

Как заварить трубу – технология сварки
Выполнение сварки трубы зависит от выбранного методы. подробно рассмотрим самые часто применяемые методы сварки это ручная дуговая (РДС) и сварка в среде инертного газа неплавящимся электродом.
Для ручной дуговой
Для ручной дуговой сварки труб общая последовательность технологии, следующая:
- Проверить качество выполнения подготовки кромок и зачистки заготовок.
- Произвести зажигание сварочный дуги, отступив 5-10 мм от нижней точки (при условии, что варим неповоротный стык). Если выполняется сварка поворотного стыка, то начинаем в любом удобном для нас месте.
- Выдержать 2-3 секунды, для того чтобы металл прогрелся и образовалась сварочная ванна.
- Перемещать электрод в вверх по сварному шву.
- Выполнить корневой проход без колебательных движений.
- Места обрыва сварочной дуги обязательно зачищаются абразивным инструментом
- Перед тем как завершить процесс необходимо вернуться электродом на уже наплавленный (как бы назад) металл и на нём обрывать дугу (иначе будет дефект – кратер)
- Произвести зачистку корневого шва.
- Осмотреть сварной шов на наличие дефектов, при их наличии выбираем дефект с помощью абразивного инструмента и производим подварку.
- В зависимости от толщины выполняем либо заполняющие швы, либо облицовочный. При их выполнении совершаем колебательные движения электродом.
- Начало каждого последующего слоя должна быть смещено на 10-30 мм от начала предыдущего. Чтобы те участки шва, которые перекрывают друг друга “ замки” были смещены. Чем диаметр трубы больше, тем сильнее должно быть смещение.
- По завершению зачищаем шов и околошовную зону от брызг металла и шлака.
- Каждый шов необходимо осмотреть на наличие дефектов, если они есть выбрать их и подварить.
- Ставим клеймо (в тех случаях если это ответственное сварное соединение).
Для сварки неплавящимся электродом в среде газа
Технология сварки неплавящимся электродом трубопроводов в среде инертного газа очень схожа с технологией ручной дуговой электродами.
Общая технологическая последовательность, следующая:
- Так же как в предыдущем случае проверяем подготовку и зачистку кромок.
- Перед тем как производить поджиг дуги необходимо продуть газовые магистрали, для этого нажимается клавиши на горелке и 10-15 секунд выполняется продувка газа.
- Дуга зажигается, как и при РДС отступив 5-10 мм от нижней точки.
- Сварочная горелка перемещается вдоль стыка и ей навстречу подают сварочную проволоку (угол между горелкой и сварочной проволокой около 90°).
- В местах обрыва сварки также необходимо выполнять зачистку шва.
- По завершению корневого прохода шов и околошовная зона также зачищается, как и при РДС.
- При выполнении следующего слоя, также необходимо выполнить смещение для перекрытия “замков”
- При выполнении облицовочного или заполняющего шва горелкой как электродом совершаются колебательное движение. чаще всего это Z образные или движение в виде полумесяца.
- После каждого выполненного слоя он осматривается на наличие дефектов.
- В тех случаях, когда аргонодуговым способом выполняется только корень шва (используется комбинированный способ), выполнение последующих слоёв идет по технологии для ручной дуговой штучными электродами.
- После завершения шва и обрыва дуги аргон продолжают подавать ещё 5-10 секунд обдувая наплавленный металл.
- Если нужно стали, то стыки необходимо защитить с обратной стороны. Это делается с помощью заполнения аргоном внутреннего пространства трубы или обмазкой кромок трубы с внутренней стороны специализированными флюс-пастами.
Медные трубы: советы монтажнику
Продолжая публикацию работы крупного специалиста в области проектирования и монтажа медных труб Брайана Карри (Великобритания), следует отметить, что собственно монтажные работы по меди не отличаются сложностью и не требуют каких-либо специальных навыков. В большинстве развитых стран медные трубы в сантехнических изделиях используются давно и повсеместно: в США в отдельных штатах доля медных трубопроводов в системах водоснабжения и отопления жилых и общественных зданий превышает 90 %; в Великобритании медная труба является основным материалом, а в целом по Европе доля медных трубопроводов в сантехнических установках составляет 70 %. В этих странах существует объективное стремление к совершенству: специалисты-монтажники устраивают соревнования, кто быстрее, точнее и красивее осуществит монтаж. В Европе и США профессия монтажника санитарно-технических систем является высокооплачиваемой и почетной. Книга Брайана Карри “Медные трубы: советы монтажнику” рассчитана не только на начинающего, но и на опытного специалиста. Она содержит, среди прочего, нюансы монтажа, которые, возможно, и излишни при массовом строительстве, но необходимы тем, кто ставит перед собой задачу создать совершенную систему и гордится результатами своего труда.
Журнал “Сантехника” совместно с Европейским институтом меди продолжают серию публикаций по методике монтажа медных трубопроводных систем.
Медные трубопроводы прошли испытания временем практически во всех возможных сферах применения в водоснабжении и отоплении. Универсальность медных труб привела к тому, что появилось большое число разнообразных крепежных систем для различных задач. В качестве общего принципа следует понимать, что какой бы вид крепежа не применялся, он должен выполнять одну главную функцию: обеспечивать надежное крепление в течение всего расчетного срока системы, т. е. от 50 до 80 лет. Различные производители предлагают разнообразные крепежные конструкции, лишь некоторые из которых изображены на рис. 1. Принципиально крепеж можно разделить на зажимы и опоры, а опоры, в свою очередь, на скользящие и неподвижные.
