

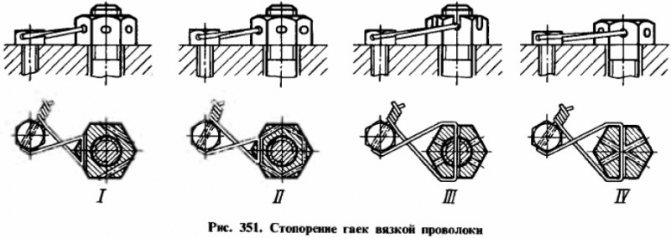
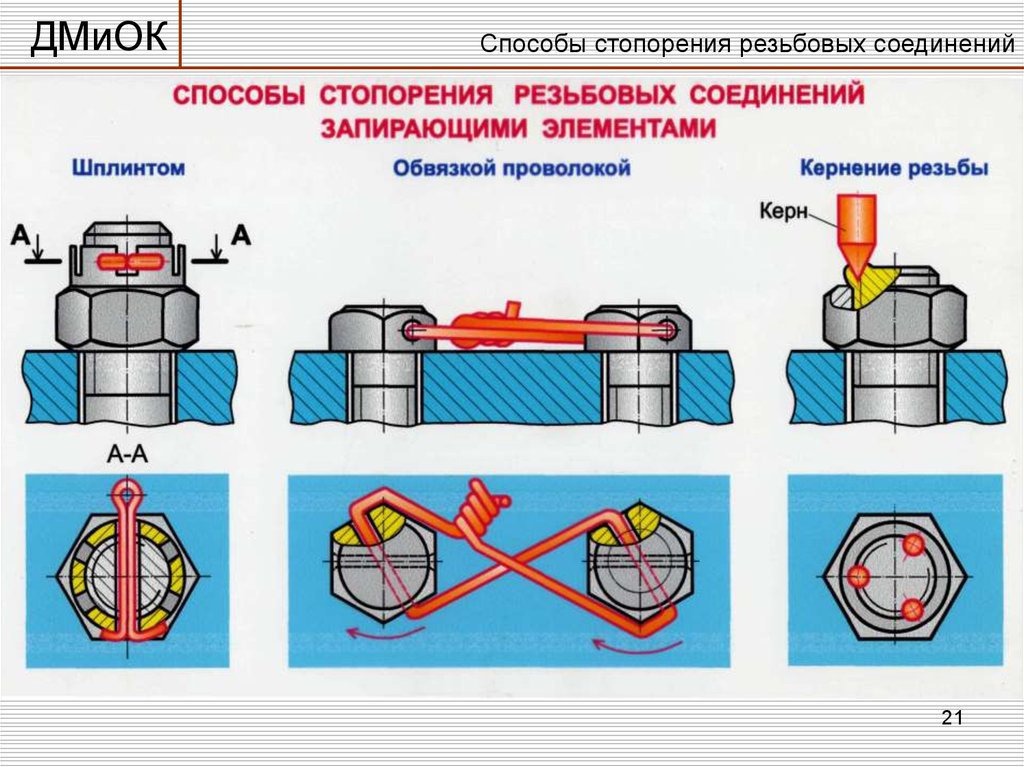
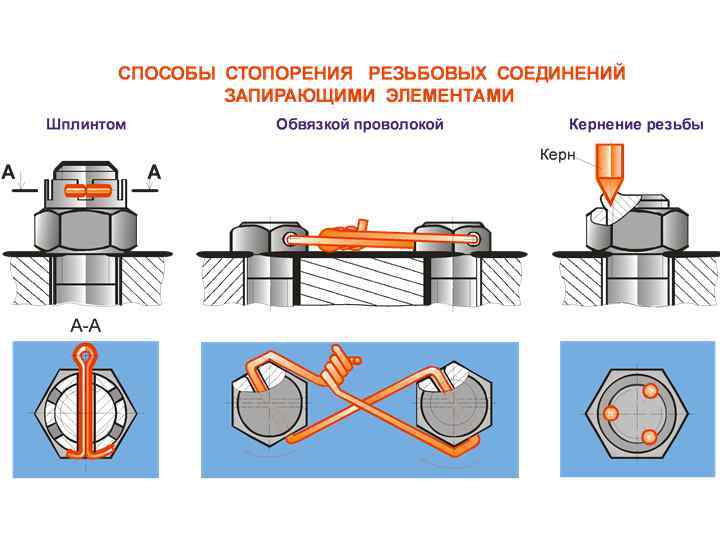
Стопорение проволокой
На основании утверждённого стандарта допускается стопорение проволокой. Такой принцип называется обвязкой. Он имеет два способа фиксации:
- стопорение между собой гайки и болта;
- фиксация гайки или болта к корпусу детали.
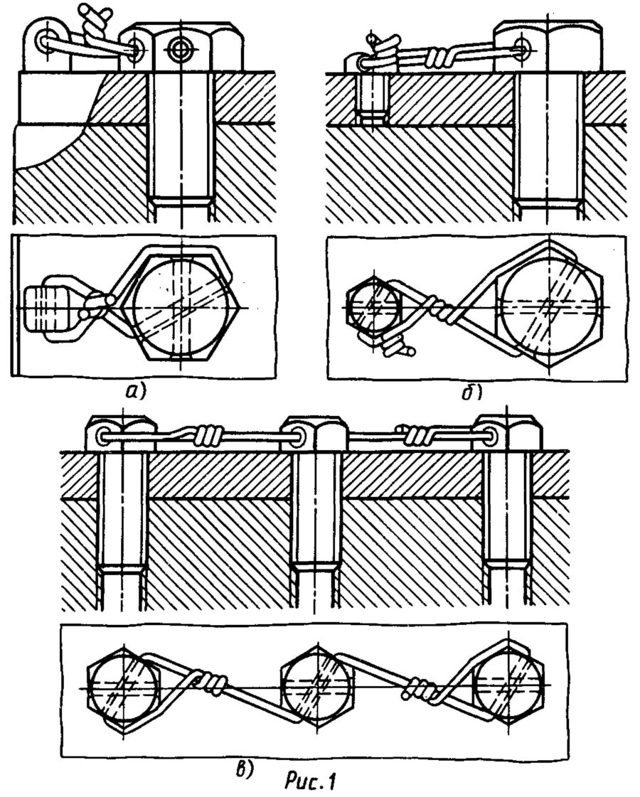
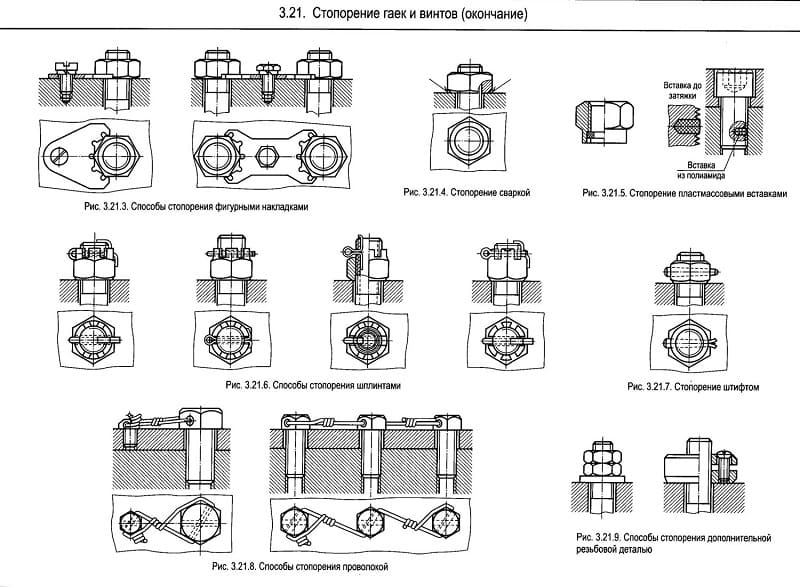
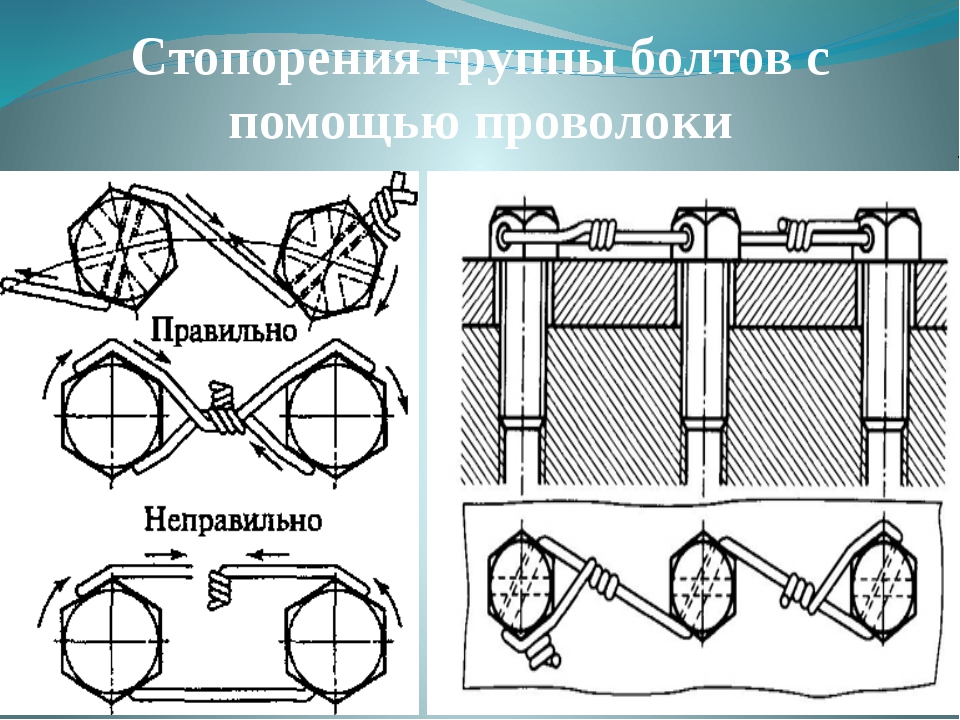
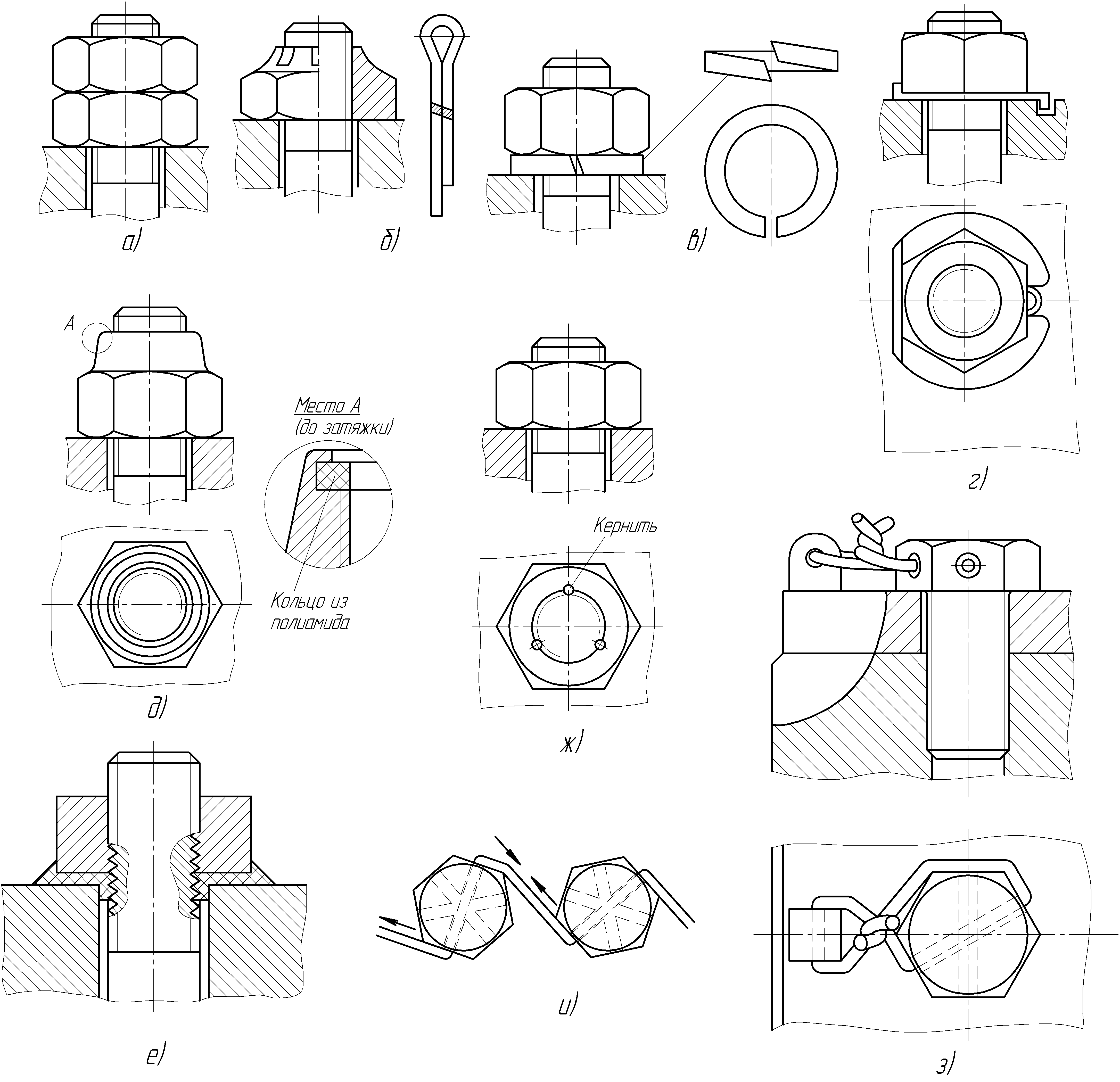
Для реализации этого метода в головках болтов или закреплённых гайках просверливают сквозные отверстия, через которые пропускают стальную проволоку. Их сверлят перпендикулярно поверхности фиксируемой детали. Проволокой обматывают (обвязывают) каждую деталь, зажимая их в требуемом положении. ГОСТ допускает стопорение одного конструктивного элемента или нескольких, создавая единую систему обвязки. Применение одновременной контровки группы гаек или болтов позволяет повысить надёжность всей конструкции. Повышения надёжности добиваются сверлением трёх отверстий. Крупногабаритные гайки обвязываются через шесть отверстий. Получатся бесступенчатая угловая фиксация.
В противном случае происходит самопроизвольное раскручивание, что вызывает ослабление скрепляемой конструкции.
Материалы резьбовых деталей
При выборе материала для резьбовых деталей учитывают величину и характер нагрузки, условия работы, способ изготовления. Стандартные крепежные резьбовые детали общего назначения изготовляют из мало- и среднеуглеродистых сталей Ст. 3, Ст. 4, 10, А12, 20, 35 и др. Эти стали в условиях массового производства позволяют изготовлять резьбовые детали методом холодной штамповки с последующей накаткой резьбы. Они хорошо обрабатываются резанием. Легированные стали 35Х, ЗОХГСА применяют для весьма ответственных винтов, болтов, шпилек и гаек.
