

Преимущества и недостатки пайки
Самым главным преимуществом пайки перед другими видами соединений проводов является надёжность. Спаянный электрический узел в плане надёжности может уступить лишь соединению, выполненному сваркой.
На весь период эксплуатации вы можете забыть о спаянном соединении, никакого дополнительного обслуживания оно не потребует.
Пользуясь пайкой, вы можете соединить проводники разные по сечению, одножильные с многожильными.
Этот метод относится к низким по себестоимости. Главное, чтобы у вас был паяльник, а припой с канифолью стоят совсем недорого, при этом расход их совсем мизерный.
Также несомненным преимуществом пайки является то, что с её помощью можно одновременно соединять более 2-х проводов.
К недостаткам пайки можно отнести высокую трудоёмкость и обязательное наличие навыков в пользовании паяльником.
Как правильно паять
Теперь, когда всё готово, можно приступать. Будет лучше, если вы сначала потренируетесь на чём-нибудь, перед тем, как начать паять то, что вы хотите.
Новичкам советуют начать с такого упражнения:
Берём кусок провода и делим его на 12 одинаковых кусков. Затем спаиваем концы между собой, чтобы получился куб. Куски провода должны быть голыми (можете взять уже голый провод или просто снять изоляцию). Брать их можно исключительно плоскогубцами или пинцетом.
Это поможет вам привыкнуть никогда не брать детали голыми руками и сохранять их в неподвижном состоянии, пока контакт не остынет.
После того, как ваш куб будет готов, возьмите его в ладонь и сожмите. Ни один контакт не должен разойтись. Если он всё-таки разошёлся, повторите упражнение ещё раз.
Когда вы наловчитесь соединять элементы, можете попробовать заняться лужением. Для этого возьмите кусок текстолита, и попробуйте провести на нём дорожки. Не обязательно перед этим как-то обрабатывать текстолит. Без обработки даже лучше – это научит вас контролировать процесс.
Современные платы очень маленькие, поэтому лужением нужно заниматься под микроскопом. Иначе вы просто выйдите за края дорожки. После пары попыток лужения обычная пайка покажется вам детским садом.
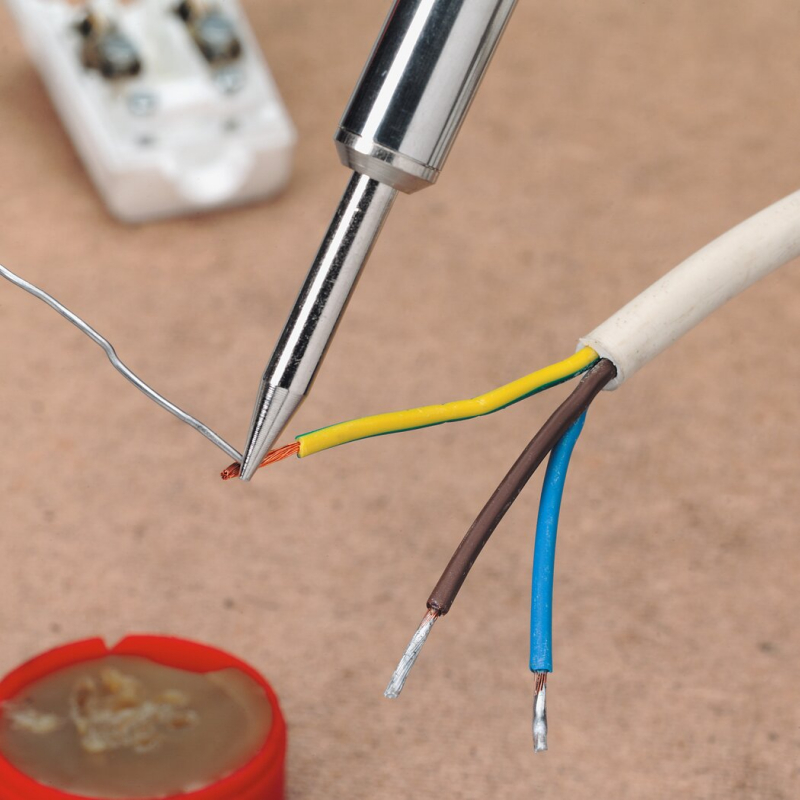
Также нужно немного потренироваться с изолированными проводами. Например, вы решили починить наушники. Там используются многожильные провода. Каждая жилка отдельно изолирована, не считая общей изоляции. И чтобы был хоть какой-то контакт, нужно снять изоляцию.