Рисунок 1. (подробнее)
Распространенные виды зажимов и опор
Выбор подходящего крепежа зависит от ряда факторов, связанных с назначением конкретной системы, с местоположением участка и другими факторами. Например, в случае если требуется изоляция трубы от источника тепла или от замерзания, то простой пластиковый фиксирующий зажим не обеспечит достаточного расстояния между оболочкой трубы и прилегающей поверхностью. В этом случае более уместна кольцевая опора с резьбовым удлинителем (соответствующей длины) с пластиной для крепления к опорной поверхности.
С экономической точки зрения, крайне важен вопрос общего количества крепежных изделий, поскольку это напрямую влияет на стоимость всей системы. В этом смысле медные трубы, обладающие высокой механической прочностью, а оттого в некоторой степени имеющие свойство пространственной “самоподдержки”, находятся в преимущественном положении по сравнению с трубами не металлическими.
Расстояние между крепежными элементами
Рекомендуемые интервалы между точками крепления приведены в таблице, из которой видно, что при вертикальной прокладке требуется меньше крепежных элементов (расстояние между точками крепления больше). Это объясняется тем, что проложенные вертикально трубы не испытывают прогибающих усилий от собственного веса и по иным причинам. Воздействие прогибающего усилия, даже только под действием собственного веса, присуще трубам из любых материалов, проложенным горизонтально. В случае если расстояние между рекомендуемыми точками крепления не будет соблюдаться, то экономия на крепеже неизбежно приведет к провисанию труб.
При креплении вертикальных труб следует избегать того, чтобы собственный вес вертикальной трубы и находящейся в ней жидкости приходился на горизонтальный трубопровод, соединенный с ней. Иначе говоря, в нижней части вертикальные трубы должны обязательно фиксироваться неподвижными опорами.
Необходимо правильно выбрать способ крепежа при креплении труб большого диаметра и/или при креплении к малопрочным конструкционным поверхностям. Выбранный способ должен обеспечивать надежность крепления не только с учетом веса самой трубы и находящейся в ней жидкости, но и с учетом иных сил, воздействие которых если даже и неочевидно, но теоретически возможно в каждом конкретном случае.
Рисунок 2. (подробнее)
Расположение неподвижных опор для правильной организации компенсации теплового линейного расширения
Немного теории
Медь и ее сплавы (бронза и никель) используются во многих отраслях промышленности из-за их электрической и теплопроводности, а также устойчивости к коррозии. Температура плавления материала 1083 ° C. Теплопроводность чистой меди в 2 раза выше, чем у алюминия, поэтому при сварке аргоном требуется хороший нагрев металла.
Медь и сплавы подразделяются на разные марки. Чтобы получить качественный сварной шов, лучше использовать раскисленную или бескислородную медь, в них мало кислорода.
Основные присадочные составы для аргонно-медной сварки представлены в таблице.
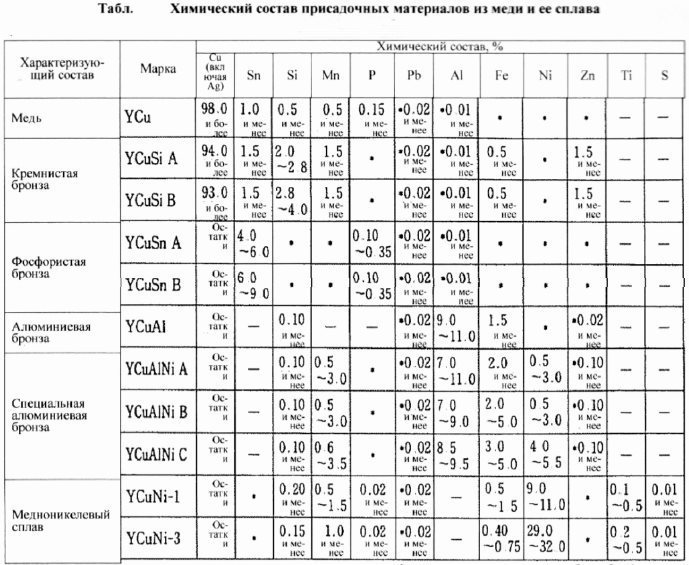
Но на практике в составе обычно используются аналогичные металлы (которые можно найти в домашней мастерской).
Кроме того, для лучшего плавления и плавления металла используются прутки с тонким покрытием слоя текучести.
Подготовка материала (очистка)
Сварку меди аргоном нельзя производить без тщательной очистки материала. Берется любой абразивный инструмент и место сварки зачищается до зеркального блеска. Кроме того, с помощью любого растворителя материал обезжиривается.

Подготовка материала – важная процедура
Будьте ответственны за чистку изделий из меди – это влияет на качество связи.
Во избежание дефектов (отсутствие плавления, шлаковые включения) предварительно нагрейте материал до температуры 350-600 ° С. Разница температур зависит от основного металла, присадочного металла и проточки. Эмпирически определено.
Видео: как подготовить трещину на газовом котле радиатора к сварке.
Сварка аргоном (режим TIG)
По заверениям сварщиков, эта технология лучшая, швы чистые и прочные. Сварка меди аргоном выполняется вольфрамовым электродом постоянного тока. Но при приклеивании бронзы к алюминию соединение лучше производить на переменном токе.
