

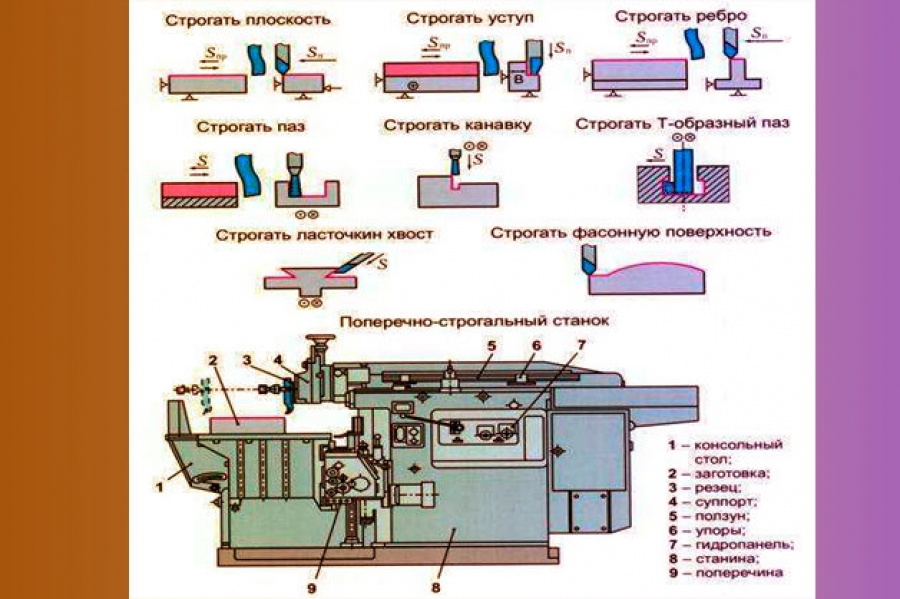
Типы строгальных агрегатов
После анализа геометрических размеров заготовки, а также свойств металла, из которого она изготовлена, отделка поверхности производится на продольно- или поперечно-строгальном агрегате.
Принципиальное отличие этих станков по металлу определяется способом перемещения резца. На продольно-строгальном агрегате движется стол, с зафиксированной на нем обрабатываемой заготовкой.
Таким способом обрабатываются большие болванки. Когда выполняется поперечная строгальная обработка, движется резец, а обрабатываемая деталь закреплена на столе. Этот способ применяется при обработке деталей средних размеров. В каждом конкретном случае выбираются резцы соответствующей конфигурации.
Используя резцы различной формы, на таких станках выполняются операции по выборке выемок и пазов, проточке каналов и прорезанию отверстий.
Одной из особенностей строгального станка по металлу является количество установленных режущих инструментов.
Некоторые модели рассчитаны на одновременное крепление сразу нескольких резцов.
По этим параметрам выпускаются следующие модели станков:
- односторонние;
- двухсторонние;
- четырехсторонние.
Чем больше режущих инструментов установлено на устройство продольно-строгального типа, тем выше его производительность.
Устройство агрегата продольно-строгального типа
Как предписано техническими характеристиками, продольно строгальные станки применяются при обработке поверхностей на корпусных и ассиметричных деталях, отлитых из чугуна или из сплавов цветных и черных металлов.
Размеры обрабатываемой заготовки определяются техническими возможностями строгального агрегата. Исходную заготовку, которую необходимо обработать, устанавливают на столе.

Стол способен выполнять возвратно-поступательные движения. При этом резец, закрепленный в суппорте, остается неподвижным.
При холостом ходе стола суппорт выполняет движение в сторону, позволяя свободно перемещаться столу в исходную точку.
Такое комплексное движение позволяет обрабатывать большие заготовки сразу же несколькими резцами.
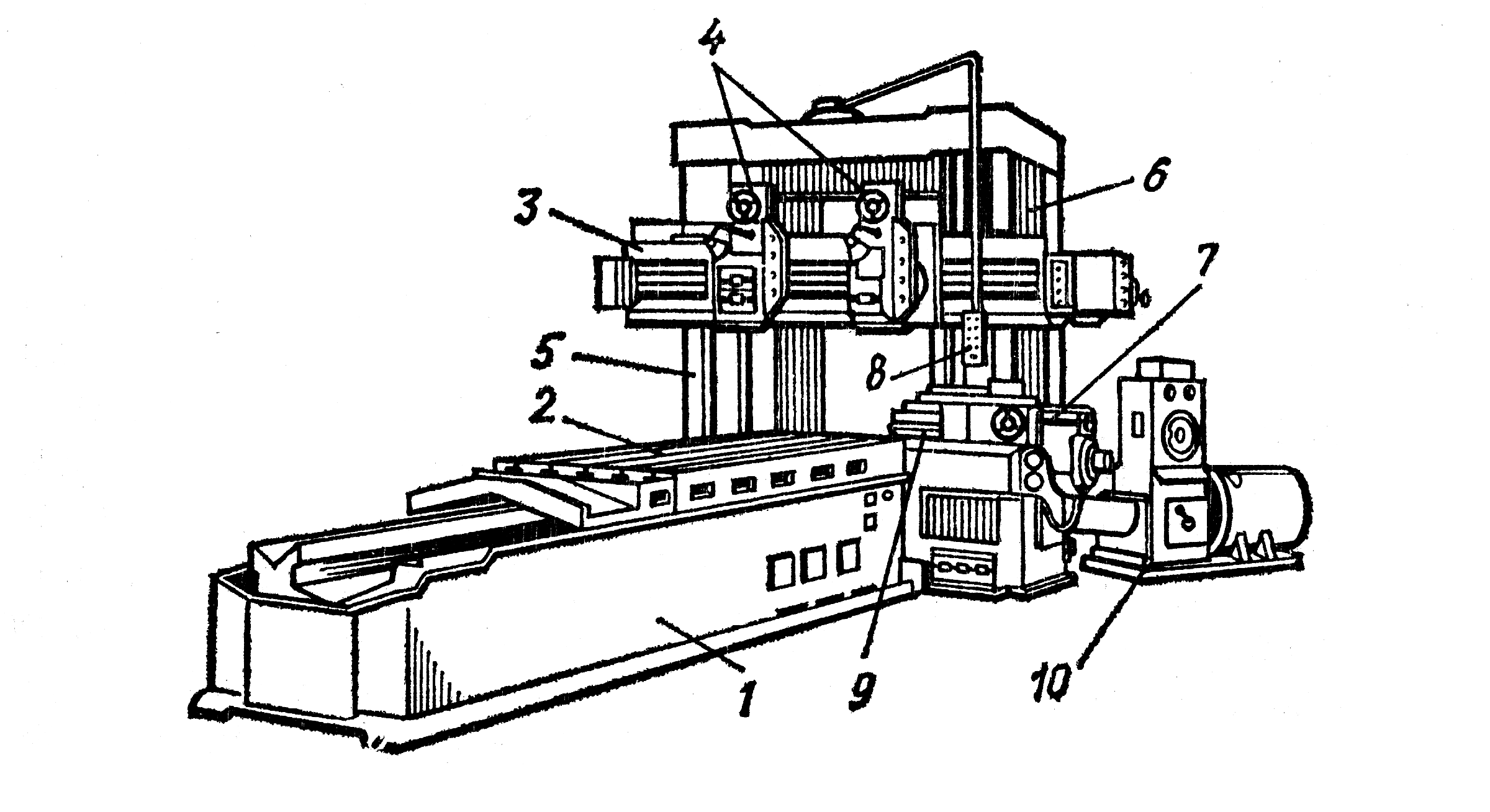
Продольно-строгальный станок для производства металлических изделий скомпонован из станины, стола, суппортов, поперечины, электрооборудования, системы смазки и других узлов.
При обработке сложных по геометрическим размерам деталей, на суппорт можно установить несколько режущих инструментов. Такой прием сокращает время для обработки изделия.