Делать это вручную долго и неудобно, но можно использовать паяльник. Возьмите немного припоя, а потом нанесите его на конец провода. Изоляция должна сгореть. Делайте это так, чтобы концы получились не слишком длинными. При этом припой должен полностью их обволакивать, чтобы контакт был везде.
Старайтесь аккуратно наносить припой, чтобы не задеть другие элементы цепи. Особенно, если паяете что-нибудь на печатной плате. В идеале припоя и канифоли должно быть минимальное количество. Как говорил Антуан де Сент-Экзюпери: «совершенство достигается не тогда, когда уже нечего прибавить, но когда уже ничего нельзя отнять».
Классические варианты самодельных паяльников
Сборка, упрощая, выглядит так: намотать нить накаливания на покрытый стекловолоконной тканью кожух с жалом, подсоединить ее два конца к питающему кабелю с обычной вилкой к розетке, к блоку питания, включая через разные штекеры, приделать ручку.
В основе принцип, как сделать usb, мощный паяльник схожий, только для более сильного прибора берут нить длиннее и толще, а если питание через юсб (проводки питания в таком кабеле черный и красный), рассчитывают длину ее для 12 вольт или на другое имеющееся значение источника.
Ручка, провода, блок питания
Ручка — небольшая деревянная заготовка, даже кусок толстой сухой ветки. С концов высверливают полости, длина 2–3 см или другая, для имеющихся деталей, ∅ в 3 раза больше жала. Там, где заканчивается полость, ставим 2 отметки напротив друг друга, по ним сверлим отверстия с небольшим наклоном, размер — ориентировочно под провода питания. Вдоль основания от них пропиливаем канцелярским ножом канавки, можно использовать маленькие надфили и подобное.
Потребуются провода с разъемом под штекер блока питания, которые можно взять из сломанной электротехники, впрочем, можно жилы соединить с БП напрямую: одну обмотать вокруг штекера, вторую поместить внутрь отверстия и зафиксировать силиконовым клеем или отрезать его и сделать скрутку.
Провода проталкиваем через полости в держателе. Разъем прикрепляем термоклеем на торце. Формат мини, поэтому для жала подойдет толстая медная проволока — от ∅ 2.7 мм. Ее вставляем в отверстие в держателе, уплотняем полость вокруг строительным гипсом (алебастром) — это лучший вариант, но также можно применить цемент, глину, силикатный клей с тальком.
Потребуется блок питания на 12 V 1 A. Обычно такая мощность — минимально допустимая, если ниже — то ее не будет хватать на нагрев достаточного количества нити для накала жала. Можно использовать и БП с большими мощностями — на 18–32 V.
Нагревательная часть, определение длины нити накаливания
Достаточность длины нити определяют так: вкручивают два шурупа на концы деревянной планки, натягивают между ними проволоку, подключают концы к БП. Один их контактов перемещают по ее длине, смотрят, когда произойдет накаливание до красного цвета. При этом удобно использовать зажимы «крокодилы».
Дальше потребуется кусочек стеклоткани, насаживаем ее на жало, фиксируем (обжимаем) на концах медной проволокой, оставляем ее длинные отрезки. Обматываем описанную часть нихромовой нитью спиралевидно.
Промежутки между витками 2–3 мм, концы скручиваем с медной проволокой, использовавшейся для фиксации. Надеваем трубочки из стеклоткани на эти длинные отрезки, соединяем их с проводами разъема БП, который уже зафиксирован на ручке. Проводки болтаются около корпуса, поэтому приматываем их изолентой к нему. Паяльник готов.
Газовые

Представляет собой миниатюрную газовую горелку. Отсутствие электричества позволяет выполнять запайку изделий в любых условиях. В качестве заправочной емкости используется обычный баллончик для зажигалок. За форму и величину пламени отвечает специальная мембрана.
