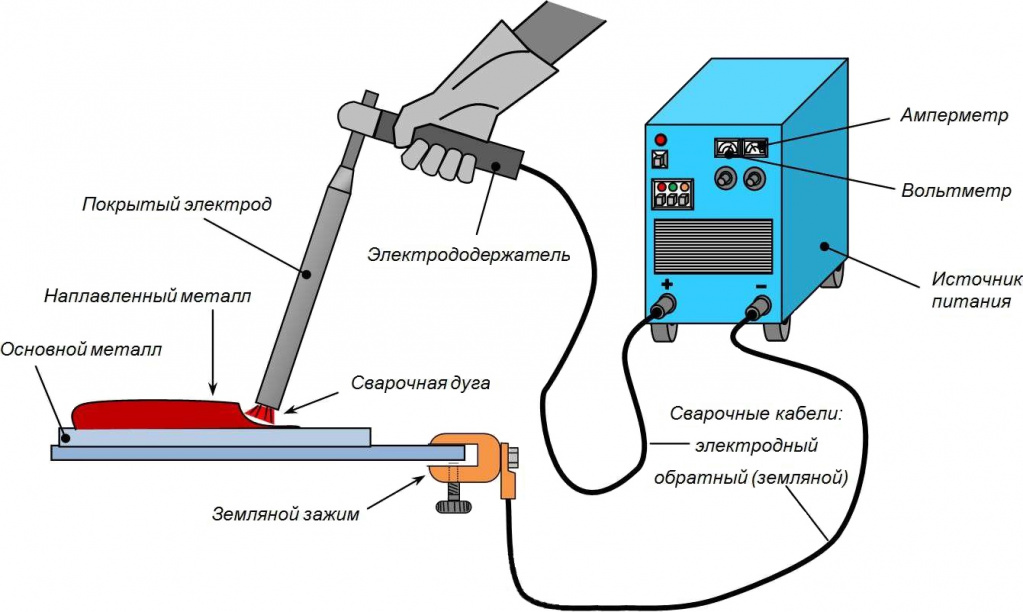
Принцип действия
Источником нагрева соединения является сварочная дуга – концентрированная лучистая энергия в промежутке между электродом и изделием. Питание происходит от трансформатора при переменном токе или преобразователя – при постоянном. От источника питание подаётся проводами на электрод, зажатый в держателе, и на изделие. При контакте между ними возникает дуга. Шов образуется от расплавления электрода и соединяемой кромки.








Создание дуги
Дуга возникает от нагревания торца электрода, являющийся в электрической цепи катодом. Он соприкасается с изделием, цепь замыкается. При прохождении тока через контакт с большим сопротивлением выделяется большое количество тепловой энергии. При отрыве электрода на расстояние 1-2 миллиметра зажигается дуга, и начинается термоэлектронная эмиссия. Зажигание и горение возможны при наличии трёх компонентов:
- Электрический источник питания, у которого напряжение холостого хода выше напряжения дуги.
- Ионизация в столбе дуги.
- Реактивное сопротивление в сварочной цепи – это повышает стабильность горения.

Схема сварочной дуги
Области сварочной дуги
Сварочная дуга включает в себя три основные зоны:
- Катодная – находится между столбом дуги и поверхностью катода.
- Столб дуги – между катодной и анодной зонами.
- Анодная – состоит из анодного пятна и приэлектродной части. Ток в ней образуется потоком электронов из столба.
Под влиянием высокой напряжённости возле катода с его пятна вырываются свободные электроны, которые летят к аноду. За счёт бомбардировки электронов происходит интенсивное нагревание катода.
Источники питания
Трансформатор – источник питания электрической дуги. Напряжение подаваемого из сети тока изменяется регулировкой расстояния между первичной и вторичной обмоткой: приближение уменьшает индуктивное сопротивление и увеличивает ток. Удаление уменьшает его. Обмотка, подключенная к сети – первичная, к держателю и свариваемому изделию – вторичная.
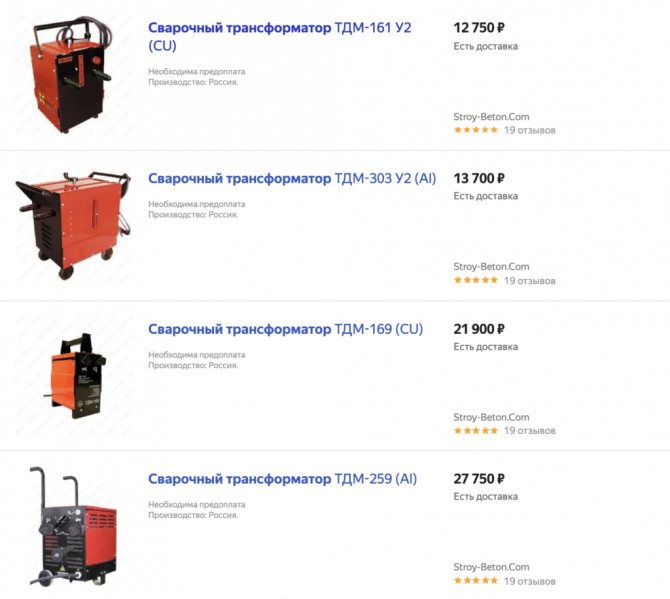
Примерная стоимость трансформаторов. Яндекс.Маркет
Используемые электроды
При сварке постоянным и переменным током электроды применяют разные, маркировка первых имеет в маркировке буквенную аббревиатуру УОНИ, вторых – МР. И те, и другие покрываются специальной обмазкой для сварки сталей:
- углеродистых и низкоуглеродистых конструкционных;
- легированных конструкционных;
- легированных теплоустойчивых;
- высоколегированных с особыми свойствами;
- для наплавки поверхностных слоёв с особыми свойствами.
По толщине обмазки в прямой зависимости от соотношения диаметра электрода к диаметру стального сердечника:
- с тонким покрытием, соотношение меньше 1,20;
- со средним, D/d между 1,20 и 1,45;
- с толстым, D/d между 1,45 и 1,80;
- с особо толстым, D/d больше 1,80.
