

Как же правильно сваривать полуавтоматом?
Технология сварки полуавтоматом в углекислотной атмосфере весьма проста и понятна. Единственное, что требуется от сварщика – это выдержать правильный вылет проволоки и своевременно перемещать горелку с равномерной скоростью.
При правильном выполнении этих условий сварка полуавтоматом флюсовой проволокой без газа позволяет получить ровный сварной шов без наплывов и пещер.
Специалисты разработали несколько простых рекомендаций, благодаря которым сварка полуавтоматом для начинающих покажется очень простым занятием:
- Перед началом сварочных работ следует убедиться, что газ поступает из горелки.
Углекислый газ для сварки должен поступать в рабочую зону под давлением 0.02-0.03 кило Паскаля. При наличии сквозняка, ветра и других факторов, следует скорректировать давление, дабы компенсировать потери. - Угол горелки должен находится в пределах от 65 до 75 градусов.
- Проварку необходимо производить справа налево.
Такой подход позволяет обеспечить лучший обзор уже проваренных участков.
Конечно, для нечастых работ невыгодно приобретать баллон с углекислым газом. В таких случаях придет способ варки без углекислоты, основанный на применении специальной присадочной проволоки с флюсом.
При соединении изделий из цветных металлов крайне важно правильно подобрать проволоку. Например, алюминиевые изделия лучше всего спаивать при помощи присадочного материала, имеющего в составе алюминий, марганец и магний
Способы сварки
Полуавтоматическая сварка в среде углекислого газа может выполняться двумя способами:
- Углом вперед.
В данном случае дуга перемещается справа-налево, металл плавится меньше и валик шва получается достаточно широким. Подобный способ варки идеально подходит для соединения тонкого металла. - Углом назад.
Подход подразумевает перемещение электрической дуги слева направо. Метод подходит для варки толстых металлов, поскольку он обеспечивает большую глубину проплавления и узкий шов.
Схема сварки под шлаком.
Отдельного упоминания стоит метод сварки без использования газа.
Подобный прием обладает массой преимуществ:
- Полная мобильность.
Благодаря отсутствию тяжелых газовых баллонов, сварка может осуществляться даже в самых труднодоступных местах. - Большой выбор специализированных проволок.
На сегодняшний день существует огромное количество присадочных материалов с встроенным флюсом. - Упрощенный сварочный процесс.
- Отсутствие необходимости в постоянной заправке баллона.
Для небольших ремонтных мастерский нет смысла держать дорогостоящий баллон. Поэтому нечастые сварочные работы лучше проводить при помощи флюсосодержащей проволоки.
Однако, у безгазового вида сварки есть и свои недостатки, среди которых можно выделить:
- высокую стоимость расходных материалов;
- повышенные требования к выбору проволоки;
- необходимость наличия на аппарате кнопки переключения полярности тока;
- сложности в подборке оптимальных режимов работы;
- плохую видимость сварного шва из-за возникновения дымки;
- трудности при сваривании листов, толщиной менее 0.15 сантиметров;
- выделение большого количества вредных веществ, пагубно влияющих на организм;
- слабые механические свойства проволоки, не позволяющие пережимать ее валиком.
Важно отметить, что сварочные работы можно проводить и с помощью обычной проволоки, однако, получаемый в таком случае шов будет рыхлым и недолговечным
Пошаговый процесс сварки
Сварка без газа, как правило, производится в соответствии со следующим алгоритмом:
Схема сварочного полуавтомата.
Подборка оптимальной величины тока в зависимости от толщины соединяемых изделий.
Выставление тока обратной полярности на аппаратуре.