Резьбовые изделия, подверженные действию воды или других окислительных сред, оксидируют, омедняют, оцинковывают и т. п. для повышения коррозионной стойкости. В настоящее время для резьбовых деталей применяют также неметаллические материалы (нейлон, полиамид и др.).
Механические свойства сталей для резьбовых соединений указаны ниже:
Марка стали Предел текучести σт, н/мм 2
О методике изготовления самотормозящего резьбового соединения
Известно, что существующая резьба и резьбовые соединения изготавливаются при помощи специально разработанных и стандартизированных инструментов. Часто это требует соответствующего оборудования и осуществляется по существующей методике нарезания. Но известные методики и способы изготовления стандартизированной резьбы не могут быть использованы для специальной, разработанной и внедренной в производство самотормозящей резьбы. Проблема в том, что в этом случае она нарезается конической в конце болта со специальным профилем. Причем витки имеют переменную высоту, но диаметры болта остаются постоянными.

Сечение винтовой нарезки имеет три характерные части, то есть треугольник у вершины и две трапеции в ее середине и основе. Показатели прочности и момент трения в резьбе выгодно отличаются от подобных параметров стандартной резьбы. В мире также разработано специальное прочное резьбовое соединение труб, которое уже получило положительные отзывы. Основным результатом изобретения является удачное решение поставленной задачи изменением профиля.