По составу покрытия маркируются:
- кислое – А;
- целлюлозное – Ц;
- рутиловое – Р;
- основное – Б;
- прочие – П.
Ещё одна маркировка – по положению электрода по отношению к поверхности детали:
- для всех – 1;
- для всех, кроме вертикального – 2;
- для нижнего, горизонтального к вертикальной плоскости сварки и вертикального снизу вверх – 3;
- для нижнего и нижнего в лодочку (свариваемые поверхности под прямым углом) – 4.
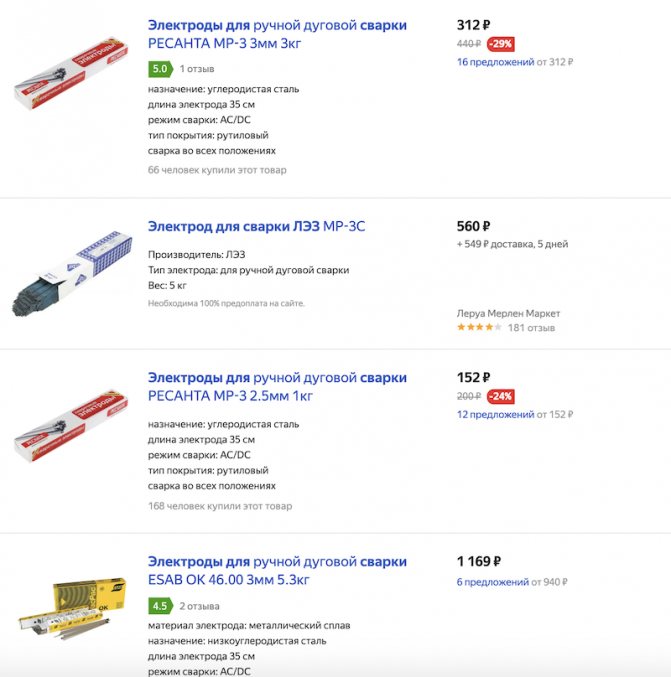
Примерная стоимость электродов. Яндекс.Маркет
Самые популярные модели:
- AURORA PRO OVERMAN 180 Mosfet
- WESTER MMA-VRD 200
- РЕСАНТА САИ 220
Сварочный аппарат Eurolux IWM-160
| Тип сварки | MMA |
| Сила сварочного тока | 10-160 Ампер |
| Входное напряжение | 140-260 В |
| Продолжительность включения | 70% |
| Диаметр электрода | 1,6 – 4 мм |
| Класс защиты | IP21 |
ПЛЮСЫ
- Компактность
- Есть ремень для облегчения переноски
- Противоударный корпус
- Не требует специальных навыков для работы
- Горячий старт – автоматически повышает силу сварочного тока в начале работы, что упрощает розжиг дуги
- Форсаж дуги – предотвращает залипание электрода, уменьшает разбрызгивание металла, а при необходимости позволяет получить глубокое проплавление сварочного шва
- Антизалипание – аппарат автоматически снижает силу сварочного тока при залипании электрода, благодаря чему его проще высвободить
- Быстрое подключение
- Эффективное охлаждение во время работы
- Низкая цена
МИНУСЫ
- Короткие провода в комплекте
- Отсутствует дисплей
Сварочный инвертор FUBAG IQ 160
| Тип сварки | MMA |
| Сила сварочного тока | 20-160 Ампер |
| Входное напряжение | 150-240 В |
| Продолжительность включения | 40% |
| Диаметр электрода | 1,6 – 4 мм |
| Класс защиты | IP21S |
ПЛЮСЫ
- Компактность
- Небольшой вес (2,7 кг)
- Плавная регулировка сварочного тока
- Не требует специальных навыков для работы
- Горячий старт
- Форсаж дуги
- Антизалипание
- Быстрое подключение
- Улучшенная система охлаждения
- Низкая цена
МИНУСЫ
- Короткие провода в комплекте
- Отсутствует дисплей
Инвертор сварочный инверторный РЕСАНТА САИ 140
| Тип сварки | MMA |
| Сила сварочного тока | 10-140 Ампер |
| Входное напряжение | 220 В |
| Продолжительность включения | 70% |
| Диаметр электрода | до 3,2 мм |
| Класс защиты | IP21 |
ПЛЮСЫ
- Компактность
- Небольшой вес (4,3 кг)
- Есть ремень для облегчения переноски
- Стабильная работа даже при высоком значении тока
- Горячий старт
- Форсаж дуги
- Быстрое подключение
МИНУСЫ
- Дребезжит защитный кожух
- Провода из комплекта короткие
Сварочный инвертор FUBAG IN 176
| Тип сварки | MMA / TIG |
| Сила сварочного тока | 10-160 Ампер |
| Входное напряжение | 230 В |
| Продолжительность включения | 60% |
| Диаметр электрода | 1,6 – 3,2 мм |
| Диаметр проволоки | 1,6-4 мм |
| Класс защиты | IP21 |
ПЛЮСЫ
- Компактность
- Многофункциональность
- Цифровой дисплей и сенсорное управление позволяют моментально настраивать аппарат и контролировать параметры сварки не отвлекаясь от работы.
- Таблица подбора электродов нанесена верхнюю панель.
- Стабильная работа при любом напряжении
- Горячий старт
- Антизалипание
- Форсаж дуги (только для MMA режима)
МИНУСЫ
Требуется опыт работы с аппаратами типа TIG
Сварочный инвертор BlueWeld Prestige 186 PRO
| Тип сварки | MMA/TIG |
| Сила сварочного тока | 20 – 160 Ампер |
| Входное напряжение | 190-220 В |
| Продолжительность включения | 60% |
| Диаметр сварочных электродов | 1,6 – 4 мм |
| Класс защиты | IP23 |
ПЛЮСЫ
- Небольшие габариты
- Стабильная работа при любом напряжении
- Горячий старт
- Антизалипание
- Сравнительно недорогой.
