

Рейтинг качественных и недорогих резьбомеров
КАЛИБРОН 201960
Этот практичный и относительно недорогой набор специальных шаблонов пользуется спросом среди опытных специалистов. С его помощью человек может без труда определить соответствие резьбы диаметру. Диапазон исчисляется за счет миллиметровой размеренности. Пригодится как в домашних условиях, так и профессиональных мастерских. Вес изделия 0,025 кг. Заявленные производителем габариты – 75х15х15 мм. Коэффициент погрешности составляет 15 мкм. Комплект состоит из 17 различных шаблонов.
Средняя цена – 595 руб.
КАЛИБРОН 201960
Достоинства:
- высокое качество сборки и расходных материалов;
- отличная комплектация;
- проверенный временем бренд;
- упаковка, которую можно использовать для дальнейшего хранения;
- эксплуатационный срок.
Недостатки:
NORGAU 045142002
Это качественное и практичное приспособление может использоваться как дома, так и в мастерских. В комплекте находится 24 шаблона стандартного диаметра. Верхний предел измерений – 6 мм. Нижний предел измерений – 0,25 мм. В основе лежит использование высокопрочной закаленной стали пружинного типа. Для изготовления корпуса используются пластиковые винтики и никелевое покрытие. Изделие поставляется в фирменном ударопрочном футляре. Применяется для замеров как внешней, так и внутренней разметки.
NORGAU 045142002
Достоинства:
- отличная комплектация;
- ударопрочный футляр в комплекте;
- эргономичность;
- тайваньская сборка;
- положительные отзывы.
Недостатки:
STAYER PROFI 28041
Для изготовления этой конструкции используется высокопрочный металлический сплав. Компактное и удобное в эксплуатации приспособление оснащено двумя шаблонами, которые применяются для осуществления стандартных замеров. В основе лежит использование метрической системы с шагом 0,5-1,75 мм. Набор состоит из 12 шаблонов. Общий вес – 30 г. Производится на территории Германии.
Сколько стоит комплект? Покупка обойдется в 305 руб.
STAYER PROFI 28041
Достоинства:
- отлично справляется с обозначенным функционалом;
- отличное соотношение цены и качества;
- прочность;
- эргономичность;
- практичность;
- две пластины для трубных замеров находятся в комплекте.
Недостатки:
GRIFF D55 D155005
Эта популярная конструкция пользуется повышенным спросом среди отечественных потребителей во многом благодаря доступной цене. В основе лежит использование дюймовой измерительной системы. Среди прочих функций позволяет осуществлять замеры и вспомогательные расчеты касательно различных элементов и рабочих деталей. Конструкция также может применяться для осуществления стандартных замеров, однако понадобится некоторое время для того, чтобы приспособиться. Приспособление можно использовать не только обычными мастерами, но и на производстве. Модель характеризуется повышенной точностью осуществляемых измерений. Коэффициент погрешности минимальный, исходя из многочисленных отзывов в сети. За счет компактных габаритов прибор удобно носить с собой. В наборе имеется 17 стандартных шаблонов, общий вес которых составляет 30 г. Производится на территории Поднебесной.
Средняя цена – 180 руб.
GRIFF D55 D155005
Достоинства:
- 17 универсальных элементов в наборе;
- высокое качество сборки;
- доступная цена;
- низкий коэффициент погрешности;
- компактные габариты;
- эргономичная форма.
Недостатки:
Автоdело М60 40384 11083
