

Технические характеристики
Нужно понимать, что для разных целей по обработке деталей, можно приобрести и разные шлифовальные станки
Но, так или иначе, при выборе следует обращать внимание на некоторые общие технические характеристики
- Мощность привода.
- Расстояние от шпинделя до рабочего стола, которое влияет на толщину шлифовки обрабатываемой детали.
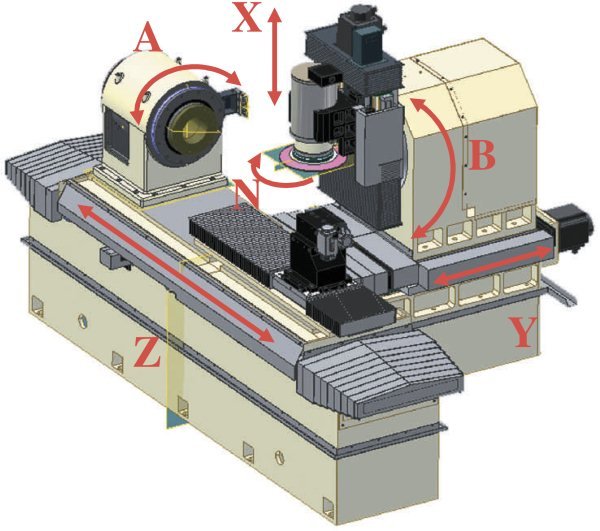
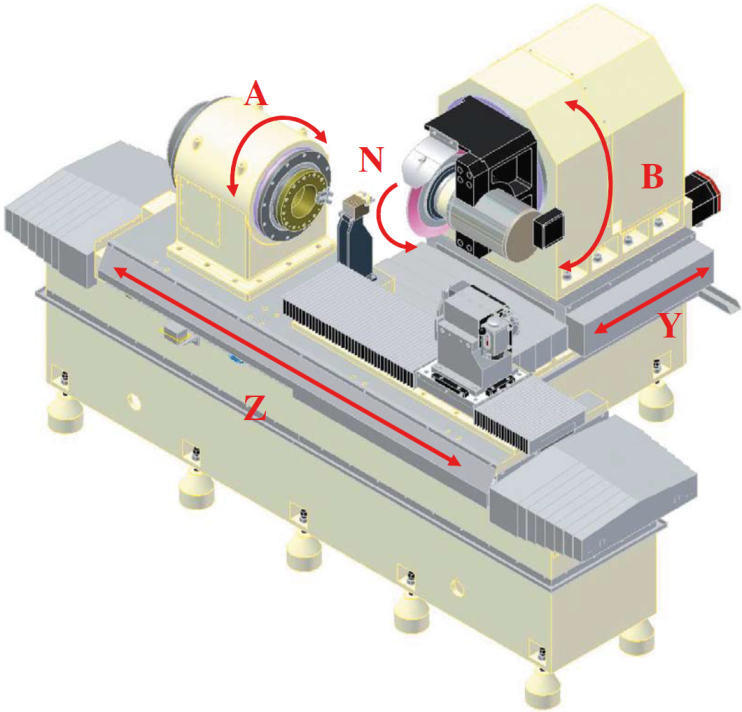
- Ход рабочего стола по осям Y и X, который обеспечивает ширину и длину шлифовки.
Ещё очень важной характеристикой является точность обработки, а также максимальная и минимальная поперечная подача и, разумеется, размер рабочего стола
На эти характеристики нужно обращать особое внимание при покупке этого вида аппарата
Применение
Задача шлифовального станка состоит в том, чтобы придать изделию привлекательный вид, удалив шероховатости с его поверхности. В зависимости от типа устройства и зернистости используемого абразива шероховатость на выходе может составлять от нескольких микрон до сотых его долей.
Данные инструменты позволяют одновременно решить несколько задач. Шлифовальный станок выполнит:
- заточку различных инструментов;
- выравнивание наружных и внутренних поверхностей деталей из дерева или металла, в том числе со сложной геометрией;
- обработку резьбовых изделий и всевозможных зубчатых колес;
- проточку ленточных, спиральных или шпоночных канавок в изделиях из тугоплавких сплавов.
Шлифовальный станок незаменим при обработке деталей из хрупких материалов, там, где другие способы воздействия могут стать причиной поломки заготовки. Он позволяет в широких пределах регулировать скоростные характеристики обработки, постепенно сглаживая все шероховатости.
Шифр станков токарной группы
При обозначении шифра станков токарной группы, первая цифра 1 указывает группу станков. Вторая цифра указывает тип токарного станка. Последующие цифры, как правило, показывают технологический параметр станка, а именно: максимальный диаметр обрабатываемой детали, высоту центров и др. Буква после первой или второй шифры может символизировать поколение станка, завод-изготовитель или модификацию. Буква, поставленная в конце цифрового шифра, может указывать на усовершенствование базовой модели или на класс точности станка.
Приведем несколько примеров обозначения моделей токарных станков.
1К62 — цифра 1 — группа токарных станков; 6 — токарно-виноторезный; 2 — высота центров, дм; буква К — поколение.
1A616 — цифра — группа токарных станков; 6 — токарно-винторезный станок; 16 — высота центров, см; А — поколение.
1Б811— цифра 1 — группа токарных станков; 8 — токарно-затыловочный; 1 — технологический параметр, определяющий размеры обрабатываемых заготовок; Б — поколение.
16К20П — цифра 1 — группа токарных станков; 6 — токарно-винторезный; 20 — высота центров, см; К — поколение; П — класс точности — повышенный.