- Низкая мощность
- Удобная ручка для переноски
МИНУСЫ
- Требуется опыт работы с аппаратами типа TIG
- Не подходит для сварки алюминия.
- Нет аргоновой горелки.
Инвертор сварочный Energolux WMI-200
| Тип сварки | MMA |
| Сила сварочного тока | 10-200 Ампер |
| Входное напряжение | 198-242 В |
| Продолжительность включения | 70% |
| Диаметр электрода | до 3,2 мм |
| Класс защиты | IP21 |
ПЛЮСЫ
- Компактность
- Есть ремень для облегчения переноски
- Плавная регулировка сварочного тока
- Горячий старт
- Форсаж дуги
- Антизалипание
МИНУСЫ
- Короткие провода в комплекте
- Отсутствует дисплей
Режим работы
Делится на мягкий и жесткий. При щадящем режиме работы применяется небольшая электрическая энергия, но процесс сварки выполняется дольше – 2-5 секунд. Благодаря этому применяются электродные стержни меньшего сечения и не требуется очень сильно надавливать ими.
Жесткий режим работы использует повышенную энергию, а процесс производится быстрее – 0,2-1,5 секунды. Обеспечивается высокая производительность, однако необходимо сильное сдавливание заготовок электродными стержнями. Также требуется стержень большого сечения, который превышает сечение соединяемых изделий.









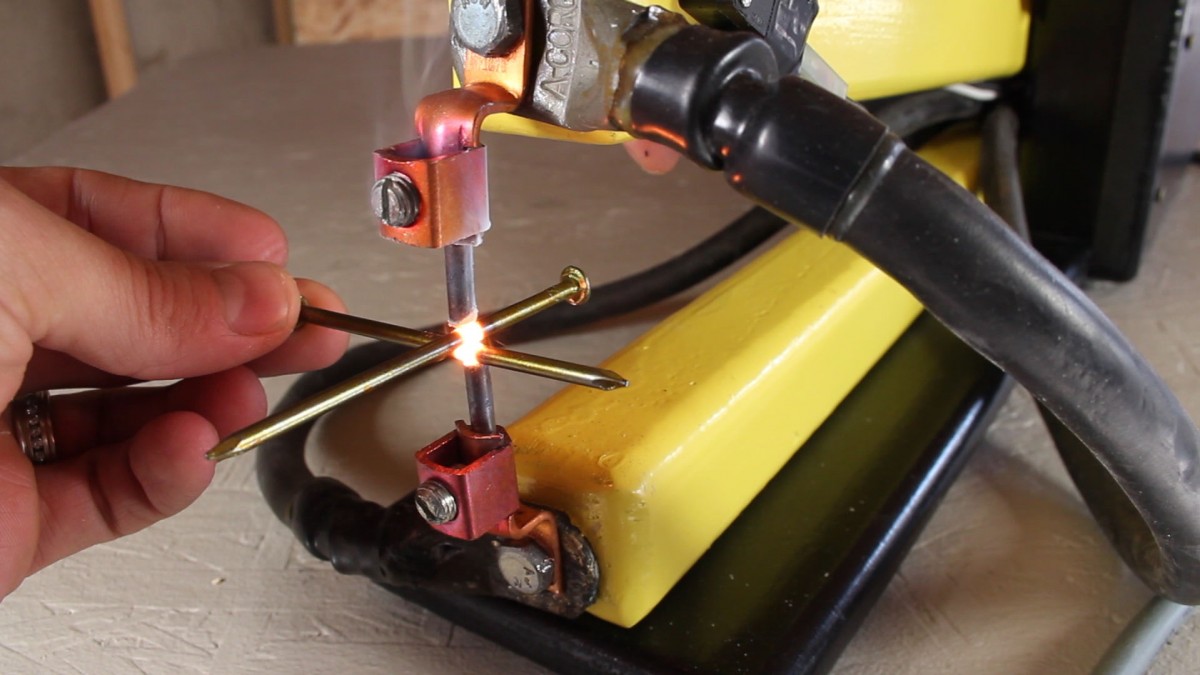
Точечная сварка
Рис. 6 Схема точечной (поз. «а») и роликовой (поз. «б») сварки
Прочность сварного стыка определяется:
- формами и размерами электродов;
- величиной тока;
- времени процесса;
- силы сжатия электродов;
- состоянием соединяемых поверхностей.
Принцип действия, конструкция
В основе процесса лежит принцип теплового воздействия на стыкуемые изделия. Электроды прижимаются к поверхности обрабатываемых деталей. При подаче тока, последний проходит от электрода к электроду сквозь полуфабрикат.
Металл электродов обладает высокой электропроводностью. В точке сварки образуется зона с повышенным электрическим сопротивлением — выделяется тепло и происходит расплавление соединяемого металла. Образуется ядро шва размером 4-10 мм.
Существует два режима точечного стыка:
- Мягкий. Отличается увеличенным временем сварки, постепенным нагревом (до 3 секунд)
- Жесткий. Характеризуется повышенными токами, меньшим временем обработки, значительными усилиями сжатия электродов.
Первый способ отличается:
- меньшей нагрузкой на сеть;
- применением оборудования меньшей мощности, соответственно, более дешевого;
- снижение общей площади закалки металла, возникающей при нагреве;
- применяется для обработки стали, склонной к закалочным процессам.
Второй:
- повышенным расходом электроэнергии, нагрузкой на сеть;
- потреблением мощности;
- усиленное оборудование;
- используется для работ с алюминием, медью, высоколегированных сталей, изделий разной толщины.
Рис.7 Процесс точечной сварки
Рис.8 Клещи для точечной сварки
Параметры процесса задаются изначально:
- диапазон усилий сжатия и время приложения давления;
- время обработки током;
- сила тока.
Точечная контактная сварка нашла применение для стыковки изделий в электронике (толщина детали не менее 0.02мм), автомобильной промышленности, судо- и авиастроении и т.п.