Это практичное и недорогое приспособление позволит осуществлять необходимые замеры как дома, так и на производстве. К тому же никаких профессиональных навыков для работы с инструментом не понадобится. Применяется для осуществления необходимых метрических замеров. Характеризуется повышенной точностью нарезки. В процессе изготовления используется штамповочный метод, за счет чего производителю удалось добиться высокого качества сборки. Щели, сколы и зазоры не были выявлены, как и другие факторы, которые способствуют снижению коэффициента точности. Для изготовления конструкции используется калиброванная сталь. Материал характеризуется стойкостью к механическим повреждениям и преждевременному износу. Комплект состоит из 20 элементов, общий вес которых 15 г. Производится на территории России. Корпус сделан из хлипкого пластика.
Автоdело М60 40384 11083
Достоинства:
- превосходное качество сборки и вспомогательных комплектующих;
- отличная комплектация;
- компактные габариты;
- доступная цена;
- модель пользуется спросом среди начинающих пользователей.
Недостатки:
Что называется резьбомером и его назначение
Сначала выясним, что же представляет собой резьба. Резьбой называется спираль, имеющая постоянный шаг по всей площади. Спираль нарезается при помощи специальных инструментов на поверхности цилиндрических и конических изделий. Эту спираль еще называют нарезкой, посредством которой обеспечивается разъемное соединение деталей. Для получения спирали на изделии используется не только способ нарезки, но и прокатки
При работе с резьбой немаловажно иметь в наличии резьбомер, и уметь им правильно пользоваться
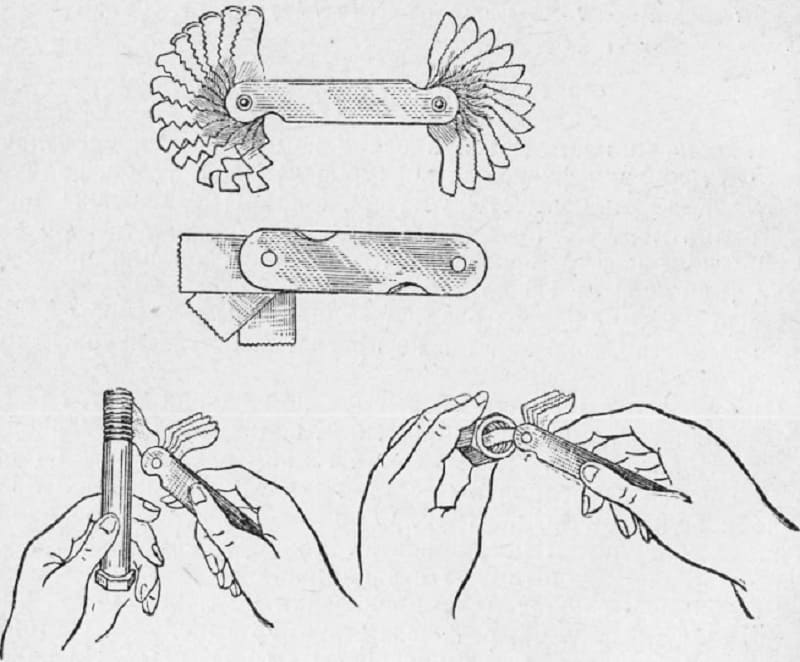
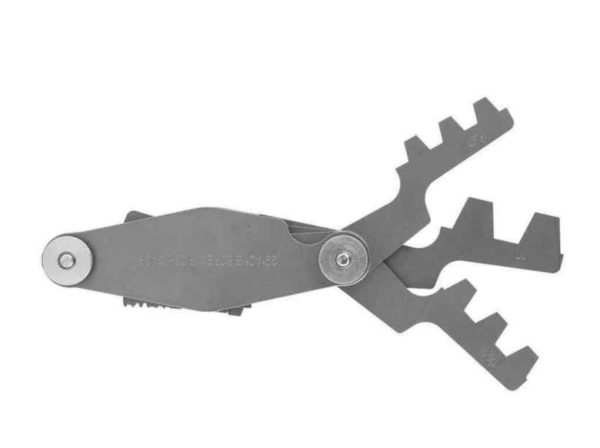
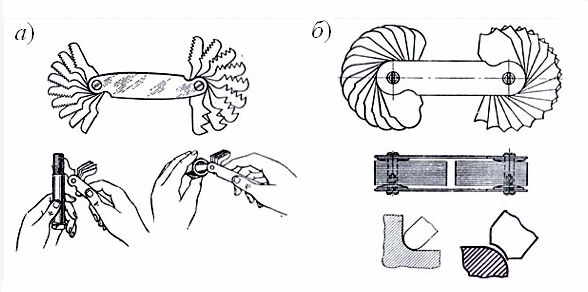
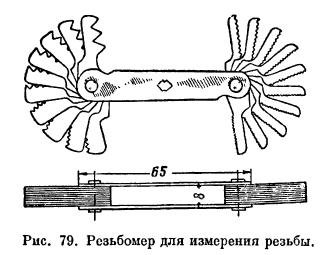
Рассматриваемый инструмент имеет схожесть со щупами для выставления тепловых зазоров между клапанами на автомобильных двигателях. Однако такая схожесть проявляется только по внешней конструкции, и что же такое резьбомер, предстоит подробно разобраться. Резьбомер — это небольшой прибор, цена которого не превышает 200-300 рублей, состоящий из набора щупов с зубьями. Именно за счет наличия зубьев на пластинах этот прибор отличается от щупа для измерения расстояния между клапанами.
Пластины с зубчатыми щупами крепятся к корпусу инструмента, а изготавливаются они из стальных сплавов. Каждый щуп оснащен своеобразной формой зубьев, отличающихся между собой такими параметрами, как шаг, толщина и направление вращения. Главное назначение прибора — измерение шага резьбы на различных деталях. Именно за счет такого предназначения, этот инструмент относятся к категории измерительных приборов. Причем использовать этот инструмент можно для определения шага резьбы, как наружной, так и внутренней, что достигается за счет наличия отшлифованной поверхности.
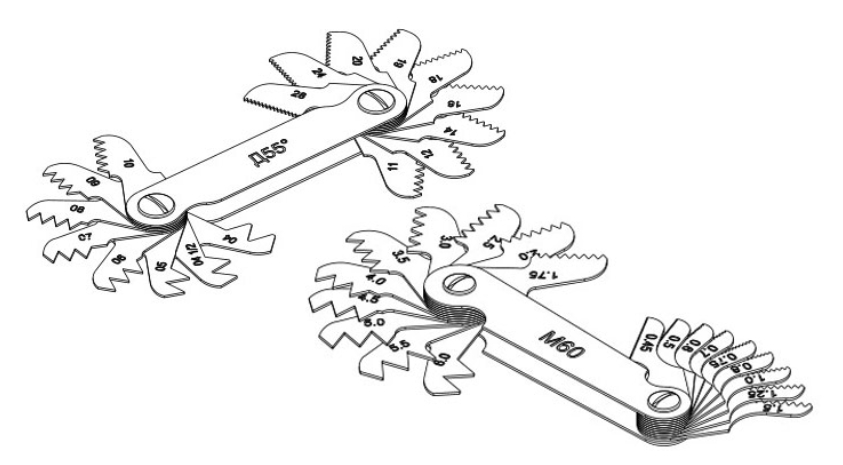






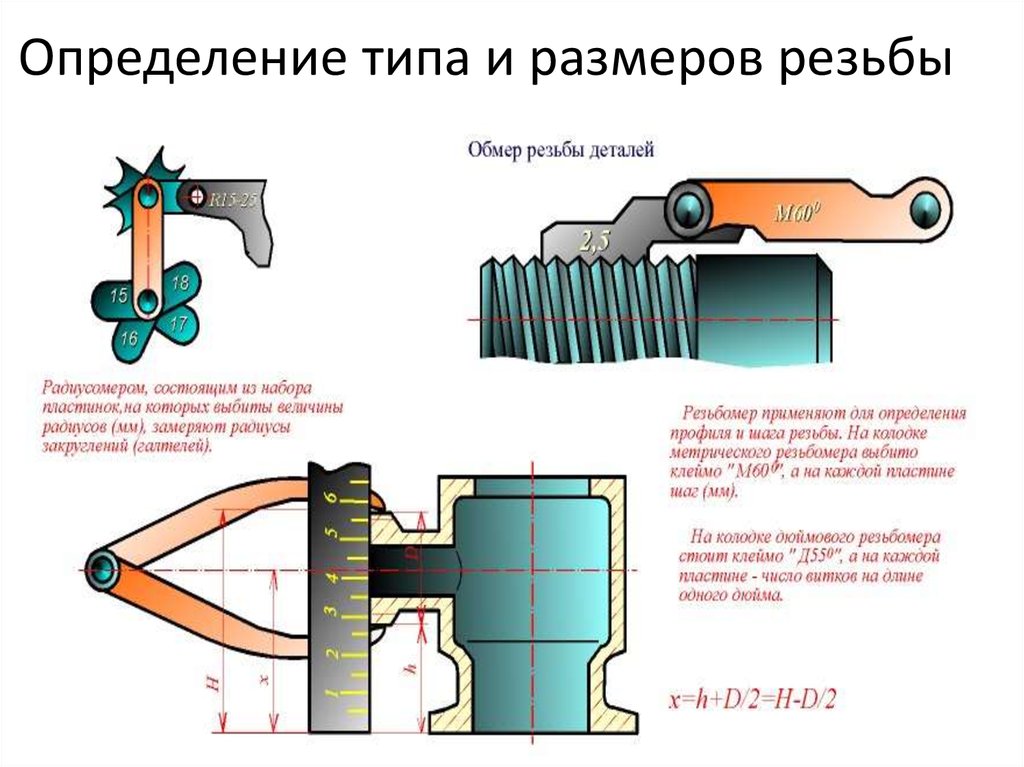
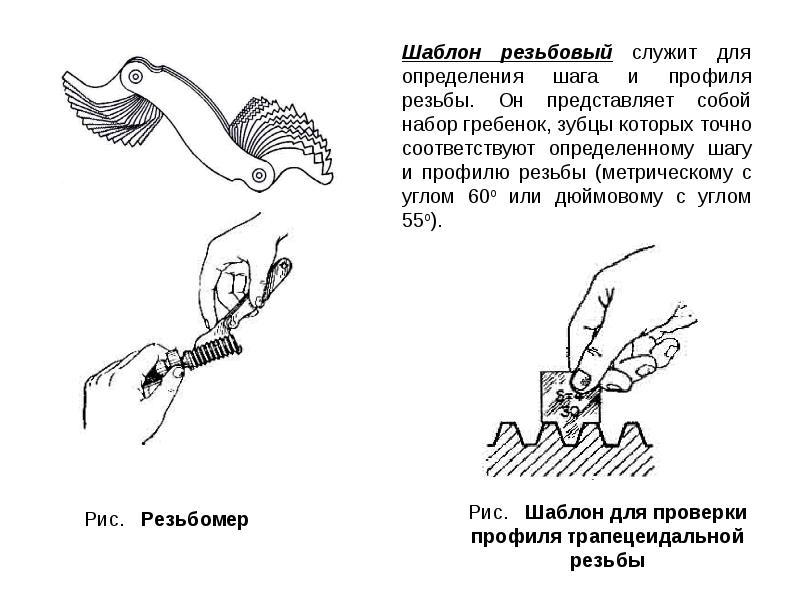
На корпусе инструмента имеется соответствующая маркировка, которая представлена в виде — «Д55» и «М60». Мало кто знает о том, что обозначают эти буквы и цифры. Однако разобраться в этом необходимо еще до того, как будете учиться пользоваться резьбомером. Маркировка «М60» обозначает, что этот прибор предназначен для измерения метрической резьбы, а «Д55» — для идентификации дюймовой нарезки. Цифровое обозначение указывает угол между вершинами, то есть, на метрической резьбе он составляет 60 градусов, а на дюймовой 55 градусов.
Цифровое обозначение присутствует также на лицевой поверхности каждой зубчатой гребенки. Указываемые значения соответствуют определенному шагу резьбы, что упрощает процесс идентификации. Для изготовления приборов производители применяют инструментальные стали следующих марок:
- У7
- 8ХФ
- ХВ4