Самотормозящий фиксатор резьбовых соединений подобного прототипа состоит из стержня и гайки с нарезками. Нарезной конец болта имеет также коническую поверхность, на которой сделана резьба так, что ее диаметры по всей длине нарезки также постоянны. Вершины профиля одной составляющей нарезного соединения выполнены в форме сегментов с одинаковым радиусом дуг. Закругления впадин второго элемента соединения выполнены тем же самым радиусом, что и вершины витков болта. Центры дуг сегментов стержня находятся на линии, которая является параллельной образующей конуса наружной поверхности стержня. Выполнение вершин профиля гайки или стержня болта в соответствии с приведенными параметрами с указанной геометрией впадин стержня или гайки позволяет получить прочный фиксатор резьбовых соединений, обеспечить надежное стопорение гайки без применения дополнительных стопорных деталей, повышать конструктивные и эксплуатационные характеристики соединения и уменьшать его металлоемкость.
Герметик резьбовой — сантехнический герметик для резьбовых соединений

Резьбовые соединения, используемые в системах водопровода, отопления и газоснабжения, должны быть полностью герметичны. Достигнуть этого только за счет качества самой резьбы, без применения дополнительных материалов, практически невозможно. Существует несколько способов уплотнения, но в последнее время огромную популярность среди мастеров завоевал анаэробный герметик для резьбовых соединений. Почему?
Естественно, что основная задача таких уплотнителей – полная герметизация стыков. Применяемый материал должен полностью исключить утечку воды или газа через резьбовой зазор. Но качественный уплотнитель должен обладать и другими немаловажными свойствами:
- Он не должен способствовать коррозии соединяемых элементов. Наоборот, наносимый для уплотнения резьбовых соединений материал призван защитить эти уязвимые места от разрушения, вызванного воздействием воды или агрессивных веществ.
- Все уплотнительные материалы, в том числе и герметики, должны обладать хорошими адгезионными свойствами, чтобы не допустить их выдавливания из соединений под напором воды или газа.
- Он должен обладать устойчивостью к воздействию перепада температур, выдерживать вибрационные колебания.
- Материалы, используемые для герметизации труб, не должны существенно затруднять сборку или разборку соединения. Очень удобно, если после демонтажа уплотнитель легко можно удалить и нанести заново.
Еще одна важная особенность, на которую следует обратить внимание, выбирая уплотнитель или герметик для резьбы, – это удобство применения. Очень часто такие соединения находятся в труднодоступных местах, где затруднены любые манипуляции. В таких случаях герметики имеют явное преимущество, так как не требуют такого аккуратного и тщательного нанесения, как уплотнительные ленты или лен
В таких случаях герметики имеют явное преимущество, так как не требуют такого аккуратного и тщательного нанесения, как уплотнительные ленты или лен.
Уплотнение льняной нитью
Это способ является самым старым. Именно так герметизировали соединения труб в советских квартирах. Если в магазине отсутствуют другие герметики, то лен и сантехническая паста найдутся наверняка. Но у этого уплотнителя можно выделить ряд существенных недостатков:
- По правилам лен используют в сочетании с олифой и свинцовым суриком. Свинец предотвращает коррозию соединения, а олифа заполняет поры льна как полимер. Но найти качественные ингредиенты довольно непросто, поэтому часто свинцовый сурик подменяют железным, который только ускоряет окисление металлических компонентов. Некоторые мастера выходят из ситуации, применяя автомобильные герметики на основе силикона.
- Сложность укладки льняной нити на резьбу. То, что так просто получается у опытных сантехников, может вызвать немало затруднений у неспециалиста. Правильно намотать лен на соединение с первого раза вряд ли получится, а любая погрешность при выполнении этой операции приведет к тому, что уплотнение продержится очень недолго.
- Лен очень плохо переносит смену условий работы. Поэтому в системах отопления его пряди будут разрушаться намного быстрее. Также этот вид уплотнителя плохо реагирует на агрессивные среды.
- Высокая гигроскопичность материала приводит к его набуханию, из-за чего недостаточно прочные соединения могут просто лопнуть. Например, не рекомендуется использовать лен при герметизации алюминиевых радиаторов.
Герметизация лентой ФУМ или сантехнической нитью
Благодаря удобству использования эти материалы завоевали высокую популярность. Для герметизации большинства резьбовых соединений в квартире достаточно намотать на трубу количество витков ленты, указанное в инструкции и затянуть при помощи ключа. При этом не требуется особой тщательности при укладке, напротив, многие производители рекомендуют мотать немного наискосок. Соединение с таким уплотнителем легко разбирается в случае необходимости.
Вместе с тем фум-лента не переносит вибраций, плохо цепляется за мелкую резьбу, может быть повреждена грубой нарезкой. Не рекомендуется герметизировать с ее помощью трубы значительного диаметра.
Использование герметиков
Наиболее оптимальным методом на данный момент является использование различных герметиков. Они обеспечивают не только полную изоляцию системы от протечек, но и защищают от коррозии металлические части.
Стопорные свойства болтов
4.1. Фланцевая головка
Более широкая головка болта — фланцевая головка — обеспечивает больше трения между головкой и поверхностью детали или элемента конструкции. При этом снижается поверхностное давление на опорные поверхности и тем самым снижается просадка соединения.
4.2. Рифленая головка
Рифление на опорной поверхности фланца головки выполняет функцию стопорения. При затяжке болта ребра рифления впиваются в поверхность конструкционного элемента и обеспечивают стопорящий эффект. Повреждение поверхности детали, особенно окрашенной, может быть препятствием для применения в некоторых случаях.
Если в болтовом соединении применяется рифленый болт, то и гайка в нем тоже должна быть рифленая (рисунок 5). Это нужно для того, чтобы обеспечивать высокое трение на всех поверхностях соединения. В болтовом соединении с рифлеными болтом и рифленой гайкой шайбы не применяются.
|

Рисунок 5 — Болты и гайки с рифленой опорной поверхностью
Стопорные свойства шайб
Шайбы относятся к крепежным изделиям, так как они участвуют в обеспечении прочности и надежности соединений. Неправильное применение шайб может приводить к снижению прочности соединения или увеличению риска его ослабления.

6.1. Плоские шайбы
При правильном выборе плоские шайбы (рисунок 6) могут способствовать снижению поверхностного давления на мягкие материалы и минимизировать потерю прочности сжимающего усилия за счет просадки. Опорная поверхность шайбы обычно больше, чем опорная поверхность болта или гайки.
Рисунок 6 — Круглая плоская шайба
Больший диаметр контактной поверхности дает большее усилие сопротивления трению. Поэтому, именно головка болта всегда вращается относительно шайбы при затягивании болтового соединения. Следовательно, она будет защищать менее прочный материал и тем самым снижать риск ослабления соединения при воздействии внешних сил.
В зависимости от применяемого класса прочности болта выбирают класс прочности шайбы. Выбор неправильной твердости шайбы может приводить к повышенному риску ослабления соединения, а также, если материал является слишком мягким чтобы поддерживать головку болта без просадки .
6.2. Пружинные (гроверные) шайбы
Обычно считается, что пружинные гроверные шайбы (рисунок 7) снижают риск ротационного ослабления болтового или винтового соединения. Главная цель этой пружинной шайбы — снижать потерю стягивающего усилия, которое происходит вследствие просадки болтового соединения. Поэтому, если правильно применять эту шайбу, то будет снижаться риск отвинчивания под воздействием динамических нагрузок.
Рисунок 7 — Пружинные (гроверные) шайбы
Однако часто эти шайбы имеют чрезмерную прочность и поэтому приводят к более высокому риску ослабления соединения из-за просадки и/или динамических нагрузок . Пружинные шайбы должны иметь прочность, которая достаточна, чтобы выдержать стягивающее усилие болтов класса прочности 5.8, когда они затянуты на полную прочность. При работе с такими болтами пружинные шайбы снижают потерю стягивающей нагрузки и тем самым снижают риск ослабления болтового соединения под воздействием динамических сил. Кроме того, кромки пружинной шайбы создают механическое зацепление за относительно мягкую поверхность, что дает дополнительный стопорящий эффект.
Эффективность пружинных шайб становится очень низкой, когда их применяют с термически упрочненным крепежом класса 8.8 и выше. Пружинное усилие шайбы является в этом случае слишком малым, а кромки шайбы не способны врезаться в твердую поверхность болта или гайки. Если пружинные шайбы применяются с высокопрочным крепежом, то они фактически создают повышенный риск для надежности соединения, так под воздействием высоких нагрузок могут разъехаться и сломаться.