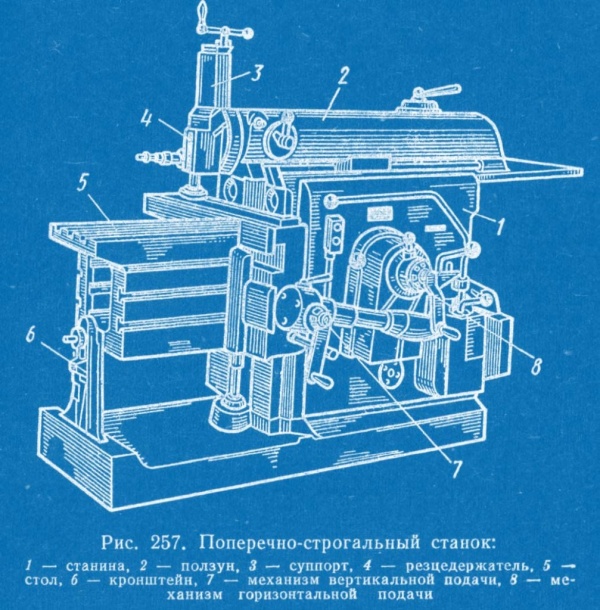
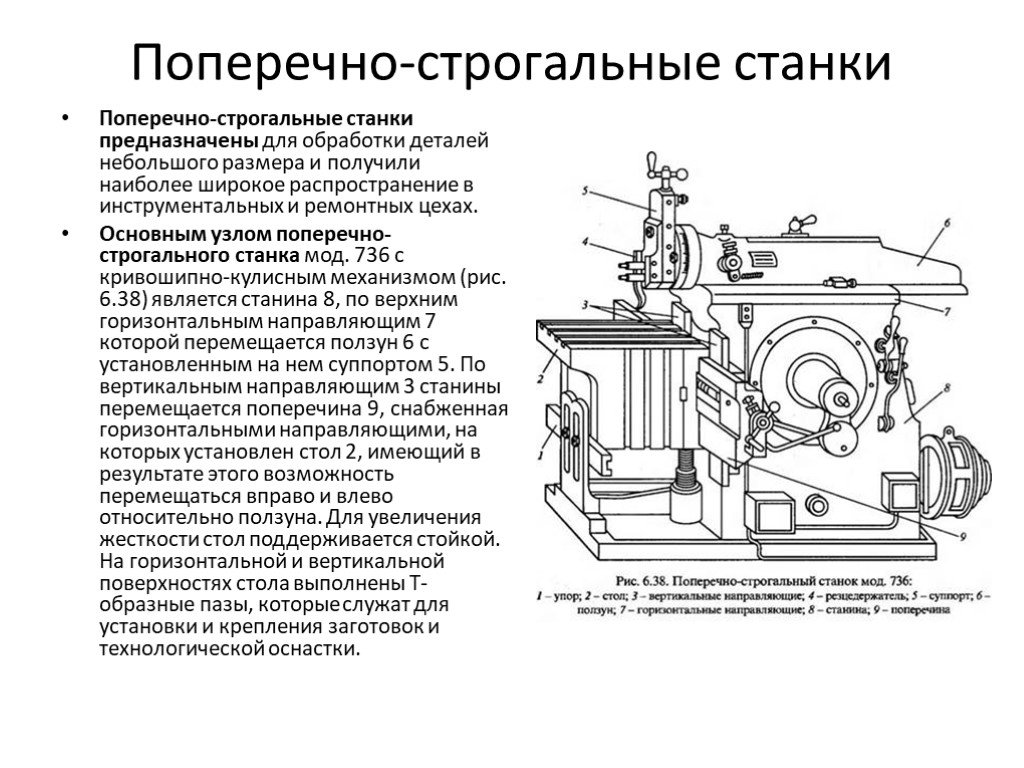
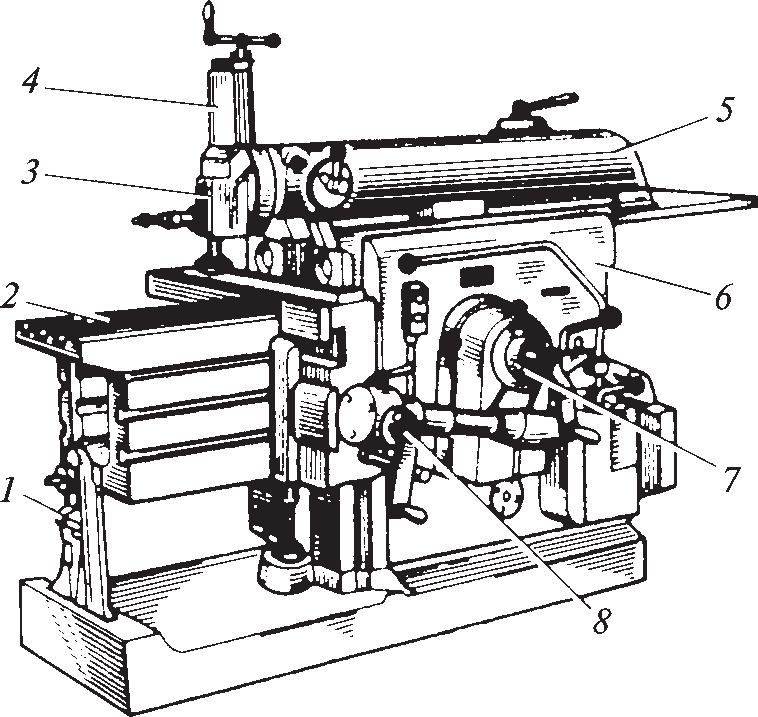
Устройство агрегата поперечно-строгального типа
Строгальный станок по металлу поперечного типа устанавливается в технологических линиях, где обрабатываются детали малого и среднего размера.
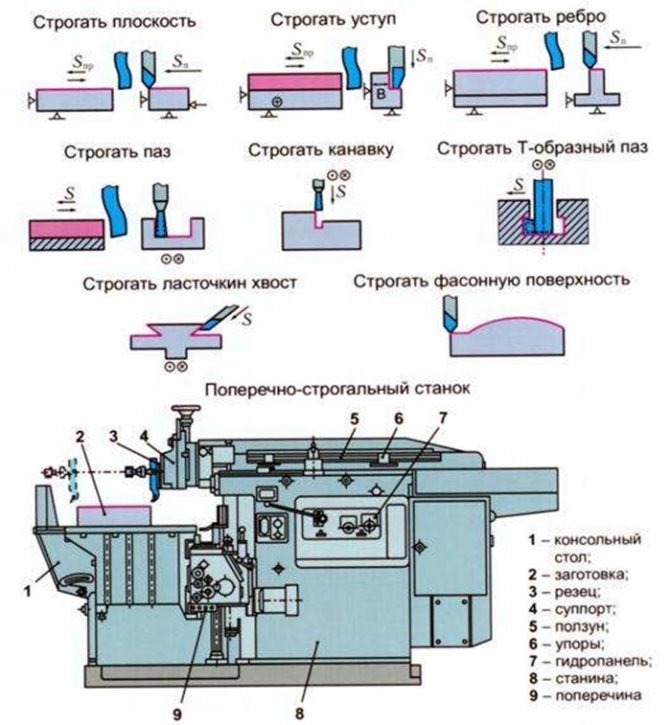
Агрегат используется при строгании горизонтальных, вертикальных и наклонных поверхностей.
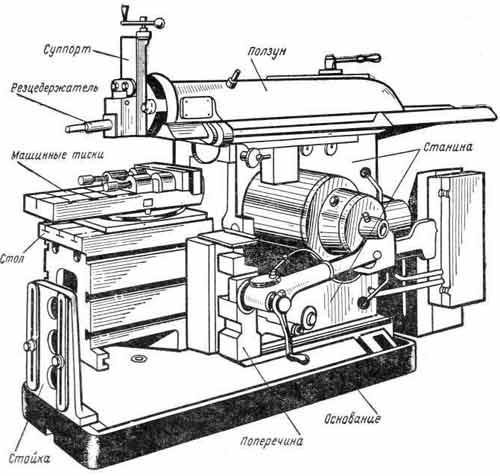
Как и в любом металлообрабатывающем станке, основными элементами поперечно-строгального агрегата является станина и основание.