Эти типы сталей отличаются такими преимуществами, как низкий коэффициент температурного расширения, а также пониженный показатель прокаливаемости (способность стали воспринимать закалку). Именно за счет этих преимуществ резьбомеры можно использовать в широком температурном диапазоне. Изготовление измерительных инструментов происходит с соблюдением установленных стандартов. Производство инструментов стандартизировано к ГОСТу 5950-85.
Гребенки имеют специальную конструкцию, что позволяет при проведении измерений резьбы не только правильно устанавливать шаг, но и степень заполнения профиля с определением количества нитей. Особенно актуально определение количества нитей или витков, когда применяются детали, имеющие шлифованную резьбу с присутствующими на ней дефектами в виде сточки на шлифовальном круге.
Эксплуатация измерительного инструмента
В нашей стране действует Государственная система обеспечения единства измерений (ГСИ). Среди множества задач, которые она призвана решать можно выделить следующие:
- Государственный метрологический контроль, включающий в себя поверку средств измерений; утверждение типов средств измерения; выдача лицензий на производство и ремонт средств измерений.
- Метрологический контроль над производством использованием средств измерения, эталонов величин измерения, методиками проведения измерений и другими вопросами, относящимися к средствам и методам измерений.
Структурно ГСИ входит в ФА Росстандарт и соответственно все вопросы с поверкой и аттестацией измерительных приборов необходимо обращаться в региональные отделения федерального агентства.Для обеспечения качества продукции, выпускаемой продукции необходим постоянный контроль над размерами, допусками, посадками. Для проведения этой работы на предприятии должен эксплуатироваться только качественный инструмент. Практически все измерительные приборы должны проходить процедуру поверки. Поверка (не путать с проверкой) мерительного инструмента представляет собой набор определенных мероприятий, проводимых для подтверждения соответствия измерительных приборов требованиям метрологии. Поверка инструмента должна проводиться в специально аттестованных лабораториях.
ГОСТ и унификация крепежа
В течение длительного времени не могли прийти к единому стандарту. Еще в середине XIX века разные производители пользовались своими мерительными инструментами. Попутно у каждого резьбовые соединения выполнялись по своим требованиям и параметрам. Возникали проблемы у эксплуатационников.
При необходимости разборки и последующей сборки изделий приходилось помечать каждую деталь, чтобы потом их поставить строго на свое место. Особенно сложно приходилось военным, так как ружья и пушки приходили с разных заводов. Если кто-то разбирал свое оружие, то собрать чаще всего не удавалось.
Еще в XII веке установили, что оптимальным будет расстояние между двумя канавками на стержнях, равное примерно 20 % от диаметра. Тогда их изготавливали из дерева, на ручьях и небольших реках создавали водяные мельницы. Позже (примерно середина XIV века) начали проектировать и создавать ветряные мельницы.
Отдельные детали стягивали мощными шпильками. На них накручивали громадные дубовые гайки, выточенные из единого куска прикорневой части. Но все – это были единичные, разовые изделия. Их характеристики и качество зависели от мастера. С развитием техники нужно было добиваться однообразности и универсальности стяжных деталей.
Информация к размышлению
Первый отраслевой стандарт был принят в Туле (Россия). На первом оружейном заводе производили только сборку конечного изделия. Производилось и литье. А сами отливки раздавали мастерам для домашнего изготовления. Так образовались улицы со своими названиями: Курковая, Ложевая, Дульная, Штыковая и ряд других. Тут делали только одно изделие. Потом на сборке оставалось только собрать их и получить ружье.