6.3. Гроверные шайбы при поперечной вибрации
На рисунке 8 представлены результаты вибрационных испытаний на машине Юнкера болтовых соединений М10 с гроверной шайбой и без нее. Амплитуда вибрации составляла +/- 0,5 мм .
Результаты испытаний показали, что установка пружинной шайбы под головку болта может приводить к его самоотвинчиванию быстрее, чем для болта без такой шайбы . Аналогичное мнение об эффективности пружинных шайб по стопорению болтов и гаек высказано в известном руководстве по проектированию крепежа NASA .
|
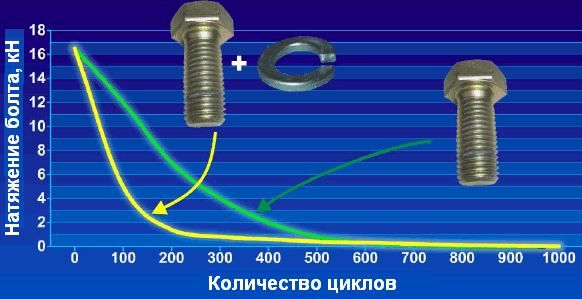
Рисунок 8 — Испытания болтов на машине Юнкера: «болт с гроверной шайбой» и «болт без шайбы»
6.4. Другие стопорные шайбы
- Тарельчатые (рисунок 9)
- Зубчатые (рисунок 10)
|
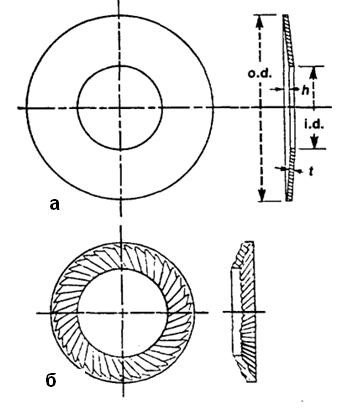
Рисунок 9 — Тарельчатые шайбы: а — гладкие, б — рифленые
|
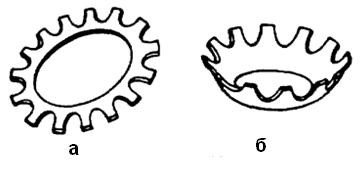
Рисунок 10 — Зубчатые шайбы
Стопорные свойства шайб
Шайбы относятся к крепежным изделиям, так как они участвуют в обеспечении прочности и надежности соединений. Неправильное применение шайб может приводить к снижению прочности соединения или увеличению риска его ослабления.
6.1. Плоские шайбы
При правильном выборе плоские шайбы (рисунок 6) могут способствовать снижению поверхностного давления на мягкие материалы и минимизировать потерю прочности сжимающего усилия за счет просадки. Опорная поверхность шайбы обычно больше, чем опорная поверхность болта или гайки.
Рисунок 6 — Круглая плоская шайба
Больший диаметр контактной поверхности дает большее усилие сопротивления трению. Поэтому, именно головка болта всегда вращается относительно шайбы при затягивании болтового соединения. Следовательно, она будет защищать менее прочный материал и тем самым снижать риск ослабления соединения при воздействии внешних сил.
В зависимости от применяемого класса прочности болта выбирают класс прочности шайбы. Выбор неправильной твердости шайбы может приводить к повышенному риску ослабления соединения, а также, если материал является слишком мягким чтобы поддерживать головку болта без просадки .
6.2. Пружинные (гроверные) шайбы
Обычно считается, что пружинные гроверные шайбы (рисунок 7) снижают риск ротационного ослабления болтового или винтового соединения. Главная цель этой пружинной шайбы — снижать потерю стягивающего усилия, которое происходит вследствие просадки болтового соединения. Поэтому, если правильно применять эту шайбу, то будет снижаться риск отвинчивания под воздействием динамических нагрузок.
Рисунок 7 — Пружинные (гроверные) шайбы
Однако часто эти шайбы имеют чрезмерную прочность и поэтому приводят к более высокому риску ослабления соединения из-за просадки и/или динамических нагрузок . Пружинные шайбы должны иметь прочность, которая достаточна, чтобы выдержать стягивающее усилие болтов класса прочности 5.8, когда они затянуты на полную прочность. При работе с такими болтами пружинные шайбы снижают потерю стягивающей нагрузки и тем самым снижают риск ослабления болтового соединения под воздействием динамических сил. Кроме того, кромки пружинной шайбы создают механическое зацепление за относительно мягкую поверхность, что дает дополнительный стопорящий эффект.
Эффективность пружинных шайб становится очень низкой, когда их применяют с термически упрочненным крепежом класса 8.8 и выше. Пружинное усилие шайбы является в этом случае слишком малым, а кромки шайбы не способны врезаться в твердую поверхность болта или гайки. Если пружинные шайбы применяются с высокопрочным крепежом, то они фактически создают повышенный риск для надежности соединения, так под воздействием высоких нагрузок могут разъехаться и сломаться.
6.3. Гроверные шайбы при поперечной вибрации
На рисунке 8 представлены результаты вибрационных испытаний на машине Юнкера болтовых соединений М10 с гроверной шайбой и без нее. Амплитуда вибрации составляла +/- 0,5 мм .
Результаты испытаний показали, что установка пружинной шайбы под головку болта может приводить к его самоотвинчиванию быстрее, чем для болта без такой шайбы . Аналогичное мнение об эффективности пружинных шайб по стопорению болтов и гаек высказано в известном руководстве по проектированию крепежа NASA .
|
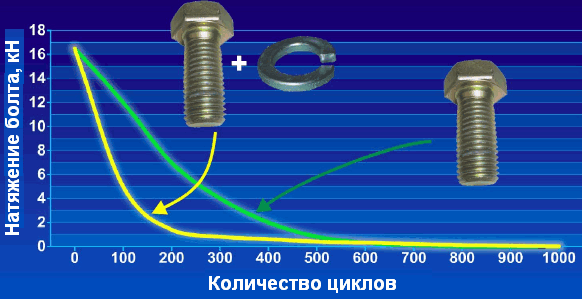
Рисунок 8 — Испытания болтов на машине Юнкера: «болт с гроверной шайбой» и «болт без шайбы»
6.4. Другие стопорные шайбы
- Тарельчатые (рисунок 9)
- Зубчатые (рисунок 10)
|
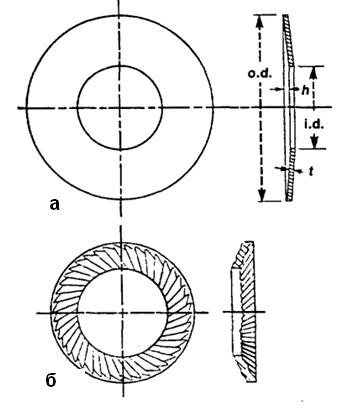
Рисунок 9 — Тарельчатые шайбы: а — гладкие, б — рифленые
|
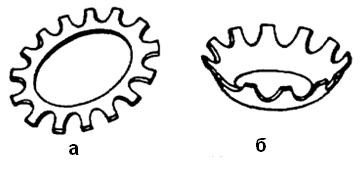
Рисунок 10 — Зубчатые шайбы
Теория ослабления болтового соединения
В настоящее время признанной теорией самопроизвольного ослабления резьбового крепежа считается теория Юнкера (1969). Она была разработана по результатам испытаний болтов на испытательной машине Юнкера (рисунок 3).


|
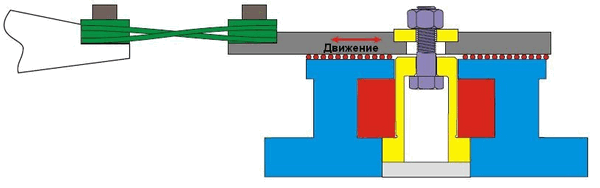
Рисунок 3 — Испытательная машина Юнкера
Основные положения теории Юнкера:
- Хорошо затянутое болтовое соединение ослабевает в результате отвинчивания гайки, если возникает относительное движение между резьбами болта и гайки и между смежными поверхностями гайки и прижатого материала.
- Поперечные динамические нагрузки создают намного более серьезные условия для самоотвинчивания, чем динамические осевые нагрузки.
- Радиальные перемещения под действием осевых нагрузок значительно меньше, чем те, которые возникают от поперечных нагрузок (рисунок 4).
- Наиболее частой причиной ослабления болтовых соединений является не вибрация, как часто считается, а движения в соединении, в частности, поперечные проскальзывание резьбы болтов и опорных поверхностей.