Следует отметить, что в шестой тип станков входят токарно-винторезные, в восьмой— токарно-затыловочные станки. В станкостроении больщинство изготовляемых металлорежущих станков, в том числе и токарных, выпускается по государственным стандартам; в которых главные параметры отвечают нормальным или размерным рядам. Под размерным или нормальным рядом понимают группу однотипных станков, состоящих в основном из унифицированных узлов и деталей, каждый из которых предназначен для обработки деталей определенных размеров,
Размерные ряды (типоразмеры) универсальных токарно-винторезных станков и двухстоечных токарно-карусельных станков приведены в табл. 1.
Таблица 1.
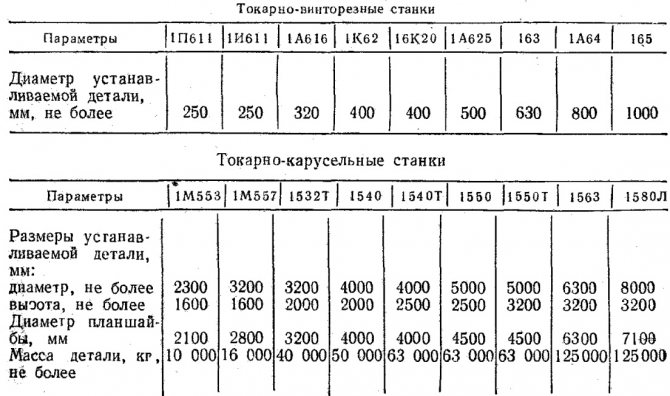
Из таблицы видно, что основным параметром, определяющим типоразмеры станков, приняты размеры устанавливаемой детали. При этом каждый последующий типоразмер станка дает возможность обрабатывать деталь, имеющую диаметр в 1,26 раза больше, чем у предыдущей детали. Таким образом, у универсальных токарно-винторезных и карусельных станков установлен знаменатель размерного ряда — 1,26. Другими словами, ряд чисел 250; 320; 400; 500; 630; 800; 1000 (2300; 3200; 4000; 5000; 6300; 8000) образуют геометрическую прогрессию со знаменателем 1,26.
Наибольшая высота устанавливаемой детали у карусельных станков изменяется также по закону геометрической прогрессии со знаменателем равным — 1,26: 2000, 2500, 3200. Наличие двух закономерно изменяющихся основных параметров: наибольшего диаметра устанавливаемой детали и ее высот дает возможность также закономерно изменять и другие технические характеристики станка: мощность главного привода, масса устанавливаемой детали и др..
По степени специализации все станки подразделяют на универсальные, специализированные и специальные.
Универсальные — это станки, на которых возможно выполнение различных операций на деталях широкой номенклатуры.
Специализированные — это станки, на которых возможно выполнение ограниченного числа операций на деталях одного наименования.
Специальные это станки, предназначенные для выполнения ограниченного числа операций на детали, одного типоразмера.



Как править шлифовальный круг
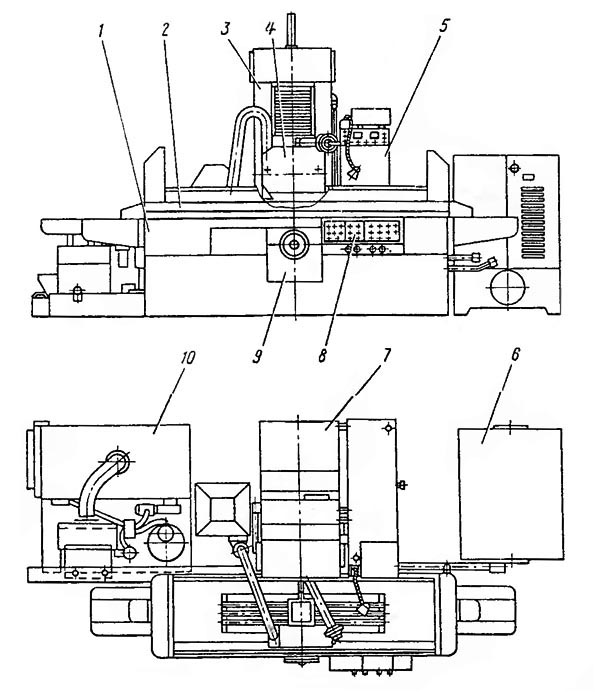
Массовое и крупносерийное производство содержат устройства для правки на шлифовальных бабках станков. Единичное и мелкосерийное производство получают заданный профиль на шлифовальном круге посредством съемного приспособления. Оно ставится на стол станка (рис. 6).
Алмаз для правки 2 крепят в державке 4, которая двигается. Снизу в державке устроен наконечник для выполнения работы. Он усилием пружины 5 прижат к копиру 6. От поворота маховика 1 державка двигается вдоль копира, передавая его профиль на шлифовальный круг 3. Идентичным приспособлением осуществляется правка круга для шлифования с прямым профилем по гладкому копиру.