На эту опору крепятся все узлы и устройства, которые призваны обеспечивать крепление и перемещение соответствующих элементов. Деталь закрепляется на столе по заданным координатам.
Суппорту, с закрепленным в нем резцом, задается движение в определенных пределах.
Строгальный агрегат по металлу поперченного типа может работать под ручным управлением или по заданной программе.
Основным считается возвратно-поступательное движение ползуна, на котором закреплен режущий инструмент.
Вспомогательным является движение стола, на котором закреплена обрабатываемая заготовка. Скорость перемещения ползуна регулируется с помощью специальной коробки передач, как в автомобиле.
Перед началом обработки любой детали все механические узлы агрегата нужно смазать машинным маслом.
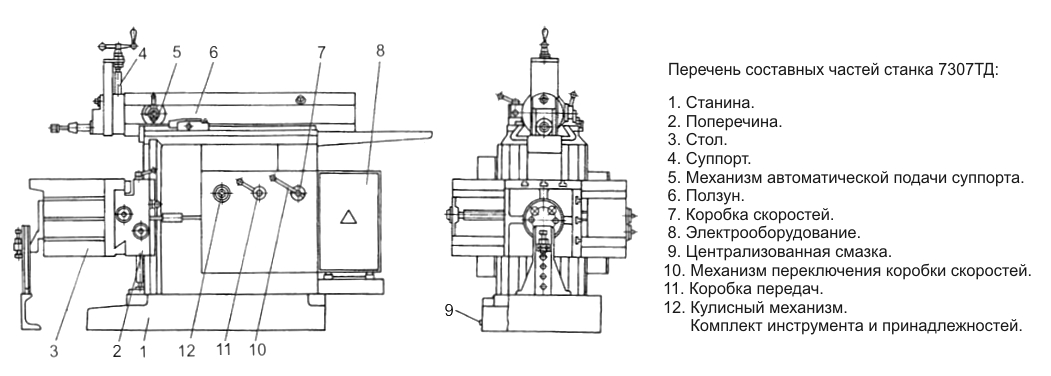
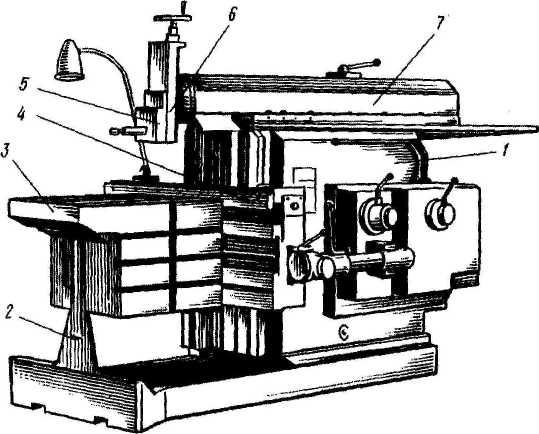
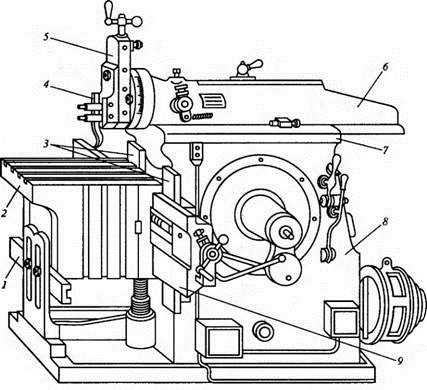
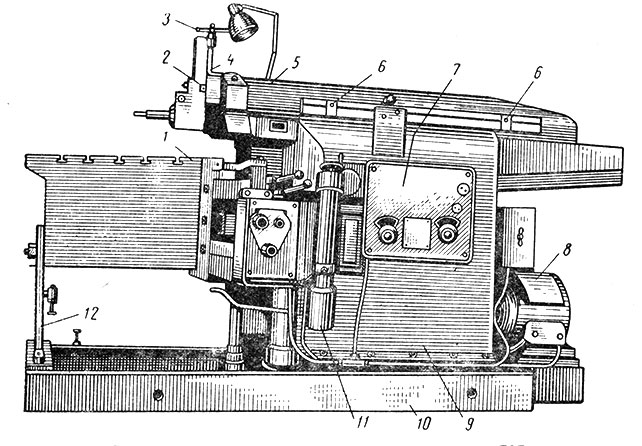
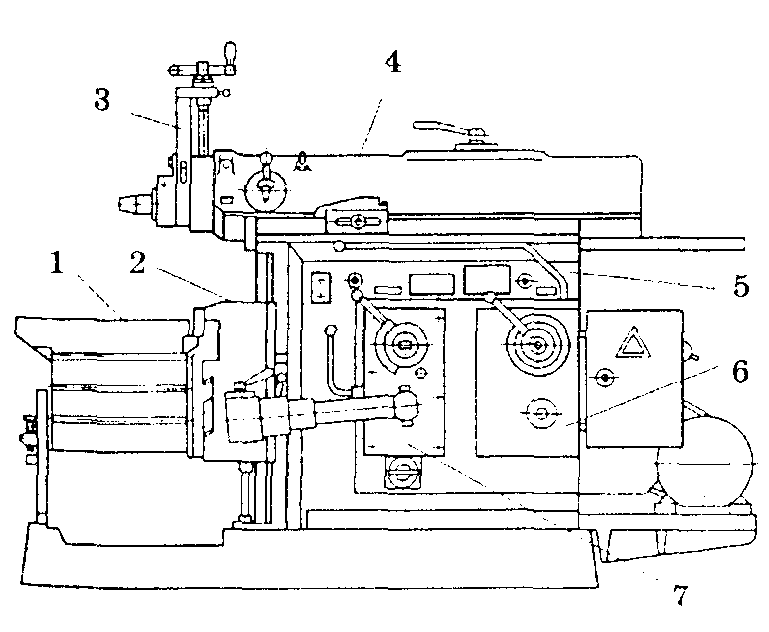
Расположение составных частей поперечно-строгального станка 7е35
Перечень составных частей поперечно-строгального станка 7Е35
- Станина — 7Е3510000
- Суппорт — 7Е3531000
- Механизм автоматической подачи суппорта* — 7Е3533000
- Ползун — 7Е3530000
- Электрооборудование — 7Е3580000
- Коробка скоростей — 7Е3520000
- Механизм переключения коробки скоростей — 7Е3521000
- Централизованная смазка — 7Е3570000
- Коробка подач — 7Е3550000
- Кулисный механизм — 7Е3540000
- Поперечина* — 7Е3560000
- Универсальный стол** — 7Е3561000
12. Стол*** — 7Е3562000
* По особому заказу.
** Только у станка с универсальным поворотным столом.
*** Только у станка с прямоугольным неповоротным столом.
Виды фуговальных станков
Существуют 2 основных разновидности фуговальных станков:
- Ручной фуганок. Этот инструмент чаще всего используется в бытовых мастерских. Он отличается простой конструкцией и низкой стоимостью.
- Электрический фуганок. Этот прибор отличается большой массой и высоким энергопотреблением. Его преимуществом является точность реза и повышенная производительность труда. Электрический фуговальный станок используется на крупных производствах. Недостатком этого инструмента является его высокая стоимость.
Фуганки классифицируются по назначению:
- Строгально-фуговальный станок. Используется только строгания деревянных деталей.
- Фуговально-рейсмусовый станок. Применяется для строгания и калибровки заготовок.
- Фуговально-циркулярный станок. Предназначен для продольного и поперечного пиления брусков и фрезерования деталей.