- Если к болту приложена достаточная осевая нагрузка, чтобы предотвратить поперечные перемещения в соединении, то не требуются никакие фиксирующие устройства, так как трение будет держать части соединения вместе.
|
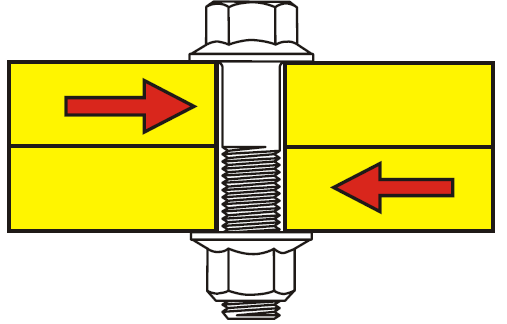
Рисунок 4 — Поперечное перемещение в болтовом соединении
В случаях, когда проскальзываний в соединении нельзя избежать, например, в соединениях для компенсации температурных расширений, то необходимо применять специальные меры и устройства для фиксации резьбового соединения, например, в случае болтового соединения, стопорение гаек.
Слесарь механосборочных работ
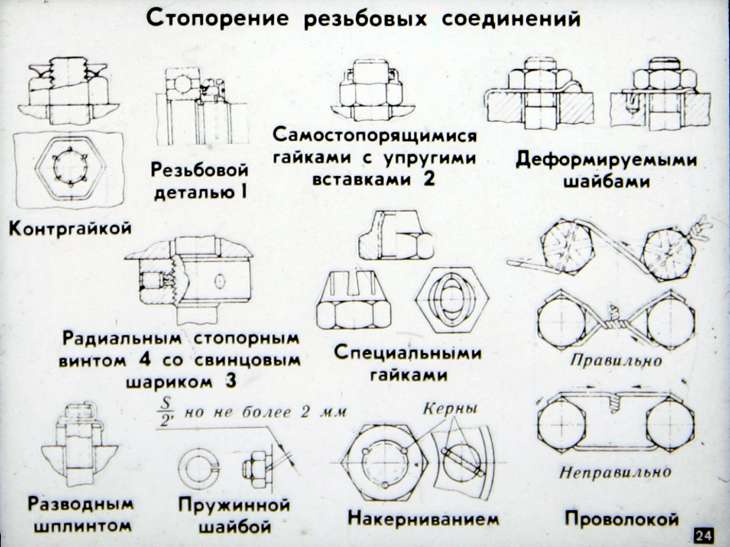
§ 2. Стопорение резьбовых соединений
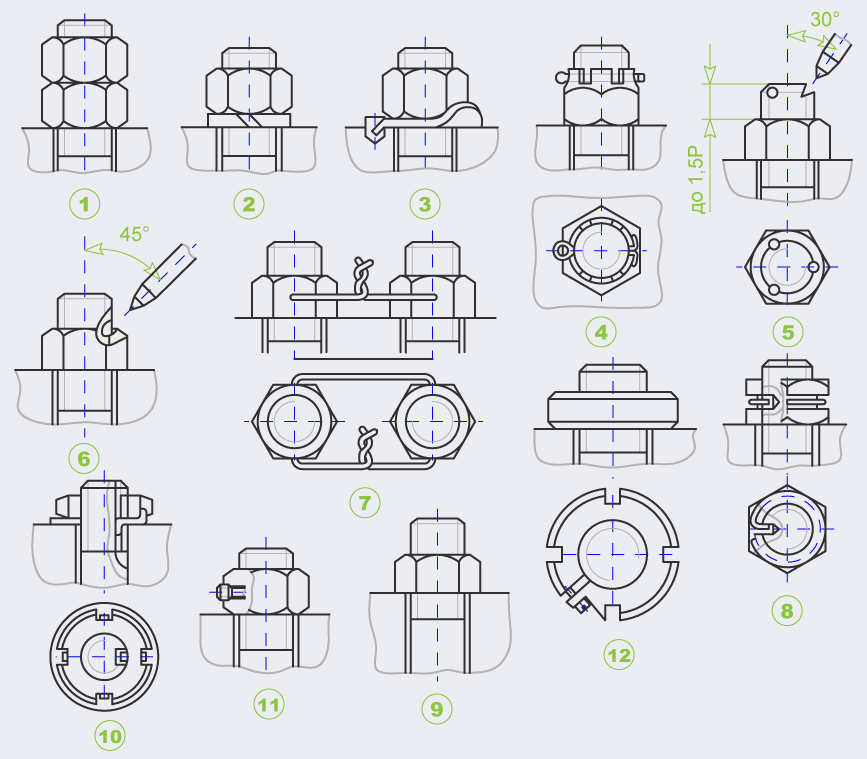
