

Как почистить алюминиевую посуду?
Как уже упоминалось выше, алюминиевая посуда имеет небольшой вес. Кроме того, отопление равномерное и не требует большого расхода тепла. Новые продукты сверкают, но со временем, без должного ухода, они увядают и окисляются. Подавляющее большинство женщин используют те же алюминиевые чистящие средства, что и другие кухонные принадлежности. Это распространенное заблуждение, моющие средства не будут восстанавливать красоту и блеск, а только смывают жир и внешнюю грязь.
Для чистки алюминия достаточно использовать простые рекомендации:
- Мыть посуду из алюминия следует только после полного охлаждения. Не торопитесь, иначе вы можете навредить. Погружение горячего металла в воду может привести к его деформации и полному разрушению продукта.
- Настоящая проблема. Сгоревшая еда на дне. В этой битве используются даже ножи и железные щетки, которые навсегда оставляют свой след. И все можно сделать без жертв. Для этого просто налейте теплую воду и добавьте моющее средство. Перемешать и оставить на 30 минут. Теперь, используя обычную тряпку, вы легко можете очистить сгоревшие остатки.
- Несмотря на все преимущества алюминия, он также имеет существенный недостаток. Его следует мыть вручную, так как в посудомоечной машине используется горячая вода, которая может вызвать деформацию.
- Лучше смывать без применения сильных кислот, они не восстановят прежний блеск.
- При мытье не используйте металлические или жесткие щетки, которые оставляют след на поверхности.
Фрезерная установка
Важно, чтобы это оборудование было настроено оператором специально для работы с алюминием. Это связано с мягкостью и пластичностью металла
Также важно выбрать низкую скорость измельчения (от 5000 до 9000 в минуту) и предварительно сбросить керосин на участке резки. Кормление. Ровное, аккуратное, чтобы не повредить резак. Преимущества и недостатки похожи на плазменный резак и лазер, но качество заготовки несколько хуже.
READ Как Резать Каленое Стекло В Домашних Условиях
Циркулярная пила
Аналог ручной пилы, но более мощный. Он имеет следующие особенности:
- Выполняет продольное, поперечное, наклонное сечение;
- Это можно увидеть из любого места приготовления (не только с конца);
- Современные устройства предотвращают перегрев путем своевременного отключения или подачи сигналов оператору;
- Пользователь может выбрать скорость работы в зависимости от толщины заготовки.
Преимущества:
- Долговечность оборудования. Диск для работы с металлом (лучше. Из алюминия);
- Скорость работы;
- Маневренность;
- Способность резать под углом до 45 градусов;
- Стоимость сопоставима с более подходящими аналогами (концевые пилы для алюминия).
Недостатки:
- Как правило, оборудование громоздкое и много весит, что усложняет работу;
- Цена покажется высокой, если инструмент приобретен для разовой работы;
- Стоимость варьируется от допустимой толщины разрезаемого профиля (например, ручной круговой круг Evo 180 режет профиль до 56 мм под углом 90 градусов. И до 35 мм под углом 45 градусов; стоит почти 25 тысяч рублей).
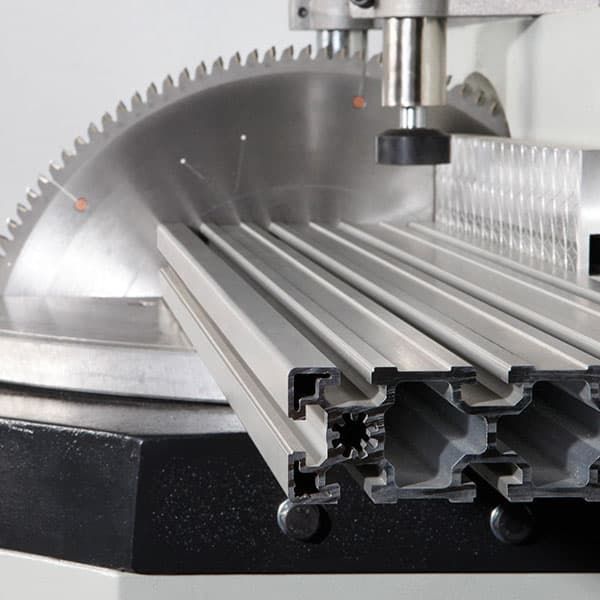
Циркулярная пила
Преимущества:
- Позволяет резать большие заготовки (до 130х65 мм);
- Компактность;
- Возможность угловой резки;
- Высокая скорость и точность;
- Наличие аксессуаров (пила 300 мм).
Недостатки:
- Высокая стоимость (средняя стоимость установки 40-50 тысяч рублей);
- Это не компактный и легкий.