- Универсальные станки. Способны выполнять сверлильно-пазовые работы, фугование, пиление и калибровку досок.
Стационарные фуганки разделяются на:
- Односторонние. Эти инструменты оснащены 1 рабочим валом. За 1 проход они способны обработать только нижнюю поверхность изделия. Односторонние устройства не оснащаются системой автоподачи заготовок. Скорость строгания бруска составляет не более 10 м/мин.
- Двухсторонние. Эти приборы оснащаются несколькими строгальными валами. Поэтому они способны обрабатывать все поверхности детали одновременно, что увеличивает скорость строгания деталей из древесины. Двухсторонние инструменты оснащаются системой автоподачи заготовок.
В бытовых мастерских также используются переносные мини фуганки. Они обладают малыми габаритами и небольшим весом. Недостатком мини фуганков являются сниженными эксплуатационными характеристиками.
43 файла
- Последние обновления
- Заголовок
- Наивысший рейтинг
- Дата начала
- Самые просматриваемые
- Самые скачиваемые
- Назад
- Далее
От
BAXON
7а110; 7а112; 7а116; 7а210; 7а212; 7а216 – Станки продольно-строгальные. Модификации и специальные станки на их базе. 1988г. Руководство по эксплуатации. Часть 2. Электрооборудование станка. Djvu, 75 страниц
870 раз скачали
Отправлено 16 августа, 2012
7402 – станок долбежный. Паспорт
От
Shint
Станок долбёжный модель 7402 Руководство по эксплуатации Скачать еще файл: 7402, станок долбёжный. Паспорт (pdf)
2 383 раза скачали
Обновлено 14 сентября, 2015
От
newbas
7А311, 7А33 – поперечно-строгальные станки, Оренбург. Полный паспорт
876 раз скачали
Обновлено 22 февраля, 2012
От
newbas
Поперечно-строгальные станки мод. 7А311 и 7А33 Оренбургский станкостроительный завод Часть паспорта – только технические характеристики
185 раз скачали
Обновлено 19 февраля, 2012
От
Ртуть
Завод-изготовитель: Предприятие п/я В-8731 Станок продольно-строгальный модель 7210, 7110, 7212, 7112, 7216, 7116 Паспорт, Руководство, Акт приемки. Часть 1, 1971 год Спасибо K@RLSON за мануал! Продольно-строгальный станок мод. 7212. Материалы по запасным деталям – 7212_spare_parts.djvu (11.74 MB) Альбом чертежей – 7212_strogaln_Album_Detalei.djvu (15.00 MB) Похожие файлы: 7210, 7212, 7110, 7112 – продольно-строгальный двухстоечный станок, г. Минск. Паспорт (djvu) 7210В, станок продольно-строгальный. Схема управления перемещением стола (pdf)
5 272 раза скачали
Обновлено 28 декабря, 2017
От
Ртуть
Паспорт на 7М36 гидрофицированный поперечно-строгальный станок. Паспорт и Руководство по уходу и обслуживанию. Издательство “Полымя”, Минск, 1967, 1962 год
7M36_Gomel_Pasport.djvu (2.57 MB), 7M36_pasport.djvu (1.78 MB), 7M36_Pass.djvu
Полный паспорт станка 7М36, 7М37, Акт приемки, Альбом быстроизнашивающихся чертежей – 7M36_7M37_passport.djvu (21.12 MB)
Альбом чертежей 7М36, 7М37 – 7M36_7M37_Spare_parts.djvu, 7M36_7M37_Detali.djvu
Чертежи и схемы – 7M36_7M37_big.djvu (3.04 MB)
2 311 раз скачали
Обновлено 27 февраля, 2020
7305, 7307Г – станки поперечно-строгальные, г. Оренбург (djvu)
От
Ртуть
Станок поперечно-строгальный моделей 7305, 7307Г Оренбургский станкостроительный завод (ОСЗ) Руководство по эксплуатации 7305/7307Г.00.000 РЭ Москва, Станкоимпорт Спасибо DDen за мануал!
1 020 раз скачали
Обновлено 3 июня, 2011
7Б35 – станок поперечно-строгальный
От
Ртуть
Станок поперечно-строгальный модели 7Б35 Руководство Москва, Станкоимпорт, Внешторгиздат Завод-изготовитель: г. Оренбург (Оренбургский станкостроительный завод (ОСЗ) Вариант 1: 7b35-manual.djvu (3.19 MB) Вариант 2: 7b35_pass.djvu (8.24 MB) К теме на форуме http://www.chipmaker…ost__p__2027406
3 325 раз скачали
Обновлено 11 августа, 2017
-
7307Д, 7310Д – станки поперечно-строгальные с гидравлическим приводом (djvu)
От
Ртуть
Станок поперечно-строгальный с гидравлическим приводом моделей 7307Д, 7310Д Руководство по эксплуатации 7307Д.00.000 РЭ Руководство по эксплуатации 7310Д.00.000 РЭ Руководство по эксплуатации. Приложение. Материалы по быстроизнашивающимся деталям 7307Д.00.000 РЭ Москва, Станкоимпорт, Внешторгиздат Спасибо DDen за мануал!
1 159 раз скачали
Обновлено 3 июня, 2011
От
mit
Станок долбежный с гидравлическим приводом модели 7Д430 Руководство по эксплуатации
1 911 раз скачали
Обновлено 6 апреля, 2011
7Д36 (7Д37), станок поперечно-строгальный, Гомель
От
Tooler
Поперечно-строгальные станки 7Д36 и 7Д37. Руководство по эксплуатации и паспорт. Изготовитель: Гомельский станкозавод им. Кирова. Спасибо SvD за представленную информацию!
1 203 раза скачали
Обновлено 6 апреля, 2018
От
screw
Подборка информации по 7307Д
307 раз скачали
Отправлено 17 июня, 2010
От
VadEl
ценность представляет схема подключения 4х скоростного движка
213 раза скачали
Обновлено 31 марта, 2010
7А420, станок долбежный, Саракташ
От
АлексаNдр
Руководство по эксплуатации, акт приемки, паспорт. Саракташский станкостроительный завод “Коммунар”, 1968 г.
2 818 раз скачали
Обновлено 31 марта, 2010
От
mtv
Электрооборудование
1 303 раза скачали
Обновлено 31 марта, 2010
От
screw
abest спрашивал схемку, так у меня случайно нашлась одна. С радостью выкладываю :pardon:
803 раза скачали
Обновлено 31 марта, 2010
7216(7А110, 112, 116, 210, 212, 216), станок продольно строгальный
От
mtv
Головка фрезерная на продольно-строгальный станок. Паспорт, акт приемки, руководство по эксплуатации
988 раз скачали
Обновлено 31 марта, 2010
От
EngineerJD
Руководство по эксплуатации.
1 199 раз скачали
Обновлено 31 марта, 2010


Разновидность строгальных станков по металлу.
Строгальные станки по металлу представляют собой группу оборудования. В ее состав входят следующие станки:
- долбежные,
- протяжные,
- продольно-строгальные,
- поперечно-строгальные,
- фасонно-строгальные.
Деление станков на поперечно-строгальные и продольно-строгальные зависит от движения самой детали или режущего инструмента. В продольно-строгальных станках основные движения выполняются заготовкой, которая закреплена специальным образом. Они предназначены для работы с небольшими заготовками. Резцы в нем двигаются с определенной скоростью.