Главная заслуга Никиты Демидова (основоположника первого оружейного завода России) заключалась в том, что он сумел разработать подробные чертежи, а также мерительные инструменты (калибры). Пользуясь ими, мастера могли проверять, насколько правильно обрабатывается конкретная деталь. Налажен был выпуск и ручного металлообрабатывающего инструмента: напильники, шаберы, скребки и ручные сверлильные устройства.
В это же время Англия также изготавливала ружья. Конструктивно они были идентичными. В 1787 году были приобретены 500 ружей в Туле и 500 ружей из Англии. Их разобрали, а детали по артикулам разложили в несколько куч. Тщательно перемешали.
Потом решили собрать. Тульские ружья собрали все. Каждое прошло проверку на качество стрельбы. Результаты удовлетворили комиссию. Ни одного английского ружья собрать не смогли. Детали требовали индивидуальной притирки. Единого стандарта не было.
Поэтому в русскую армию помимо ружей поставляли детали, которые могли выходить из строя в процессе эксплуатации. В каждом полку существовал взвод, в обязанности которого вменяли ремонт вооружения.
В этих взводах имелись болтики, винтики и гаечки. Тогда их метили специальными насечками, чтобы использовать по мере необходимости.
В 1790 г. в Париже произошло первое утверждение основной системы мер. Одним из первых была утверждена мера длины – метр. Установили и дробные величины, которыми пользуются повсеместно: сантиметр, миллиметр.
Англия отказалась переходить на европейский стандарт. У них до сих пор пользуются футами, дюймами, линиями.
Для унификации деталей каждая страна разрабатывала свои государственные стандарты. Их соотносили так, чтобы товары из сопредельных государств могли соответствовать и отечественным изделиям. Поэтому с 1924 г. в СССР был введен ГОСТ на резьбовые соединения. Кроме основного стандарта допускалось использование изделий из Великобритании и США (дюймовые стандарты). В настоящее время используются только трубные соединения, измеряемые в дюймах.
Измерители, применяемые в металлообработке
Наиболее распространенный универсальный измерительный прибор — линейка. Разметочной линейкой пользуются все специалисты, независимо от профиля. К более специфическому множеству мерных устройств относятся поверочные линейки. Их используют для выявления отклонений изделий по плоскости. Величину отклонений определяют с помощью калиброванных щупов — металлических пластин, толщина которых колеблется от 0,01 мм до нескольких мм. С помощью специальных линеек модельщики определяют усадочный размер горячих слитков.
В сфере металлообработки для измерения линейных характеристик используются два основных вида приборов:
- штриховой прибор с нониусом;
- микрометрический инструмент винтового типа.
Средства измерения резьб. Проволочки измерения резьбы

Одним из наиболее прогрессивных методов контроля является активный. Наиболее рационально его применение в условиях массового и крупносерийного производства. Устройства активного контроля при определенном измерении размеров позволяют автоматически изменять ход технологического процесса и обеспечить заданную точность обработки.
Устройства активного контроля могут включаться в конце цикла обработки и по результатам измерения подавать команду на подналадку режущего инструмента (их называют подналадчиками) или производить проверку размеров изделия непосредственно в процессе обработки с целью регулирования величины перемещения, режимов резания и других параметров технологического процесса. Приборы активного контроля, регулирующие параметры технологических процессов, применяются в станках с программным управлением.
Для автоматического контроля и подналадки применяются приборы контактного и бесконтактного действия. У приборов контактного действия наконечник находится в контакте с измеряемым изделием и может, срабатываясь, быть причиной погрешности прибора. Для уменьшения такой возможности наконечники приборов активного контроля изготовляют из твердого сплава, алмазов, агатов или других особо твердых материалов.
Приборы для измерения резьб.
Основными контролирующими параметрами резьб являются наружный средний и внутренний диаметры, угол профиля и шаг. При измерении резьб применяются средства комплексного и поэлементного контроля.
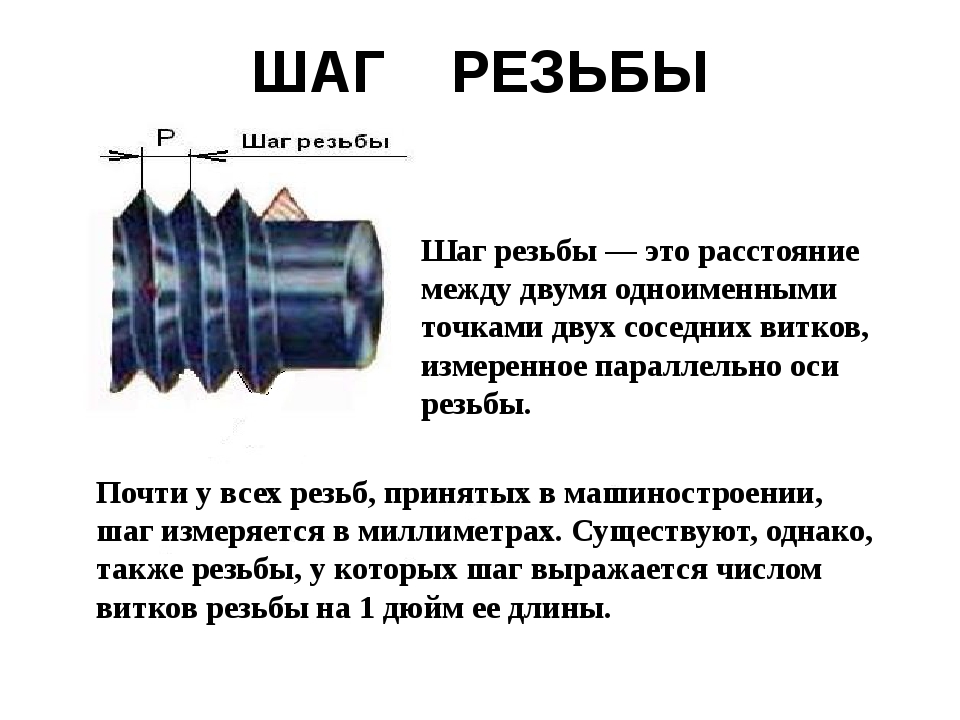
Измерение шага резьбы
Для контроля такой характеристики, как шаг резьбы используются стандартные линейки с миллиметровыми и дюймовыми делениями, а также резьбомеры. Результаты вычислений шага посредством линейки являются неточными и производятся путём замера определённого числа витков. Главной задачей измерения является нахождение количества витков, которое приходится на единичный шаг резьбы. В условном случае, когда на 1 дюйм приходится 5 витков, шаг равняется 1/5 дюйма. Для удобства полученные результаты в дюймах пересчитывают в миллиметры. Во время процесса измерения витков посредством линейки человек должен учитывать следующие особенности:
- Для достижения максимальной точности нужно измерять не отдельные участки, а целую часть профиля детали.
