

Как работает машина для ощипа?
Вне зависимости от конструкции, принцип работы очистителей тушки основывается на общих принципах. Для устранения пера на устройстве выбирается оптимальная мощность, после чего агрегат запускается в работу. Далее в рабочую камеру загружают сырьё, которое разделяется на перья и тушку. В барабанных и дисковых машинах основное воздействие на птицу происходит при помощи так называемых рабочих (бильных) пальцев. Они представляют собой разнообразные цилиндрические включения из плотной резины, вмонтированные в поверхность барабана или диска.
Электродвигатель приводит рабочую камеру с пальцами во вращение, во время этого происходит воздействие на перо и кожу. При помощи центробежной силы лёгкий пух и перо оседают на стенках камеры. После очистки тушку извлекают, а перо убирают из рабочей камеры по выходному отверстию в дне либо вручную.
Изготовление машинки для ощипывания гусей в домашних условиях
Самодельная перощипальная машинка собрана из резервуара и резиновых деталей, размещенных по ее внутренней поверхности. Эти детали называют бильными пальцами — именно они являются главной деталью приспособления. Сделать самому эти ребристые элементы невозможно — их следует купить. Одна курощипалка может содержать до 120 бильных пальцев. Стоимость их немаленькая — в среднем 20–40 рублей за штуку. Однако это единственная крупная трата, которую предстоит понести при создании самоделки из старой стиральной машинки. Все остальное можно будет найти в хозяйстве — перощипалка, собранная своими руками, недорого вам обойдется. Зато результат отличный: возню с ощипыванием заменит электромеханическая установка.
При покупке бильных пальцев учитывайте размер ощипываемых тушек. Билы для перепелов не подойдут для гусей, бройлеров и другой, более крупной живности.
Для приготовления устройства понадобится:
- столик из профильной трубы 50×50×50 см;
- лист металла толщиной 3 мм и размером 50×50 см
- автомобильная помпа и шкив (от ВАЗ 2101);
- электродвигатель с пусковым механизмом мощностью 600–1000 Вт;
- рабочий барабан — можно использовать эмалированную кастрюлю на 20–40 литров либо старый бак от стиральной машины;
- упаковка бильных пальцев (20–50 шт.);
- упаковка болтов с гайками 10×50 мм;
- система ременной передачи.
Важно! Если агрегат изготовляется для небольшой домашней фермы, для снижения затрат электродвигатель можно заменить на дрель средней мощности. Однако при этом нужно обязательно изготовить переходник между дрелью и рабочими механизмами

Основные этапы изготовления устройства:
- Закрепите на столике металлическую пластину при помощи сварки либо болтовых соединений.
- По центру пластины проделай отверстие на 5–10 мм в диаметре шире, нежели размеры шкива.
- Соедините между собой болтами шкив и автомобильную помпу, а затем движущейся стороной вверх закрепите их болтами к столику.
- Отрежьте дно барабана, на полученном диске закрепите бильные пальцы с расстоянием между ними в 5–10 см.
- Проделайте отверстие 10×15 см в нижней стороне барабана, а затем установите бильные пальцы с шагом в 5–10 см на его стенках.
- Закрепите барабан над шкивом с помпой ровно по центру, при этом боковое отверстие должно обязательно находиться в нижней части.
- При помощи болтов прикрепите к шкиву диск с бильными пальцами.
- Установите во внутренней части столика двигатель и кнопку пуска.
- Соедините ременную систему с помпой — теперь конструкция готова.
Знаете ли вы? Принцип преобразования электрической энергии в механическую присущ многим бактериям. Благодаря цепочке из нескольких белковых молекул они способны трансформировать энергию, возникающую при движении протонов, во вращение жгутика, используемого для перемещения.
Ссылки [ править ]
- ^ Beall 1998 , стр. 6.
- ^ «Обзор индустрии ротационного формования» . Roto World (журнал).
- ^ a b c Уорд, Ноэль Мэнсфилд (зима 1997 г.). «История ротационного формования» . Историческое общество пластмасс . Архивировано из оригинального 15 октября 2006 года . Проверено 3 декабря 2009 года .
- ^ “Информация о ротационном формовании” . RotationalMolding.com . Проверено 23 августа 2020 года .