Поперечно-строгальное оборудование по металлу предполагают работу со средними размерами заготовок. Также их функцией является проделывание отверстий, выемок и каналов.
https://youtube.com/watch?v=qgQHoIeL1YE
Обзор модельного ряда станков
Основным разработчиком и производителем строгального оборудования данной группы является Оренбургский СЗ, приобрести готовые, отремонтированные или модернизированные устройства предлагают многие отечественные компании («Станкокомпания СД», «Прессмаш», «Станочный мир»), среди б/у станков хорошие отзывы продукция Гомельского СЗ. Модели имеют в целом сходную конструкцию, различия проявляется в габаритах, мощности и параметрах обрабатываемой заготовки. Основные показатели наиболее распространенных из них представлены ниже:
7305Т
Характеристика | 7305Т | 7307ГТ |
Ход ползуна, мм: | ||
наибольший для строгания | 500 | 710 |
наибольший для долбления | 200 | 250 |
Размеры верхней рабочей поверхности стола, мм | 500х400 | 710х450 |
Частота ходов ползуна, дв.ход/мин | 13,2-150 | 10,6-118 |
Подача стола, мм/дв.ход: | ||
Горизонтальная | 0,2-5,0 | |
Вертикальная | 0,04-1,0 | |
Мощность главного привода, кВт | 5,5 | |
Масса 7305Т станка (без принадлежностей) кг, мах | 1980 | 2770 |
Габаритные размеры станка, мм | 2380х1085х1560 | 2790х1375х1665 |
Габаритные размеры упаковки, мм | 2400х1306х1620 | 2800х1400х1740 |
Данное оборудование выделяется повышенной жесткостью станины и направляющей и обладает хорошим ресурсом по мощности (до 5500 Вт), способствующими точному выполнению чистового, чернового и тонкого строгания.
Станок оснащен поворотным столом 500×400 с 25 подачами и тремя Т-образными пазами для захвата заготовок при ходе ползуна до 510 мм и вылете до 560 максимальное расстояние между горизонтальной плоскостью и направляющими у него составляет 40 см.
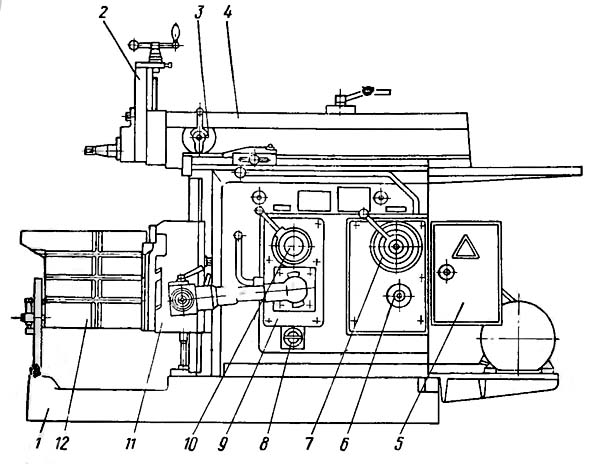
7307ТД
Расширенная модификация 7305Т с долбежной головкой и увеличенным до 710 ходом ползуна. Этот поперечно-строгальный станок по аналогии с предыдущим рекомендуют купить при обработке плоских и фасонных заготовок из твердых материалов (допускаемое усилие резания достигает 19,6 кН), при равной мощности и скорости перемещения стола он выигрывает в функциональности и увеличении рабочего пространства.






Это сказывается на цене, в новом состоянии эту модель можно приобрести от 800000 рублей и выше. При этом его оптимальной сферой применения являются предприятия с единичными и мелкосерийными условиями производства.
7Б35
Строгальное оборудование для обработки резцом заготовок с длиной до 500 мм включительно и формирования в них пазов и канавой с разной формой и глубиной в пределах сечения рабочего инструмента 20×32 мм. Модель была разработана с целью установки в ремонтных, механических и инструментальных цехах предприятий машино- и приборостроения при сравнительно малых объемах производства (единичный и мелкосерийный выпуск деталей из металлов).
В базовом исполнении 7Б35 имеет неповоротный стол с 20 подачами и ручным, механическим и укоренным перемещением, модели с универсальными поворотными конструкциями изготавливаются под заказ. Станок оснащен узлом централизованной смазки и стружносборником, ориентировочные затраты при его покупке в базовой комплектации и хорошем состоянии составляют 600000 рублей.
7М36 и 7М37
Станок имеет 2 электродвигателя (главный обеспечивает запуск всех узлов, вспомогательный – быстрое перемещения рабочего стола с размерами 450×700 и 560×1000 мм соответственно), смазка его станины и направляющих ползуна осуществляется автоматически, это же относится к подаче суппорта и резца.
ОД61-5
Комбинированное строгальное оборудование с долбежной головкой, используемое при обработке плоских, фасонных и наклонных поверхностей и прорезания канавок и пазов в заготовках с длиной не более 500 мм. ОД61-5 соответствует всем требованиям, выдвигаемым к станкам 7305ТД и 7307 ТД, уступая в размерах выпускаемой детали он выигрывает в функциональности за счет оснащения трехпозиционным поворотным и круглым столами.
Характеристика | ОД61-5 | ОД61-7 |
Ход ползуна, мм: | ||
наибольший для строгания | 500 | 710 |
наибольший для долбления | 200 | 200 |
Размеры рабочей поверхности стола, мм | ||
поворотного стола в горизонтальном положении | 500х400 | 710х450 |
наклоняемого стола | 360х360 | 360х360 |
360 | ||
Частота ходов ползуна, дв.ход/мин | 13,2-150 | 10,6-118 |
Подача стола, мм/дв.ход: | ||
Горизонтальная | 0,2-5,0 | |
Вертикальная | 0,04-1,0 | |
Мощность главного привода, кВт | 5,5 | |
Масса 7305Т станка (без принадлежностей) кг, мах | 2200 | 3000 |
Габаритные размеры станка, мм | 2410х1300х1560 | 2820х1575х1665 |
Габаритные размеры упаковки, мм | 2306х1238х1710 | 2426х1268х1825 |
Помимо обычных операций по строганию с его помощью выполняется обработка поверхностей с заданным уклоном, формирование шлицевых отверстий, шпоночных пазок и другие долбежные работы.
Как выбрать строгальный станок
Критерии выбора:
- площадь рабочего стола;
- мощность установленного двигателя;
- скорость перемещения резца относительно заготовки;
- доступные способы резания;
- конфигурация стола;
- возможность позиционирования резца: угла наклона, траектории перемещения;
- степени защищённости корпуса от пыли и влаги;
- предельно допустимая масса обрабатываемых деталей;
- производитель, срок гарантии, наличие дополнительных возможностей по расширению функциональности.
Конфигурация оборудования (Фото: Instagram / kubanzheldormash)
Преимущества и недостатки
Преимущества строгальных станков:
- универсальность применения — обработка различных типов металлов;
- подбор оптимальной скорости резки;
- широкий выбор режущих инструментов;
- возможность черновой или чистовой обработки для получения нужного уровня шероховатости поверхности;
- высокая прочность корпуса, способная переносить повышенные нагрузки от режущего инструмента, вес детали;
- удобное управление;
- формирование поверхностей сложной формы;
- высокая надёжность установленных узлов, агрегатов.
Недостатки:
- потеря времени на перемещение резца относительно обрабатываемой детали;
- инерционность перемещающихся механизмов;
- высокий уровень вибраций;
- шумность двигателя;
- сложность получения высокой частоты оборотов двигателя под нагрузкой или на холостом ходу за короткий период времени.
Стоимость и производители
В России станки производятся на следующих предприятиях:
- ООО «Свердловский машиностроительный завод» (СМЗ);
- ООО «Рязанский станкостроительный завод» (РСЗ);
- ОАО «Оренбургский станкостроительный завод» (ОСЗ);
- ОАО «Астраханский станкостроительный завод» (АСЗ);
- ООО «Липецкая станкостроительная компания»;
- Верхневоложский станкостроительный завод.
Стоимость станков, в зависимости от их типов:
- долбёжные — от 100 тыс. руб.;
- компактные — от 35 тыс. руб.;
- комбинированные — от 600 тыс. руб.;
- поперечные — от 65 тыс. руб.;
- промышленные продольно-строгальные — от 7 млн. руб.