Текущие настройки устройства выбираются в зависимости от толщины продукта и диаметра электрода. Таблица помощи:
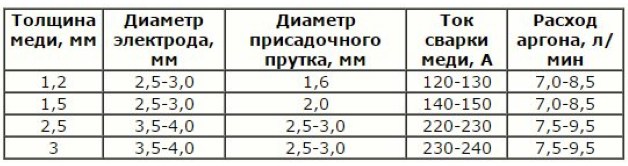
Помимо аргона в качестве защитных газов могут использоваться азот, гелий и их смеси. У всех этих газов есть свои плюсы и минусы. Но еще более востребован аргон для сварки.







Шпатлевки подбираются исходя из состава материала. Но обычно в домашней мастерской используются медные провода, извлеченные из электрических кабелей или трансформатора. Предварительно медную жилу очищают от краски наждачной бумагой и обезжиривают растворителем.
хорошо, если извлеченная присадочная проволока будет иметь более низкую температуру плавления, чем продукт, подготовленный к сварке.
Несколько советов опытных сварщиков:
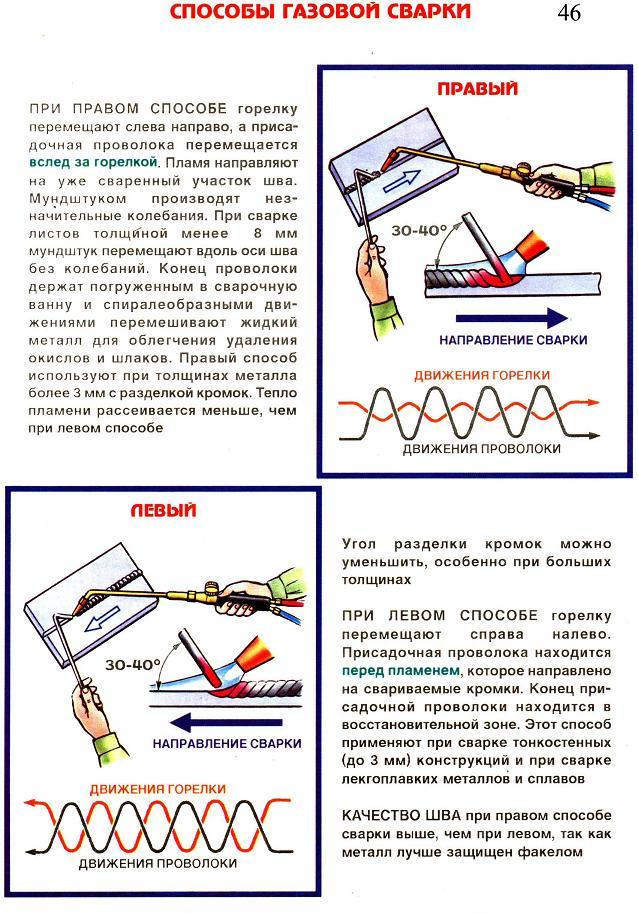
- всегда вводите присадку перед горелкой;
- аргонная сварка толстой меди может выполняться без присадочной проволоки;
- горелку рекомендуется вести по зигзагообразной схеме, чтобы обеспечить лучшее сцепление металла;
- тонкий материал, чтобы не было ожогов, готовить нужно короткими швами с интервалами;
- если в приборе нет функции «засыпка кратера», то горелку нужно извлекать постепенно (удлиняя дугу);
- аргонная сварка выполняется в вертикальном и горизонтальном положении шва.
Видео: нагрев и склейка меди.
Сварка медных труб
При соединении медных труб с аргоном ток снижается. Сварка ведется медленно отдельными кусками шва с нахлестом не менее 1/3. Присадочная проволока отводится от боковых перемещений горелки. Принцип прост:
- капание – растяжение;
- добавить и снова растянуть.
Оптимальный вариант – иметь аппарат с функцией импульсной сварки. Ток можно установить на более высокое значение, чтобы наполнитель быстро растворялся. Отрегулируйте время между импульсами, чтобы медь успела остыть после подачи импульса (защита от прожига). Также правильно установите время для функции заполнения кратера».
PS Сварка медных труб или плоских изделий из любых материалов требует актуального выбора методом тыка. Рекомендуется проводить испытания на близких по составу материалах. Не обязательно портить деталь, которую вы решили сварить.
Правильно подобранный ток должен обеспечивать хороший нагрев и проникновение медного изделия. Ямок и пор быть не должно. Удачи в освоении техники!
Медные материалы используются в условиях с повышенными требованиями к пластичности и коррозионной стойкости. Сварка меди осуществляется с использованием различных областей производства, декоративных деталей в связи с повышенными эстетическими свойствами. Теплопроводность материала вдвое больше, чем у алюминиевых сплавов; Есть много способов соединить изделия из меди. Современные технологии позволяют избежать горячих трещин, пористых образований и прочего несоблюдения норм при эксплуатации.
Технология сварки меди аргонодуговым способом
С технологической точки зрения, сварка меди аргонодуговым способом, как и другой вид сварки, делится на три этапа:
- подготовительный. На этом этапе необходимо очистить свариваемые поверхности от окислов, загрязнений, обезжирить. После выполнения данных работ следует проверить их на чистоту и состояние и если потребуется, выполнить зачистку вручную или с помощью электроинструмента, после чего повторить процесс очищения от окислов и обезжиривания;
- собственно этап сварки;
- завершающий этап, на котором происходит проверка качества выполненного сварного соединения после зачистки от застывших капель расплавленного металла, а также визуальный контроль качества шва на предмет видимых пор.