Модели отличаются максимальной температурой, габаритами, способами розжига, а также наличием дополнительных датчиков, например терморегуляторов.
Газовое топливо позволяет применять любые припои, в том числе и термостойкие.
Основным недостатком газовых приборов является высокая пожароопасность и малая площадь прогрева, что не позволяет соединять массивные детали.
Компактные модели обычно используют в ювелирных мастерских.
Другие виды пайки
Сухая пайка паяльным карандашом, применяется в тех случаях, когда растекание припоя из рабочей зоны нежелательно — при изготовлении украшений и предметов художественного творчества. Жало берут бронзовое и лужению его не подвергают.








Скрученные жилы большого сечения пропаивают погружением в чашку, заполненную расплавившимся припоем, или футорку. Футорка имеет электроподогрев, на поверхности находится слой кипящего флюса, через который проходят концы жил при окунании.
Для медных изделий большой массы, таких, как трубы, применяют пайку в пламени горелки. Высокая температура факела удаляет окисный слой.
Пайка горелкой
Вначале проводят лужение тугоплавким припоем, после чего детали можно спаивать низкотемпературными составами.
Процесс спаивания своими руками
Этот процесс требует немного усидчивости, ведь паяние — мелкая работа, на которой нужно сосредоточить все свои навыки, чтобы сделать именно так, как необходимо. А теперь о том, как правильно паять паяльником с кислотой:
- Для начала следует нанести пару капель на идеально вычищенные поверхности материалов. Лучше всего использовать бутылочку с «носиком», из которой кислота будет выделяться капельно. Если такой бутылочки под рукой не найдется, ее можно заменить на любой пузырек от капель для носа. Для того чтобы припой лежал равномерно, кислота должна покрыть всю поверхность металла однородно. Процесс плавления жалом паяльника припоя и последующее его нанесение именуется лужением.
- После использования необходимого количества кислоты необходимо аккуратно удалить ненужные остатки с поверхности, иначе она начнет вступать в реакцию с окружающим ее кислородом и давать реакции в виде ржавчины.
- После завершения работы необходимо протереть жало паяльника.
Виды кислот:
- Наряду с хлористым цинком также может применяться и ортофосфорная кислота. Ортофосфорный флюс может применяться для предотвращения ржавчины на металлах и используется для спайки чугуна, железа и никеля.
- Соляная. Такой флюс может состоять как из раствора кислоты, так и из ее концентрата.
- Серная. Вещество сильнодействующее. На вид напоминает масло.
В целом нет особой разницы, какой флюс выбирать, единственное различие в опасности работы с ними. Однако стоит придерживаться некоторых правил. Область применения определяется интенсивностью раствора, но его можно разбавить вручную, если есть чем.
В целом, следует обращать внимание на вид продукта. Если на дне сосуда, содержащего флюс, имеется осадок, то такой продукт лучше не использовать
Также важно обращать внимание на срок годности. Каждая кислота имеет определенный срок хранения и использования
Важно понимать, что «про запас» такие вещи брать не стоит, ведь одной баночки флюса может хватить на несколько месяцев, даже при интенсивном ее использовании.
https://youtube.com/watch?v=ifD4P0e95FY
Originally posted 2018-04-18 12:16:03.
Важные советы
Разобравшись в том, как пользоваться паяльником, следует учесть несколько рекомендаций по работе с данным инструментом.
- Перед началом работы для осуществления качественной спайки деталей всегда нужно чистить наконечник инструмента. Нужно понимать, что только благодаря жалу паяльника усиливается теплопроводность и качество соединения. Для чистки можно использовать влажную губку. После зачистки наконечник прибора следует сразу же окунуть в канифоль, чтобы он покрылся тонким слоем припоя, который не даёт оксидному налёту мешать качественной спайке деталей.
- Первыми паять всегда нужно мелкие и тонкие детали, поскольку наконечник прибора в начале его использования будет максимально тонким и точным.