Долбежно-строгальный станок (Фото: Instagram / krasnyi_mehanik_)
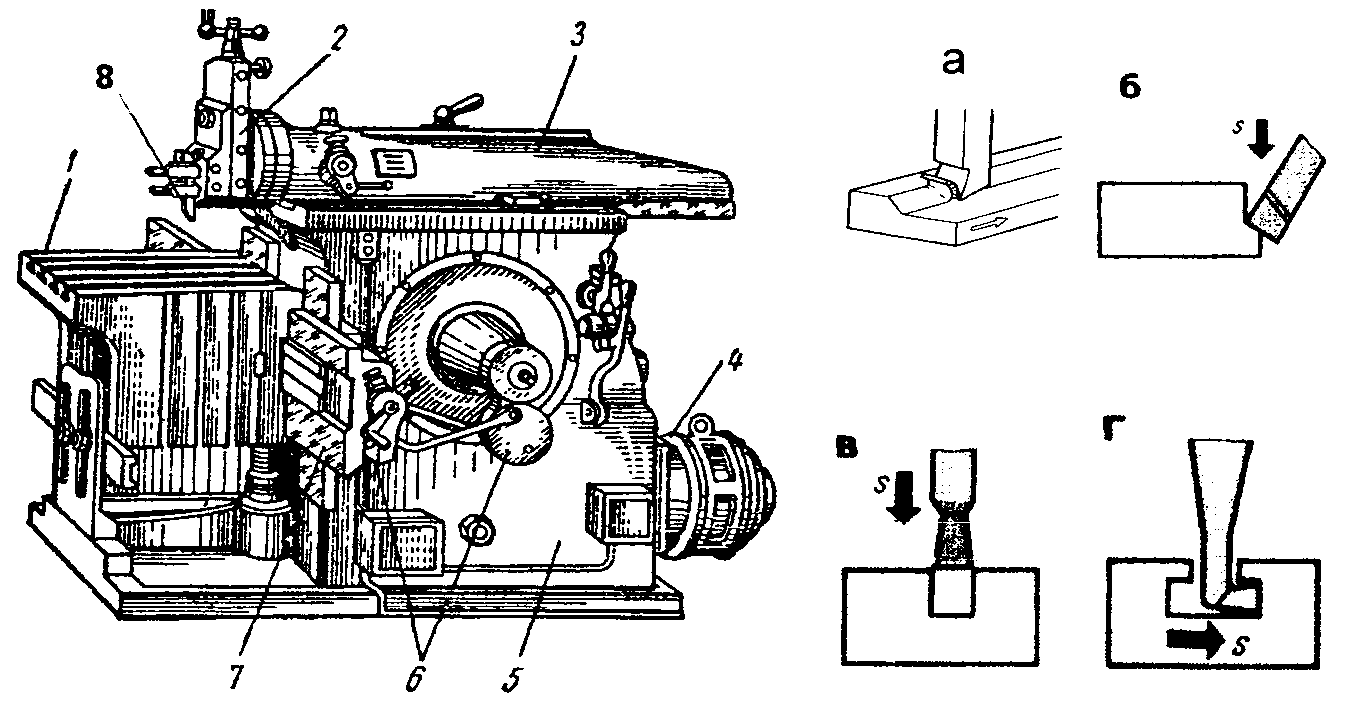
Разновидности резцов для строгального оборудования
- По направлению подачи; (левые и правые)
- По форме головки;(прямые, отогнутые, с оттянутой головкой)
- По способу изготовления;(цельные и составные)
- По виду выполняемой работы.(проходные черновые и чистовые, фасонные, отрезные, канавочные и др.)
Процесс строгания металла происходит лишь при рабочем резце, либо на столах с прочно закреплённой заготовкой.
В тот момент, когда режущий инструмент плотно закреплён в откидном держателе, его процесс изнашивания и истощения будет происходить намного дольше, так как во время обратного хода он начинает откидываться и свободно перемещается по всей поверхности.
Основные критерии выбора модели резца:
- тип оборудования – для продольных или поперечных операций;
- материал режущей кромки. Влияет на скорость и точность работы;
- форма резца. В зависимости от этого параметра будет происходить формирование канавок, отверстий или выборок на поверхности детали.
Существует несколько типов операций, осуществляемые на продольно-строгальном станке. Они могут быть проходные, чистовые, фасонные, подрезные или отрезные. Для увеличения срока службы резцов рекомендуется использовать оборудование с откидной фиксирующей головкой. После первичной обработки резец возвращается в исходное положение. Во время обратного хода он не должен контактировать с поверхностью заготовки.
Наиболее распространенными являются продольно-строгальные станки. Они характеризуются относительно небольшими габаритами и простотой в эксплуатации
Особое внимание следует уделять качеству режущих инструментов. Для обеспечения бесперебойного технологического процесса необходимо иметь небольшой запас
Строгальные и фрезерные станки: сравнение функциональности
Многие схожие задачи по обработке дерева можно выполнить и на фрезерном станке. Его конструкция позволяет производить поперечное строгание досок, делать выборки пазов, канавок и т. д. Однако прежде, чем сделать выбор в пользу того или иного механизма, изучите их преимущества и недостатки.
Итак, строгальный станок имеет ряд позиций, выгодно отличающих его от фрезерного аппарата. Во-первых, в большинстве случаев его конструкция является наиболее простой
Это действительно важно для частного использования и применения в небольшом производстве. Во-вторых, он более универсален
В-третьих, этот станок более точен и при чистовой работе способен обеспечить лучшее качество обрабатываемой детали. В-четвертых, строгальный станок позволяет получить поверхность с более сложной конфигурацией одним простым инструментом – резцом, тогда как для фрезерных станков вам потребуется приобрести дорогостоящие фрезы.
Такое огромное количество преимуществ обеспечивает строгальным станкам широкое применение в промышленных цехах с мелкосерийным производством, а также среди ремонтных мастерских.
Однако данная конструкция не лишена и недостатков
Этот факт также необходимо брать во внимание при принятии решения. Итак, к «минусам» этого аппарата относят: наличие вспомогательного хода и связанные с ним значительные потери времени, сложность в достижении высоких скоростей холостого и рабочего хода, имеющую место из-за вибрации при реверсе и наличия больших инерционных сил
Естественно, эти недостатки являются критичными только в случае применения конструкции в промышленных масштабах.
Назначение станка
При продольном строгании перемещение сообщается столу, на котором расположена обрабатываемая заготовка, а резец – неподвижен, и имеет лишь технологические перемещения, связанные с постоянно увеличивающейся глубиной съёма слоя металла. В этом случае данный узел оборудования двигается с различной скоростью: меньшей при рабочем ходе и большей – при возвратном. Скорость главного движения регулировать невозможно. Движение подачи резцу, который закрепляется в инструментальной головке, выполняется в момент окончания холостого хода.

Вид рабочего стола
Повышение производительности продольного строгания (которое по своим абсолютным значениям уступает фрезерованию подобных изделий) возможно лишь за счёт установки на стол нескольких однотипных по размерам полуфабрикатов, технологически группируемых по параметру величины съёма металла. Этим производительность обработки может быть несколько увеличена. Вообще же строгальные станки рассматриваемой конструкции используются при мелкосерийном и единичном производстве продукции. Показаниями к применению технологии продольного строгания являются:
- невозможность фрезерования вследствие быстрого износа фрез, например, при повышенной твёрдости поверхности изделия;
- возможные тепловые деформации детали при её фрезеровании, когда вероятна тепловая деформация, из-за чего изделие потеряет свои, требуемые чертежом, геометрические размеры;
- наличие на предприятии высококвалифицированных рабочих кадров, которые могут вести продольное строгание изделий повышенной ответственности с весьма высокой точностью;
- снижение удельных энергетических затрат при обработке, что положительно влияет на себестоимость конечной продукции.
Это интересно: Особенности горизонтального расточного станка и его виды — излагаем детально
Преимущества
Работу любого станка можно выполнить ручным инструментом, однако на деле это может быть актуальным лишь в том случае, если у человека возникла разовая потребность в обработке заготовки. Во всех остальных случаях лучше использовать строгальное оборудование, которое обладает рядом преимуществ перед ручным инструментом:
Производительность. Человек физически не сможет обработать за час такое количество заготовок, с которыми станок справляется за несколько минут. Главное не отходить от технологических требований производства.