На этапе собственно сварки следует выполнить следующие действия:
- если речь идет о ремонте какого-либо медного изделия, необходимо сделать прорезь вдоль возникшей трещины таким образом, чтобы края такой прорези выходили за пределы трещины. Это даст возможность избежать появления новых трещин за пределами отремонтированного участка;
- дуга зажигается только в разделе кромок, что позволит избежать прижогов металла, из которого изготовлено все изделие, и сократит зачищаемые участки;
- присадочную проволоку или пруток необходимо вести перед горелкой таким образом, чтобы они равномерно подавались в сварочную ванну;
- движения сварочной горелки должны быть максимально плавными и поддерживать постоянное расстояние от вольфрамового электрода до сварочной ванны;
- в зависимости от толщины деталей, подлежащих сварке, горелка может двигаться вдоль создаваемого шва различными способами: по прямой, если толщина деталей небольшая, либо зигзагообразно, если детали толстые. Если совершаются поперечные движения, это чревато увеличением глубины проплавления кромок и изменениями в формировании сварочного шва;
- если происходит сварка тонкостенных деталей, то, чтобы избежать прожогов металла, необходимо швы выполнять короткими, а между ними делать перерывы по времени для остывания металла;
- если детали собраны без зазора, возможно осуществлять сварку без использования проволоки или прутка. Однако в этом случае следует не перегревать металл, чтобы избежать проседания сварочной ванны вовнутрь;
- в момент окончания сварки необходимо отводить горелку плавно, удлиняя сварочную дугу, что позволит сократить кратер шва;
- если на аппарате имеется функция заваривания кратера шва, то возможно упрощение процесса окончания сварочных работ;
- после завершения сварки необходимо на какое-то время (до тридцати секунд) сохранить подачу защитного газа. Это позволит сохранить остывающий шов в облаке газовой защиты и избежать попадания продуктов окружающего воздуха в расплавленный металл, что сохранит качество шва.
Сваривание латунных конструкций
Сварка латуни в домашних условиях – это довольно сложная процедура, так как в состав латуни входит цинк, который при нагревании испаряется, в результате чего изделие теряет первоначальную прочность.
При осуществлении сварочных работ с латунными образцами выделяются вредные для человеческого здоровья вещества. С применением аргона процедура соединения латуни выполняется достаточно быстро – это большой технологический прорыв в сфере обработки металлов.
Сама латунь представляет собой сплав с цинком. Технология соединения деталей, изготовленных из латуни, считается сложной из-за испарения цинка при высоких температурах, данный химический элемент мгновенно окисляется, в результате чего формируется ядовитая тугоплавкая окись. Поэтому сварка латунных образцов должна производиться в специально оборудованных местах, оснащенных вытяжкой, сварщики должны работать в респираторах.
Основные требования, предъявляемые при сварке латуни
- Чистота процесса при использовании аргонно-дуговой сварки. Перед началом работ изделия тщательно зачищаются до характерного металлического блеска поверхности.
- На поверхности свариваемых деталей не должно быть окислов, при наличии которых их обязательно нужно убрать. Для этого используется азотная кислота. После выполнения такой очистки изделие промывается в горячей воде, затем сушится.
При необходимости соединения латунных изделий толщиной более 0,5 см – аргонодуговая сварка идеальный вариант. Электрод передвигается в проводящую зону горелки, кромки соединяемого металлического образца плавятся под влиянием электрической дуги.
При выполнении сваривания деталей аргоном ощущается характерный непрерывный треск, а сварочная дуга имеет удивительный цвет. Это все из-за наличия в сплаве цинка. Латунь в процессе соединения не прогорает, не отлетает отдельными кусками, так как она плавится. Опытные сварщики советуют варить латунь отдельными участками, не расплавлять ее сплошным слоем. При сплошном расплавлении материала существует вероятность прожигания металла.
Если необходимо заварить кратер, тогда рекомендуется постепенно уменьшать напряжение сварки, повышать длину дуги с отведением впоследствии ее в сторону от обрабатываемого изделия. В процессе такого соединения шов заполняется в полном объеме, поджаривание цинка приводит к его испарению, в результате чего в металле образуются дефекты. Чтобы уменьшить испарение данного химического элемента, необходимо увеличить в пламени наличие кислорода, использовать присадочные материалы, легированные бором, алюминием, кремнием.
Совет! При выполнении соединения деталей из латуни осуществляйте сварочные работы на улице, не пренебрегайте требований безопасности!