Рис. 6. Универсальное приспособление для правки кругов на плоскошлифовальных станках: 1 – маховик; 2 – правящий алмаз; 3 – шлифовальный круг; 4 – держава; 5 – пружина; 6 – копир
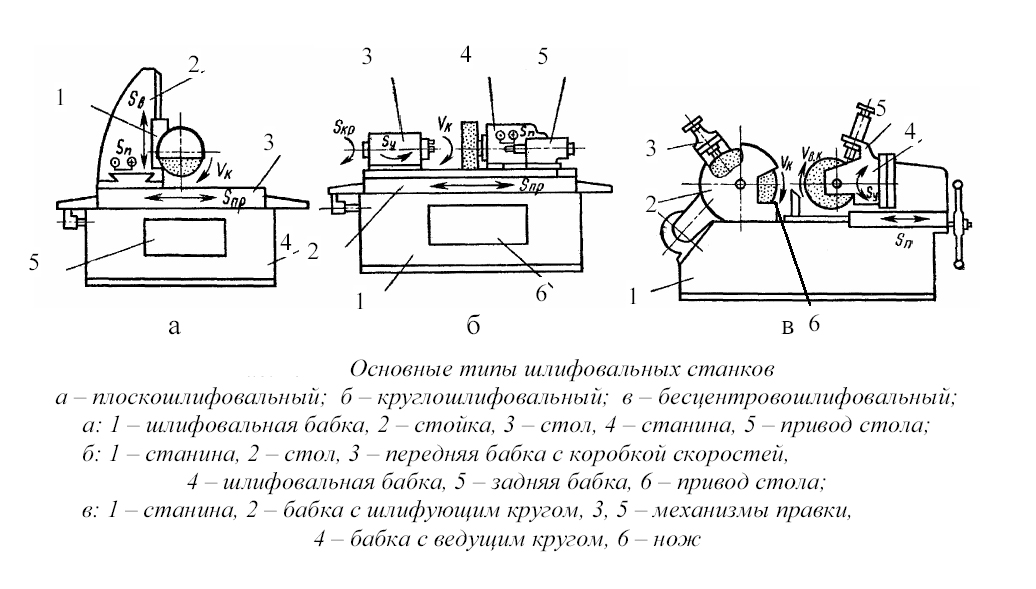
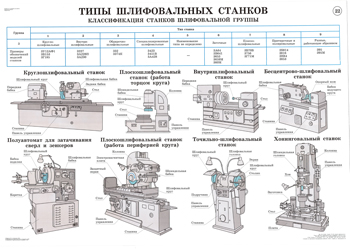
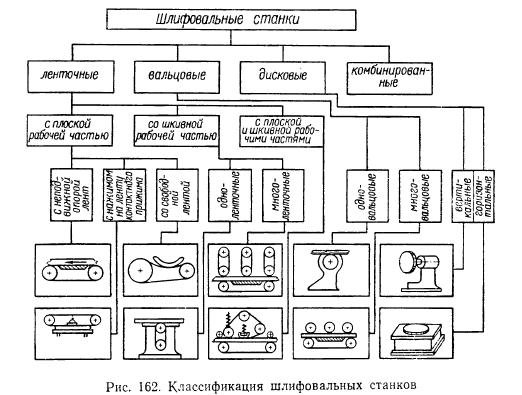
Типы шлифовальных станков
Обычные шлифовальные станки подразделяются в основном на четыре категории, которые вы сможете подобрать в гипермаркете Строймашсервис:
- Поверхностно-шлифовальный станок
- Цилиндрический шлифовальный станок
- Внутришлифовальный станок
- Специальные типы шлифовальных станков
Поверхностно-шлифовальный станок
Он используется для обработки в основном плоских и горизонтальных поверхностей.
Поверхностно-шлифовальные станки классифицируются в соответствии с положением шпинделя и рабочего стола следующим образом:
- Стол рециркуляционный с горизонтальным шпинделем.
- Стол рециркуляционный с вертикальным шпинделем.
- Поворотный стол с горизонтальным шпинделем.
- Поворотный стол с вертикальным шпинделем.
Цилиндрический шлифовальный станок
Он используется только для обработки цилиндрических деталей. Способен обрабатывать только внешние поверхности цилиндрических объектов, но может обрабатывать любые цилиндрические профили, такие как конические, прямые и ступенчатые.
Этот станок также классифицируется в соответствии с частью заготовки и шлифовальным кругом, которая выглядит следующим образом:
- Бесцентровый плоскошлифовальный станок с цилиндрической поверхностью.
- Универсальный плоскошлифовальный станок с цилиндрической поверхностью.
- Плоскошлифовальные станки — плоскошлифовальные круглошлифовальные.
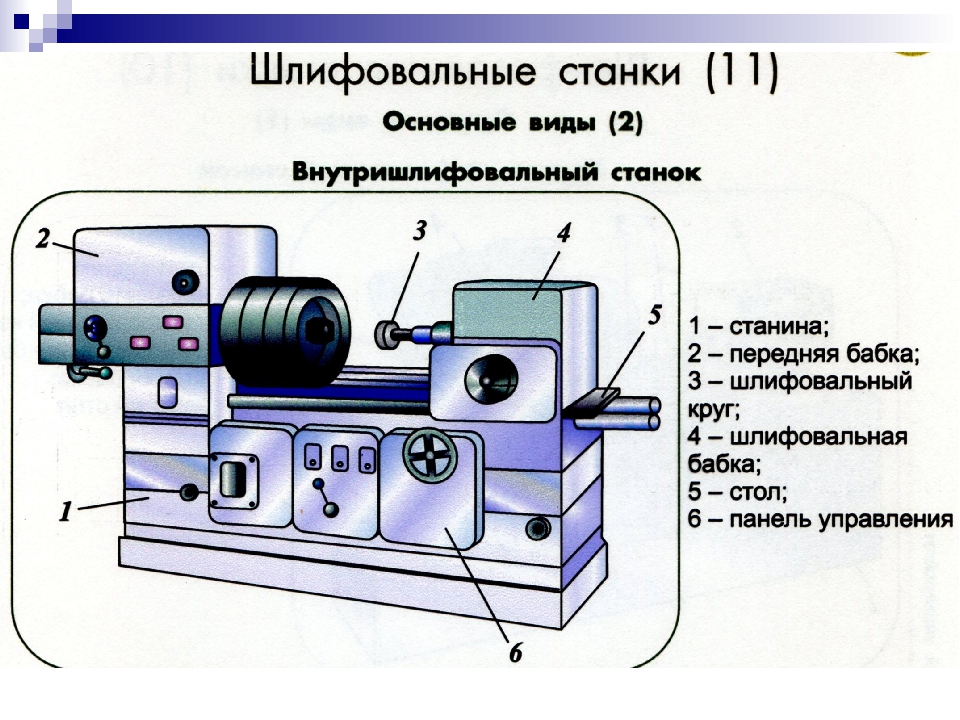
Внутришлифовальный станок
В соответствии с названием этот станок используется для обработки внутренних поверхностей, которые должны иметь цилиндрическую форму и профили.