Бытовой сварочный аппарат — это конструкция в виде клещей.
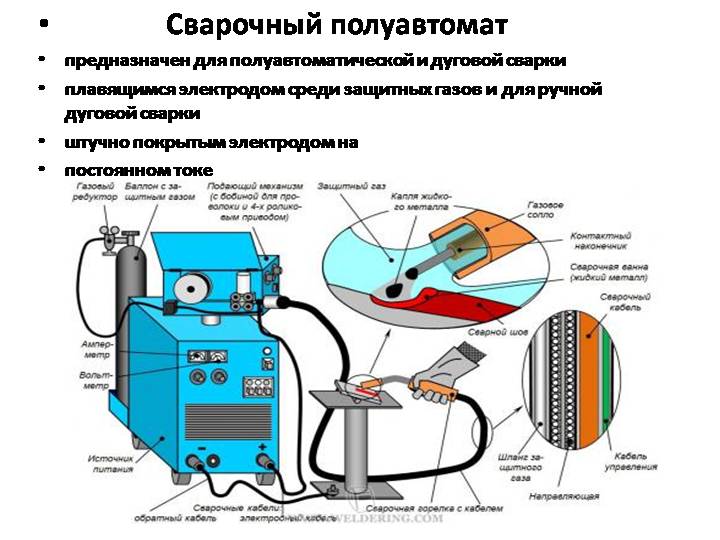
Принцип аргонно дуговой сварки MIG и TIG
Прежде, чем рассматривать принцип аргонодуговой сварки, стоит разобраться. Необходимо понять как работает аргонная сварка. Чтобы соединить металлические детали, их необходимо разогреть в месте стыка. Для расплавления металла используется сварочная дуга. Горение дуги и расплавление металла невозможно без окисления кислородом, находящегося в воздухе. Этот элемент окисляет сплавы, причем цветные металлы и легированные стали быстрее, чем углеродистый металл. Также в зоне расплавления за счет насыщения водородом, азотом появляются пузырьки, при кристаллизации в шовном валике образуются раковины, свищи и многочисленные поры. Прочность соединений страдает. Ухудшается геометрия сварного соединения. Для того чтобы обеспечить надежную защиту расплавленного металла используются различные газы в чистом виде, а также и в виде смесей.
Какие бывают режимы TIG сварки
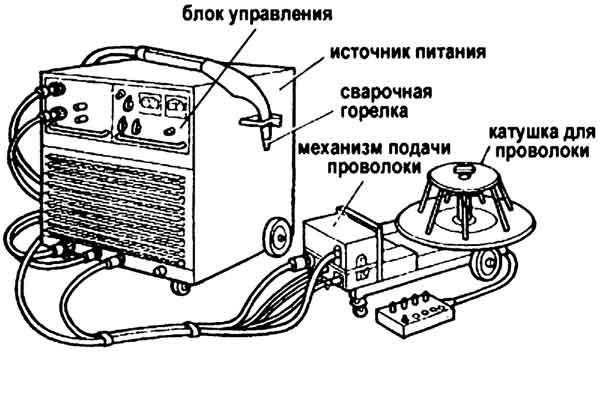
Сварку в аргоне выполняется как в автоматическом (ААД), механизированном полуавтоматическом (MIG) и в ручном режиме (TIG). Для данного метода характерно применение как плавящегося электродного металла (проволоки), так и неплавящегося вольфрамового электрода.
От механизированной аргонодуговая сварка плавящимся электродом (MIG) отличается присутствием особенностями розжига дуги. Газ и сварочная проволока и подается через сопло горелки при нажатии специальной клавиши на ее корпусе. Газ подается за 12-25 секунд до подачи питания на клеммы. Для mig поджег дуги происходит касанием проволоки самого изделия.
Основные особенности
Особенности процесса аргонодуговой сварки следует рассмотреть подробно, у технологии множество режимов, нюансов. Защитная атмосфера защищает ванну расплава. Но для этого необходимо в постоянном режиме подавать газ в рабочую зону под определенным давлением. Сущность аргонодуговой сварки – создание специальной среды, препятствующей окислению присадки и металла при воздействии электродуги с необходимой температурой горения.
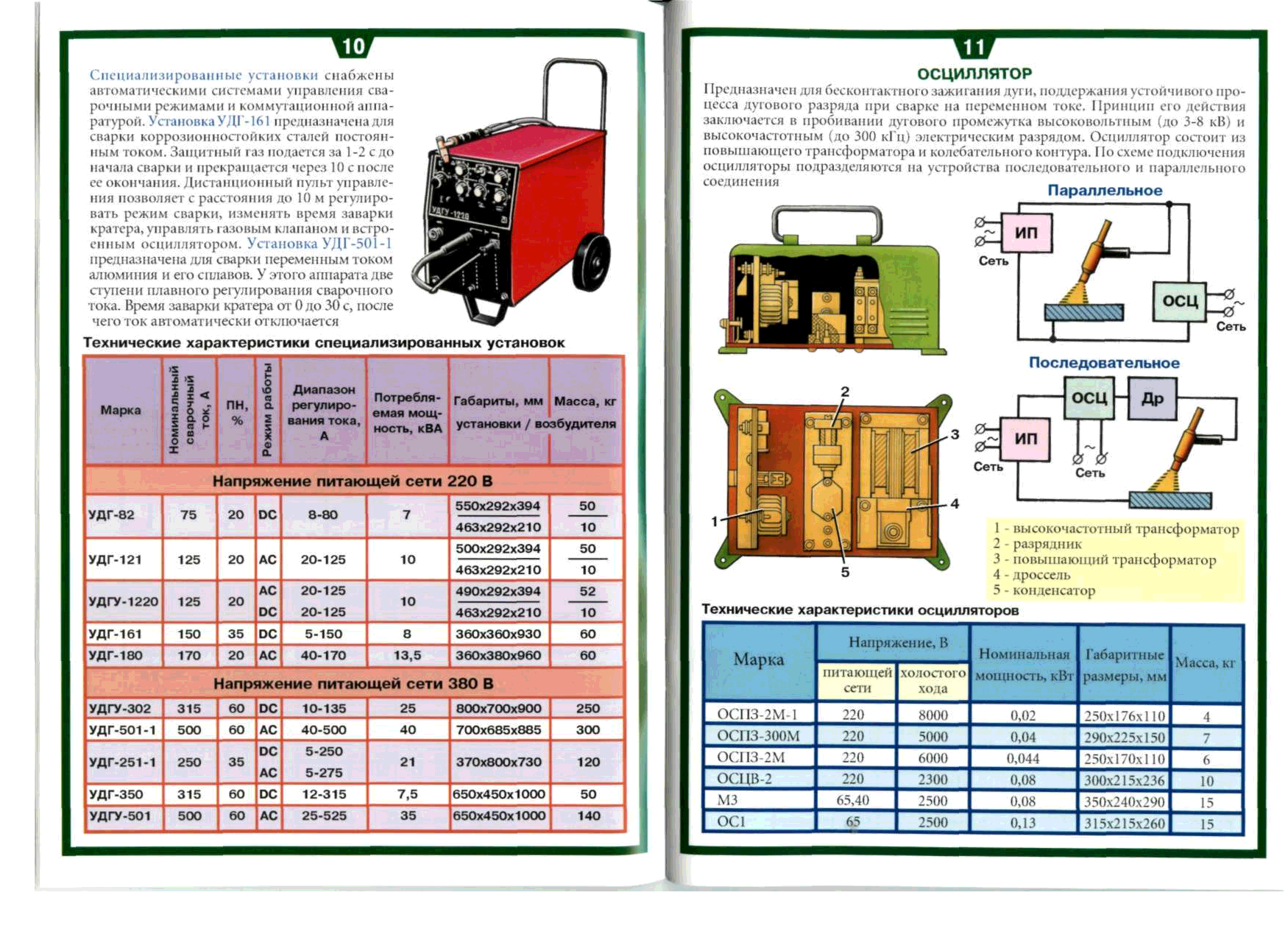