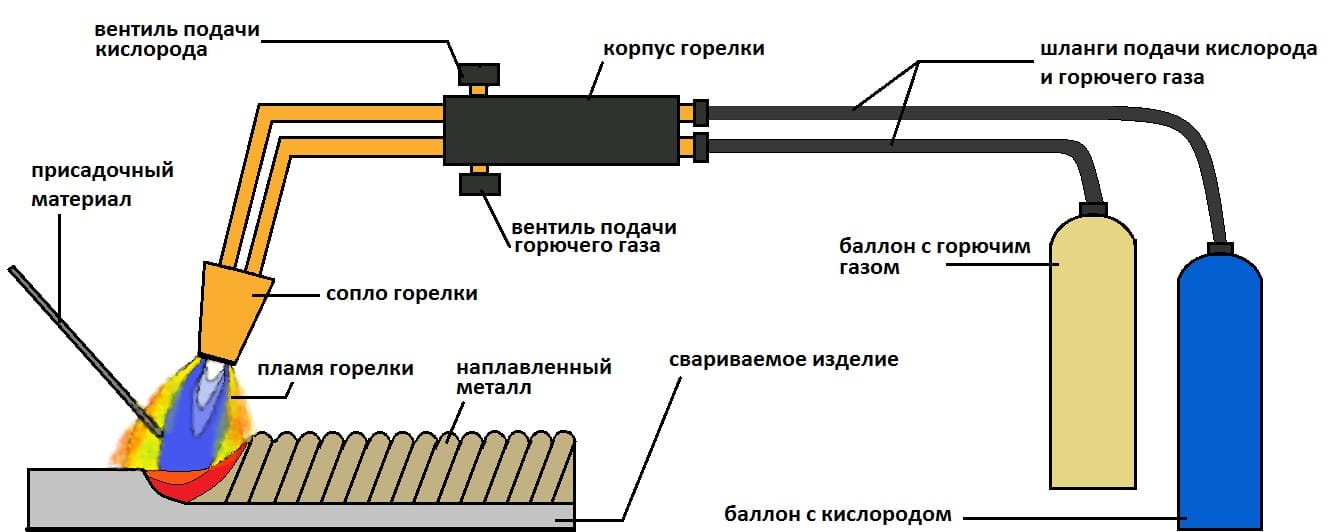
Какое оборудование и материалы используется в процессе сварки?
Любой технологический процесс предусматривает использование специального оборудования и материалов, которые являются неотъемлемой частью работы.
Оборудование горелки. Это основной технологический компонент, который обеспечивает пайку медных труб паяльником. Конструкционные решения горелки может быть разной, при этом учитывается конечная рабочая температура горения, для каждого типа горелки предусмотрены максимальные параметры горячей температурной зоны.
В конструктивной части горелки могут осуществлять пайку медных труб мягким припоем на основе:
- Баллончики одноразового принципа действия, наиболее экономичный и компактный вариант для технологического процесса.
- Стандартные или традиционные газовые баллоны промышленного типа.
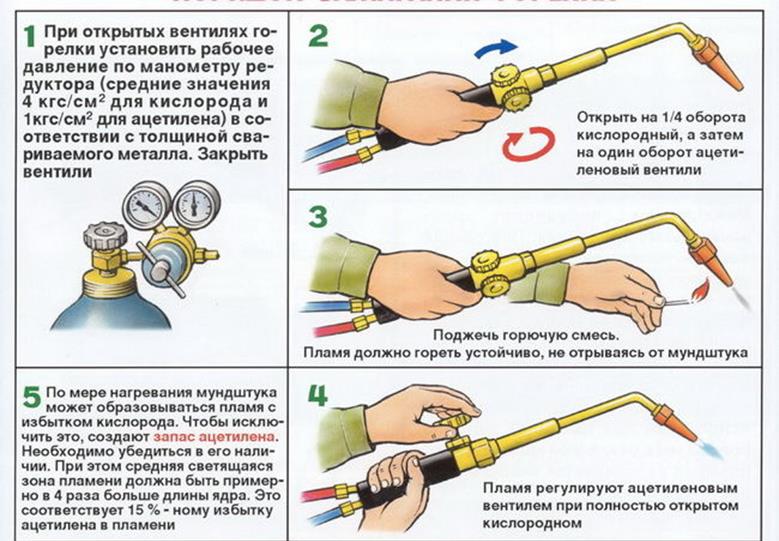
Какой газ служит в качестве основы для баллонов? Как правило, это смесь кислорода с ацетиленом, допускается использование газа пропана, выбор зависит конечной рабочей температуры среды горения.