Выбор скорости подачи паяльной проволоки
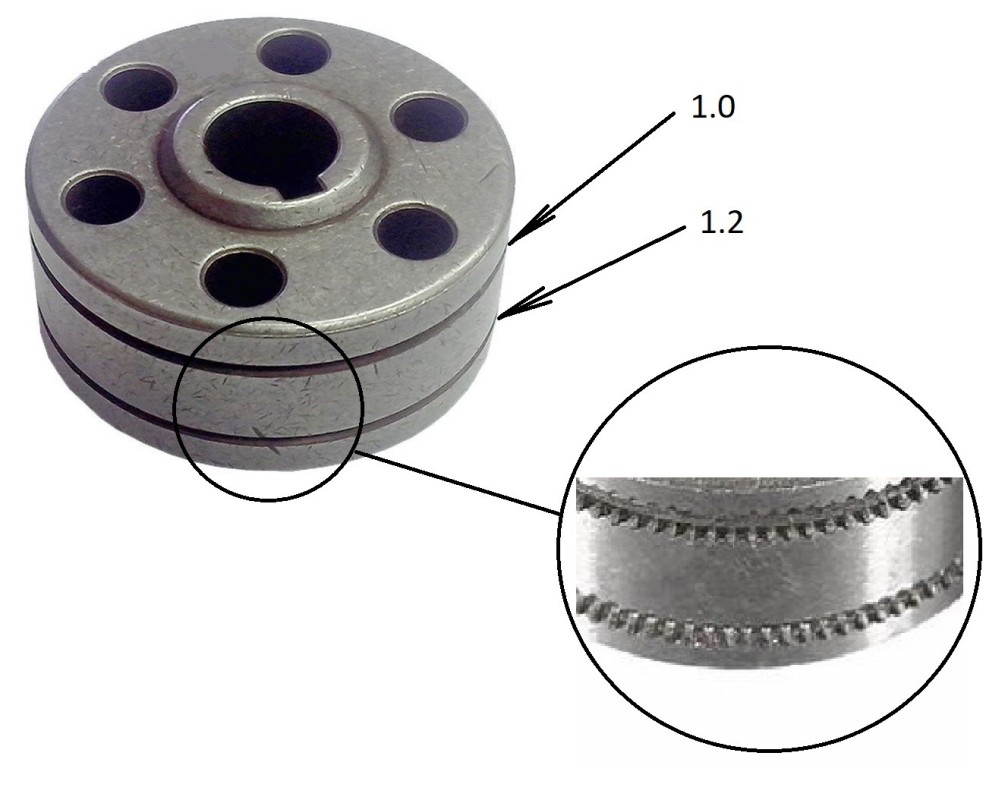
В случае использования флюсосодержащей проволоки важно следить, чтобы шестерни не пережали ее.
Проверка выставленных параметров на пробном образце. Для данного этапа оптимально подойдут небольшие куски металла
В процессе настройки следует контролировать стабильность сварочной дуги и количество выдаваемого флюса.
Установка переключателя в положение вперед.
Нажатие на кнопку запуска сварочных работ.
Зажигание электрической дуги.
Поворот горелки на 5 градусов относительно вертикальной оси.
Начало движения электродом вдоль предполагаемого соединения.
Для избегания риска появления трещин, первый слой следует проваривать при небольшом токе.
Завершение сварного шва, по средствам заполнения кратера расплавленным металлом.
Остановка сварочного аппарата и отключение его от сети электропитания.
Сварка нержавеющих деталей полуавтоматом
Сварка нержавеющих металлов требует особого подхода к чистоте соединяемых кромок и их подготовке к работе. При работе с металлом большой толщины необходимо снимать кромки под углом от 45о до 60о, и зачищать стыки углошлифовальной машиной. Кроме того, с помощью растворителей нужно обезжиривать место сварки, а детали закреплять с зазором 1,5 мм для обеспечения наиболее полного провара по всей толщине металла. Затем необходимо отрегулировать подачу инертного газа или газовой смеси с учётом толщины заготовок.
Предварительные настройки для полуавтомата производятся, исходя из следующих пропорций, а именно:
- при толщине металла менее 1 мм пользуются проволокой 0,6−0.8 мм со скоростью подачи 150 м/час и расходом газа 6−7 л/мин;
- металл толщиной 1,5 мм варят проволокой 0,8−1 мм в диаметре со скоростью движения от 150 до 200 м/ч и подачей защитного газа 6−8 л/мин;
- нержавейку 2 мм соединяют продукцией диаметром 1−1,2 мм, скорость 200−250 м/ч, расход газа от 7 до 9 л/мин;
- для нержавеющей стали 3 мм используют проволоку 1,2−1,4 мм, со скоростью 250−300 м/ч и с подачей газа от 9 до 11 л/мин;
- для деталей более 4 мм толщиной необходима проволока 1,4−1,6 мм при движении выше 300 м/ч, а газ подают с расходом более 11 л/мин.
Напряжение дуги зависит от её длины и выставляется от 19 В до 30 В с экспериментальным подбором, так же как и вылет электрода. На ряде высококлассных инверторов MIG/MAG существует режим регулировки индуктивности, от которой зависит глубина провара и ширина сварочного шва.
Предварительные настройки носят рекомендательный характер и подбираются индивидуально в зависимости от состава металла, сорта проволоки, газовой смеси и скорости сварки.
После подбора проволоки для сварки полуавтоматом применительно к материалу заготовок, необходимо поместить барабан на вал и вставить проволоку в подающее устройство. Затем отрегулировать скорость движения, которая обычно связана с силой сварочного тока, чем больше скорость, тем больше подаваемое значение. Последним этапом подготовки к работе является регулировка параметров газовой смеси, корректировка напряжения и индуктивности
Важно следовать инструкции по пользованию полуавтоматическим инвертором и соблюдать правила техники безопасности при сварочных работах
Особенности сварки в углекислом газе
Схема полуавтоматической сварки.