- Перед процедурой измерения необходимо подсчитать целое количество витков.
- Шаг резьбы определяется после замера глубины и главных характеристик резьбовых соединений.
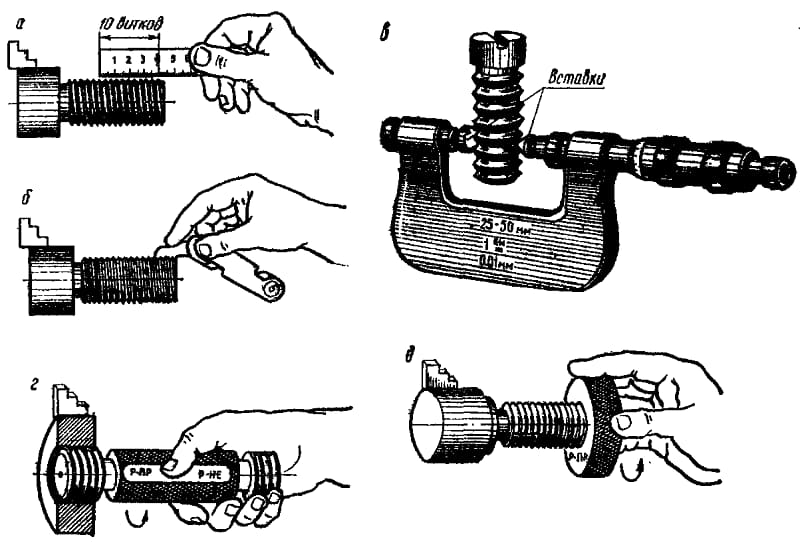
В результате измерений находится усреднённое значение шага. Погрешность расчётов зависит от правильности выполненной нарезки детали.
Резьбомер способен предоставить наиболее точные результаты измерений шага для трубной конической резьбы, потому что он может работать с наиболее маленькими расстояниями.
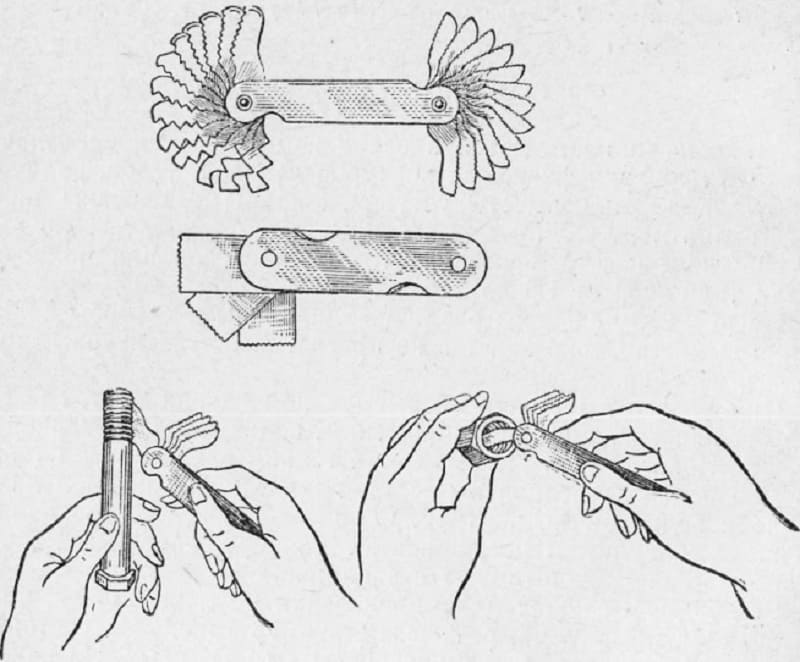
В состав его конструкции входят пластины, выполненные из сплавов железа. Каждая пластина оснащена вырезами, эквивалентными профилю нарезки и её шагу. Для определения величины шага резьбомер прикладывается к измеряемой детали. Пластина резьбомера производит точный контроль только в том случае, когда она параллельна оси нарезки






Важно, чтобы пластинка и отверстие резьбы совпали по размеру
Как правильно нарезать витки на водопроводной трубе
Рекомендации по нарезанию витков на водопроводной трубе во многом связаны с тем, какая именно технология применяется. Ручной инструмент для нарезания наружной резьбы должен применяться с учетом следующей информации:
Нужно применять смазывающие вещества, которые добавляются в зону резания для снижения степени износа режущей кромки.
На момент работы нужно следить за тем, чтобы инструмент был расположен строго перпендикулярно заготовке
При его смещении витки могут быть расположены друг относительно друга неправильно.
При резьбонарезаии уделяется внимание тому, чтобы с зоны резания своевременно удалялась стружка.
Нарезание резьбы на водопроводной трубе
Рассматриваемая работа может проводится и в бытовых условиях.
Где и когда нужно пользоваться инструментом
Свое применение этот измерительный инструмент нашел в разных сферах, но самым популярным направлением, где без угломера обойтись никак нельзя — это строительство. Не меньшей популярностью пользуется угломер среди плотников, столяров и монтажников. Когда нужно выставить прямой угол, то мастер пользуется угольником. Если же необходимо соединить детали под другим углом (больше или меньше 90 градусов), тогда понадобится воспользоваться угольником.
Это интересно! Угольник применяется не только для выставления нужного угла, при котором будут соединяться детали или сооружаться конструкции, но еще и с целью проверки соответствия указанному значению. Именно поэтому прибором пользуются не только строители, но и специалисты во время проведения проверочных работ.
Одним из самых простейших примеров применения угломера в быту — когда самостоятельно выполняется оштукатуривание оконных откосов. Если боковые откосы имеют не прямой угол, тогда для идентичности двух стенок, понадобится воспользоваться угломером. Кроме строительства, применяются инструменты в следующих сферах:
- Геометрия
- Астрономия
- Военное направление
- Мореходка
- Сварочные работы
В зависимости от сферы использования, были разработаны соответствующие виды угломеров, о чем подробно узнаем далее.