Резьбовые соединения не должны нарушаться (самоотвинчиваться) при движениях, толчках и ударах, которым подвергаются детали машин во время работы. Поэтому резьбовые соединения, как бы они ни были крепко затянуты, должны быть еще и надежно застопорены.
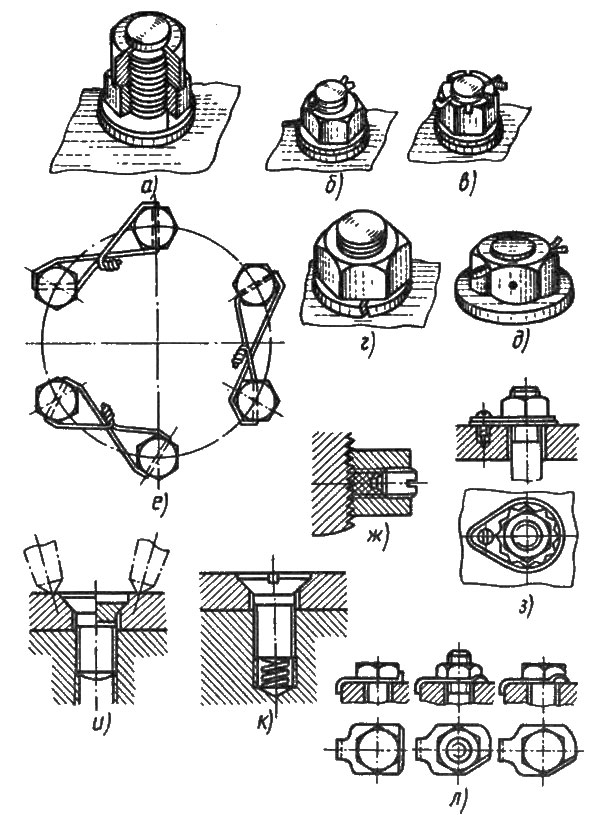
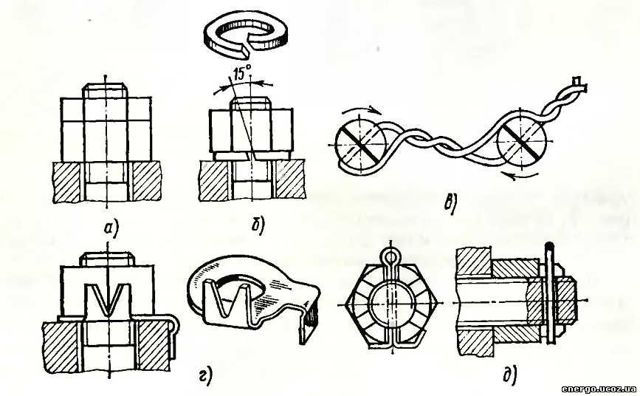
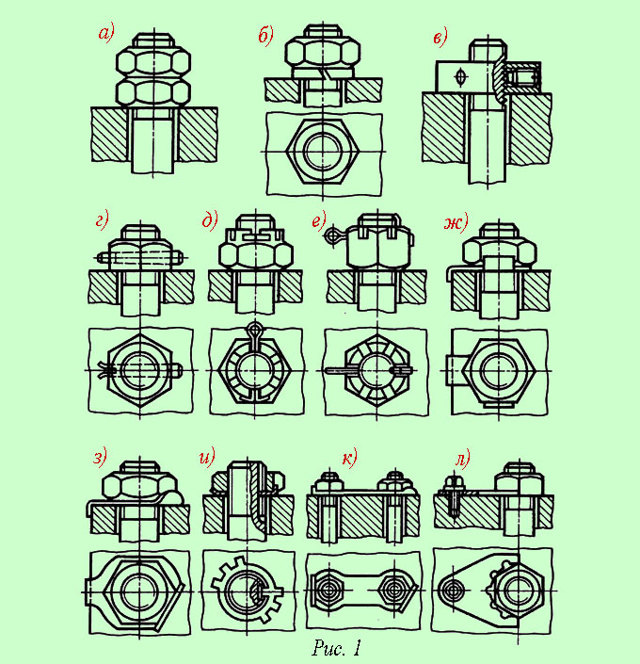
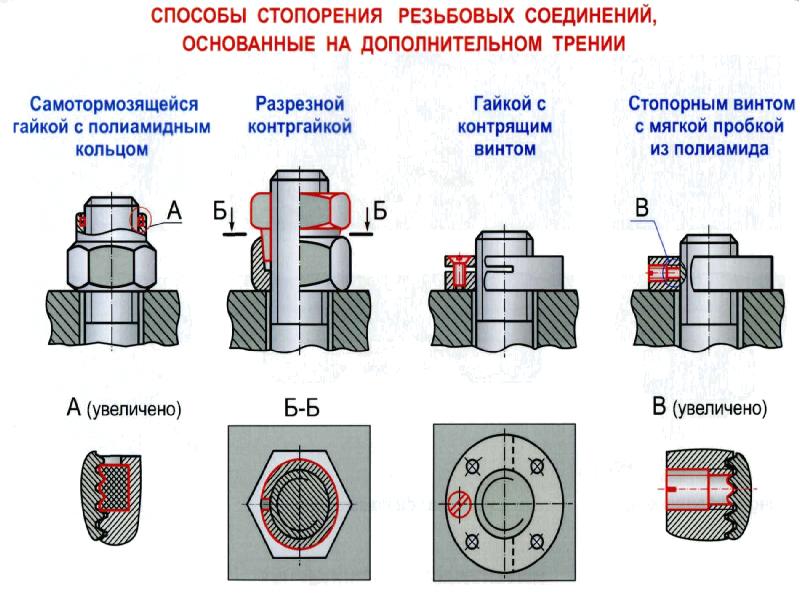
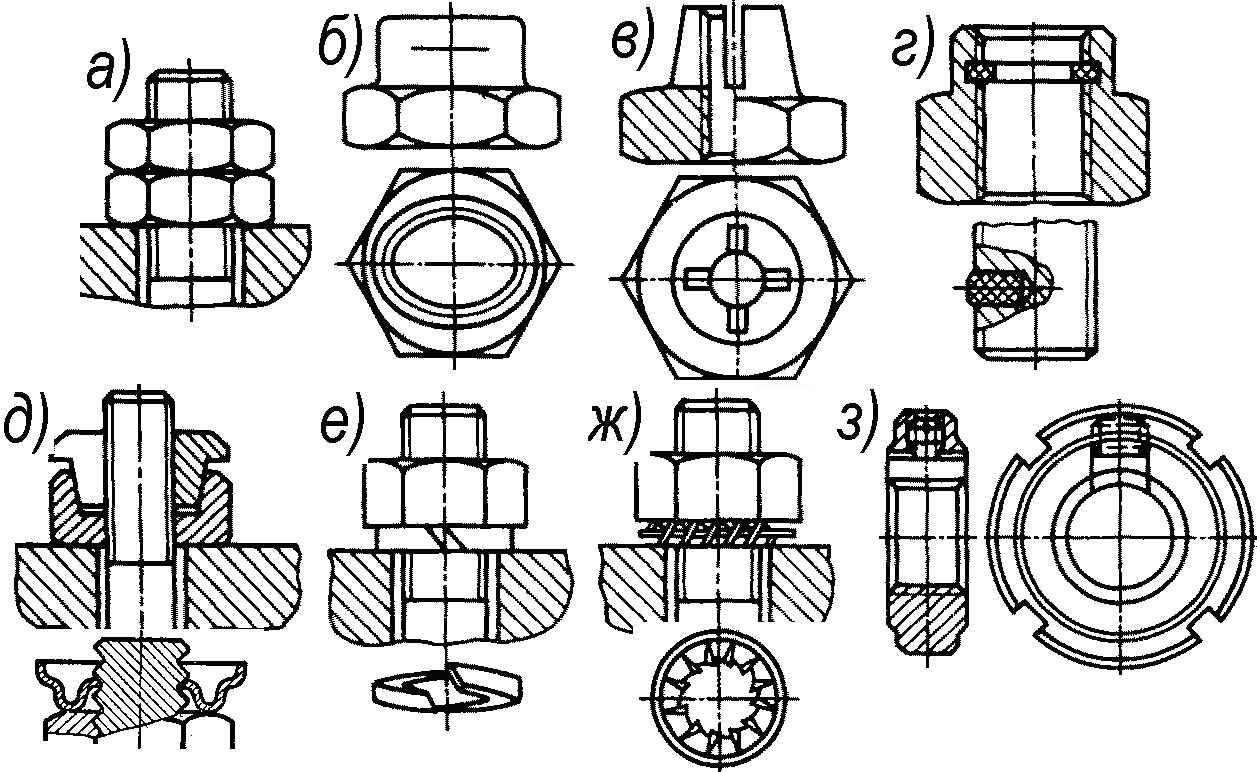
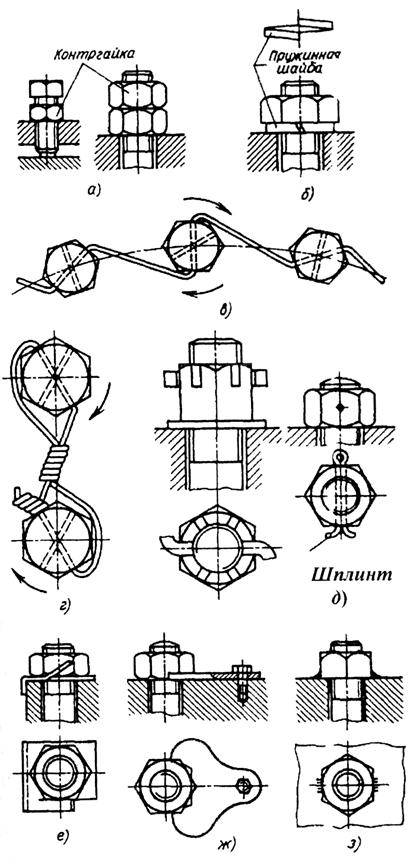
Стопорение контргайкой (рис. 16,а) препятствует самоотвинчиванию силой трения, которая возникает в резьбе и на торцовых поверхностях двух гаек. Этот способ стопорения утяжеляет соединения и недостаточно надежен при значительных вибрациях.