Особенности сварочной технологии
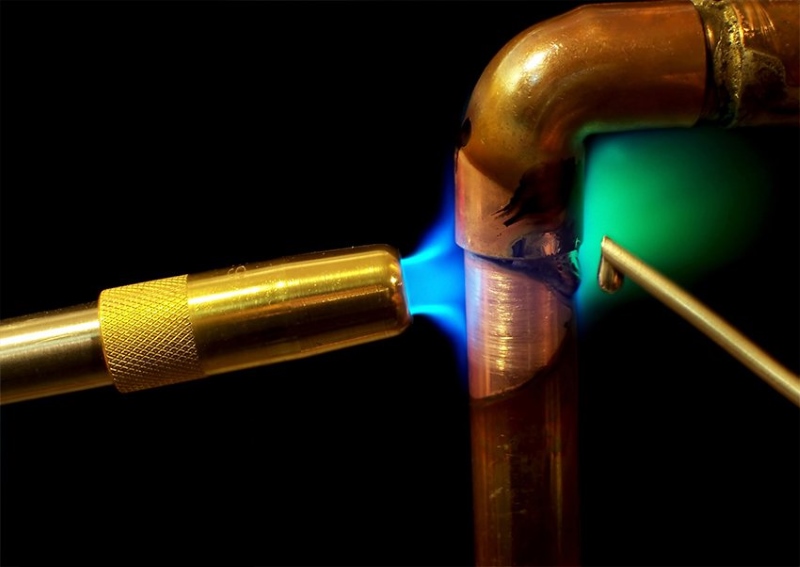
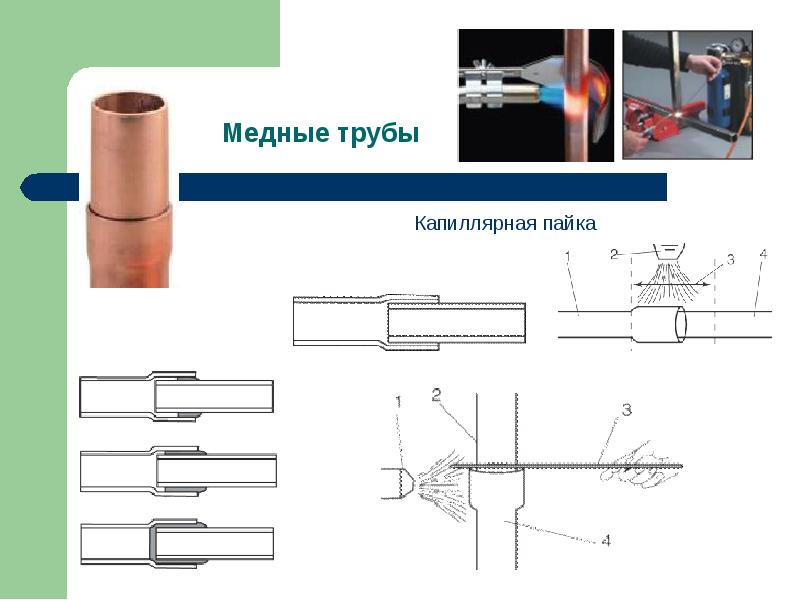
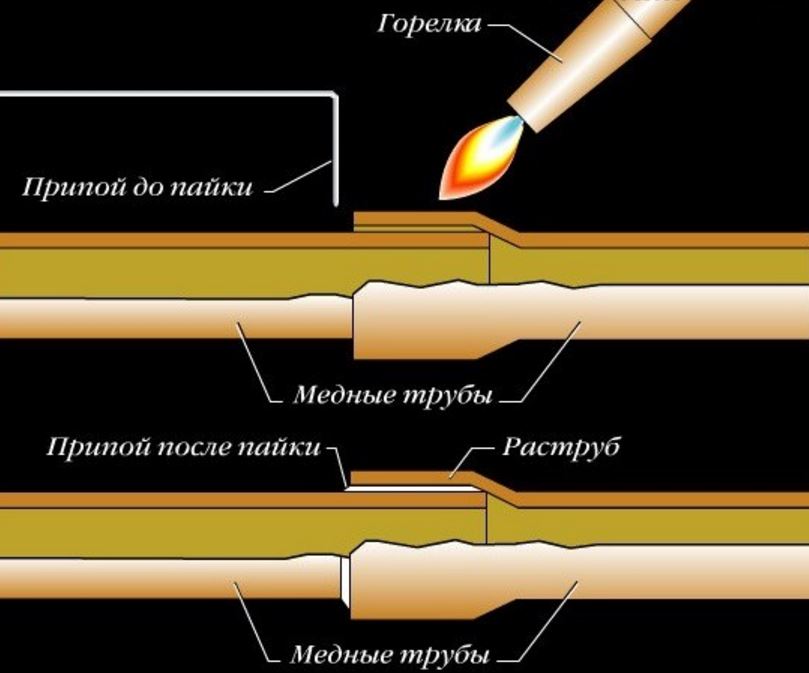
Согласно технологическим расчётом, эффективная сварка достигается для пайки медных труб отопления с температурой свыше 425 С, но при этом нужно помнить, что газовая горелка в процессе работы не должна выдавать температуру горения больше, чем это предназначено для припоя или меди, иначе есть вероятность того, что материал и припой просто-напросто «сгорят». Далее, необходимо помнить, что расстояние между материалом и местом соединением должно быть минимальным, это вызвано тем, что капиллярная система требует минимального соприкосновения в процессе проведения сварочных работ. Таким образом, происходит планомерное распределение припоя по поверхности спаиваемых соединений. Все эти требования характерны только в том случае, если используется капиллярная пайка медных труб, с использованием твёрдых припоев.
Как видно из общего обзора, что качество пайки зависит, прежде всего, от того, какой припой мы используем – мягкий или твёрдый.
Соединения связывающим обжимом под высокое давление
Достижения в технологиях связывающих обжимных соединений и в разработках материалов для уплотнительных колец, позволяют применять соединения связывающим обжимом для систем высокого давления. Однако системы высокого давления требуют применения несколько иной конфигурации прессовых губок.
Результат изготовления соединительного узла техникой двойного обжима на 360º
Соединения связывающим обжимом для трубопроводов низкого давления, технологических трубопроводов и линий сжатых газов немедицинского назначения, используют единую стандартную шестиугольную форму прессования.
Соединение с помощью связывающих обжимов под более высокие давления требует использования специально разработанных пресс-фитингов и зажимных губок для обеспечения двойного обжима фитинга на 360°.
Способ #4: соединение вставкой нажимом (Push-connect)
Отличительная особенность способа сборки вставкой нажимом — для установки не требуется никаких дополнительных инструментов, горелок, специальных топливных газов или электроэнергии. Сборка вставкой нажимом обеспечивается встроенным эластомерным уплотнением и захватным кольцом из нержавеющей стали.