- Перед тем как паять детали, необходимо их поверхность тщательно очистить от грязи и кислоты. Зачистка поверхности припаиваемых предметов производится при помощи острого инструмента — наждачки или обычного ножа. Делается до тех пор, пока поверхность проводов заметно не посветлеет. После чего контакты залуживают и соединяют при помощи припоя.
- Если необходимо припаять какую-то деталь без использования паяльника, можно использовать канифоль, предварительно растворённую в спирте. Полученную смесь можно наносить на нужную поверхность при помощи любого тонкого инструмента, например, отвертки.
- Максимально качественной спайки можно добиться при использовании припоя с канифолью.
- Чтобы правильно и плотно припаять провода и прочие детали при помощи припоя, вначале необходимо прогреть паяльником места соединения.
- Главная ошибка многих заключается в плохом прогреве паяльника. Если такое случается, детали плохо соединяются. Поэтому перед тем как начать пользоваться инструментом, его нужно хорошенько нагреть.
- Однако сильный перегрев паяльника с максимальной мощностью тоже может негативно сказаться на качестве работы. Нужно понимать, что существуют разные температурные режимы, предназначенные для конкретного вида работ.
- Температура пайки — очень важный нюанс. Например, для запаивания различных микросхем температура должна быть не более 250 градусов. А вот для того чтобы соединить радиодетали, потребуется нагрев паяльника более 300 градусов.
- При работе с электроприбором следует соблюдать технику безопасности. Для этого нужно убедиться в том, что форточка открыта, а розетка исправна. Обусловлено это тем, что при работе с припоем выделяются вредные химические элементы, негативно сказывающиеся на здоровье. Что касается исправности розетки, то это тоже очень важный момент — в процессе сильного перегрева нередко возникают возгорания. Поэтому рабочее место нужно сперва подготовить и обезопасить, а уже после этого приступать к работе.
Если взять на заметку эти маленькие хитрости, то процесс запаивания деталей пройдёт быстро, а главное, качественно.
Источники
- https://www.rmnt.ru/story/instrument/kak-pravilno-pajat-pajalnikom-instruktsija-dlja-chaynikov.1256556/
- https://pochini.guru/sovety-mastera/kak-pravilno-payat-payalnikom
- https://elektroznatok.ru/tools/pajka-payalnikom
- https://Elektrik-a.su/kabeli-i-provoda/dlya-prokladki/pajka-provodov-239
- https://YaElectrik.ru/elektroprovodka/kak-payat-provoda
- https://tokar.guru/instrumenty/payalniki/kak-pravilno-polzovatsya-payalnikom-s-kanifolyu-uchimsya-payat.html
Паяльник и припой
Для пайки медных проводов традиционно используются паяльники. Существует несколько их видов, в том числе электрические и газовые. Пайка медных проводов осуществляется при помощи электрического паяльника с медным жалом. Этот инструмент представляет собой медный стержень, иногда с никелевым покрытием, который установлен в корпусе нагревательного элемента.
Нагревательный элемент работает от постоянного или переменного тока. Напряжение питания может варьироваться от 12 до 220 В. Для пайки медных проводов электропроводки в доме подходит самый обычный паяльник мощностью 60 Вт. Если надо спаять тонкие проводки электроприбора, то подойдет и менее мощный инструмент
Важно, чтобы он хорошо прогревал медный материал и расплавлял припой
Чтобы обеспечить высокое качество пайки и прочность соединения, необходима неподвижность во время остывания расплавленного припоя. Провода можно держать руками, но удобнее использовать пинцет или зажимы.
Для пайки медных проводов применяют оловянно-свинцовый припой. Чаще всего это ПОС-61, но можно взять и ПОС-40. Маркировка указывает на состав – припой оловянно-свинцовый с содержанием олова 61%.
Припой обычно производится в прутках диаметром около 8 мм или в виде паяльной проволоки диаметром 2 мм. Нередко используют универсальный припой для пайки медных проводов, который выглядит как полая трубка из оловянно-свинцового сплава. Внутри такой трубки находится порошок из флюса.