Существующие виды резьбомеров-шаблонов
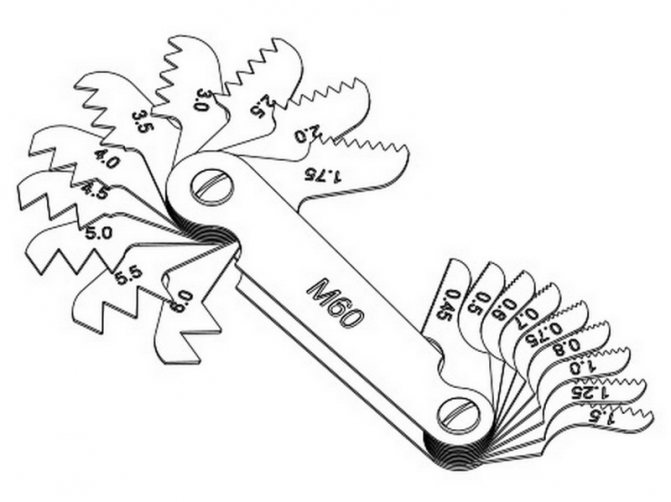
Метрические образцы
Обычно они имеют обозначение на своей рабочей части в виде надписи «М60», что означает величину градусов к профилю метрической нарезки. Процесс применения данного прибора достаточно прост – нужно всего лишь путем перебора имеющихся шаблонов, подобрать именно тот, который наилучшим образом встанет в паз по глубине измеряемой канавки на детали. Далее остается лишь считать маркировку, которая нанесена на подошедшем шаблоне. Также можно сочетать использование шаблона вкупе со штангенциркулем и в итоге получить более полную информацию о характеристиках измеряемой винтовой нарезки. Стоит отметить, что параметры используемой резьбы всегда должны быть уже зафиксированы государственными стандартами – в противном случае, нанесенная резьба будет считаться браком.
Дюймовые образцы
Они применяются для измерения характеристик дюймовых и трубных винтовых сочленений. С помощью этих инструментов измеряется именно количество витков по длине определенной единицы расстояния. На корпусе таких резьбомеров нанесена маркировка «Д55», а это означает, что угловой градус профильных трубных/дюймовых резьб имеет показатель 55.
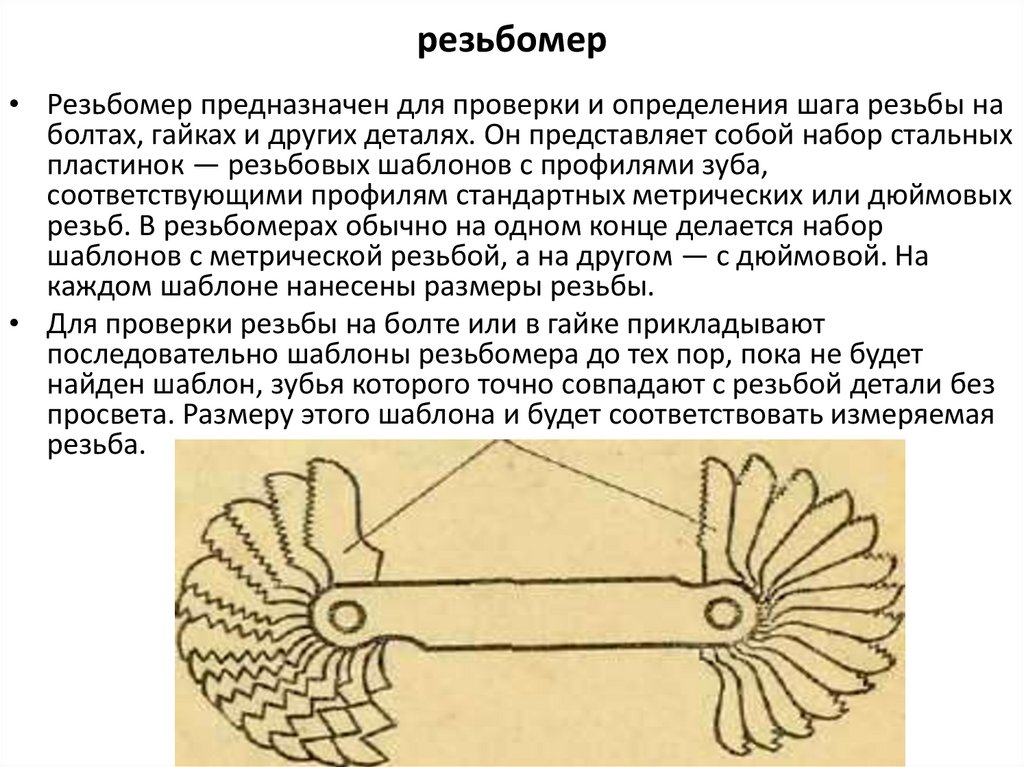
Что такое резьбомер
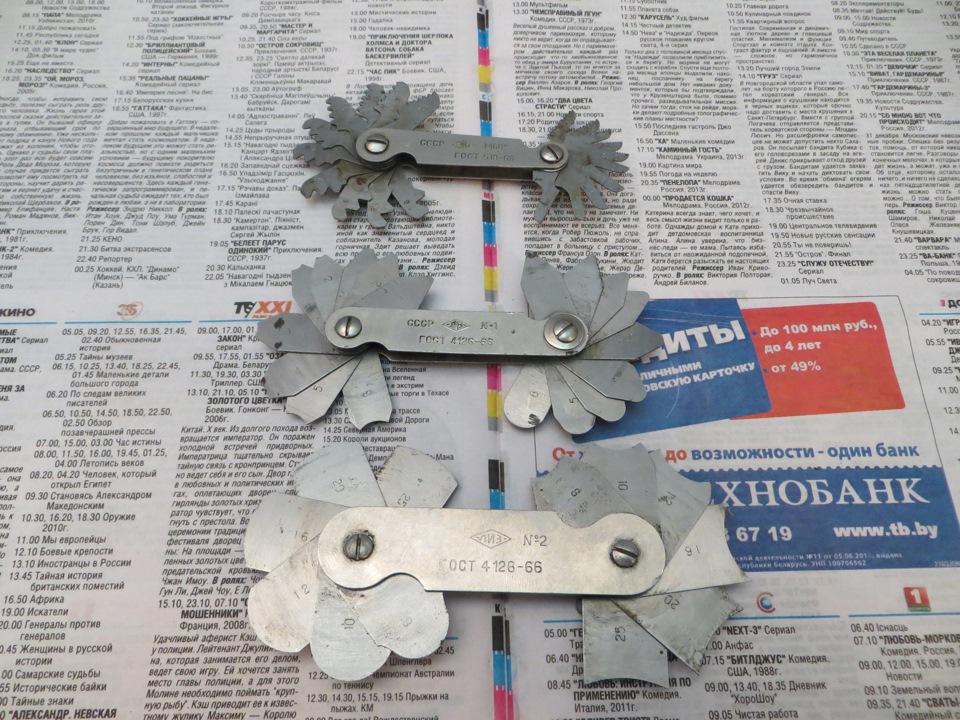
Конструкция резьбомера состоит из набора зубчатых щупов, закрепленных на корпусе инструмента. Они представляют собой небольшие пластины или шаблоны, выполненные из стальных сплавов. Щуп определяет величину зазоров между двумя изделиями. Если значение зазора слишком велико, применяются несколько пластин одновременно. Каждый щуп обладает уникальными параметрами шага, толщины и вращается вдоль оси. Во время использования инструмента шаг щупа должен соответствовать шагу измеряемой резьбы. Благодаря отшлифованной поверхности, пластины могут использоваться для оценки точности как внутренней, так и наружной нарезки.