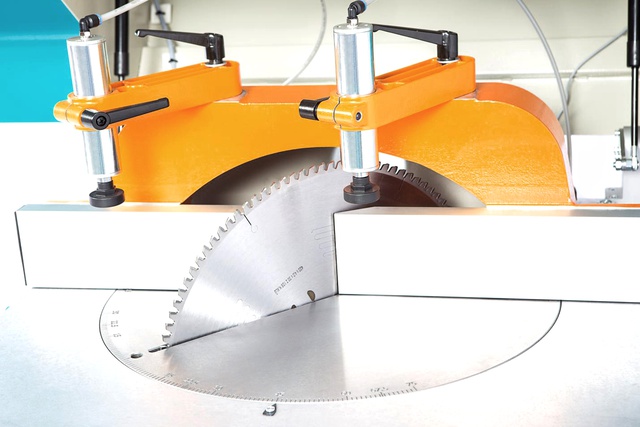
Митра (маятник) увидел
- Резать прямо вдоль и под углом;
- Во время работы пользователю нужно только опустить крылья (маятник) на подготовку и без особых усилий;
- Надежная фиксация заготовки в зажимах;
- Возможность работы с длинными алюминиевыми профилями;
- Есть модели, похожие на ценовой диапазон диска, но более функциональные.
Для подтверждения последнего утверждения рассматривается торцовочная пила Makita LF 1000. Его характеристики:
Максимальная глубина резания. 68 (при 90 градусах) и 50 мм (при 45 градусах);
- Ширина реза. До 210 мм;
- Широкий рабочий стол;
- До 2700 об / мин;
- Мощность. 1650 Вт;
- Вес. 32 кг.
- Если алюминиевый профиль режется неравномерно, достаточно ручного инструмента. Ножовки, шлифовальные машины и даже ножницы.
- При постоянной работе имеет смысл купить переносную пилу, предпочтительно торцовую, потому что она многофункциональна. Инвестиция окупится через 2-3 месяца.
- Плазменные резаки или лазерные установки потребуются для работы компании, занимающейся серийным производством металлических профилей.
Одним словом, это все, что вам нужно знать о резке алюминиевых профилей. Если вам есть что добавить, поделитесь своими знаниями в обсуждении с этой статьей.
Способы резки профиля из алюминия
Условно все методики делятся на две группы:
резка компактным ручным или электрическим оборудованием; резка специальными устройствами (переносными либо стационарными).
Резка алюминия на станке
Первая группа включает следующие инструменты:
Во вторую категорию входят:
плазменные, лазерные, фрезерные установки; различные пилы.
Теперь стоит изучить особенности каждого метода, достоинства и недостатки, а затем сделать вывод о наилучшем способе резки алюминиевого профиля.
Циркулярная пила
Аналог ручной пилы, но более мощный. Обладает следующими возможностями:
выполняет продольный, поперечный, наклонный срез; могут пилить с любого места заготовки (не только с торца); современные устройства предотвращают перегрев, своевременно отключаясь или подавая сигнал оператору; пользователь может выбрать скорость работы исходя из толщины заготовки.
Достоинства:
долговечность оснастки — диска для работы по металлу (лучше — по алюминию); быстрота работы; маневренность; возможность резки под углом до 45 градусов; стоимость, сопоставимая с более подходящими аналогами (торцовыми пилами для алюминия).
Недостатки:
как правило, оборудование громоздко и много весит, чем осложняет работу; цена покажется высокой, если инструмент покупается для разовых работ; ).
Как отрезать профтрубу болгаркой
Наиболее популярным способом резки в бытовых условиях является применение болгарки. Как ровно резать болгаркой профильную трубу? Основная проблема выполнения работы заключается в корректной разметке.
Для нанесения разметки можно использовать:
рулетку, угольник, маркер (карандаш), строительный уровень. Простейшие инструменты позволяют достаточно точно разметить угол реза, но в ходе выполнения работы углошлифовальная машинка может отклониться от заданной линии (оборудование не опирается на подставки, а находится на весу, то есть в руках мастера), что приведет к ошибке. По этой причине данный способ используется крайне редко;
Нанесение разметки для реза при помощи угольника
- бумажное лекало;
- стусло.
Применение бумажного лекала
Самое простое приспособление для корректной резки под углом, например, для изготовления теплицы – это лекало, изготовленное из плотной бумаги.
Бумажное лекало позволяет точно выполнить рез профильных труб под углами 45° и 90°.
Чтобы сделать рез под прямым углом (90°), необходимо:
- плотным листом бумаги обернуть трубу и добиться полного совмещения краев;
- зафиксировать лист в данном положении;
- режем профильную трубу вдоль края бумаги.
Рез трубы под прямым углом
Чтобы произвести рез профтрубы под углом 45°, необходимо сложить лист бумаги пополам (по гипотенузе) и обернуть трубу так, чтобы совместить острые концы полученного треугольника.
Лекало для отрезки под углом 45°
Профессиональными мастерами используются специальные компьютерные программы, позволяющие более точно создать бумажное лекало для резки профтруб под любым углом.