- Перейти ↑ Todd, Allen & Alting 1994 , pp. 265–266.
- ^ Beall 1998 , стр. 154.
- ^ а б Билл 1998 , стр. 152.
- ^ а б Билл 1998 , стр. 155.
- ↑ Джон Фоглер (1984). Мелкомасштабная переработка пластмасс . Публикация промежуточных технологий. п. 8.
- ^ а б Билл 1998 , стр. 18.
- ^ “Штормовые укрытия Укрытие торнадо Подземные укрытия Грейнджер МКС” . www.grangeriss.com . Проверено 25 февраля 2018 года .
- ^ http://contractmoulding.francisward.com/case-studies/view/classified-nuclear-fissile-material-container.html
- ^ http://www.google.com/patents/WO2013072704A1?cl=en
- ^ http://www.rotomolding.org/About/WhatIsRotomolding/Default.aspx
- ^ http://www.saywell.co.uk/wp-content/uploads/2011/09/TF100-15C_Rotational-Molding.pdf
- ^ http://machinedesign.com/article/putting-the-right-spin-on-rotational-molding-designs-0518
- ^ Beall 1998 , стр. 69.
- ^ Beall 1998 , стр. 75-77.
- ^ Beall 1998 , стр. 71.
- ^ a b c Билл 1998 , стр. 70.
Библиография править
- Билл, Гленн (1998), ротационное формование , Hanser Gardner Publications, ISBN 978-1-56990-260-8.}
- Тодд, Роберт Х .; Аллен, Делл К .; Алтинг, Лео (1994), Справочное руководство по производственным процессам , Industrial Press Inc., ISBN 0-8311-3049-0.
- Томпсон, Р. (2007), Производственные процессы для профессионалов дизайна , Thames & Hudson.
- Ревяко М. (2010), Некоторые проблемы тепломассопереноса при ротационном формовании , Журнал инженерной физики и теплофизики.
Литье в многокомпонентные формы
Методика предполагает раздельное формование двух и более элементов, входящих в структуру изделия и последующее их соединение в единое целое.
Для реализации необходимы специальные штампы, состоящие из нескольких формовочных узлов. Кроме того конструкция должна позволять после предварительной заливки перемещать их спрессовывать друг с другом.
Технология отличается от частично сходных по конечному результату многослойного и сэндвич-литья тем, что формовка составных частей производится одновременно. А после его окончания они перемещаются для последующего соединения в единое целое.
В процессе участвуют одновременно несколько установок, подающих расплав. Допускается изготовление одних элементов инжекцией, других – интрузией.
Такие термопластавтоматы производит тайваньский производитель JONWAI.
Продукты [ править ]
Дизайнеры могут выбрать лучший материал для своего применения, включая материалы, соответствующие требованиям Управления по санитарному надзору за качеством пищевых продуктов и медикаментов США (FDA). Могут быть включены добавки для защиты от атмосферных воздействий, замедления горения или устранения статического электричества. Вставки, график, резьба, ручки, небольшие вырезы , плоские поверхности без проектов углов или деталей поверхности тонких могут быть частью дизайна. Конструкции также могут быть многостенными, пустотелыми или заполненными пенопластом.
Продукты, которые могут быть изготовлены с использованием ротационного формования, включают резервуары для хранения, мебель, дорожные знаки и столбики, вазоны, домики для домашних животных, игрушки, урны и контейнеры для мусора, детали кукол, дорожные конусы, футбольные мячи, шлемы, каноэ, гребные лодки, убежища для торнадо, корпуса байдарок, подземные погреба для хранения винограда и овощей и горки для детских площадок. Этот процесс также используется для производства узкоспециализированных продуктов, включая одобренные ООН контейнеры для перевозки ядерных делящихся материалов, средства защиты кораблей от пиратства , уплотнения для надувных кислородных масок и легкие компоненты для аэрокосмической промышленности. промышленность.
| Плесень в графике | Глухая латунная шестигранная вставка с резьбой, встроенная в резервуар для хранения жидкости. | Вращающийся фламинго Формованная гребная лодка Edon roto |
Из чего делать перощипалку?
Принцип работы:
- В емкость кладется тушка курицы, предварительно ошпаренная кипятком.
- Птицещипалка включается в электросеть.