Выбор паяльников для радиодеталей
Перед приобретением подходящего для большинства случаев паяльника для радиодеталей необходимо ознакомиться с известными видами этих нагревательных устройств и основными правилами выбора их по мощности.
По показателю мощности
Пайка радиодеталей – это технологический процесс, при котором могут применяться типовые электрические паяльники, работающие от электросети 220 Вольт. Они же используются при необходимости соединения не слишком толстых медных оголённых проводников. Основной рабочий параметр, в соответствие с которым осуществляется выбор паяльников для радиодеталей – это их мощность, значения которой могут находиться в диапазоне от 24-х до 500 Ватт.
Для пайки микросхем и других миниатюрных деталей из радиоконструктора рекомендуется ограничиваться минимальной мощностью сетевого паяльника в пределах до 24 Ватт.
Другим важным параметром, на который следует ориентироваться при выборе устройства, подключаемого через понижающий трансформатор – это напряжение во вторичной обмотке, являющееся для него питающим.
В соответствие с этим показателем все известные виды паяльных устройств подразделяются на следующие группы:
- USB-паяльники, рассчитанные на напряжение 5 Вольт (8 Ватт) и применяемые для пайки мелких радиоэлементов, микропроцессоров и им подобных чипов;
- миниатюрные изделия, питающиеся от вторичной обмотки с напряжениями 12, 24 и 36 Вольт. Эти паяльные приспособления предназначаются для работы с радиодеталями в опасных и особо опасных условиях, где напряжение 220 Вольт недопустимо по технике безопасности;
- типовые паяльники на 220 Вольт, входящие в состав станций и подключаемые через трансформатор с целью обеспечения электрической развязки.
Различие этих изделий по питающему напряжению, в конечном счёте, сводится к подбору той же мощности, достаточной для производства паяльных работ определённой категории. Так для пайки компонентов типа BGA и SMD следует выбрать либо USB-паяльники, либо образцы изделий, питающиеся от трансформатора 12 Вольт. К этому перечню следует отнести термофены для пайки радиодеталей, специально рассчитанные по мощности и не причиняющие самим радиодеталям никакого вреда.









В случае пайки электронных плат применяют инфракрасные паяльные станции и специальные паяльные столы с подогревом.
По типу нагревательного элемента
В соответствии с ГОСТ все известные типы паяльных устройств по используемому в них способу нагрева рабочего жала разделяют на следующие
- спиральные (нагрев в них осуществляется посредством провода из нихрома);
- керамические паяльники с нагреваемым поверхностным слоем (без проволоки);
- паяльные устройства, работающие по принципу импульсного нагрева;
- образцы паяльников, оснащённые специальным индуктором.
Спиралевидные системы относятся к наиболее распространенному виду электрических нагревателей; они обеспечивают оптимальное соотношение по показателям цена и качество. При этом они не лишены одного очень существенного недостатка, состоящего в низкой скорости нагрева ножек радиодеталей.
В отличие от них керамические изделия отличаются сравнительно большей стоимостью и достаточно хрупки, но при этом они обеспечивают довольно быстрый нагрев тонкого медного стержня, и отлично подходят для пайки многих видов радиодеталей.
Импульсный же способ питания нагревательного элемента при относительной его дороговизне представляет собой оптимальное решение при необходимости выбора подходящего варианта. Этот метод включения обеспечивает быстрый выход паяльника в рабочий режим и хорошую защищённость его от любых механических воздействий.