Автоматическое изготовление бумажного лекала компьютерной программой
Использование стусла
Корректно отрезать профтрубу под каким-либо углом позволяет строительное стусло. Приспособление применяется в следующем порядке:
- профильная труба закрепляется внутри устройства и выравнивается под определенным углом;
- при помощи встроенной ножовки делается предварительный рез;
Рез под углом при помощи строительного стусла
- труба вынимается из стусла и прорезается по заготовке болгаркой. В данной ситуации место реза будет выделено и риск ошибки сводится к нулю.
Готовый мерительный инструмент отличается высокой стоимостью. Чтобы снизить финансовые затраты при выполнении строительных работ можно изготовить аналог стусла самостоятельно. Для этого изготавливается деревянный каркас с нишей под трубы и при помощи мерительных инструментов наносятся насечки под разными углами.








Стусло для резки профтруб своими руками
Какими способами еще можно воспользоваться для резки профильных труб под углом, смотрите на видео.
Какие бренды можно согнуть, а какие нет
Таким образом, существует несколько основных типов листового алюминиевого проката, которые могут существенно отличаться друг от друга по своим физическим свойствам и деформационным возможностям. Итак, самые распространенные типы:
- Обожженный, он имеет букву М в обозначении, это самый мягкий сорт, поэтому он прекрасно подвержен деформации, но в то же время легко сжимается и ломается при чрезмерном напряжении.
- ПолуфабрикатыПятый называется H2 и обладает более жесткими свойствами, чем сорт М, также хорошо деформируется и может выдерживать изгиб более чем на 90 градусов за один раз. В то же время благодаря повышенной жесткости хорошо сохраняет форму и предотвращает образование вмятин, поэтому его часто используют в качестве облицовочного материала.
- Обрезанный, Обозначение класса содержит одну букву Н. Нагартовка. Это метод придания листовой стали повышенной прочности с помощью холодной сварки. Для этого алюминиевый лист дополнительно прокатывается между двумя валами на специальной машине. Этот сорт хорошо изгибается под углами до 90 градусов и способен выдерживать значительные нагрузки на его поверхности.
- Упрочнение или в естественном возрасте, как правило, обозначается буквой Т. Это довольно твердый алюминий, поэтому он более требователен к обработке, потому что он изгибается при изгибе под изогнутым до холодного угла 90 градусов. Он используется для изготовления деталей и узлов, которые работают с высокими нагрузками.
READ Каким Диском Резать Керамогранит Болгаркой
Основные типы сплавов из алюминиевого листового металла могут быть организованы следующим образом:
- Технические сплавы марок 1105 и VD1 имеют относительно небольшой удельный вес листа и легко изгибаются без проблем.
- Алюминиево-магниевые сплавы обозначены буквами AMG. Они изготовлены из алюминиевого сплава с добавлением магния и марганца. Марка AMG обладает кислотостойкими свойствами и хорошо изгибается, поэтому в основном используется для производства контейнеров и резервуаров, а также деталей лодок и катеров.
- Пищевые сплавы марок А5 и АД выпускаются с клетками, полуклетками или отожженными метками.
- Сплавы AMC специально разработаны для производства сложных изогнутых деталей, таких как автомобильные радиаторы и тому подобное.
- Дюраль маркирован буквой D. Он относится к высокопрочным маркам, основным отличием которых является высокая устойчивость к внешним воздействиям. Дюраль практически не гнут, поэтому его используют только при изготовлении деталей методом штамповки.
- Особо прочные сплавы авиации класса B согнуты по специальной технологии штамповки и прессования. Они используются при производстве высоконагруженных деталей в автомобильной промышленности и авиастроении.
Особенности резки алюминия болгаркой
Например, чтобы разрезать листовое изделие или какую-либо алюминиевую заготовку с большой толщиной, на рабочий шов капают керосин.
Читать далее: Краткий обзор panasonic cs e12rkdw cu e12rkd
Резать алюминий не только трудно, но и не безопасно! Особенно при использовании болгарки большой мощности.Из-за вязкости алюминия диск будет застревать, а инструмент будет пытаться вырываться из рук.
И произойдёт это не сразу, а только когда рез достигнет определённой глубины. И это может стать неожиданностью для неопытного пользователя инструмента.Да и вообще, с увязающем в металле диском, резать будет не просто.
Одному моему знакомому, однажды подогнали работёнку, нужно было распилить болгаркой алюминиевую цистерну. «Плёвое дело» — подумал он-пилить алюминий, нет ничего легче!
Диск постоянно застревал, увязал в этом металле. Болгарка норовила выскочить из рук.Пилить было одно мучение, дело шло очень медленно. Разные ругательные мысли не выходили из головы. )))
А что делать? Взялся за работу-нужно выполнять! Так прошло несколько часов нелёгкого труда.На помощь пришёл проходящий мимо старик.