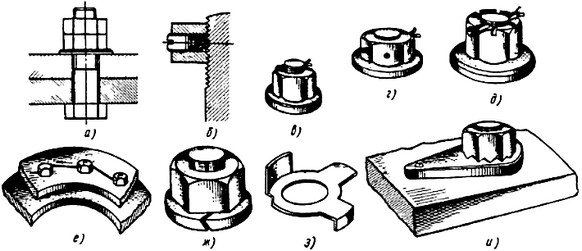
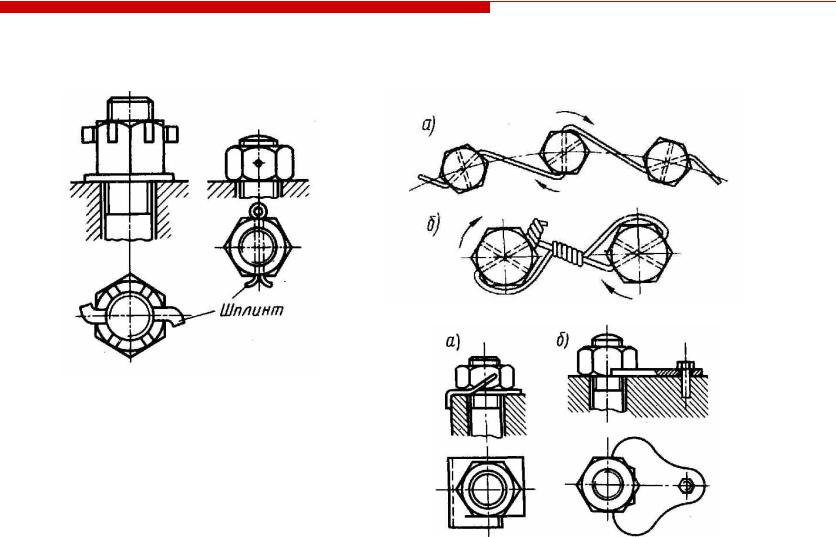
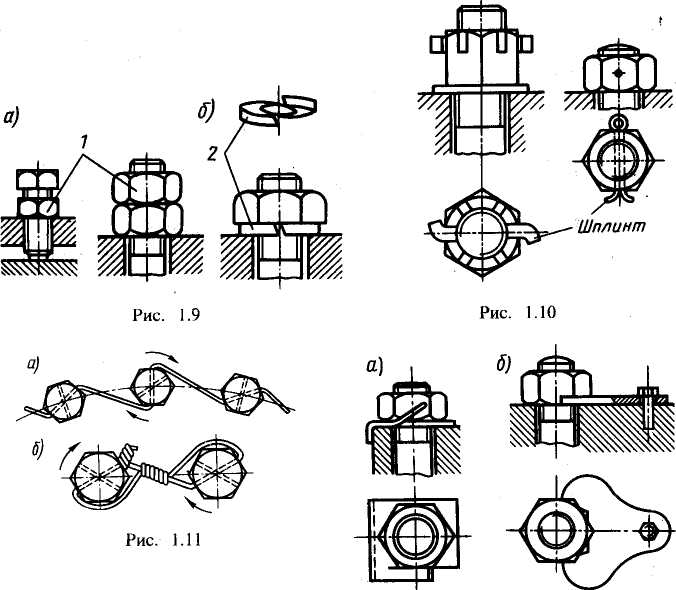
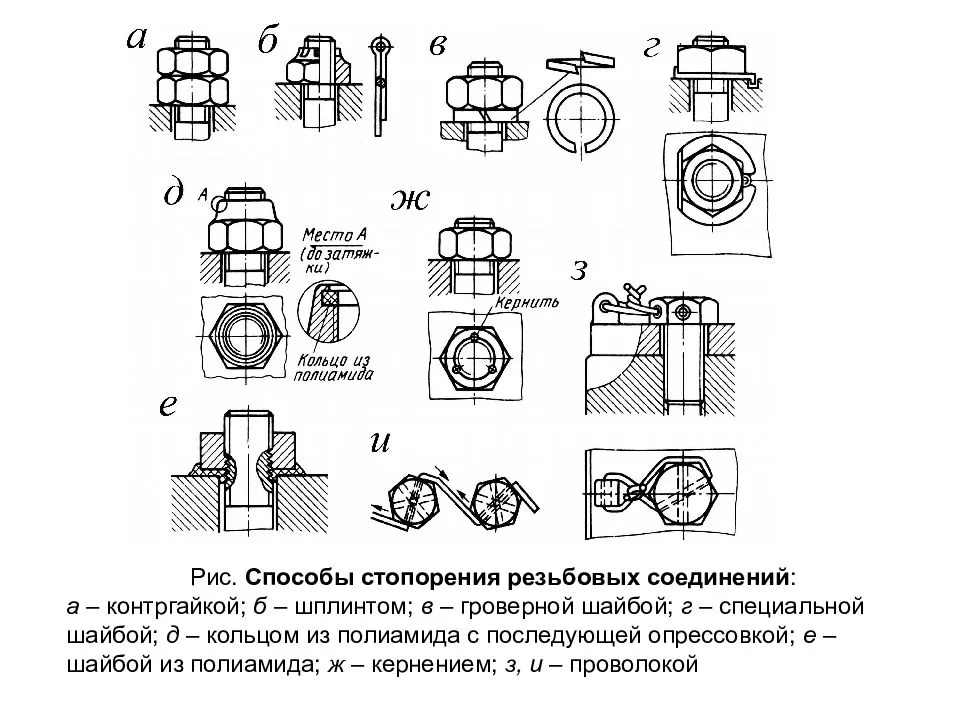
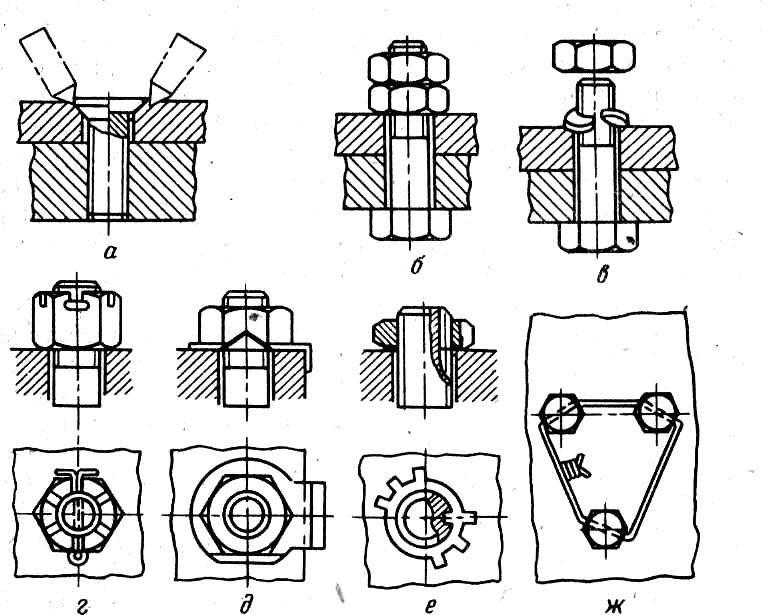
Рис. 16. Стопорение гаек: а — контргайкой, б — винтом, ввинченным в гайку, в — разводным шплинтом, вставленным в отверстие болта, г — разводным шплинтом, вставленным в сквозное отверстие в гранях гайки, д — шплинтом в пазу корончатой гайки, е — проволокой, ж — пружинной шайбой, з — деформируемой шайбой, и — фигурной плоской пружиной
Стопорение винтом, ввинченным в гайку,— способ, позволяющий стопорить гайку в любом положении. Недостаток этого способа состоит в том, что резьба болта сминается стопорным винтом. Чтобы избежать этого, под конец стопорного винта ставят сухарь из красной меди (рис. 16,б).
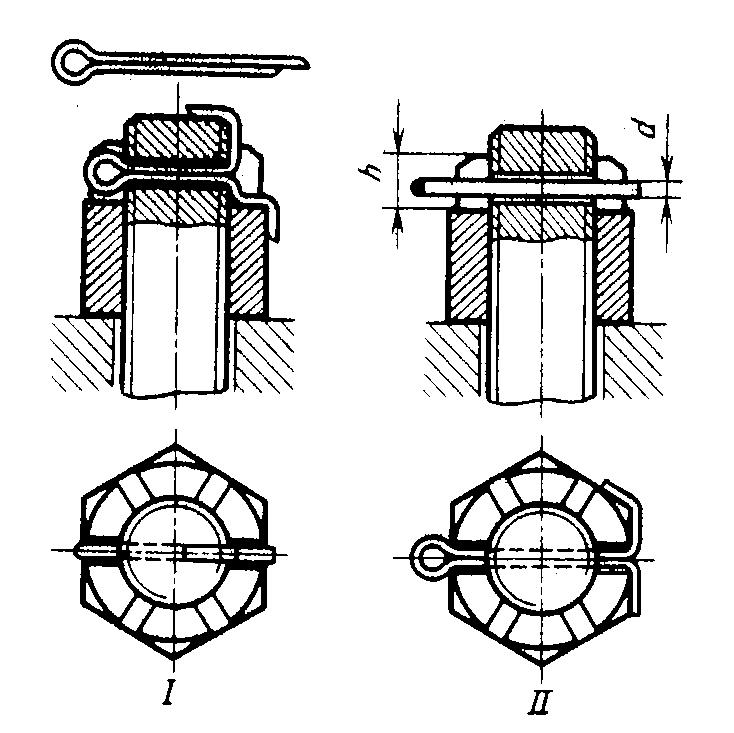
Стопорение разводным шплинтом — один из распространенных и наиболее надежных способов. Разводные шплинты изготовляют с кольцевой головкой из стальной проволоки полукруглого сечения. Концы шплинтов разводятся.
Стопорение разводными шплинтами выполняют тремя способами :
- первый — шплинт вставляют в отверстие болта (рис. 16, в). В этом случае он не стопорит гайку, а препятствует ее само-отвинчиванию дальше определенного предела;
- второй — после затяжки гайки через одно имеющееся в ней отверстие просверливают болт и вставляют шплинт (рис. 16, г);
- третий — отверстие в болте под шплинт просверливают до или после монтажа, затем в это отверстие и в пазы корончатой гайки вставляют шплинт (рис. 16, д).