Удобный во всех отношениях и вполне практичный для эксплуатации способ сборки узла вставкой нажимом (push-connect)
Типичные диапазоны значений давления и температуры для узлов, выполненных вставкой нажимом, приведены в таблице:
| Тип сборки | Диапазон давлений, кПа | Диапазон температур, ºC |
| Вставкой нажимом, D = 12,7 – 50,8 мм | 0 – 1375 | минус 18 / плюс 120 |
Существует два распространенных типа фитингов для этого типа сборки. Оба варианта создают прочные надёжные сборки узлов. Однако если один тип фитинга для способа вставки нажимом позволяет легко снимать сборку после установки, например, для обслуживания системы, второй не поддерживает такой конфигурации. Этим моментом фитинги отличаются один от другого.









Виды фитингов для соединений способом вставкой нажимом: слева – разборная конструкция; справа – неразборная конструкция
Перед сборкой узла требуется выполнить все подготовительные процедуры с медной трубой, как уже было описано выше
Здесь следует уделить особое внимание очистке скошенного конца медной трубы с помощью наждачной бумаги, нейлоновой абразивной ткани или сантехнической ткани. Этими действиями обеспечивается целостность уплотнительной прокладки в момент вставки медной трубы в тело фитинга
Сборка предполагает исполнение жёсткого толкающего, одновременно закручивающего движения, направленного в тело фитинга. Движение медной трубы внутрь фитинга выполняется до момента, пока медная труба не упрётся в заднюю часть чашки фитинга. Этот момент обычно указывает предварительно сделанная отметка глубины вставки на поверхности меди.
При помощи информации: Сooper
Оснащение и механизмы для сварки труб
Для качественного результата необходимо выполнить несколько несложных условий. Во время сварочных работ температура должна быть 425 градусов и меньше, но, ни в коем случае не больше. Самым главным условием является то, что во время спаивания они должны находиться между собой на самом минимальном расстояние, для капиллярного метода этот нюанс очень важен. Сейчас мы вели речь о трубах с участием в спаивании твердых паек, но при использовании мягких паек температура припаивания должна быть меньше 424 градусов.
Виды паек для сварки труб из медного сплава :
1. Классическая пайка используется чаще всего. Ее можно использовать для спаивания труб из меди, белой жести и латуни, если вы хотите сварить их для водоснабжения, то, к сожалению, такая пайка не подойдет. 2. Пайка мягкого типа используется во время соединения деталей с муфтой из латуни. 3. Пайка твердого типа используется в отопительной и сантехнической системе. Пайка этим видом для сварки не требует использование муфт. 4. Пайка из меди и фосфора используется и участием флюса. Не нужно использовать с никелевыми и бронзовыми трубами 5. Пайка с содержанием серебра.
Инструменты для сварки медных труб
1. Резьба для труб. Нужна для нарезания их на отрезки. Вид резки вы можете выбрать по ее диаметру. Стоит отметить, чем выше цена, тем больше труборез для медных труб. 2. Механизм для снятия фаски. Они бывают двух видов: карандаш либо круглый корпус.
3. Расширитель для труб используется во время ее расширения для встройки определенной муфты. Выбирать его нужно в зависимости от размера диаметра трубопровода. Возьмите на заметку! Для того чтобы работы с участием этого инструмента прошли успешно, то для начала создайте трубам мягкость. 4. Щетки и губки для очищения механизмов от излишков. 5. Горелки с газовым снабжением. Используется и выбирается в зависимости от материала трубопровода. Последовательность работ во время сварки труб из меди 1. Для начала проведения работ подготовим наружные стенки трубопроводов. Очищаем их специальной щеткой либо ершиком от пыли и грязи, придаем ей блестящий внешний вид.
2. Если работы будут проводиться при монтировке деталей в системах водоснабжения, отопления, где самая высокая температура достигает не больше 110 градусов, то в таких случая использование муфт не потребуется. Вместо них используется расширитель для труб, которые расширяет ее для того, чтобы образовать достаточное пространство между ними. Теперь вставляем ее с расширением в другую трубу, и пространство заполняем с помощью спаивания. 3. С помощью горелки с газовым снабжением мы после того, как соединили трубы, прогреваем их по всей длине. Тепло должно распространяться равномерно и по всему диаметру трубопровода. 4. Чтобы понять, когда они достаточно прогреты нужно всего лишь поднести к ним небольшой пруток. Если он при контакте начинает плавиться, то соединения считаются достаточно прогретыми. Для улучшения конечных работ пруток для спаивания хорошо прогреваем. 5. В случае если наружные стенки труб прогреты хорошо и приобрели достаточную температуру, то приложите к нему пруток для спаивания и тогда вы увидите, как припой заполнит с помощью капиллярного метода пространство между трубопроводами. 6. После проделывание сварочных работ соединенные детали укладывают на поверхность с ровным покрытием. В таком состоянии они должны находиться не меньше часа, после этого времени их можно использовать.
Материалы для соединения меди
Весь технологический процесс пайки медных трубок газовой горелкой можно осуществить с помощью флюса и припоя для меди, а также как с применением фитингов, так и без них.
Флюс и паяльная паста
Флюс для пайки медных труб имеет огромное значение для образования качественного соединительного шва. Он может быть низкотемпературным с активностью до 450 ℃, и высокотемпературным — более 450 ℃.