Тремя основными типами шлифовальных станков являются:
- Внутришлифовальный станок с зажимным патроном.
- Центральный шлифовальный станок за вычетом внутреннего шлифования.
- Планетарный внутренний шлифовальный станок.
Шлифовальный станок для инструментов и фрез
Это специальные типы шлифовальных станков, которые используются для обработки режущего инструмента для фрезерования, токарной обработки и сверления. Шлифование инструмента состоит из двух частей: изготовление нового инструмента и заточка старого.
Простой одноточечный режущий инструмент, используемый при токарной обработке, обрабатывается или затачивается с помощью пьедестала или ручной шлифовальной машины на столе, а многоточечные режущие инструменты, такие как буровые инструменты и развертки, обрабатываются на некоторых сложных шлифовальных машинах, таких как фреза и универсальный станок.
Резьбошлифовальные машины
Это тип специального шлифовального станка со специальным шлифовальным кругом. Этот станок практически аналогичен цилиндрическому шлифовальному станку, но имеет очень точный свинцовый винт для точного шага резьбовой части.
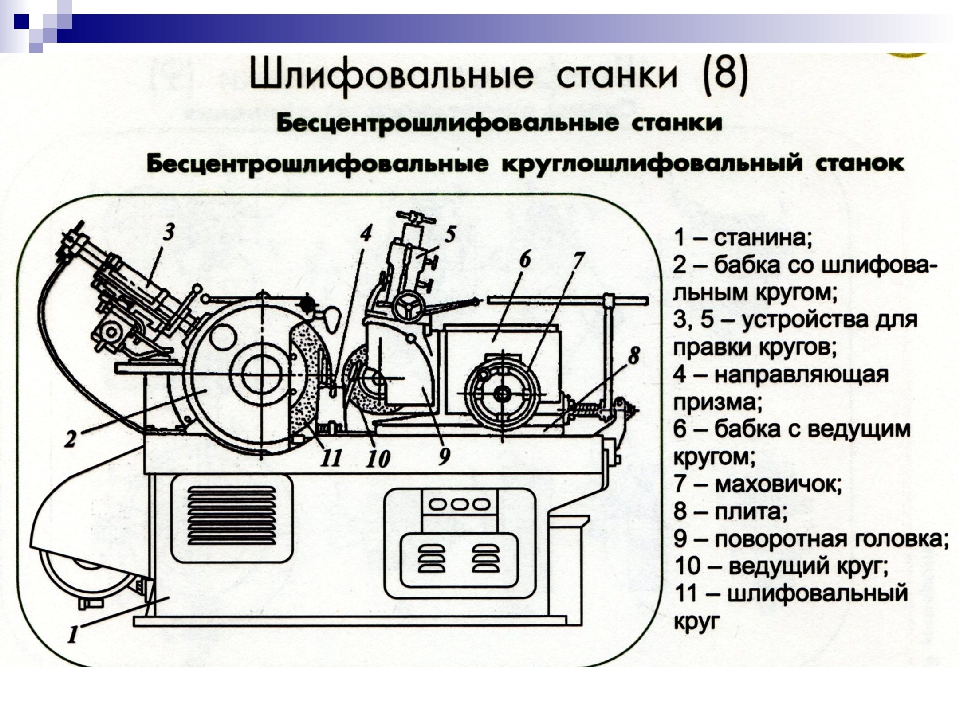
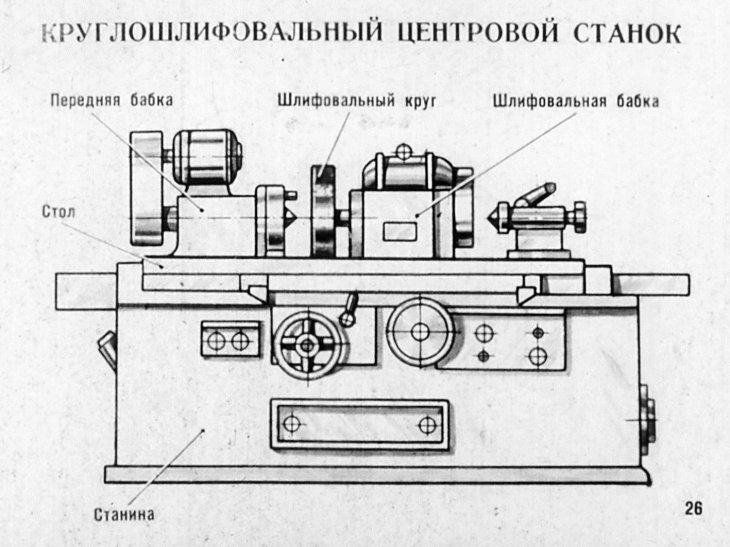
Круглошлифовальные станки
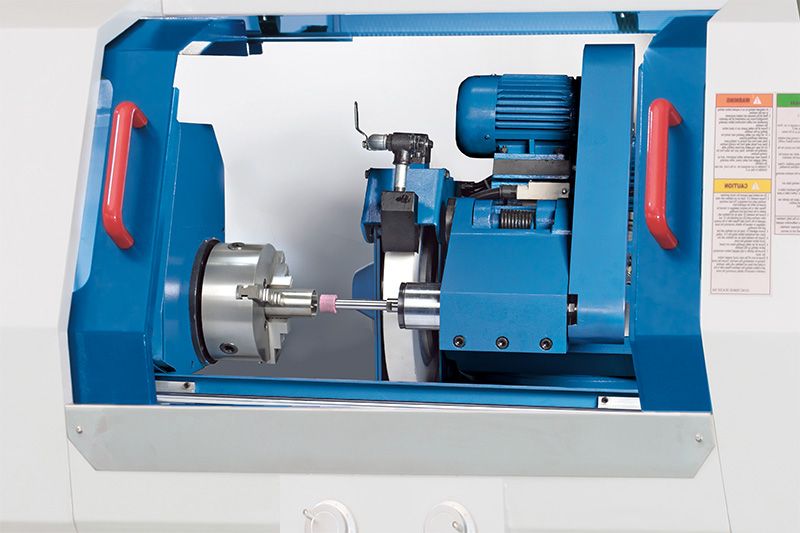
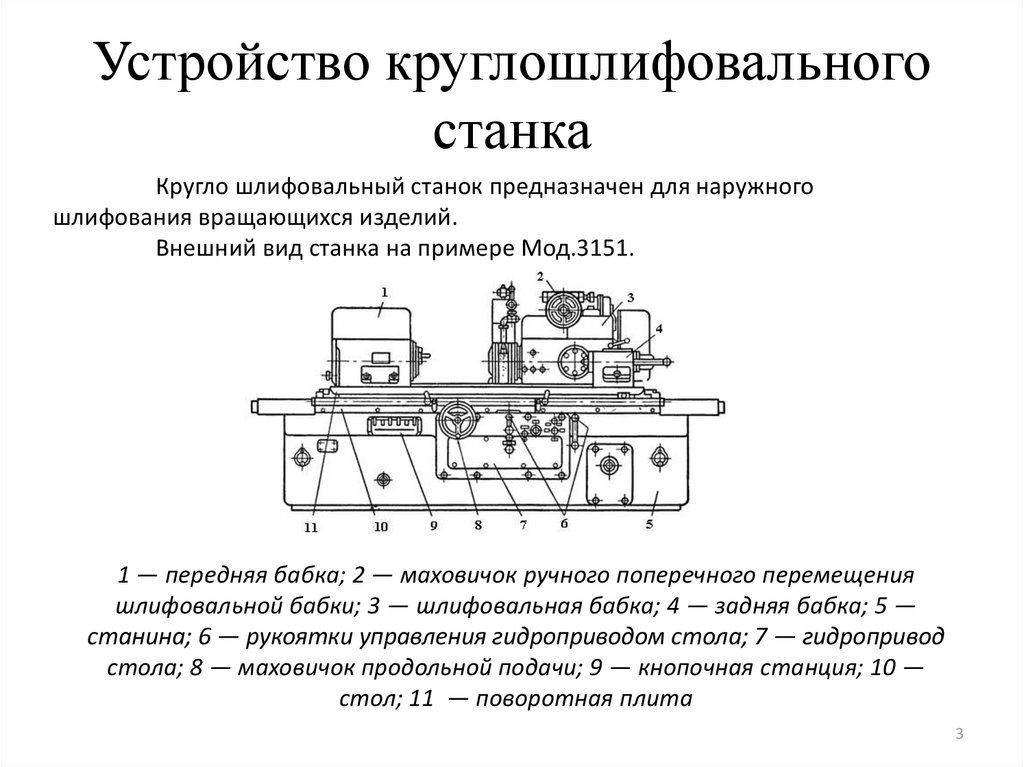
Основное предназначение этого типа станков – окончательная обработка металлических изделий различной формы методом продольной и врезной шлифовки. Характерной особенностью круглошлифовальных агрегатов является высокая точность выполняемой работы.
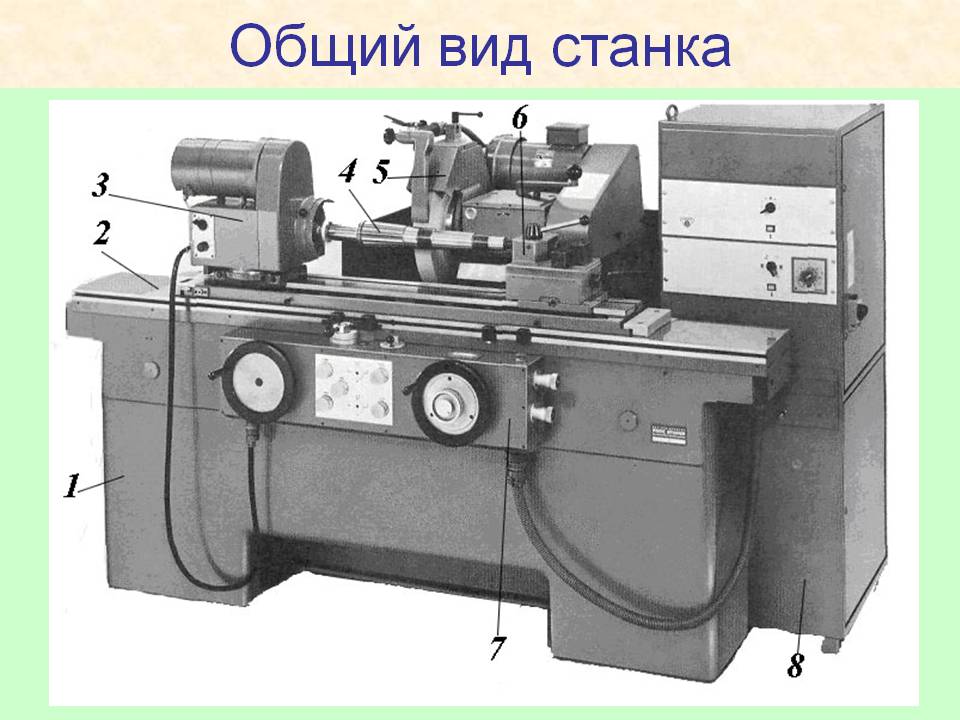
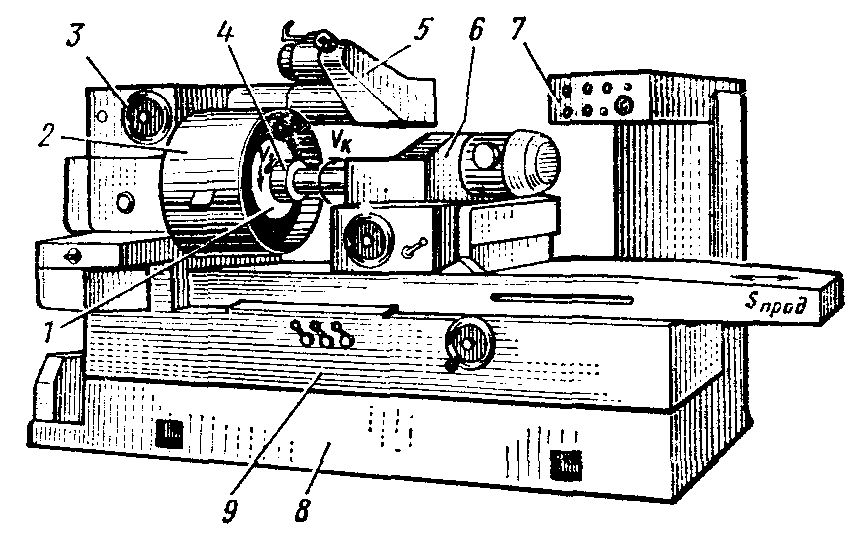
Универсальный круглошлифовальный станок