Инструменты и приспособления
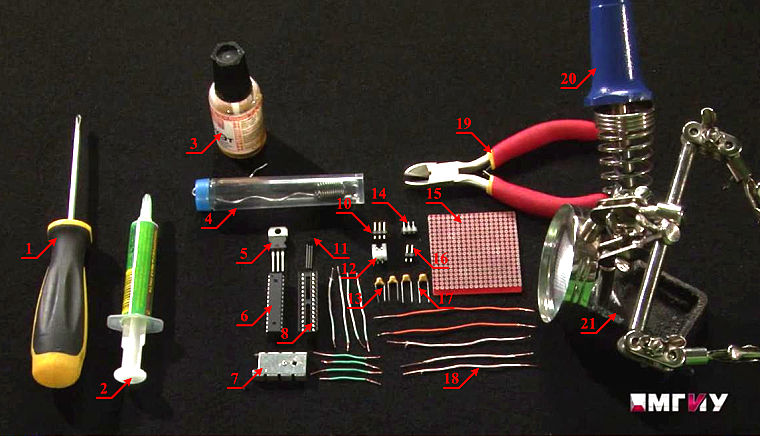
Без вспомогательных приспособлений трудно рассчитывать на хороший результат. Начинающим специалистам необходимо заранее позаботиться о подготовке набора инструментов для пайки, перечень которых зависит от типа работ и характеристик базовой поверхности:
- Пинцет. Удерживает детали в нужно положении. В некоторых случаях может служить средством для отвода тепла от зоны соединения.
- Надфиль. Плоский нужен для очистки стержня паяльника. Круглый удобен для зачистки отверстий перед пайкой.
- Кусачки. Для удаления изоляции с обычных проводов. Для удаления оплетки с оптоволокна необходим специальный стриппер.
- Отвертки. Пригодятся при демонтаже дефектной платы со штатного устройства. Также с их помощью можно разобрать и провести ревизию паяльника.
Аксессуары необходимые для пайки и распайки
Паяльник – инструмент, используемый для пайки. Паяльник состоит из ручки и жала, нагревающего припой. Наконечник очень горячий, будьте осторожны чтобы не обжечься и не поджечь случайно окружающие предметы!
Паяльник
Припой чаще всего делается на основе олова и свинца, который плавится при 185 С. Но в последнее время из-за ограничительных бессвинцовых стандартов по защите окружающей среды, используется сплав на основе олова с примесью серебра, меди, висмута или сурьмы, что привело к значительному повышению температуры плавления до 220 C, и поэтому стало труднее паять его «обычным» паяльником. К счастью, оловянные и свинцовые припои все еще есть в продаже.
Припой
Канифоль – это легко плавящаяся смола, благодаря которой легче паять, потому что олово лучше растекается по поверхностям. Канифоль хорошо растворяется в спирте, например в салициловом спирте – можно использовать его и растворить смолу, а затем аккуратно нанести кистью на плату, которую будете паять, и тем самым значительно облегчите работу.
Канифоль
Всасывающее устройство для олова (также известное как оловоотсос или экстрактор) – используется для отсасывания излишков расплавленного припоя. Это простой шприц-инструмент, состоящий из поршня, пружины и приемника для отсасываемого припоя. Он имеет сменный всасывающий наконечник с одной стороны, ручку с другой и кнопку разблокировки сбоку.
Оловоотсос
Оплетка для паяния – это плетеные медные провода, которые при наложении на горячее олово на распаянных элементах убирают на себя излишки.
Оплетка паяльная
Плоскогубцы – ими срезаются ножки спаянных элементов (можно использовать обычные косметические кусачки, но они довольно быстро повреждаются).
Кусачки: а) обычные; b) косметические
Прочие принадлежности для пайки:
Флюс – упрощает пайку за счет удаления примесей с паяемой поверхности, облегчает плавление, увеличивает текучесть олова. Флюс, в отличие от канифоли, не оставляет коричневых следов, но остатки флюса необходимо удалить (например, ацетоном), поскольку они могут вызвать коррозию.
Флюс паяльный
Пинцет – облегчает удержание небольшого припаиваемого элемента, так как если держать рукой, то можно обжечься.
Пинцет
Очиститель – для очистки горячего кончика паяльника от остатков олова и других загрязнений.
Очиститель жала
Далее представлены фото различных видов универсальной монтажной платы – односторонней и двусторонней:
Универсальные платы: а) односторонние – точки пайки только с одной стороны; b) двусторонние – точки пайки с двух сторон
Выбор флюса
Речь пойдет о пайке медных деталей. Для железа и алюминия существуют специальные кислотные составы, это тема отдельного материала.
На самом деле, это личное предпочтение каждого. Надо просто попробовать различные составы, и определить для себя лучший. Кому-то нравится паяльный жир (консистенция, как у солидола), некоторые любят жидкий флюс. Мы расскажем о традиционной канифоли.