- После включения начинается вращение днища. Тушка, подскакивая, ударяется о ребристые резиновые пальцы. Перья слетают с нее.
- В итоге — почти идеально ощипанная курица, утка, гусь и так далее. Остается только убрать мелкие перышки на лапах.
Прежде чем собирать устройство, составьте его чертежи — они помогут вам учесть и рассчитать все нюансы конструкции. Какие стиралки могут пригодиться? Любая стиральная машинка-автомат либо полуавтомат, удовлетворяющая таким условиям:
- она должна быть рабочей;
- с вертикальной загрузкой.
В качестве «сырья» для птицещипалки подойдут такие стиральные машинки, как «Ока», «Фея», «Малютка». Не переживайте — тушка в перощипалке не повредится и не потеряет товарный вид: резиновые пальцы достаточно мягкие и не принесут вреда.









Сборка машинки для удаления перьев состоит из нескольких этапов. Сначала достают из корпуса стиральной машины двигатель
Важно учесть такой момент: когда аппарат будет работать, в резервуар станет подаваться вода. Так как в днище придется делать отверстия — под билы, то вода, стекая вниз, попадет на двигатель
Это надо предотвратить. Выполняют такие действия:
- Снимают дно и извлекают двигатель.
- Снимают активатор с приводом.
- Достают всю электрическую «начинку».
- На насадку для душа надевают резиновый шланг — понадобятся позже.
Рассмотрим далее порядок сборки поэтапно.
Барабан в птицещипалке должен вращаться в одну сторону. Если в стиральном аппарате он вращается поочередно в разные стороны, следует перенастроить его работу на правильный режим. Как это сделать? Отсоедините корпус и дно и подсоедините провода в нужном порядке. Концы проводков соединяют с сетевым шнуром. У стиралки есть шланг. В птицещипалке он не нужен, поэтому его отрезают. Отверстие замазывают герметиком.
Создание отверстий
Когда шланг убран, а провода переставлены, приступают к соединению днища конструкции с корпусом. С барабана снимают винт и заглушку. Затем, демонтировав его, приступают к созданию аппарата, оснащенного «пальцами» — нужно приделать ребристые элементы. Порядок действий:
- Отверстия сверлят дрелью. Понадобится особое сверло — ступенчатого типа. Габариты отверстий зависят от бил — их делают на 3–4 мм меньше, для усиления крепления.
- Когда щипалка крутится, из нее должны выходить наружу перья и вода. Для этого между дыр для бил делают дополнительные дыры — покрупнее. Внизу ставят какую-нибудь посудину, чтобы принимать стоки.
- Для облегчения монтажа резиновых «щупалец», дырки под них намазывают машинным маслом.
- Чтобы защитить двигатель от попадания жидкости, изготавливают специальный защитный корпус. Его делают из пластиковой емкости.
Сборка
- Стальной уголок используют для создания опоры под мотор.
- Подключают двигатель к 220 В.
- Из уголка варят металлический каркас — корпус аппарата должен находиться на расстоянии от земли.
- Устанавливают шкивы — их берут также из стиралки. Малый разместится на валу мотора, большой — на валу активатора.
- Сообщение шкивов выполняют посредством ремня — чтобы двигатель передавал на активатор движение и днище курощипалки вращалось.
- Проверяют прочность крепления корпуса и мотора — они будут испытывать сильные вибрации и, если крепеж ненадежный, могут попросту отлететь.
Предлагаем ознакомиться Рецепты зелёных помидор быстрого приготовления
На этом сборка закончена. Осталось только установить шланг с насадкой для душа, подготовленный заранее, на край резервуара — для полива тушек водой.
Оборудование для ротационного литья
В работе используют несколько вариантов ротационных машин.
Однопозиционные ротационные машины
К машинам данного класса относят те, у которых есть один ротор, размещаемый конкретно в термической камере. Делают модели, которые могут передвигаться совместно с ротором из зоны нагрева, в территорию охлаждения.
Двухпозиционные машины
Очень эффектными машинами считают двухпозиционные агрегаты. В конструкцию входят два независимых один от одного ротора, по очереди перемещающиеся от камеры нагрева в территорию охлаждения и обратно.