Устройство такого агрегата любой модели и марки представляет собой основной рабочий стол, расположенный в горизонтальном положении, который служит для фиксации обрабатываемой заготовки в патроне. На вертикальном же расположена шпиндельная бабка, в которую устанавливается абразивный инструмент по металлу. Оператор может обслуживать станок как своими руками, так и с помощью программного управления, в том случае, если агрегат снабжен ЧПУ.
Процесс обработки изделия на круглошлифовальном оборудовании состоит из нескольких этапов:
- фиксация изделия в патроне, которую мастер производит своими руками;
- настройка требуемого положения шлифовального круга относительно детали в начальный момент;
- старт вращательно-поступательного движения изделия относительно горизонтальной оси;
- снятие верхнего слоя с изделия с последующим смещением инструмента на глубину обработки по металлу.
На круглошлифовальном агрегате можно выполнять операции как чернового, так и чистового шлифования. Определяющим моментом для этого является скорость вращения инструмента. Кроме того, несложно приобрести и настольный станок такого типа, а для специалиста не составит труда сделать его своими руками.
Примеры марок шлифовальных станков
В современном производстве используются разные виды шлифовальных станков. К самым распространенным станкам можно отнести следующие модели: «Корвет», «3Г71» и «JET JSSG-10», ТШ-2, ТШ-3.
Шлифовальный станок Корвет
Шлифовальный станок «Корвет» используется для предварительной и финишной обработки деталей из дерева, ДСП и других подобных материалов. Рабочими органами станка являются шлифовальный круг и шлифовальная лента.
Шлифовальный станок «Корвет» имеет следующие особенности:
- комплектуется асинхронным двигателем;
- установленный магнитный пускатель, исключающий случайный запуск агрегата после отсутствия электроэнергии;
- ременная передача предохраняет двигатель от чрезмерных нагрузок;