Увидев мучения, он начал было пытаться дать совет, но советы порою принимаются тяжело, особенно когда нервы уже на пределе. Ведь работа, казавшаяся по началу простой, уже изрядно вымотала. Поэтому, первая реакция на совет, это желание послать куда подальше.
Тем не менее совет был дан и в конце концов, как рассказал приятель, он ему последовал. Каково же было его удивление, когда после этого дело пошло гораздо веселее.
Как правильно отрезать потолочный плинтус под углом в 45
Угловые элементы для потолочного плинтуса легко подрезаются на стусле и вручную. В первом случае понадобится стусло и ножовка, а во втором – карандаш и ножовка/нож по картону. Полотно ножовки должно быть хорошо заточено, чтобы не пришлось думать, чем замазать сколы и шероховатости на срезе.
Подрезаем угол при помощи стусла
Берем полиуретановый потолочный плинтус. предназначенный для левой или правой стороны угла. Прислоняем его к будущему месту монтажа так, чтобы противоположный от угла конец отрезка в край уже наклеенного молдинга. В месте, где нижняя кромка потолочного плинтуса соприкасается с вершиной угла стены, ставим точку карандашом или наклеиваем кусочек изоляционной ленты. Повторяем эти действия со вторым отрезком.
Как срезать угол потолочного плинтуса, внешний:
- Левую заготовку располагаем в стусле слева направо, прижимая к краю, ближнему к себе. Метка вершины угла должна совпасть с крайней левой прорезью в этом же крае
- Правую заготовку располагаем справа на лево, прижимая к ближнему краю. Метка вершины угла – к крайней правой прорези.
Как запилить потолочный плинтус на внутренний угол? Все очень просто, действия будут точно такими же, только меняется расположение метки вершины угла. Тут наоборот: для левого отрезка – крайняя правая прорезь, а для правого – крайняя левая. Готовые потолочные галтели надо совместить, а затем посмотреть стыки на свет – щелей быть не должно. Если они совсем маленькие, то правка не нужна, можно обойтись заделкой шпаклевочным материалом после монтажа.
Как сделать угол потолочного плинтуса: расположение заготовки в стусле
Важно: иногда углы имеют слишком большие отклонения от стандартных 45 градусов, и простое стусло для потолочного плинтуса становится бесполезным – можно прирезать лишнее. Выходом станет приобретение поворотного инструмента, но стоит он не дешево и это приобретение «на один раз» будет нерациональным. В таком случае можно обойтись методом пересекающихся точек
В таком случае можно обойтись методом пересекающихся точек.
Как резать углы потолочного плинтуса без стусла
Если вы задумались, как правильно запилить потолочный плинтус без стусла, то следующая информация будет вам полезной. Берем правый отрезок потолочного плинтуса из пенопласта, прикладываем на место монтажа и отчерчиваем по его верхнему краю линию на потолке. Она должна заходить за точки вершин углов примерно на 5 см. Проделываем то же самое с левым отрезком и ставим точки в местах пересечения линий. Потолочные плинтусы поочередно прикладываем на место и переносим на них получившиеся отметки.
С верхней частью потолочных молдингов мы разобрались, теперь переходим к нижней. Тут все просто, нужные нам отметки – это вершины углов. Отмечаем их местоположение точками на нижних краях левого и правого потолочного плинтуса. Далее надо соединить точки на молдингах – это и будет линией обрезки. Этот способ поможет справиться даже с самыми кривыми углами. Подгонка, скорее всего, не понадобится, а если это и случится, то она будет минимальной.
Как отрезать потолочный плинтус без специального приспособления: на фото видны пометки для метода пересекающихся точек
Важно: описанные здесь работы требуют выставления отметок на поверхностях. Поэтому сначала надо приступать к вырезке и подгонке потолочного плинтуса, и уже потом думать о том, как клеить обои. Либо, если вы хотите крепить плинтус а поверх обоев, разметку и подрезку делаем до чистовой отделки, а поклейку уже после нее
Либо, если вы хотите крепить плинтус а поверх обоев, разметку и подрезку делаем до чистовой отделки, а поклейку уже после нее.
Выбор газовой среды для лазерной резки алюминия
Нормальная работа лазера невозможна без чистоты и правильного подбора технологических газов. Всего на данный момент существует две технологии лазерной резки: в среде кислорода низкого давления и в среде инертного газа (азота или аргона) высокого давления. Определенный подход выбирают исходя из общих требований к дальнейшей обработке металла. Так, для работы со сталями толщиной не более 3 мм подходят оба газа, для тонколистовых сталей лучше выбирать азот. Тогда как в случае с обработкой алюминия все не так просто.






Резка в кислороде.
Чаще всего данный способ выбирают при резке низко- и среднесплавных сортов стали. Принцип его действия таков: кислород попадает на поверхность нагретого лазером металла, запускается реакция окисления с выделением тепла. В результате температура резки повышается, увеличивается скорость работы, и становится возможна обработка листов большей толщины. Кроме того, при некоторых условиях металл может частично испаряться.