Облегчение работы. Оператор на агрегате прилагает минимум усилий при обработке заготовок. Его основной задачей является подача и прием деталей со станка.
Качество. Автоматические системы оборудования обеспечивают точность размера и гладкость поверхности на протяжении всей длинны заготовки, чего редко удается достичь при ручной обработке.
Безопасность. Использование промышленного оборудования, при правильной его эксплуатации, сводит к минимуму возможность получения работником травм. Главное соблюдать технику безопасности.
Возможность обработки бруса разного размера, чему помогают направляющие колеса.
Качество резцов. Как правило на промышленном оборудовании установлены более острые ножи, чем на ручном.
Возможность обработки заготовок по криволинейным направлениям. Сделать это ручным способом достаточно трудно.
Возможность установки дополнительного оборудования. Если подобрать на строгальный станок дополнительные элементы, можно существенно расширить его функциональные возможности. Станки с дополнительным оборудованием имеют более высокую цену.
-
![Строгательный станок по металлу [виды, советы по выбору]](https://domdetaley.ru/wp-content/uploads/a/9/2/a92bd4d9b5a3aeec74e8bd4a3157c466.jpeg)
Строгальный станок значительно облегчает работу тем, для кого деревообработка является приятным способом провождения времени в мастерской и является незаменимым атрибутом больших предприятий. Все зависит от его назначения.
На предприятиях по деревообработке кроме строгальных, устанавливают долбежные станки, а также оборудование, предназначенное для работы с металлом.
Кроме того, можно приобрести станок, совмещающий в себе все эти функции.
737 станок поперечно-строгальный с гидравлическим приводом. Назначение и область применения
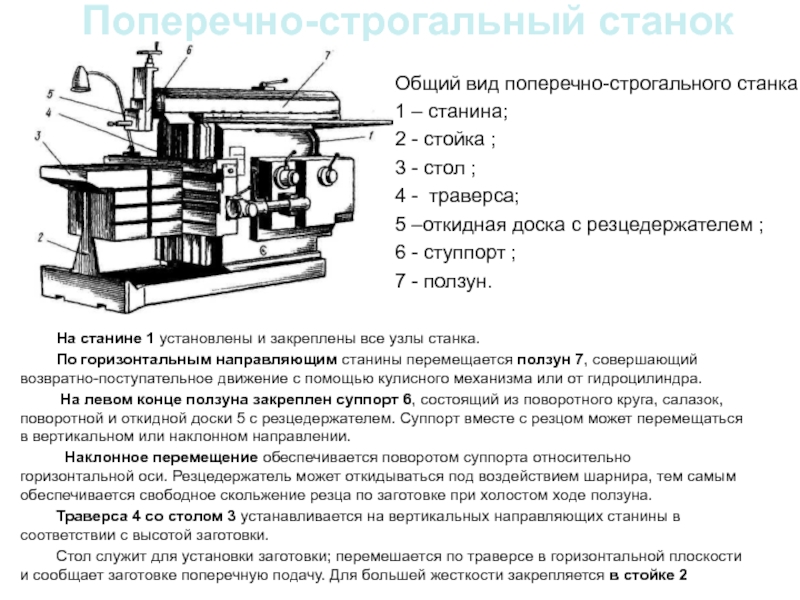
Поперечно-строгальный станок 737 предназначен для обработки строганием горизонтальных, вертикальных и наклонных плоских и фасонных линейчатых поверхностей и пазов различного профиля у деталей малых и средних размеров и среднего веса в условиях индивидуального и мелкосерийного производства. Чаще всего поперечно-строгальный станок модели 737 применяется в инструментальных и ремонтных цехах для индивидуального и мелкосерийного производства.
Принцип работы строгального станка 737
Обрабатываемую деталь закрепляют на столе станка 737, который устанавливают в требуемое положение по высоте в зависимости от размера обрабатываемой заготовки.
Резец устанавливают и закрепляют в резцедержателе суппорта.
Ползуну с суппортом сообщается возвратно-поступательное движение, причем при ходе его вперед происходит снятие стружки с обрабатываемой детали (рабочий ход); при ходе назад с повышенной скоростью (холостой ход) снятие стружки не производится.
Во избежание повреждения режущей кромки резца и обработанной поверхности резец вместе с откидной доской несколько приподнимается вверх.
Периодическая подача стола с деталью осуществляется в конце холостого хода ползуна.
При обработке вертикальных и наклонно расположенных поверхностей, а также при строгании пазов различных профилей подача сообщается не столу, а суппорту, который может быть повернут на соответствующий угол относительно головки ползуна. В этом случае поворотная доска смещается в сторону для обеспечения отвода резца от обработанной поверхности при обратном холостом ходе ползуна.
Настройка станка 737 в соответствии с конфигурацией и размерами обрабатываемой детали производится перемещением стола в поперечном и вертикальном направлениях и перемещением суппорта.
Настройка на требуемую длину хода и место хода ползуна достигается соответствующей установкой упоров, расположенных на ползуне.
Стол станка 737 имеет гидромеханическую подачу в горизонтальном и вертикальном направлениях.
Вертикальная подача суппорта осуществляется только вручную с отсчетом ее величины по лимбу.
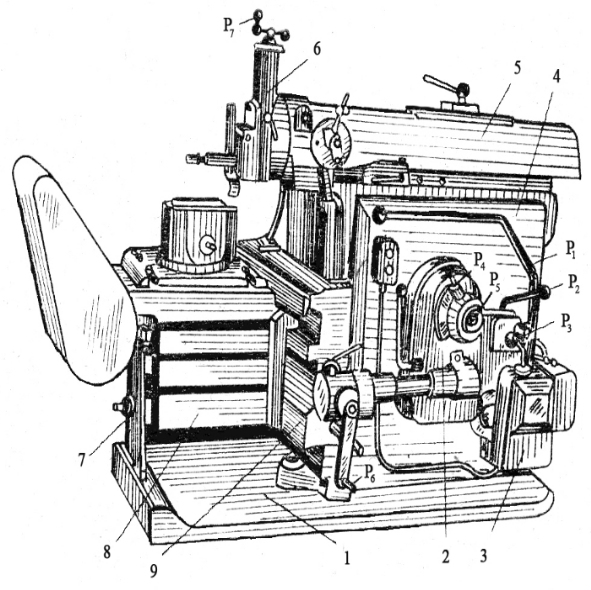
Конструктивные особенности станка 737
Станок модели 737 оснащен гидроприводом для осуществления возвратно-поступательного движения ползуна (движения резания).

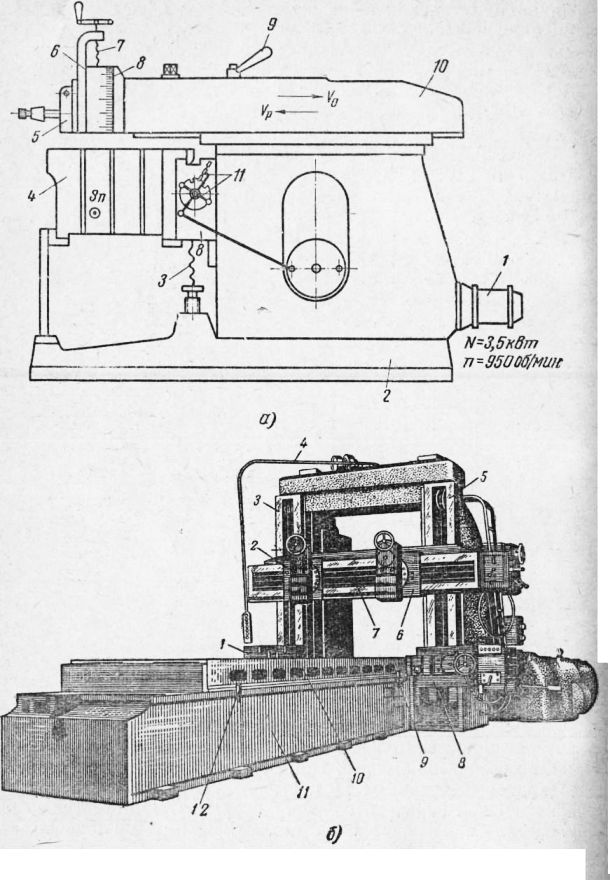
Схема гидравлического привода строгального станка 737
Гидрофицированные станки имеют большое преимущество перед станками с кулисным механизмом.