Двухпозиционные ротационная машины
Другими словами, пока на одном роторе происходит нагрев и формование изделия, на другом происходит охлаждение и съем детали.
Соображения по дизайну
Проектирование ротационного формования
Еще одно соображение касается углов уклона. Они необходимы для извлечения изделия из формы. На внешних стенах может работать угол наклона 1 ° (при условии отсутствия шероховатостей или отверстий). На внутренних стенах, например внутри корпуса лодки, может потребоваться угол осадки 5 °. Это происходит из-за усадки и возможного коробления детали.
Еще одно соображение касается структурных опорных ребер. Хотя сплошные ребра могут быть желательными и достижимыми при литье под давлением и других процессах, полое ребро является лучшим решением для ротационного формования. Жесткое ребро может быть получено путем вставки готовой детали в форму, но это увеличивает стоимость.
Ротационное формование отлично подходит для изготовления полых деталей
Однако при этом необходимо соблюдать осторожность. Когда глубина выемки больше ширины, могут возникнуть проблемы с равномерным нагревом и охлаждением. Кроме того, между параллельными стенками должно быть оставлено достаточно места, чтобы поток расплава мог правильно перемещаться по форме
В противном случае может возникнуть перевязка. Желательный сценарий с параллельными стенками должен иметь зазор, по крайней мере, в три раза превышающий номинальную толщину стенки, причем оптимальной является пятикратная номинальная толщина стенки. Также следует учитывать острые углы для параллельных стен. При углах менее 45 ° могут возникать перемычки, перемычки и пустоты
Кроме того, между параллельными стенками должно быть оставлено достаточно места, чтобы поток расплава мог правильно перемещаться по форме. В противном случае может возникнуть перевязка. Желательный сценарий с параллельными стенками должен иметь зазор, по крайней мере, в три раза превышающий номинальную толщину стенки, причем оптимальной является пятикратная номинальная толщина стенки. Также следует учитывать острые углы для параллельных стен. При углах менее 45 ° могут возникать перемычки, перемычки и пустоты.
Существенные ограничения и соображения
Еще одно соображение – это плавление материалов. Некоторые материалы, такие как нейлон , требуют большего радиуса, чем другие материалы. Решающим фактором может быть жесткость установленного материала. При использовании непрочного материала могут потребоваться дополнительные структурные меры и меры по укреплению.







![Ротационное формование содержание а также история [ править ]](https://domdetaley.ru/wp-content/uploads/6/b/4/6b44cb8a54fb33b9dc3f34bfa6384233.jpeg)
![Ротационное формование содержание а также история [ править ]](https://domdetaley.ru/wp-content/uploads/0/2/d/02d965d8bfe003aaf1c7e5867362ef3b.jpeg)

толщина стенки
Одним из преимуществ ротационного формования является возможность экспериментировать, особенно с толщиной стенок. Стоимость полностью зависит от толщины стенок, при этом более толстые стенки дороже и требуют больше времени для производства. Хотя стена может иметь практически любую толщину, дизайнеры должны помнить, что чем толще стена, тем больше потребуется материала и времени, что увеличивает затраты. В некоторых случаях пластмассы могут разрушаться из-за продолжительных периодов воздействия высокой температуры. Различные материалы имеют разную теплопроводность , что означает, что они требуют разного времени в камере нагрева и камере охлаждения. В идеале деталь будет протестирована на использование минимальной толщины, необходимой для применения. Затем этот минимум будет установлен как номинальная толщина.
Для проектировщика, хотя возможна переменная толщина, требуется процесс, называемый остановкой вращения. Этот процесс ограничен тем, что только одна сторона формы может быть толще других. После того, как форма вращается и все поверхности в достаточной степени покрываются потоком расплава, вращение прекращается, и потоку расплава дают возможность скапливаться на дне полости формы.
Толщина стенок также важна для угловых радиусов. Большие внешние радиусы предпочтительнее малых. Также предпочтительны большие внутренние радиусы по сравнению с маленькими внутренними радиусами. Это обеспечивает более равномерный поток материала и более равномерную толщину стенок. Однако внешний угол обычно сильнее внутреннего.