Нужно понимать, что чем чище поступающий газ, тем быстрее идет лазерная резка металла. Если в кислороде есть примеси, в том числе оставшийся в воздухе азот, окисление происходит медленнее, что негативно отражается на скорости резки.
Чем толще разрезаемый лист металла, тем более жесткие требования предъявляются к чистоте газа. Качество кислорода сильно отражается на скорости резки и на предельной толщине обрабатываемого материала. При этом нужно понимать, что речь идет о толщине металлов более 4 мм.
Чем чище кислород, тем более быстрая резка возможна без грата и с получением ровной и гладкой кромки. Иными словами, в этом случае используется такая же мощность лазера и подобные условия фокусировки, но удается раскроить более толстый металл.
Резка азотом.
Азот используется в качестве вспомогательного газа во время лазерной резки нержавеющей стали, алюминия, сплавов с никелем. Кроме того, его могут выбирать для резки малоуглеродистой стали, если большое значение для конкретного изделия имеет отсутствие оксидного слоя.
Стоит пояснить, что азот используют в тех случаях, когда недопустимо окисление краев реза. Лазерная резка с азотом в лучшую сторону отличается от других технологий тем, что при ней у изделия получаются чистые края, удается добиться высокой скорости, нет окалины, перегрева, металл отлично противостоит коррозии. Благодаря всем этим достоинствам лазерная резка азотом приобрела большую популярность при обработке стали, титана, пластика, керамики.

Резка лазером в аргоне.
Аргон (Ar) является специальным вспомогательным газом, который не позволяет образовываться окислам и окалине на металлах, вступающих в реакцию. Такой метод лазерной резки подходит, например, для обработки титана.
Выбор газа при лазерной резке.
Когда речь идет о резке толстых листов, кислород повышает скорость обработки, но при этом формирует широкий оксидный слой вдоль кромки изделия. Благодаря азоту удается сохранить способность нержавеющей стали противостоять коррозии. Также азот считается единственным газом, способным давать отличное качество реза на алюминии. При резке с участием кислорода у алюминиевых деталей получаются неровные, с заусеницами края. Тогда как в азоте металл плавится, но не горит и не испаряется.
Когда-то лазеры имели низкую мощность, поэтому на роль режущего газа выбирали только кислород. С его помощью удавалось обеспечивать высокую производительность и обрабатывать даже толстые листы металла. Но с увеличением толщины сильно падает скорость работы, постепенно она приравнивается скорости обыкновенной газокислородной резки.
Как обрезать углы потолочного плинтуса общие правила
Обрезка должна проводиться по внешнему краю плинтуса, а также с внутренней (при формировании внешнего угла) или лицевой стороны (для внутренней стыковки). Если все выполнено правильно, фактура карниза не будет нарушена. В домашних условиях чаще всего используются отделочные материалы из пенопласта. Технология стыковки элементов заключается в следующем.
- С помощью транспортира измеряется угол между стенами. В том случае, если он строго равен 90°, резать края нужно под 45°. Действие выполняется с обоими элементами.
- Если стыки между потолком и стенами не ровные, радиус угла следует разделить пополам. При этом багет, который будет крепиться с левой стороны, обрезается справа, а правый элемент, соответственно, слева.
- Края деталей внутреннего угла обрезают так, чтобы верхняя часть была короче нижней. Края внешнего угла формируют по-другому: нижняя часть у них короче верхней.
- В отличие от плинтусов из пенопласта, деревянные детали требуется точно подгонять друг к другу и к соседним поверхностям, прикладывая и подрезая по линии примыкания.
Потолочный плинтус (углы): фото демонстрирует приемы подрезки и стыковки элементов:
Обзор компактного оборудования
Рассмотрим основные особенности наиболее популярных компактных аппаратов, при помощи которых можно разрезать алюминиевый профиль.
Электролобзики
Чтобы разрезать алюминиевый профиль, вполне можно задействовать и электрический лобзик. Это очень удобный и компактный инструмент, который имеется в запасе у многих домашних мастеров.
Прежде чем приниматься непосредственно за работу, имеет смысл удостовериться в том, что в приборе установлена соответствующая пилка для металлических деталей. Полотна для древесины легко разрежут и алюминий, но качество реза будет не самым высоким. Сам процесс резки начинается с тыла, после чего поочередно распиливают боковые грани.
Узнаем, какие сильные стороны демонстрируют электролобзики.
- Электрическое оборудование заметно упрощает проведение любых работ, особенно если сравнивать его с ручными приспособлениями.
- Качество реза, сделанного посредством электролобзика, может быть практически идеальным. Не останется заусенцев, скосов и прочих возможных дефектов.
- Проведение работ не займет много времени.