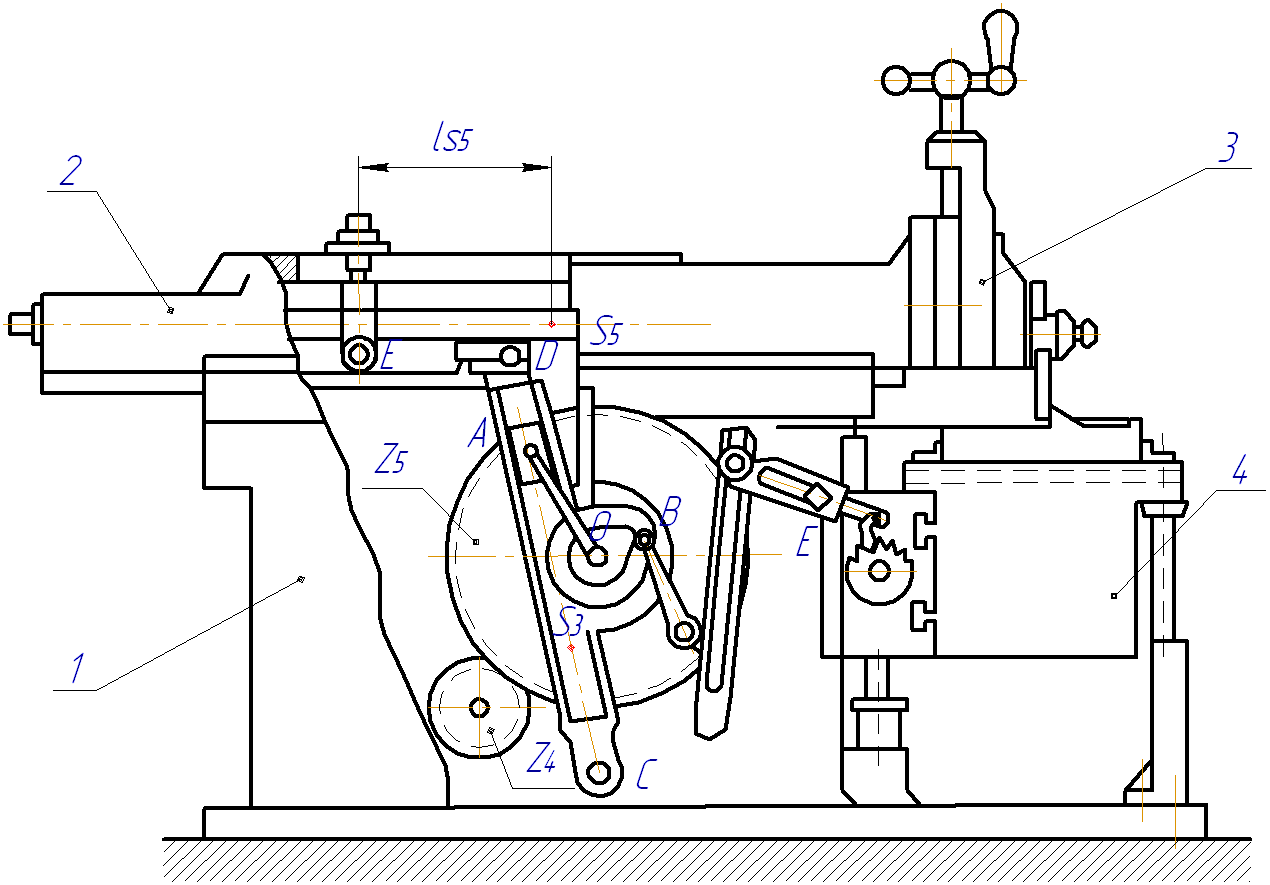
У станков с кулисным механизмом скорость ползуна изменяется от нуля до максимальной ее величины на первой половине пути ползуна и с половины пути падает от максимальной до нуля, а коробка скоростей имеет ступени чисел двойных ходов с большими перепадами.
У гидрофицированных станков скорость движения ползуна на всей длине хода постоянна, а число двойных ходов регулируется бесступенчато, что позволяет выбирать оптимальные (наилучшие) режимы резания.
Коэффициент полезного действия гидрофицированного станка также выше, чем у станка с кулисным механизмом.
Длина хода ползуна у гидрофицированных станков может быть значительно увеличена за счет отсутствия кулисы.
Поступательное движение осуществляется гидравлическим приводом, состоящим из резервуара 1 (рис. 72) с жидкостью, фильтра 2, трубопровода 3, насоса 5 с электродвигателем 4, регулятора (дросселя) 6, дозирующего поступающую от насоса жидкость, и распределительного устройства 7. для реверсирования движения ползуна при помощи поршня 8, находящегося в гидроцилиндре ползуна.
Электродвигатель приводит в движение насос, накачивающий жидкость в гидроцилиндр, которая давит на поршень и перемещает его, перемещается и скрепленный с поршнем ползун. Поршень двигается в одном направлении до тех пор, пока установленные на ползуне кулачки не переключат через золотниковое устройство поток жидкости, направив его по трубопроводу с другой стороны поршня. При изменении направления движения жидкость, заполнившая цилиндр до переключения, сливается в резервуар, в дальнейшем цикл повторяется.
Рабочими жидкостями являются минеральные масла.
Модели поперечно-строгальных станков с кулисным приводом ползуна: 7311, 733, 7Б35, 7А35, 736.
Гидрофицированные поперечно-строгальные станки моделей 7М36, 737, 7М37 и др.
Изготовление своими руками
Пошаговое создание строгального станка:
- Создаётся чертёж, деталировка, смета затрат.
- Закупаются все необходимые материалы.
- Изготавливается несущий каркас из стальных балок, стенки обшиваются стальными листами.
- Крепится рабочая поверхность.
- Устанавливаются направляющие.
- Крепится станина и ползун.
- Монтируются тиски, суппорт.
- Устанавливается электродвигатель, укладывается проводка.
- Соединяется ременной передачей вал двигателя с маховиком, на котором крепится заготовка.
- При необходимости подводится трубка с охлаждающей жидкостью, а также ванна для слива её излишков в канализацию.
- Проверяется правильность сборки, тестирование на расчётных нагрузках.
- Наладка оборудования.
Резцы металлообрабатывающих станков
Резец – основной инструмент, использующийся в обработке металлических поверхностей. Резец незаменим для токарного производства, строгальных и долбежных работ.
Современные установки могут оснащаться несколькими резцами, что значительно ускоряет рабочий процесс и влияет на конечное качество изделия. Чем больше резцов установлено на станке, тем лучше для будущего изделия.
Модели станков различаются возможностью множественной установки резцов. Поэтому установки подразделяют на:
- односторонние;
- двухсторонние;
- четырехсторонние.
Геометрические параметры строгального резца Используемый инструмент напрямую влияет на качество резки и будущее изделие. Резцы кардинально различаются своими свойствами. Особенно важен материал режущей основы резца (головки). Не менее важны размеры стержня резца, а также его форма. Инструмент различают по типу и выбирают именно тот, что понадобится в той или иной работе.
Таких видов несколько:
- подрезной;
- проходной;
- фасонный;
- отрезной;
- чистовой.

Строгальные резцы