- рабочий стол имеет угол наклона, что позволяет обрабатывать заготовки под углом, отличным от 90 градусов;
- в комплект входит специальный упор для обработки лентой;
- транспортирный упор, дающий возможность обработки торцов под необходимым углом.
Шлифовальный станок 3Г71 и JET JSSG-10
JET JSSG-10- станок для заточки, полировки и правки ручного режущего инструмента, как правило, без отпуска режущей кромки. Вал с тремя насаженными на него кругами: шлифовальным, абразивным, и кожаным для полировки вращается с небольшой скоростью, регулируемой специальной рукояткой. Шлифовальный камень смачивается в специальной ванне.
Особенности:
- пылевлагоизоляция шарикоподшипников вала и барабана;
- постепенное увеличение скорости вращения;
- емкость с водой для смачивания абразивного диска;
- направляющие штанги для вспомогательных приспособлений;
- переносная ручка;
- ящик для принадлежностей.
Плоскошлифовальный станок 3Г71 предназначен для шлифования изделий периферийной стороной абразива. В определенных условиях имеется возможность шлифовки деталей под углом 90 градусов.
Шлифовальный станок ТШ-2 и ТШ-3
Настольные станки ТШ-2, ТШ-3 предназначены для выполнения различных слесарных работ – снятия заусенцев, фасок, заточки и доводки металлорежущего инструмента.
При установке дополнительных приспособлений могут применяться для шлифовки и полировки изделий. Наружный диаметр составляет 400 мм у ТШ -3, и 300 мм у ТШ-2.
Искусство шлифовать
Существует старая морская поговорка: нет плохих инструментов, есть плохие штурмана. От оборудования для шлифовки, разумеется, зависит многое; но в куда большей степени конечный результат определяется умением и столярными навыками его владельца.
Итак, как шлифовать правильно?
Мелким зерном можно обрабатывать древесину поперек волокон. Крупным — только вдоль.