- Есть возможность многократного применения, если правильно выбрать подходящую пилку.
- Электролобзик обойдется намного дешевле, нежели прочие аналогичные устройства для разрезки алюминиевого профиля.
Большого количества серьезных недостатков рассматриваемый инструмент не имеет. Однако мастеру потребуется позаботиться о том, чтобы заготовка была максимально крепко и надежно зафиксирована. В ином случае по ходу резки ее может «повести» под воздействием лобзика.
Плазменные, лазерные, фрезерные установки
Плазменные и лазерные станки являются идеальным решением, если хочется разрезать металл максимально быстро и качественно. Правда, такие варианты не подходят для домашнего применения. Плазморез и лазерный станок относится к категории профессионального оборудования. Такую технику вполне можно встретить на различных крупных предприятиях.
Подобная аппаратура имеет следующие положительные характеристики:
- на резку алюминия лазерным или плазменным станком уйдет всего пара-тройка минут;
- мастеру нужно только настроить профессиональное оборудование, а все остальные работы совершает машина;
- качество реза с таким оборудованием будет самым высоким.
Из минусов можно отметить:
- высокую стоимость такого высококлассного оборудования;
- в домашних или гаражных условиях пользоваться подобной техникой не представляется возможным;
- во время работы лазерный и плазменный станки издают много шума.
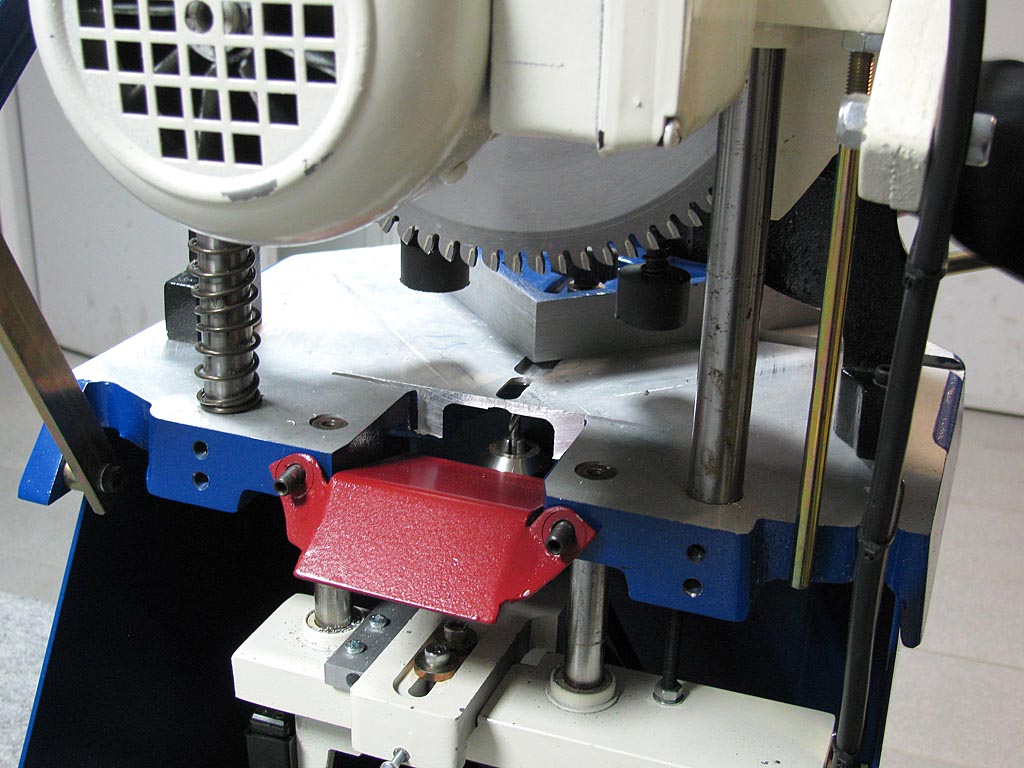
Отдельно стоит поговорить о современных фрезерных установках. Подобное оборудование обязательно должно быть верно настроено оператором на работу с алюминием. Это требование объясняется высокими показателями мягкости и пластичности указанного материала
Также не менее важной оказывается установка небольших показателей оборотов фрезерной техники (от 5000 до 9000 в минуту). Предварительно потребуется капнуть немного керосина на область, где будет производиться рез
Подача заготовки здесь должна быть максимально аккуратной, в ином случае можно испортить фрезу техники. Плюсы и минусы фрезерного аппарата схожи с таковыми у лазера и плазмореза, но качество обработки деталей оказывается чуть менее качественным.
Нередко для резки металла используют разные типы пил. Узнаем о характеристиках наиболее популярных вариантов.
Циркулярная. Аналог ручного инструмента, но с большей мощностью. Циркулярной пилой можно делать продольные, поперечные и наклонные срезы (к примеру, под углом 45 или 90 градусов). Современная техника способна устранять перегрев, отключаясь в нужный момент. Это долговечное, надежное и практичное приспособление, маневренное, сокращает время на проведение работ.