Теперь об особенностях аргонодуговой сварки неплавящимся электродом TIG. Рабочим элементом является горелка с соплом, через которое осуществляется подача газовой смеси или чистого Ar. Аргон имеет более высокую плотность чем воздух вследствие чего обеспечивает вытеснение посторонней газовой среды из зоны процесса. Данный газ ионизируется под воздействием электрического разряда и разогрева металла при розжиге. Происходит так называемая термоэлектронная эмиссия. В результате газ образует плазму, в которой происходит уверенное горение дуги. Потенциал ионизации инертных газов очень высокий. Пробить защитную атмосферу способны только высокочастотные токи, образованные специальным устройством — осциллятором.
Методы зажигания дуги.
За счет частотности электродуга способна формироваться без касания электрода о металлическую поверхность (чиркания). В некоторых случаях дугу зажигают и методом качания (чирканья) о поверхность изделия. Тут необходимо высокая квалификация сварщика, так как при замыкании, в металл изделия могут попасть частички вольфрама, образуя тем самым дефект. Также произойдет оплавление самого электрода изменив его геометрию, и ухудшит процесс сварки. Мощность дуги снизится из-за уменьшения напряжения на дуге. Также измениться и давление самой дуги. В современных аппаратах для предотвращения этого применяется функция Lift Tig (лифт тиг). С ее помощью понижается сила сварочного тока в стадии зажигания дуги. С увеличением зазора между изделием и электродом ток увеличивается до рабочих значений.
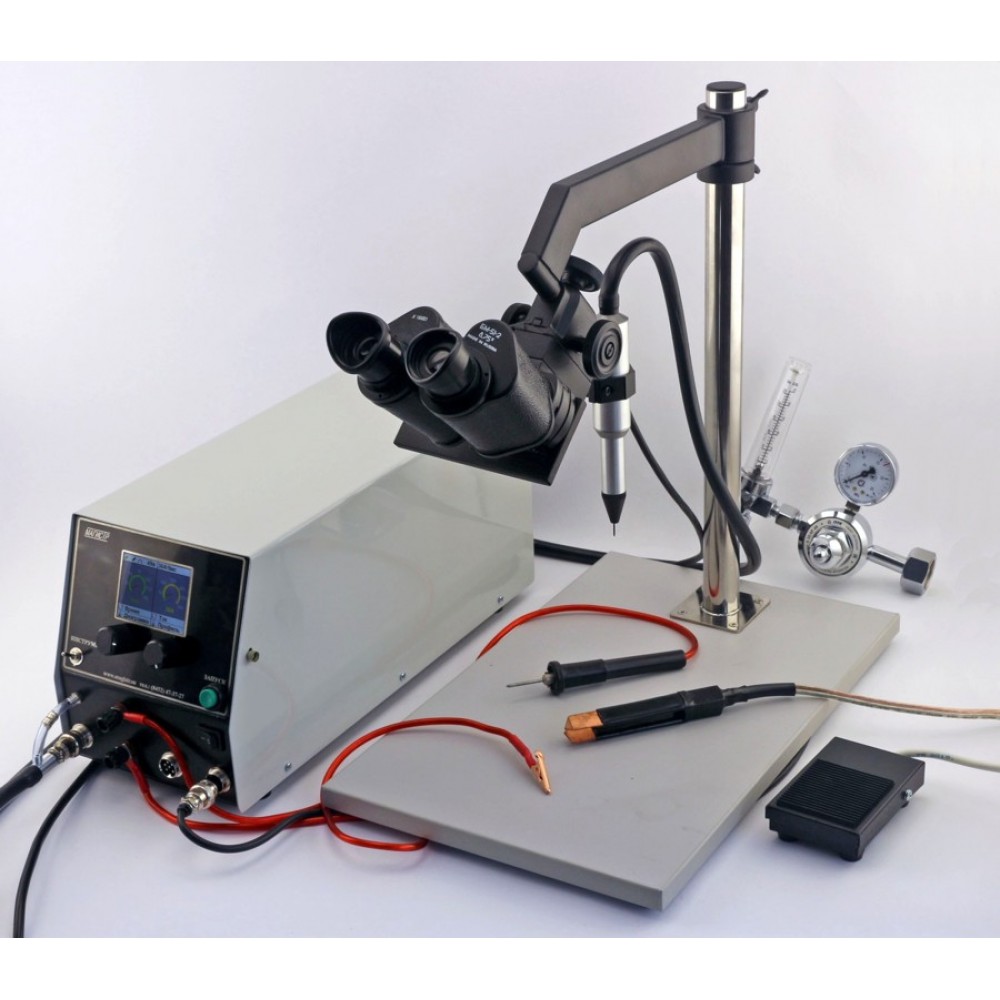
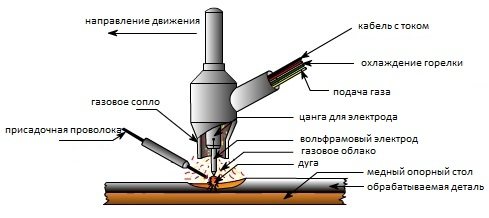
Устройство сварочной горелки
Вернемся к устройству сварочной горелки. В центральную часть устанавливается держатель (цанга), в который вставляется электрод с вылетом из сопла в пределах от 2,0 до 5,0 мм. Горелка аппарата, оборудованного осциллятором, имеет на корпусе кнопку для запуска процесса. При ее нажатии происходит продувка газом магистралей, и с небольшой задержкой импульсно подается ток на электрод. Сварочный ток TIG – это высокочастотный или импульсный электроток с частотой от 150 до 500 Гц. Его напряжение весьма верило и колеблется в пределах 2500 – 6000В.