Точнее — как правильно с ее помощью паять.
Этот флюс на основе сосновых смол, обладает отличными чистящими свойствами. Он обеспечивает механическую, и химическую очистку, кроме того, хорошо защищает поверхность от окисления при нагреве. Недостаток один: в чистом виде канифоль твердая. Это значит, что ее нельзя заранее нанести на соединяемые детали. Однако технология есть:






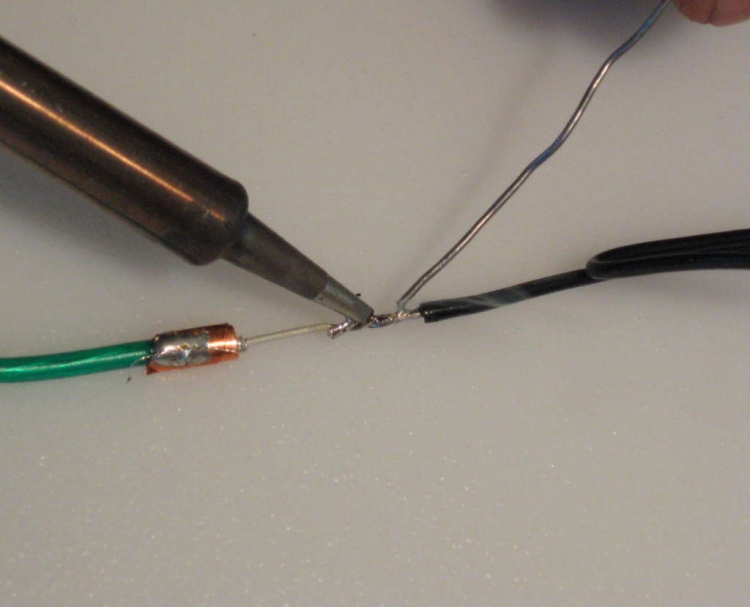
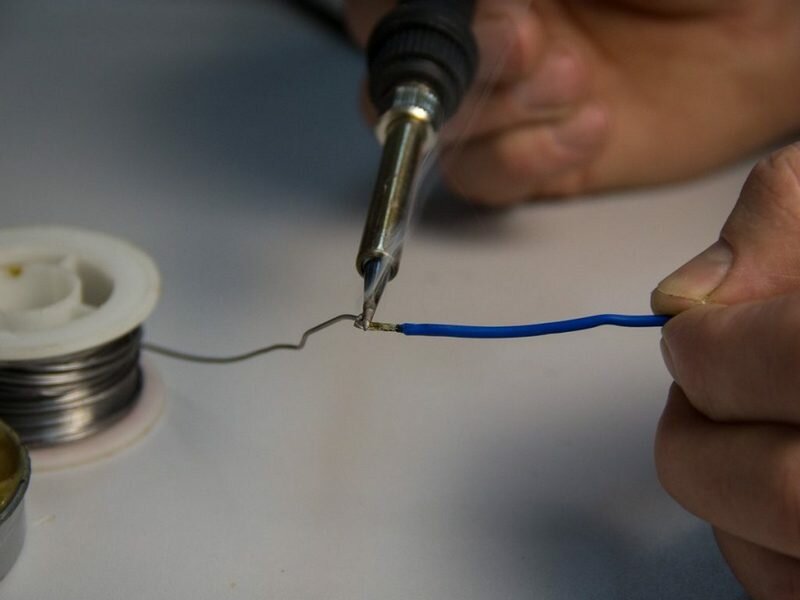
- коснувшись канифоли жалом паяльника, набираем на него припой;
- погружаем ножки детали или провод во флюс с помощью паяльника (он плавится), при этом поверхность покрывается тонким слоем припоя;
- аналогично наносим припой на место пайки;
- состыковываем залуженную деталь (провод) с местом пайки;
- касаемся паяльником флюса, затем набираем припой, снова макаем в канифоль;
- сразу же переносим жало в зону пайки.