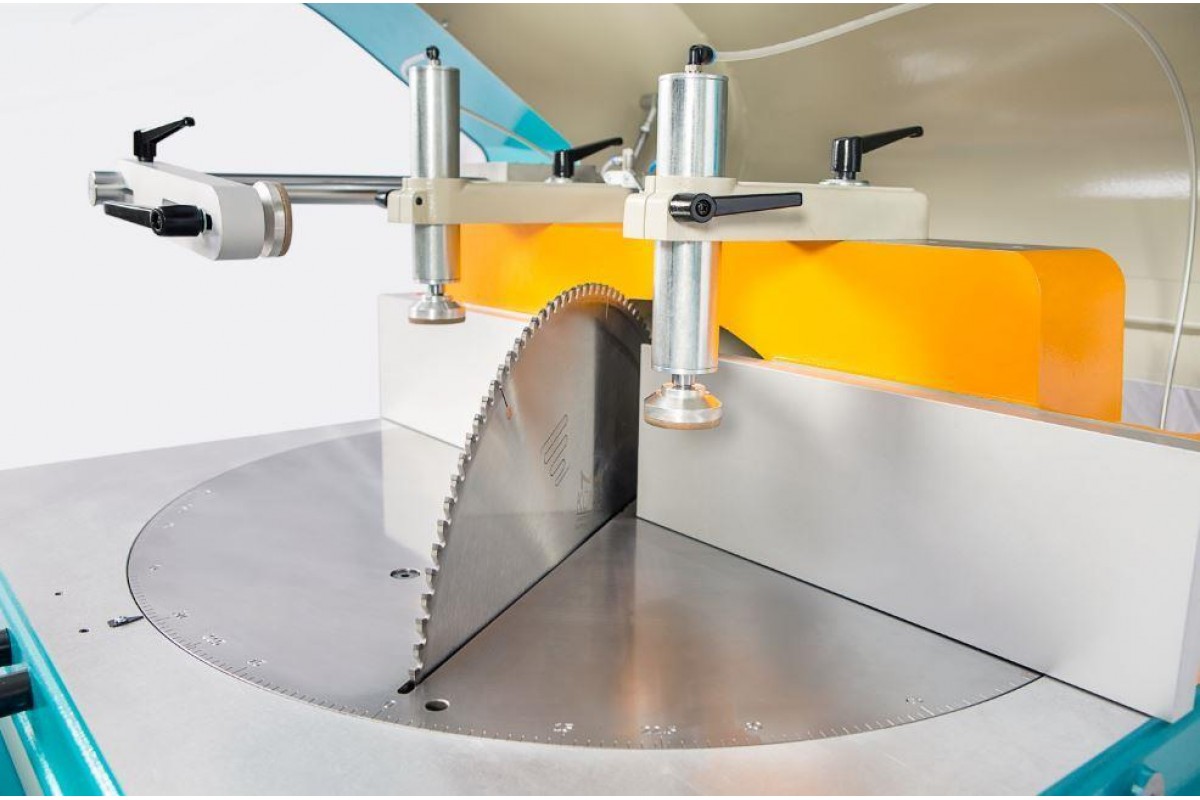
- Дисковая. Многие модели дисковых пил способны резать очень большие по размерам заготовки. Сам инструмент может иметь совсем небольшие габариты. Дисковой пилой можно делать угловую резку. Точность проведения работ здесь оказывается максимально высокой. Правда, пила, в конструкции которой присутствует специальный диск, обойдется в кругленькую сумму.
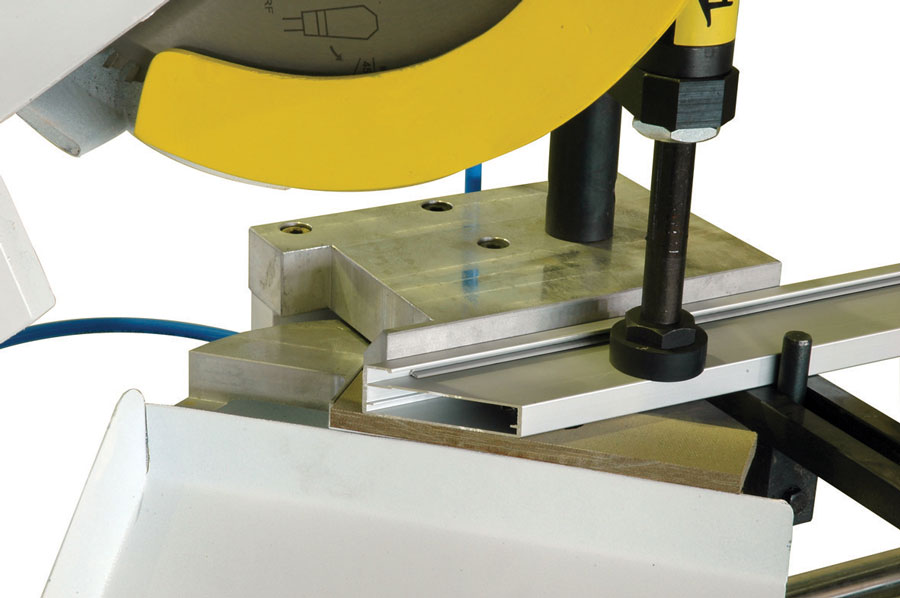
- Торцовочная. Во многом схожа с дисковой пилой. Может резать вдоль, прямо, под наклоном. Предусмотрена крепкая фиксация заготовки в специальных зажимах. Торцовочной пилой можно резать длинные профили из алюминия.