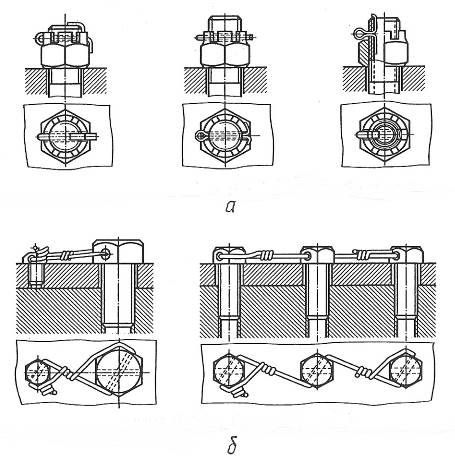
Стопорение проволокой применяют для парных болтов и целых групп (рис. 16, е). При таком стопорении необходимо следить за тем, чтобы натяжение проволоки способствовало затяжке винтов.
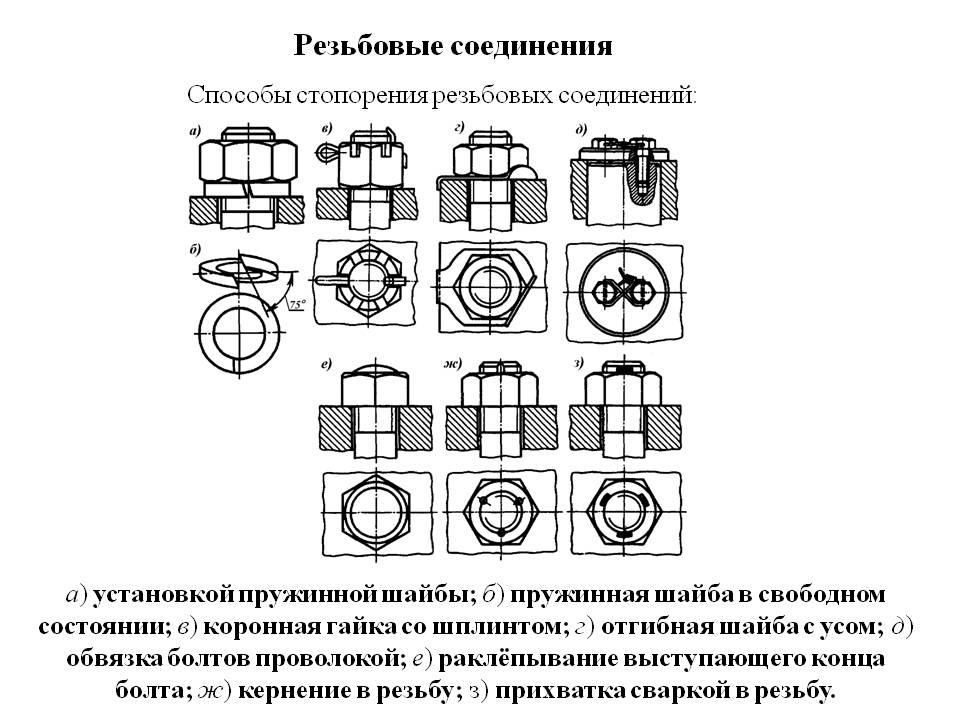
Стопорение пружинной шайбой основано на том, что обеспечивает напряженное состояние резьбового соединения (рис. 16, ж).
Стопорение деформируемыми шайбами (рис. 16, з). Деформируемая шайба простейшей формы имеет два выступа. Один из них, прилегая к краю кромки базы, препятствует проворачиванию шайбы, второй отогнутый по грани гайки — фиксирует ее по отношению к базе. Аналогичную конструкцию можно применить для винта с граненой головкой.
Стопорение фигурной плоской стопорной пластинкой (рис. 16,и) позволяет стопорить гайку в 12 различных положениях. Оно удобно в тех случаях, когда болт стоит далеко от края детали.
Винты диаметром до 8 мм можно стопорить постановкой их на краску.
Как выбрать лучший фиксатор резьбы
Кроме цвета есть ряд критериев, на которые обязательно нужно обращать внимание при выборе того или иного резьбового фиксатора. Далее они приведены по порядку
Фиксируемый момент сопротивления
Значение момента, указываемое как «неразъемный». К сожалению, большинство производителей не указывают этого конкретного значения. Другие же указывают момент сопротивления с конкретными значениями. Однако проблема здесь состоит в том, что производитель не говорит, для резьбового соединения какого размера это сопротивление рассчитано.
Очевидно, что для откручивания маленького болтика нужен меньший крутящий момент, чем при отворачивании болта с большим диаметром. Среди автолюбителей существует мнение, что «кашу маслом не испортишь», то есть, чем более крепкий фиксатор использовать — тем лучше. Однако это не так! Если использовать очень сильный фиксатор для маленького болта с мелкой резьбой, то его можно закрутить навсегда, что в большинстве случаев нежелательно. В то же время аналогичный состав будет тем менее эффективен, чем для большей резьбы (как диаметра, так и длины) он используется.
Интересно, что разные производители указывают значение вязкости своего средства в разных единицах измерения. В частности, одни указывают эту величину в сантиПуазах, — единица динамической вязкости в системе единиц СГС (обычно так поступают заокеанские производители). Другие же фирмы указывают аналогичное значение в миллиПаскаль-секундах — единицей динамической вязкости масла в международной системе СИ. Необходимо помнить, что 1 сПз равен 1 мПа·с.
Агрегатное состояние
Как указывалось выше, фиксаторы резьбы обычно реализуются в виде жидкости и пасты. Жидкие средства удобно заливать в закрытые резьбовые соединения. Также жидкие фиксаторы более полно распространяются по обрабатываемым поверхностям. Однако из недостатков таких средств можно отметить их повсеместное растекание, что не всегда удобно. Пасты же не растекаются, однако их бывает не всегда удобно наносить на поверхность. В зависимости от упаковки делать это можно непосредственно из горлышка тюбика либо же с использованием дополнительных инструментов (отвертки, пальца).
Однако агрегатное состояние средства нужно выбирать и в соответствии с размером резьбы. В частности, чем меньше резьба — тем более текучим должен быть фиксатор. Это обусловлено тем, что в противном случае он стечет к краю резьбы, а также будет выдавлен из межрезьбовых зазоров. Например, для резьб с размером от М1 до М6 используют так называемый «молекулярный» состав (значение вязкости составляет около 10…20 мПас). И чем больше становится резьба — тем более пастообразным должен быть фиксатор. Аналогично и вязкость должна повышаться.
Устойчивость к технологическим жидкостям
В частности, речь идет о различных смазывающих жидкостях, а также топливе (бензине, солярке). Большинство фиксаторов резьбы полностью нейтральны к указанным средствам, и могут быть использованы для фиксации резьбовых соединений деталей, работающих в масляных ваннах либо в условиях топливных испарений. Однако этот момент нужно уточнять дополнительно, в документации, чтобы не столкнуться с неприятным сюрпризом в будущем.

Время полимеризации
Одним из недостатков фиксаторов резьбы является то, что они проявляют свои свойства не сразу, а по прошествии некоторого количества времени. Соответственно, скрепленный механизм нежелательно использовать при полной нагрузке. Время полимеризации зависит от типа конкретного средства. Если ремонт не срочный, то данный параметр некритичен
В противном случае имеет смысл обратить внимание на указанный фактор
Государственные нормы
Система выбора нужного способа устанавливается принятыми гос., отраслевыми стандартами и изложена в Единой Системе Конструкторской документации (ЕСКД). Она включает:
- ЕСКД Изображение резьбы (ГОСТ 2.311-68);
- отраслевой стандарт (ОСТ) 39502-77 (определяет способы, параметры и возможности разных видов крепления);
- все крепёжные изделия оговорены в ГОСТ 27017-86.
Для любого вида фиксации крепёжного соединения в виде резьбы предусматривается собственный стандарт. К примеру, выбор пружинной шайбы изготавливается на основании ГОСТ 6402-70.
Стало быть, все крепёжные соединения в виде резьбы ГОСТ ЕСКД стопорятся на основании руководящих документов. Одна конструкция конструкторской документации дает возможность определить имеющиеся варианты устранения разъединений и подобрать нужные детали с целью решения данных задач.
Если вы нашли погрешность, пожалуйста, выдилите фрагмент текста и нажмите Ctrl+Enter.