Шов формируется плавлением сварочной проволокой подаваемой в зону сварки из вне и последующей кристаллизацией сварочной ванны. Подбирают присадку, по химическому составу близкую к сплаву. В ряде случаев используется присадка с дополнительными легирующими элементами для придания особых свойств.
Состав оборудования и область применения сварки TIG
Каждый вид сварки имеет своё предназначение, преимущества и недостатки, а также набор необходимого оборудования и расходных материалов для качественного поведения работ с наилучшим результатом. В перечень оборудования для сварки TIG входят следующие компоненты:
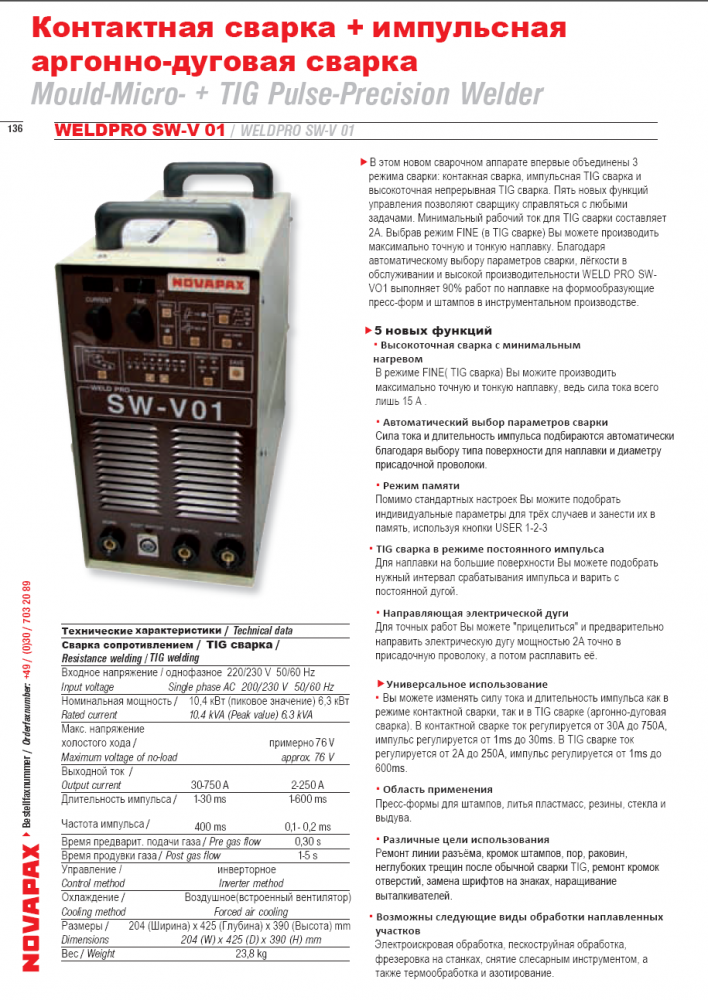
- инвертор ММА+TIG с переходником для газовой смеси и евроразъёмом, с регулировкой выходных параметров, с входным питанием АС 220/380 В и током от 10 А до 180 А;
- еврорукав, используемый для подачи инертного газа, управляющих сигналов и сварочного тока;
- шланги подачи газа от баллонов;
- баллоны, снабжённые редукторами и манометрами;
- горелка с кнопкой управления и цанговым зажимом вольфрамового электрода;
- сварочная или присадочная проволока, по составу близкая к рабочему материалу;
- инертный газ или его смесь с СО2 для создания защитной среды в сварочной ванночке;
- тугоплавкие вольфрамовые электроды.
Сварка tig применяется в промышленности, строительстве и бытовых нуждах. Большие возможности метода позволяют использовать его при сварке не только различных металлов, но и их сочетаний, а также сплавов. Постоянным и переменным импульсным током можно сплавлять следующие материалы:
- конструкционные и углеродистые стали;
- различные сплавы алюминия;
- сталь нержавеющую, в том числе для санитарно-гигиенических и пищевых нужд;
- сплавы титана;
- медь, латунь и бронзу, а также их сочетания;
- оцинкованный металл и никелированные поверхности.