Применение флюса необходимо в случае:
- качественной очистки поверхности соединяемых труб от окислов;
- защиты места соединения от кислорода, который содержится в воздухе;
- повышения сцепления припоя с поверхностью металла;
- улучшения процесса растекания припоя.
На сегодняшнее время существуют следующие разновидности флюсов:
- активированные;
- кислотные;
- некислотные;
- антикоррозийные.
Виды припоев
Соединение меди и её сплавов можно производить как низкотемпературной, так и высокотемпературной пайкой. Имеется множество мягких и твёрдых материалов, которые способны обеспечить идеальное крепление деталей из металла.
Применение припоев с низкой температурой плавления позволяет спаять детали в условиях, мало влияющих на прочность меди, но при этом соединительный шов имеет худшие механические параметры. Припои для высокотемпературного соединения увеличивают прочность места стыковки металлов, но требует определённых навыков, чтобы исключить пережог меди.
Существует большое количество бессвинцовых припоев, которые способны обеспечить довольно высокое качество стыковочных работ. В основном это сплавы олова (95—97%) с медью, сурьмой, висмутом, серебром, селеном. Лучшими свойствами обладают серебросодержащие припои. Широкое применение получили и трёхкомпонентные виды, в состав которых входит олово, медь и серебро. Использование оловянно-свинцовых припоев ограничено из-за вредности свинца.
Изготавливают твёрдые припои в виде профильных стержней, а мягкие — в виде проволоки диаметром 2—3 мм.
Соединительные фитинги
При отсутствии специального инструмента для качественной резки и расширения места соединения, применяются технологические медные переходники (фитинги), которые имеют строго регламентированный диаметр раструба.
При всём разнообразии видов таких деталей чаще используются три основных формы: углы — способствуют изменению направления трубопровода на 90 градусов, тройники — обеспечивают ответвление от трубы и муфты — служат для соединения двух труб.
Фитинги имеют довольно высокую стоимость, поэтому многие специалисты стараются обойтись без них, обрабатывая место стыковки специальными приспособлениями.
Существуют специальные фитинги с готовым припоем, который в виде валика размещён по краям детали. Запаять трубы таким фитингом очень просто нужно только соединить поверхности и нагреть их до температуры плавления припоя.
Процесс монтажа (пайки) медных труб и фитингов своими руками
Здесь как может все показаться не так все просто. Для пайки используется не паяльник, а горелка или мощный электрический фен. Также необходим будет припой в катушке, кисточка, ершик, паста для пайки, наждачная бумага, труборез и специальное приспособление, для снятия фасок на трубе.
Если это у вас все есть в наличии, а также есть время и возможность приняться за работу, то далее о том, как это делается.
Первым делом необходимо вымерить трубу, то есть отрезать ее, чтобы строительная длина и длина фитингов была в соответствии с вашей схемой монтажа. Если фитинги уже не отрежешь, то вот трубу можно. Резать ее надо с помощью трубореза, в этом случае края будут ровными и правильной формы. Можно конечно отпилить ее ножовкой по металлу, но это уже технологии прошлого. Итак, отрезаем трубу с помощью трубореза.




Далее необходимо снять фаску. Фаска обеспечит плавный заход трубы в трубу или фитинг. Фаска снимается, словно точится карандаш. Вначале наружным конусом для снятия внутренней фаски, затем внутренним конусом, для снятия наружной фаски на трубе.
Теперь очищаем поверхность трубы от окислов меди, от мелких неровностей, грязи. Берем обычную наждачную шкурку и чистим ту поверхность, которая будет заходить в трубу фитинг.
После очистки поверхности приступаем к нанесению пасты для пайки. Сразу скажем, что паста эта специальная, но обладающая заурядными свойствами. Так ее суть сводится к предотвращению окисления. К равномерному распределению температуры во время нагрева меди. К лучшему растеканию припоя, во время пайки. Пасту выдавливаем из тюбика или берем из баночки, у кого она в чем, и наносим на трубу кисточкой. Тонкий слой, не более того, вполне достаточен.
Теперь производим аналогичные действия с ответной частью, которую нам предстоит припаять, будь то фитинг или труба. Здесь зачищаем уже внутреннюю полость трубы (фитинга). Для этого хорошо подойдет жесткий ершик из металла.
Далее берем кисточку и наносим пасту, как и в первом случае. Равномерно распределяя ее внутри трубы.
Если сказать о пасте более подробно, то это не более чем обычный флюс, только не в жидком виде, а в идее пасты. Например, подойдет канифольно-жировая паста, вполне.
Теперь детали можно соединить между собой. Примечательно то, что где нанесена паста, там и будет растекаться припой. Именно по нанесенной пасте он течет лучше всего. Нагреваем трубу.
Здесь важно ее не перегреть, а то после труба станет слишком мягкой. Температура плавки припоя порядка 400 градусов, если это мягкие припои
При этом труба должна нагреться примерно до 425 градусов. Визуально это конечно трудно оценить, тем более если не иметь опыта, но труба не должна быть раскалено до красна, это факт.
Один два стыка и вы фактически уже овладели технологией. Вот в принципе и все, что надо для того чтобы паять медные трубы.
Можно применить тугоплавкие припои, с температурой плавления от 450 до 560 градусов. В этом случае место пайки должно быть горячее примерно на 30 градусов
Припой может быть как в стержнях, так и в катушке, это уже не важно