Маркировка на отрезных дисках
Для того чтобы владельцы болгарок могли правильно выбирать расходные материалы в соответствии с предстоящими работами данным инструментом, производители отрезных дисков наносят на них специальную маркировку.
Абразивные диски
Из маркировки можно почерпнуть следующую информацию.
- Материал, из которого изготовлена насадка, обозначается первой буквой: А – корунд, применяется для резки металла; AS – электрокорунд (белый), режет нержавеющую сталь; C – карбид кремния, хорошо режет камень и бетон. Металл с помощью данной абразивной насадки резать нельзя.
- Далее, после буквы, обозначающей материал, идет цифра. Она означает, сколько абразивных зерен находится в единице площади. Соответственно, чем меньше зерно, тем цифра больше. Если вам потребуется разрезать сталь, то выбирайте диск с зерном помельче – 40 или 60. Крупнозернистые диски используются в основном для резки цветных металлов.
- Следующий параметр – это твердость связки. Обозначается буквами латинского алфавита (H, I, J, K, L, M, N, O, P, Q, R, S, T). Чем ближе находится буква к началу алфавита, тем мягче связка, и наоборот. Для обработки мягких материалов связка должна быть твердой, а для прочных и твёрдых материалов – мягкой.
- Последние буквы означают тип связки. Керамическая маркируется буквой V. Такие диски отличаются хорошей водостойкостью, огнеупорностью и стойкостью перед химическими веществами. Бакелитовая связка обозначается литерой B. Такие круги имеют хорошую прочность при изгибе и сжатии, но разрушаются при использовании охлаждающей жидкости с щелочной средой. Также связки на основе бакелита имеют невысокую теплостойкость. При температуре 200 градусов она становится хрупкой, а при больших температурах – начинает выгорать. Третий вид связки — бакелитовая с усилением прочности – помечается как BF или БУ.
- Максимальная скорость, которую нельзя превышать для данного расходника. Может указываться линейная скорость кромки в м/с или в количестве оборотов в минуту.
- Размеры круга в мм: наружный диаметр, толщина и диаметр посадочного места.
- Дата изготовления. Обычно указывается на металлической вставке, находящейся вокруг посадочного отверстия. Устанавливать просроченный круг на болгарку не разрешается, поскольку он со временем может потерять прочность и разлететься во время работы.
- Назначение насадки. Указывается, для резки каких материалов предназначен инструмент.
- Цветовая маркировка: для резки стали используется синий цвет, для резки камня – зеленый.
Цветовая маркировка алмазных дисков
Алмазные круги маркируются следующими цветами:
- оранжевый – для резки кирпича;
- синий хорошо режет бетон и мрамор;
- зеленый используется для резки гранита;
- серый режет черепицу, гранит и керамику;
- желтый – алебастр и кафель.
Почему следует обращаться именно к нам
Мы с уважением относимся ко всем клиентам и одинаково скрупулезно выполняем задания любого объема.
Наши производственные мощности позволяют обрабатывать различные материалы:
- цветные металлы;
- чугун;
- нержавеющую сталь.
Для того чтобы приблизить заготовку к предъявленному заказчиком эскизу, наши специалисты используют универсальное оборудование, предназначенное для ювелирной заточки инструмента для особо сложных операций. В наших производственных цехах металл становится пластичным материалом, из которого можно выполнить любую заготовку.








Преимуществом обращения к нашим специалистам является соблюдение ими ГОСТа и всех технологических нормативов. На каждом этапе работы ведется жесткий контроль качества, поэтому мы гарантируем клиентам добросовестно выполненный продукт.
Благодаря опыту наших мастеров на выходе получается образцовое изделие, отвечающее самым взыскательным требованиям. При этом мы отталкиваемся от мощной материальной базы и ориентируемся на инновационные технологические наработки.
Мы работаем с заказчиками со всех регионов России. Если вы хотите сделать заказ на металлообработку, наши менеджеры готовы выслушать все условия. В случае необходимости клиенту предоставляется бесплатная профильная консультация.