Распространенное использование для литья под давлением
Литье под давлением обычно используется для изготовления больших объемов нестандартных пластиковых деталей. Большие термопластавтоматы могут формовать детали автомобилей. Оборудование меньшего размера может производить очень точные пластиковые детали для хирургических операций. Кроме того, существует множество типов пластических смол и добавок, которые можно использовать в процессе литья под давлением, что увеличивает его гибкость для дизайнеров и инженеров.
Формы для литья под давлением, которые обычно изготавливаются из стали или алюминия, имеют высокую стоимость. Однако стоимость одной детали очень экономична, если вам нужно несколько тысяч деталей в год.
При литье под давлением на оснастку обычно уходит 12–16 недель, а на производство еще до четырех недель.
Выдувное формование
Выдувное формование – это метод изготовления полых тонкостенных пластиковых деталей на заказ. Он в основном используется для изготовления изделий с однородной толщиной стенок и там, где важна форма. Процесс основан на том же принципе, что и выдувание стекла.
Выдувные машины нагревают пластик и впрыскивают воздух, надувая горячий пластик, как воздушный шар. Пластик выдувается в форму и по мере расширения прижимается к стенкам формы, принимая ее форму. После того, как пластиковый «баллон» заполнит форму, он охлаждается и затвердевает, и деталь выталкивается. Весь процесс занимает менее двух минут, поэтому в среднем за 12 часов в день можно произвести около 1440 изделий.
Распространенное применение выдувного формования
Процесс выдувного формования в большинстве случаев используется для изготовления бутылок, пластиковых бочек и топливных баков. Если вам нужно сто тысяч пластиковых бутылок, этот процесс для вас. Выдувное формование является быстрым и экономичным, поскольку сама форма стоит меньше, чем литье под давлением, но больше, чем ротационное формование иногда в 6-7 раз дороже, чем инструмент для роторного формования.
Компрессионное формование
Нагретый пластик помещают на одну половину нагретой формы, а затем прессуют второй половинкой. Обычно пластик поставляется в листах, но может быть и другой формы. После того, как пластик получил нужную форму, форму и саму деталь охлаждают, обрезают и извлекают из формы.
Распространенное использование компрессионного формования
Лучшее применение компрессионного формования – замена металлических деталей пластиковыми. В основном данная технология используется для мелких деталей и продуктов в очень больших объемах. В автомобильной промышленности широко используется компрессионное формование, поскольку конечные продукты очень прочны и долговечны.
Первоначальная стоимость пресс-формы довольно велика и зависит, среди прочего, от нескольких факторов, включая количество полостей, размер и сложность деталей. Но стоимость каждой отдельной детали низка на больших объемах производства.
Экструзионное формование
Экструзионное формование аналогично литью под давлением, за исключением того, что получают длинную непрерывную форму. Еще одно отличие экструзионного формования заключается в том, что в этом процессе используется «штамп», а не «пресс-форма».
Экструдированные детали изготавливаются путем выдавливания горячего сырья через специальный штамп.
В то время как другие формы формования используют экструзию для получения пластиковых смол в пресс-форме, в этом процессе расплавленный пластик экструдируется непосредственно в пресс-форму.
Распространенное использование экструзионного формования
Детали из экструзии имеют фиксированный профиль поперечного сечения. Примеры экструдированных продуктов включают трубы из ПВХ, соломинки и шланги. Детали не обязательно должны быть круглыми, но они должны иметь одинаковую форму по длине детали.
Стоимость экструзионного формования относительно невысока по сравнению с другими процессами формования из-за простоты штампа и самих машин.
Однако природа процесса экструзионного формования ограничивает виды продуктов, которые могут быть изготовлены с помощью этой технологии.
Ротационная формовка
Ротационная формовка – это самый что ни есть простой техпроцесс, имеющий ряд плюсов, который дает возможность занимать такой технологии одно из первых мест на рынке переработки пластмасс.
Такая обработка пластмассы позволяет:
- Исполнять литье пустотелых деталей.
- Делать детали у которой объем более 35 кубов.
- Исполнять детали тяжело формы и при этом менять толщину стенки без изменения формы детали.
- Возможность усиления пластмассовых изделий деталями из металла.
- Конструкция машины дает возможность одновременно делать несколько деталей.
- Конструкция отливаемых деталей содержит в собственном составе клапана, крепёжные соединения в виде резьбы и др.

Процесс ротационного литья состоит из нескольких стадий.