Для определения характеристик нарезания используются резьбовые шаблоны ГОСТ 519-77. Они определяют для метрической и трубной резьбы уникальные значение шага и количества витков на 1 дюйм нарезки. При определении точности также используются метрики или штангенциркули.
Все элементы резьбомера производятся в соответствии с ГОСТ 5950-85. Государственный стандарт регламентирует использование стальных сплавов ХВ4, У7 и 8ХФ. Эти металлы не подвержены воздействию сильных перепадов температур. Они обладают повышенной прочностью и не подвергаются коррозии. Благодаря этим свойствам инструмент может эксплуатироваться в течение длительного времени без износа конструкции.
Резьбомеры являются универсальными инструментами и широко применяются в промышленном секторе. Они используются в металлообрабатывающем и машиностроительном комплексе, строительстве и индустрии по производству электроники. Эти инструменты также используются в бытовых условиях для измерения резьбовых соединений в радиоэлектронной аппаратуре и металлических изделиях.
Метрические резьбы
Метрические резьбовые соединения каждого диаметра в интервале 1–600 мм могут изготавливаться с шагами нескольких размеров. Однако они должны быть не более 6 мм. Большие шаги имеются только в резьбе диаметром 1–68 мм. Они используются, когда необходимо соединить большие детали. Кроме того, предусмотрен ряд мелких шагов, которые делают при тонкостенных деталях и ограниченной длине скручивания для повышения прочности и самотормозящих свойств при вибрационных нагрузках. А также в случаях, когда необходимо получить малые осевые передвижения при значительных углах поворота (например, микрометрические винты устройств). Длина скручивания с мелким шагом непостоянна и колеблется от 0,3 до 2d. ГОСТ 8724-81 содержит все указания о наличии и преимущества метрической резьбы (табл).
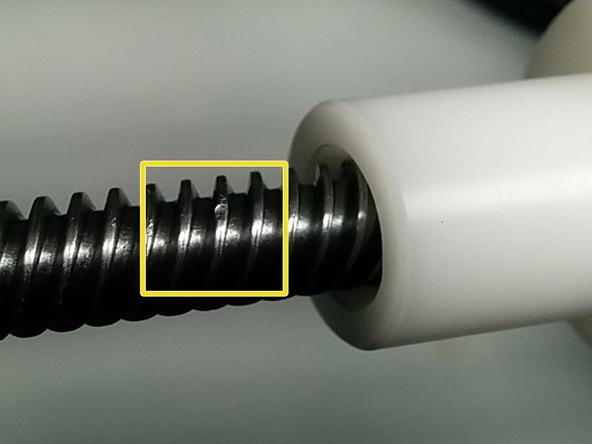
Таблица “Размеры и шаги метрических резьб” приведена ниже.
| Диаметры, d, D, мм | Шаги, P, мм | |||||
| 1-й ряд | 2-й ряд | 3-й ряд | большие | мелкие | ||
| 4 | 3 | 2 | 1,5 | 1,25 | 1 | 0,75 |
Общие сведения
Измерительным прибором называют такое устройство, которое позволяет получить значение некоторой физической величины в заданном диапазоне. Последний задается с помощью приборной шкалы. А также технические приборы позволяют переводить величины в более понятную форму, которая доступна определенному оператору.
В настоящее время список измерительных приборов довольно широк, но большинство из них предназначается для контроля за проведением технологического процесса. Таким может быть датчик температуры или охлаждения в кондиционерах, нагревательных печах и других устройствах со сложной конструкцией.
Чтобы узнать больше сведений о конкретном инструменте, необходимо рассмотреть определенную классификацию контрольно-измерительных устройств и приборов.
Устройство и принцип функционирования
Нутромеры – это инструменты для нахождения внутренних размеров (диаметров отверстий, пазов и т. д.). Они рассчитаны на случаи, когда недоступно применение других инструментов в виде рулетки либо линейки или они недостаточно точны. Рассматриваемые приборы применяют в автосервисах, механосборочных цехах, слесарных мастерских, например, для замера цилиндров двигателя.
Общепринятой классификации данных устройств не создано, однако нутромеры дифференцируют на основе различных параметров. Так, по конструкции их подразделяют на шариковые, цанговые и др., по варианту отсчетного устройства – на индикаторные и др., по контакту с определяемой поверхностью – на кромочные и др. Наиболее известна и обширно распространена классификация, основанная на совокупности конструктивных особенностей нутромеров и их назначении:
- Конструкция микрометрических моделей, включает соединенные колпачком микрометрический винт и барабан, стебель со сферическим наконечником, предохранительный колпачок, стопор. К тому же их комплектуют несколькими удлинителями и мерой. Головку вариантов с верхним значением измерений более 1250 мм оснащают индикатором часовой конструкции с интервалами делений в 0,01 мм. Рассматриваемые приборы производят на основе ГОСТ 17215. Встречается пять типоразмеров таких моделей с различными рабочими диапазонами: от 50 до 2500 мм. Варианты с часовым индикатором представлены еще в трех типоразмерах с диапазоном от 1250 до 10000 мм. Устройства данного типа ввиду хороших метрологических параметров (точность и погрешность равны около 0,01 и 0,006 мм соответственно) обычно применяют для точной проверки размеров.