Очень важно подбирать сварочную и присадочную проволоку наиболее близкой по составу к свариваемому материалу, сплавам и разнородным сочетаниям. Для обеспечения хорошего качества сварки нужно следить за чистотой вольфрамового электрода и регулярно его затачивать, поскольку от него в большей степени зависит толщина и чистота шва, выполненного методом ТИГ
Для обеспечения хорошего качества сварки нужно следить за чистотой вольфрамового электрода и регулярно его затачивать, поскольку от него в большей степени зависит толщина и чистота шва, выполненного методом ТИГ.
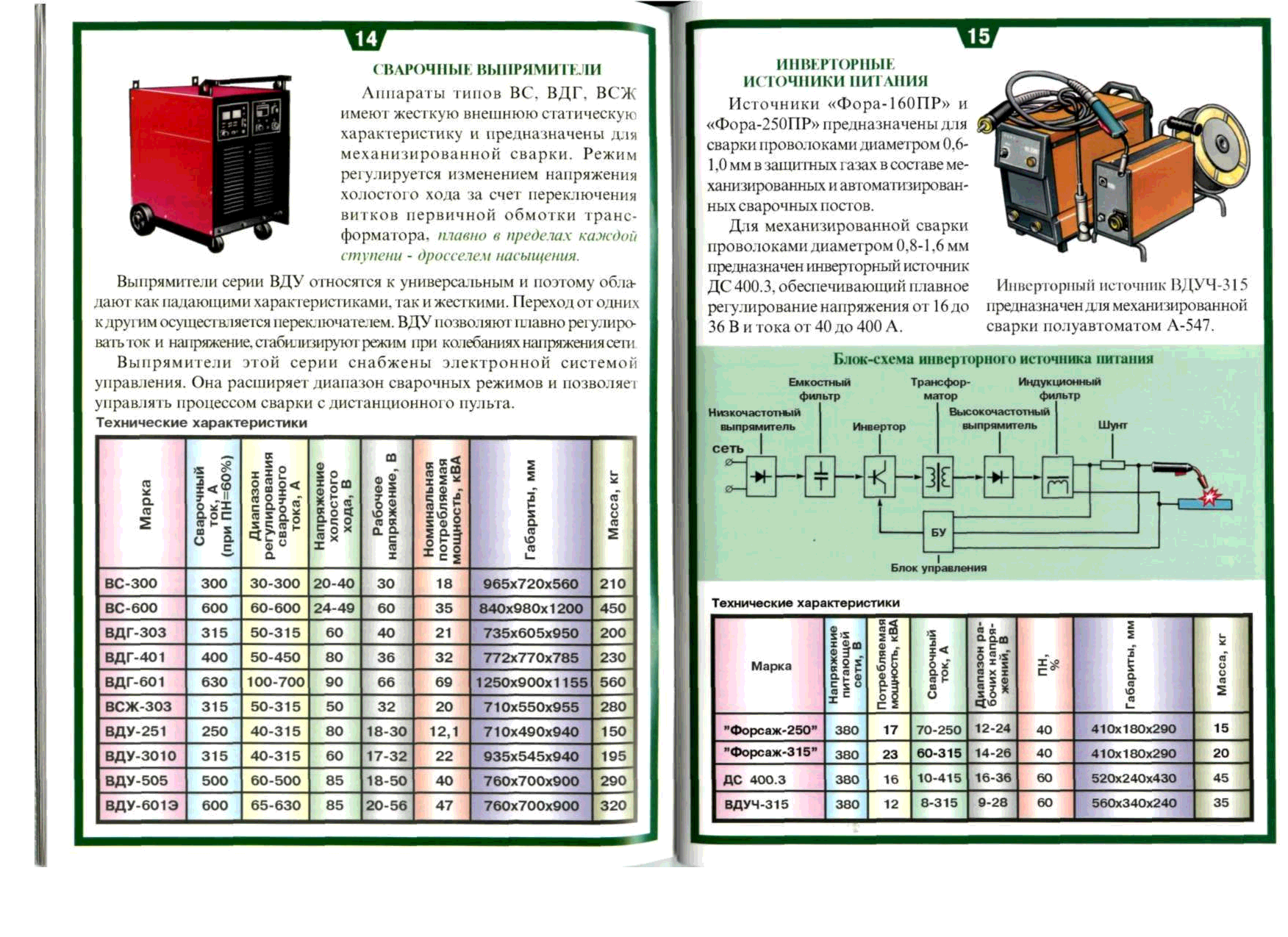
Классификация
Общепринята градация блоков питания по нескольким признакам, обусловленным электромеханическими свойствами источников электротока. Начинающим сварщикам достаточно знать основные критерии классификации:
Для питания сварочной дуги возможно два способа получения рабочего тока:
- преобразованием энергии из силовой электросети (выделяют однофазные и трехфазные сварочники);
- генерацией электричества рабочих параметров из другого вида энергии.
Группировка по виду вырабатываемого тока:
- переменного;
- комбинированные, которые можно переключать с постоянного на переменный и наоборот;
- постоянного.
Способ преобразования электричества: изменением вольтажа и ампеража, выпрямлением – переменный ток преобразуется в постоянный.
Мобильность источников, питание дуги бывает стационарным (подключение к магистральным электросетям) и автономным (использование переносных генераторов или аккумуляторов).
Способ регулировки рабочих параметров дуги (напряжения, ампеража). В трансформаторах меняется число задействованных витков: положением шунта, подвижностью катушки, секционированием вторичной обмотки.
Градация источников питания по внешним характеристикам тока сварочной дуги – это оценка зависимости среднего напряжения на контактах (держателе электрода и клемме, закрепляемой на металле) от ампеража. Параметры вольт-амперной характеристики оборудования бывают двух видов:
- Падающая ВАХ характеризуется высоким напряжением холостого хода, превышающим рабочее до 2,5 раз.
- Жесткая отличается стабильностью напряжения на клеммах в процессе сварки. Ампераж короткого замыкания превышает номинальный сварочный в 2 или 3 раза.
Как нужно варить швы в разных положениях
Перед тем как приступать к ручной дуговой сварке покрытыми электродами, стоит рассмотреть ее технологию и способы проведения. Этот процесс может выполняться в разных пространственных положениях, и каждый способ обладает важными отличительными особенностями.