- Кромки щитовых деталей шлифуются опять-таки исключительно вдоль. В противном случае гарантированы задиры щепы.
- Снимая фаску с детали или скругляя ее кромку, двигайтесь по касательной к волокнам, так, чтобы наждачная бумага «приглаживала» их к плоскости детали, а не задирала.
- При лакировке детали или ее покраске эмалью обязательно зашлифуйте всю поверхность бумагой с минимальным размером зерна после нанесения первого слоя и его просушки. При увлажнении на древесине поднимается ворс; если не убрать его, изделие останется шершавым на ощупь при любом количестве слоев покрытия.
Увлажнение любым составом делает поверхность древесины шершавой.
https://youtube.com/watch?v=LnbZKNw-xCc

О системах ЧПУ
С целью корректного управления механизмами для правки в станках употребляются такие программные системы, которые:
- являются замкнутыми для компенсирования температурных деформаций и геометрических неточностей;
- имеют возможность измерения с хорошей разрешающей способностью, для обеспечения небольших допусков на точное позиционирование;
- имеют возможность автоматической компенсации изнашиваемости круга;
- смогут управлять частотой кругового вращения, скоростью подач.
При управлении подобными системами ЧПУ возможно координировать функционирование многокоординатных бесцентрово-кругло-шлифовочных устройств. Для этого встроенной системой употребляются специальные модули, рассчитывающие:
- любые траектории шлифовочных приспособлений;
- необходимые корректировочные действия;
- взаимосогласованный диалог оператора с обслуживающим устройством.
Важно. Существование многокоординатных систем ЧПУ придает больше универсальности этим производственным устройствам, позволяет эффективно воздействовать на любые процессы шлифовки
Это интересно: Шлифовальные станки по дереву — классификация, видео, виды
О технических особенностях некоторых устройств с ЧПУ
Изготовление подобных станков для работ по шлифовке бывает связано с определенными сложностями, которые характеризуются такими техническими факторами:
- с одного боку, необходимо добиваться хорошего качества и довольно высокой точности шлифовальных работ, с наименьшим рассеиванием по размерам кругов;
- с другого, необходимо учитывать погрешность в точных размерах шлифовального рабочего круга, зависимые от его износа.
В таких случаях требуется, чтобы на подобном шлифовальном станке ЧПУ, имелись специальные механизмы для автоматического компенсирования изнашиваемости этого инструмента. Подобные механизмы призваны компенсировать (возместить):
- некоторую деформацию;
- небольшую погрешность в температурном режиме;
- изменения в припусках, допустимых на обрабатываемых заготовках;
- любые погрешности станочных приспособлений по заданным координатам.
Обычно для шлифовочного типа устройств употребляют специальные системы CNC (от англ. ЧПУ), управление которыми реализовывается по ординатам от 3 до 4. А если в станках задействовано несколько шлифовочных кругов, то такое управление будет производиться по 5-6-8 разным ординатам. Причем взаимодействие оператора со встроенной системой ЧПУ часто производится в режиме диалога при помощи дисплея. К тому же для повышения надежности такие системы обустраиваются специальными диагностическими модулями.
Разновидности оборудования
Станки по дереву имеют одинаковый принцип работы – поверхность шлифуется при помощи абразивного материала, например, ленты из наждачной бумаги или кругов с шероховатой поверхностью.
Шлифовальные машины отличаются друг от друга строением и сферой использования. От предназначения устройства зависит, какие чертежи нужно использовать в работе.
Ленточный станок
Простейший из всех моделей для бытового применения. Он позволяет осуществлять корректировку в разных плоскостях, зачищать и придавать нужную форму изделиям.
Основу его механизма составляет натянутая между валами абразивная лента, которая располагается в горизонтальном и в вертикальном положении или под определенным углом. Под ней находится рабочая поверхность с низким коэффициентом трения, в которую упирается инструмент.
Ленточный шлифовальный станок по дереву
Во время эксплуатации прибора скорость механизма можно регулировать. Есть несколько моделей ленточных шлифовальных станков. Они могут быть с устойчивым и подвижным рабочим столом, и со свободной лентой.
Обязательным элементом их конструкции является вытяжное устройство для удаления пыли. Для изготовления самоделки понадобятся электродвигатель, который можно снять со старой стиральной машины, катки и крепкая станина из металлического листа.
Рабочие элементы делаются из ДСП. Ведущий вал напрямую соединяется электродвигателем, а другой свободно вращается на оси, для монтажа которой используются подшипники.
Для сборки конструкции могут понадобиться такие расходные материалы:
- доски и брусья из дерева;
- металлические трубы;
- подшипники;
- электромотор;
- шкив;
- резиновый ремень;
- крепежные элементы;
- абразивный материал;
- рабочий инструмент для монтажа;
- сварочный аппарат, если корпус станины делается из металла.
Барабанное устройство
Необходимо для горизонтального выравнивания и калибровки поверхностей. С его помощью можно обрабатывать рейки и материалы МДФ и ДСП. Конструкция прибора состоит из двух валиков с натянутой по спирали абразивной лентой.
Под ними находится гладкая столешница, на которой располагается заготовка. Расстояние между валами и рабочей поверхностью регулируется.
Барабанное шлифовальное устройство
Работа по изготовлению барабанного станка выполняется поэтапно. Сначала из листовой стали или оргстекла делается корпус, затем монтируется двигатель. На барабан крепится абразивная лента или конус с режущими краями.
В верхней части схемы устанавливается рабочий стол. Он должен регулироваться по отношению к вертикальному цилиндру. В качестве управления используются кнопки включения и выключения.
Дисковое устройство
Еще один простой самодельный шлифовальный станок – дисковый. Он необходим для обтачивания больших деревянных изделий. В качестве рабочего инструмента используется абразивный круг, который крепится на ось электродвигателя.