- Приготовленный (просушенный) полимерный материал загружают в форму. В основном, для ротационной формовки используют полимерный этилен малого давления.
- Придание формы изделию в камере нагрева. Камера крутится в 2-ух плоскостях со скоростью 10 оборотов за минуту. Полимерный материал становиться жидким и одинаково делится по форме.
После того как закончилось время, конкретного технологическим процессом, на камеру нагрева подают охлаждение. Для этого можно использовать техническую воду или понудительный обдув воздухом. Между тем вращение длится до того момента, пока пластик не застынет. Готовое изделие можно доставать исключительно после того, как изделие остынет и примет заключительную форму.






Изделия ротационной формовки
Методом ротационного литья делают канистры, контейнеры, лодки многую иную продукцию, которая может быть применена и в бытовых условиях, и в промышленности.Характерности производства отдельных изделийРотационное литье широко используют при изготовлении емкость для жидкостей как воды, так и технических составов. Для изготовления подобной продукции используют полимерный этилен малого давления (ПНД). Размеры производимых изделий лимитированны только размерами самой машины.
Специфический мировой рекорд поставлен в Америке, где за одну операцию была сделана емкость, вмещающая 151 тысячу литров жидкости.
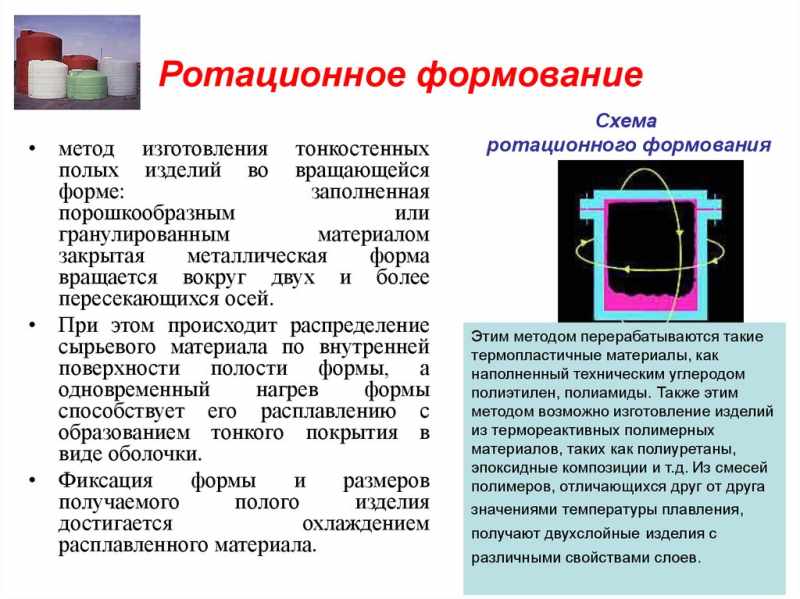
Принцип ротационного формования
При помощи ротационного литья делают емкости и компоненты, которые применяются в системах подачи пригодной для питья и технической воды. Дренажных устройствах, системах подачи сыпучих грузов и др.
Обработка полиуретана на устройствах ротационного литья
Полиуретан используют во многих машинах и устройствах, его широко используют в обувной промышленности, при изготовлении узлов качения и др. Для обработки полиуретана используют несколько методов литья. Один из них это ротационное литье полиуретана.Ротационный метод обработки полиуретана позволяет покрыть детали до 8-ми метров по длине и 2-х метров в диаметре. Этот способ нанесения покрытия называют гуммированием. Его твердость составляет 60 – 70 ед. по Шору.
Для гуммирования валов нет надобности в применении каких-нибудь форм. Для нанесения полиуретана используют специализированные дозаторы, подающие материал конкретно на поверхность вала. Процесс не просит дополнительного нагрева. Применение ротационного метода литья резины – это процесс малоотходен, не просит немалого количества электричества. Кстати, для процесса нанесения резины можно применять улучшенный станок для токарных работ.Ротационное оборудование, в основном, оборудуется компьютером, который изменяет вращение барабана, скорость подачи смеси и параметры подачи. Полиуретан подается на вал в виде ленты конкретной толщины и по этому возможно потребуется не один проход подающей головки вдоль детали.