Нижнее положение
РД по сварке в нижнем положении рекомендует проводить полное проплавление сечений. Чтобы это получить, требуется надежно зафиксировать свариваемые элементы. Это сможет поддерживать подходящие параметры сварочной области. Чтобы повысить качество можно подложить съемные подкладки из медной основы.
Вертикальное положение
РД по сварке металлоконструкций в вертикальном положении осложнено тем, что расплавленные металлы под воздействием силы тяжести будут стекать вниз. Это может негативно отразиться на качестве сварного шва.
Именно по этой причине сварочный процесс в вертикальном положении выполняют сверху вниз, чтобы расплавленный металл стекал на уже сформировавшийся сварной шов. Однако данная технология значительно замедляет скорость выполнения сварочных работ. Часто для нее применяют специальные электроды.






Потолочное положение
Создание швов и наплавка валов ручной дуговой сваркой в данном положении достаточно тяжелый процесс. Чтобы расплавленный металл не стекал и не капал вниз, требуется создать силу поверхностного натяжения. Она сможет удерживать жидкий металл, но при условии, если последний будет иметь небольшую массу.
Опытные сварщики советуют при проведении сварочного процесса в потолочном положении максимально уменьшить размеры сварочной ванны. Чтобы это осуществить требуется постоянно прекращать сварочные работы, чтобы расплавленный металл смог нормально кристаллизоваться.
РД на сварные швы является популярным и проверенным способом, который применяется уже на протяжении длительного времени. Сварочный процесс обладает простой и легкой технологией, которая не требует большого опыта. Оборудование и материалы, которые используются для проведения сварочных работ стоят дешево, а их использование не вызовет особых сложностей. А главное этот метод прекрасно подходит для бытовых и производственных работ.
Общие понятия
Сварка аргоном – великолепная технология гибридного типа, позволяющая соединять самые капризные и устойчивые металлы: от огромных труб до маленькой отломившейся ножки бронзовой балерины. В аргонодуговых способах объединены преимущества двух классических методов: дугового электрического и газового. Технология сварки нержавеющей стали – лишь один пример из многочисленных способов сварочных работ в аргоновых облаках.
Юный сварщик никогда не станет классным мастером, если не будет вникать в теорию сварочного дела. Особенно, если это касается непростых технологий, к которым, безусловно, относится аргонная сварка.
Окисление во время работы ни к чему хорошему не приводит: качество швов низкое с точки зрения прочности и долговечности из-за большого количества мельчайших пузырьков внутри. Ну а алюминий вообще варить невозможно – при нагревании он попросту горит в воздухе.
Принцип аргонодуговой сварки.
Главной задачей в технологии сварки аргоном становится защита сварочной рабочей ванны от газов и примесей. Здесь лучшими помощниками выступают инертные газы, которые выполняют роль защитной оболочки. Кроме аргона к инертным газам относится гелий, вполне соответствующий газ по всем параметрам. Но гелий дороже аргона, и по количеству расходуется намного больше. Расход аргона при сварке нержавейки, например, в разы меньше расхода гелия.
Кроме того, работа с гелием требует специальной защитной одежды для всех частей тела. Гелий в чистом виде в современных технологиях применяется редко. Чаще его используют в смесях для газовых лазеров. Здесь нужно упомянуть еще один инертный газ – азот, который используется в металлических работах с очень узкой специализацией – с азотом варят только медь. Главным и повсеместным инертным компонентом в гибридной технологии выступает Его Величество Аргон.
Его свойства:
- Аргон значительно тяжелее воздуха, поэтому отлично вытесняет его из сварочной ванны, защищая, таким образом, зону плавления от ненужных газовых примесей.
- Будучи инертным веществом, не вступает в реакцию ни с какими другими элементами, в том числе со свариваемыми металлическими поверхностями.
- Об одном «аргоновом» нюансе нужно знать и помнить. При использовании тока обратной полярности аргон превращается в электропроводную плазму со всеми малоприятными последствиями.
Гарантия
Производители оборудования для сварки устанавливают различный гарантийный срок. В среднем он составляет от 1 до 3 лет. Условия гарантийного обслуживания для каждой модели индивидуальны. С ними можно ознакомиться в техническом паспорте или на сайте производителя.
Гарантия исчисляется с момента передачи аппарата покупателю. В дополнение может быть предложено бесплатное регламентное обслуживание оборудования в рамках гарантийной программы.
Оно включает в себя:
- диагностику;
- замену электродов по согласованию с владельцем;
- настройку;
- чистку;
- тестирование параметров.
Гарантия не распространяется на оборудование:
- имеющее внешние повреждения;
- доработанное владельцем;
- используемое в недопустимых условиях;
- имеющее следы несанкционированного ремонта;
- эксплуатируемое с нарушениями требований;
- с поврежденной маркировкой;
- полностью исчерпавшее ресурс, заявленный производителем;
- с истекшим гарантийным сроком.
Также обязательства производителя не распространяются на:
- отдельные детали, подверженные естественному износу;
- детали, износ которых зависит от условий эксплуатации;
- регулировку оборудования.
При поломке сварочной техники по вине изготовителя пользователь имеет право на бесплатный ремонт. Для этого необходимо лично или почте (использую защитную транспортную упаковку) отправить оборудование в гарантийный сервисный центр. При этом обязательно следует предъявить гарантийный талон.
Важно! Срок гарантийного обслуживания продлевается на время ремонта и пересылки. Претензионная работа с покупателями регулируется «Законом о защите прав потребителей»
В соответствии с его требованиями, срок ремонта не может превышать 45 календарных дней. За каждый день просрочки потребитель вправе потребовать уплату пени
Претензионная работа с покупателями регулируется «Законом о защите прав потребителей». В соответствии с его требованиями, срок ремонта не может превышать 45 календарных дней. За каждый день просрочки потребитель вправе потребовать уплату пени.