Таким способом паяют детали уже многие десятилетия. При определенной сноровке, ограничений по выбору материалов для соединения нет. Именно такая методика идеально подходит для тренировок. Если вы ее освоите — остальные способы будут казаться еще проще.
Паяльник
Главный инструмент для пайки. Существует множество приспособлений, отличающихся ценой и сложностью конструкции. Самый простой контактный аппарат можно изготовить своими руками. Профессионалы используют паяльники с подачей припоя, которые увеличивают производительность процесса.
Рассмотрим основные виды инструментов.
Молотковый
Своим названием обязан специфической форме, напоминающей молоток. Классический инструмент, которым работали на заре развития технологии. Сейчас используется для соединения массивных деталей – проводов большого диаметра, труб, листового металла.
Конструкция представляет собой ручку-держатель и наконечник из меди, способный долго сохранять тепло. Раньше его нагревали на открытом огне и приступали к работе. Современные аппараты используют электричество для достижения заданных параметров.
Электрический
Самая распространенная конструкция. Своей популярностью инструмент обязан простоте исполнения. Устройство состоит из трех элементов:
- корпус;
- термоэлемент;
- стержень.
Простота конструкции позволяет легко ремонтировать прибор в домашних условиях.
По мнению специалистов – это лучший прибор для изучения основ пайки. Рабочие параметры зависят от мощности термоэлемента.
Стержень или жало – контактная часть паяльника
Многофункциональные устройства оснащают функциями регулировки температуры, за счет изменения уровня напряжения. Это увеличивает круг возможностей использования.
Заслуживает внимания импульсные приборы – одна из разновидностей электропаяльников. Их стоимость выше, чем у классических моделей, однако быстрый нагрев и высокая точность работы компенсируют этот недостаток.
Для пайки заготовок, чувствительных к перегреву используют паяльники с безопасным напряжением – 12 В. Наряду с приборами, работающими от домашней сети, имеется множество беспроводных аппаратов со стационарными источниками питания.
Ликбез для начинающих
Для выпаивания детали из платы, нужно сделать так, чтобы контакты разогрелись до плавления припоя (примерно 230 °C). Основная ошибка начинающих — место паяльных работ сразу прогревают на 300 — 350 °C.
Например, нужно выпаять микросхему из платы паяльной станцией Lukey 702.
Многие радиолюбители и электронщики выставляют параметры нагрева выше 300 °C.
В первый момент, на деталь действует около 200 °C. На контактах и окружающем месте паяльных работ комнатная температура.Нагрев детали достигает 300 °C, а контакты еще не дошли до 200 °C.На микросхему поступает критическая температура 350 °C. Тем временем, окружающее место пайки неравномерно прогревается, даже если происходят равномерные движения феном по месту пайки. На контактах детали появляется заметная разница температур.400 °C и микросхема начинает зажариваться.
Еще чуть-чуть, и она отпаяется из-за того, что и контакты практически нагрелись до плавления припоя. Но это происходит потому, что плата прогрелась. И в данном случае, это произошло неравномерно. Высокие значения температур приводят к тепловому пробою микросхемы, она выходит из строя. Плата сгибается, чернеет, появляются пузыри из-за вскипевшего текстолита и его составляющих.
Как все-таки без ущерба паять детали?
Нужно проанализировать место пайки и оборудование:
Оценить толщину платы. Чем толще плата – тем сложнее и дольше ее прогревать. Плата представляет собою слои дорожек, маски, площадки и много металлических деталей, которые очень теплоемкие.
- Что находится рядом. Чтобы не повредить окружающие компоненты, нужно их защитить от температуры. С этой задачей справятся: термоскотч, алюминиевый скотч, радиаторы и монетки.
- Какая температура окружающей среды. Если воздух холодный, то плату придется нагревать чуть дольше. Особое значение имеет то, что находится под платой. Не нужно паять на металлической пластине, или на пустом столе. Лучше всего подойдет деревянная дощечка или набор салфеток. И при этом плата должна находиться в одной плоскости, без перекосов.
- Оборудование. Многие паяльные станции продаются без калибровки. Разница между показываемой температуры на индикаторе и фактическая может достигать как 10 °C, так и все 50 °C.