Дисковый шлифовальный станок
По центру диска на шарнирное крепление устанавливается специальная подставка, фиксирующая деталь под определенным углом. Для усовершенствования оборудования специалисты советуют использовать деревянные диски с разными видами наждачной бумаги.
Комбинированный вариант
Сочетает в себе круглошлифовальное и плоскошлифовальное оборудование.
Комбинированный шлифовальный станок
Изготовить прибор можно таким образом. На увеличенную станину ленточно-шлифовального станка крепится вал с диском диаметром до 230 мм.
При этом используется ременная передача. Конструкция дополняется опорным столиком. Совмещенная технология позволит сэкономить место и обеспечит удобство в работе.
Применение шлифовальных станков
С помощью станка для шлифования можно осуществлять ряд технологических операций:
- шлифовку внутренних, а также наружных поверхностей деталей, имеющих различную форму и назначение;
- заточку инструментов различного назначения;
- обдирку, шлифование, а также отрезку отливок из металла, изделий со сложным профилем;
- обработку зубчатых деталей, а также деталей с резьбой;
- формирование на стальных прутках канавки шпоночного и спиралевидного типа.
Шлифовальный станок практически незаменим при работе с деталями, изготовленными из керамических и магнитных материалов и отличающимися сложностью обработки и высокой хрупкостью. Кроме того, шлифовальные станки способны выполнять технологические операции шлифовки и обдирки на высокоскоростных режимах, что делает такое оборудование эффективным и производительным. На этих станках можно в процессе обработки удалять с поверхности заготовки большое количество металла за короткий промежуток времени.



На видео ниже работа круглошлифовального станка с ЧПУ:
Все шлифовальные станки работают по одному принципу: обработка металла осуществляется за счет одновременного вращения абразивного круга и перемещения или вращения обрабатываемой детали. Рабочей поверхностью является периферия или торец абразивного круга, а заготовка движется по отношению к ней по прямолинейной или дуговой траектории. Любой шлифовальный станок содержит в своей конструкции несколько кинематических цепей, которые обеспечивают:
- передвижение рабочего стола в продольном и поперечном направлении, что возможно благодаря гидравлическому приводу;
- вращение рабочего инструмента – шлифовального круга, осуществляемое за счет индивидуального привода рабочего инструмента;
- подачу заготовки или инструмента в поперечном направлении за счет гидравлического или электромеханического привода;
- правку круга, которую можно выполнять вручную за счет использования электромеханической либо гидравлической системы;
- вращение заготовки или рабочего стола;
- подачу рабочего инструмента на глубину, что может выполняться за счет гидравлического или механического привода.
Это интересно: Шлифовальные станки — классификация, назначение, ЧПУ
Числовое программное управление
ЧПУ на протяжении долгого времени разрабатывалось для того, чтобы увеличить продуктивность и облегчить задачу, увеличить точность приобретаемых размеров. Чертежи многих деталей имеют размеры с небольшими допусками, применять инструмент для ручной работы с целью решения аналогичной задачи нельзя. По этому если чертежи имеют аналогичные допуски, необходимо применять механизированный метод обработки.
Очень много проблем не позволяли применять числовое программное управление при разработке шлифовального станка. Примером можно назвать систему смазки, а еще позиционирование шпинделя. Управление с помощью ЧПУ определяет точное позиционирование шпинделя, автоматизацию системы смазки.
Несмотря на большое количество плюсов системы ЧПУ очень и очень трудно отыскать конструкцию с аналогичной технологией автоматизации. Связывают это с тем, что аналогичное оборудование применяются очень нечасто в крупносерийном и массовом производстве.
ЧПУ определяет точное позиционирование шпинделя. Впрочем необходимо учесть, что шпиндель должен позиционироваться с учетом применяемой оснастки. По этому на чертеже указывается то, какая применяется оснастка для шлифовальных станков.
Обслуживание конструкции с ЧПУ существенно затрудняется, так как внесение изменений может привести к сбою в работе. Иногда следует проводить наладку оборудования для поддержки точности изменения размеров, качества шероховатости.
Имеется очень и очень много разновидностей системы ЧПУ, которые делятся по типу применяемой программы для описания пути движения шлифовального круга, описания частоты вращения шпинделя и величины подачи.
О типах шлифовальных устройств
Обычно системы с числовым запрограммированным управлением устанавливают на устройства такого типа:
- плоско-шлифовальные для обрабатывания обычных плоскостей;
- кругло-шлифовальные устройства, для шлифовки коленчатых валов;
- внутришлифовальные станки для профильной шлифовки отверстий;
- точильно-шлифовальные, для затачивания инструментов станочного и ручного типа, зачистки деталей, обработки сварных или простых конструкций;
- контурно-шлифовальные;
- заточные, для слесарных работ, типа снятия фасок, заусенцев, затачивания любых инструментов, вплоть до заточки фрез разного вида и сверл;
- бесцентрово-шлифовальные виды устройств, для врезной и непрерывно-сквозной шлифовки.

Принцип работы
Принципом работы шлифовального агрегата является вращательное движение режущего инструмента, а также возвратно-поступательный ход доски. Диск вращается на большой скорости и за один подход он может снять тонкий слой металла, а если постоянно и аккуратно двигаться вперёд и назад, то тогда будет обеспечиваться довольно медленная обработка всей поверхности детали.
Глубина шлифования, от которой зависит качество поверхности, будет обеспечиваться на различных станках по-разному. Обычно её можно регулировать с помощью автоматического перемещения рабочего стола вверх или вниз. На современных моделях местоположение по вертикальной оси изменяется при помощи специальной рабочей головки, которая имеет режущий инструмент.