- Индикаторные нутромеры включают два основных узла: индикатор с часовым циферблатом и измерительную часть, представленную двумя стержнями (подвижным, служащим для монтажа сменных вставок, и находящимся в корпусе неподвижным). Кроме того, в корпусе размещена система подвижных рычагов. Индикаторные приборы подходят для отверстий диаметром от 6 мм и имеют погрешность в 0,025-0,15 мм. Движение стержня и цена деления составляют 1-10 и 0,001-0,01 мм соответственно.
Первые простейшие модели нутромеров появились около XVII в. Данные инструменты были выполнены в виде циркулей с отогнутыми наружу концами ножек. Современные начальные модели, называемые штихмассами, представлены трубками либо стержнями с наконечниками сферической формы. Они рассчитаны на крупные отверстия диаметром 100-2500 мм.
Принцип их функционирования состоит в передаче величины перемещения подвижного стержня на отсчетное устройство посредством передаточного механизма. Нутромеры оснащают передаточными механизмами различного типа, что также определяет сферу применения. Так, варианты с рычажными, конусными и клиновыми передачами рассчитаны на небольшие отверстия. Конусные модели (кромочные со стрелочной головкой либо шкалой с нониусом, цанговые, шариковые в трех типоразмерах) применяют для малых отверстий (от 0,2, от 0,95, 3-18 мм соответственно). Большинство индикаторных нутромеров оснащают передаточными устройствами рычажного либо клинового типа. Рабочий диапазон для них составляет от 3 до 1000 и от 18 до 50 мм соответственно.
Еще одним классификационным признаком для нутромеров является количество точек соприкосновения с поверхностью.
Только пассиметры имеют три наконечника, один из которых подвижен. Такие устройства имеют рабочий диапазон от 19 до 120 мм. Кроме того, для дифференциации нутромеров используют форму контактной поверхности (плоская, кромочная и др.).






Отдельно следует отметить электронные модели. Они представлены модификациями микрометрических нутромеров, оснащенными электронной головкой с цифровым отсчетом. Как и для механических аналогов, принцип измерения такими приборами основан на сравнении с мерой, в качестве которой в данном случае применяется высокоточное кольцо.
Рекомендации по работе с резьбомерами
При эксплуатации резьбомеров нужно учитывать некоторые особенности. Эти особенности выглядят следующим образом:
Хранить прибор рекомендуется в герметичных ящиках или контейнерах, чтобы предотвратить механическое воздействие и деформацию инструмента
Получить высокоточные результаты измерений можно при использовании только специального инструмента, и прибегать к помощи линейки, штангенциркуля и микрометра следует в исключительных случаях, когда под рукой нет специализированного прибора
При проведении идентификации резьбы необходимо обеспечить неподвижность заготовки
В противном случае, это негативно отразится на качестве проводимых измерений
Резьбомеры имеют острые грани, поэтому при эксплуатации важно соблюдать технику безопасности
Если на щупах прибора имеются внешние дефекты, то такой инструмент не может использоваться для проведения точных измерений. Дефекты в виде царапин, сколов, вмятин и т.п., негативно повлияют на точность проводимых расчетов
В продаже можно встретить резьбомеры не только металлические, но и пластиковые. Как правило, из пластика изготовлен корпус, а щупы делают исключительно из специальных марок стали. Приборы с пластиковым корпусом имеют значительный недостаток — низкая прочность, но при этом стоят они не более 100 рублей.
В завершении следует подвести итог, и отметить, что определить шаг резьбы болтов, гаек и прочих крепежных изделий не представляет особых трудностей, если знать алгоритм, и владеть специальным инструментом. Полученные значения после применения резьбомера позволяют изготовить вторую крепежную деталь для обеспечения прочного и разъемного соединения.
Разновидности
Чтобы выбрать одну из разновидностей резьбонарезного инструмента, нужно понимать какие виды резьбовых соединений бывают:
- Цилиндрическая и коническая резьба.
- Многозаходная — состоящая из нескольких винтовых линий.
- Однозаходная — состоящая из одной винтовой линии.
Резьба для труб может изготавливаться вращением инструмента в правую или левую сторону. Направление зависит от выбранного инструмента.
Электроинструмент
В строительных магазинах можно найти большой выбор электрических резьбонарезных инструментов. Оборудование позволяет увеличить эффективность человеческого труда и повысить производительность. Дополнительно увеличивается качество проводимых работ. Современные электроинструменты позволяют создавать разные виды резьбы, работать в труднодоступных местах. Для закрепления обрабатываемых поверхностей на инструменте есть специальные тиски.
Однако важно помнить о том, что электроинструменты быстро перегреваются. Поэтому при работе нужно использовать охлаждающие жидкости
Ручные приспособления
Ручные метчики могут быть отдельной оснасткой для электроинструментов или закрепляться на ручные приспособления. Ручной инструмент представляет собой рукоять и корпус для закрепления плашки. Они могут быть одинарными и симметричными (в зависимости от вида создаваемой резьбы). Двухкомпонентные инструменты могут оборудоваться храповым механизмом для облегчения процесса работы и удобства.
Особенности технологии
Последовательность действий при прохождении внутренней резьбы при помощи метчика следующая:
- Разметить отверстие.
- Накернить его молотком и керном.
- Смазать деталь и сверло.
- Закрепить деталь в тисках или прижать ее к рабочему столу струбциной.
- Закрепить сверло в патроне станка, выставить самые малые обороты и начать сверление, после того, как головка сверла погрузится в металл, обороты можно добавлять.
- По окончании сверления убрать стружку и раззенковать отверстие.
- Смазать метчик №1 и деталь, выставить метчик строго по оси отверстия.
- Аккуратно начать первые витки нарезки резьбы метчиком. После каждого полного оборота делать пол-оборота в обратном направлении. Добавлять смазку каждые несколько оборотов.
- Если усилие на воротке резко возрастает, необходимо сдать назад, чтобы сбросить стружку.
- После прохождения №1, пройти отверстие №2 и №3 тем же способом.
Самая главная особенность при нарезании резьбы — это тщательность, аккуратность, отсутствие спешки и излишних прикладываемых усилий. Лучше потратить несколько секунд на лишние пол-оборота назад, чем часами возиться со сломанным и заклинившим метчиком, извлекать его с риском повредить деталь и потом заново оказаться перед тем же отверстием.