Главным преимуществом работ в углекислотной атмосфере по сравнению со сваркой полуавтоматом без газа является хороший контроль над процессом варки. При использовании защитного газа оператор хорошо видит горение дуги и наблюдает за самим процессом варки.
Если же использовать проволоку с флюсом, то область сварки покрывается густым дымом, ограничивающим обзор и не позволяющим полноценно контролировать сварочный процесс.
Проведение сварочных работ в среде углекислого газа при помощи полуавтоматической аппаратуры обладает следующими преимуществами:
- Полноценное использование энергии электрической дуги, обеспечивающее впечатляющую скорость варки.
- Высокое качество полученных сварных швов.
- Возможность сварки в различных пространственных положениях.
- Низкое потребление сварщиком газа при сварке полуавтоматом.
- Сравнительно невысокая стоимость сжиженного углекислого газа.
- Возможность соединения материалов любой толщины.
- Проведение работ на весу.
- Высокая производительность труда.
- Практически полное отсутствие повреждения детали.
При ремонте кузовов автомобилей локальный нагрев, который возникает при полуавтоматической сварке, позволяет аккуратно отремонтировать изделие, без серьезных повреждений лакокрасочного покрытия. - Отсутствие необходимости в подаче и отводе флюса.
Недостатки сварки в среде углекислого газа также имеют место быть.
К таковым относятся:
- Низкое качество продаваемых углекислотных смесей.
- Более слабое, по сравнению с использованием аргоновых смесей, качество сварных швов.
- Невозможность работы со всеми металлами.
- Сложности в очистке аппаратуры после использования углекислоты.
- Серьезный износ комплектующих в случае выставления неверных параметров сварки.
В целом, полуавтоматическая сварка с углекислым газом – это очень простой процесс, быстро освоить который может даже новичок.
Принцип полуавтоматической сварки проволокой.
Характерной особенностью технологии углекислотной сварки являются:
- Проведение процесса на обратной полярности постоянного тока.
Подобный подход позволяет получить стабильную электрическую дугу и избежать различных деформаций. Кроме этого, обратный ток серьезно снижает расход присадочной проволоки, что позволяет использовать сварочный полуавтомат в экономном режиме. - Возможность использования прямой полярности тока для наплавки металла.
При совершении подобных работ коэффициент полезного действия в наплавке материалов выше. - Возможность проведения работ с проволочным сварочным аппаратом, питаемым от сети переменного тока.
Для использования такого функционала необходимо использовать осциллятор.
Режимы полуавтоматической сварки в углеродно-кислородной кислородной атмосфере разделяются на:
- сварку с принудительными короткими замыканиями;
- работу с переносом крупных капель;
- сварку с непрерывным горение электрической дуги.
Нормы расхода углекислого газа при использовании полуавтоматической аппаратуры составляют:
- 8-9 литров в минуту при варке проволокой от 0.8 до 1 миллиметра диаметром.
- 9-12 литров при 1.2 миллиметровой проволокой.
- 12-14 литров при соединении изделий при помощи присадочной проволоки с диаметром 1.4 миллиметра.
- 15-18 литров при качественной проварке деталей проволокой 1.6 миллиметра.
- 18-20 литров при сварке толстой двухмиллиметровой проволокой.
При сварке черных металлов углекислота сварочного полуавтоматического аппарата уходит со скоростью примерно 8-9 литров в минуту.
Кроме диаметра проволоки на расход газа влияет: метод варки, сила тока и скорость выполнения работ.
Производители сварочной проволочной продукции
Основные марки сварочной проволоки выпускаются такими производителями:
- СварМонтажСтрой.
Одно из самых известных российских производств, специализирующееся на выпуске присадочной проволоки различных марок для любых видов сварки. Современное оборудование и использование европейских технологий изготовления позволяют предприятию выпускать изделия, соответствующие высочайшим стандартам качества. - ООО Петромет.
Предприятие, относящееся к Ленинградскому заводу, занимается выпуском проволок марок Св01Х18Н10, Св-15ХМА и других. - ООО Велд-Метиз.
- ОАО Волгоградский сталепроволочноканатный завод.
Нержавеющая проволока, произведенная сталепроволочноканатным заводом, соответствует государственным стандартам и может использоваться при выполнении сварочных работ полуавтоматическим устройством. - ОАО Западно-Сибирский металлургический комбинат.

Таблица видов сварочной проволоки.
Присадочные материалы для сварочного полуавтомата, производимые данными предприятиями, делятся на 77 разновидностей. Многие производители покрывают сварочную присадочную проволоку медью, что позволяет обеспечить более качественный сварной шов и уменьшить разбрызгивания капель расплавленного металла.






Применение проволки для газовой сварки
Для выполнения газовой сварки не нужно дорого оборудования и сетевого подключения к электропитанию. Однако во время этого процесса скорость нагревания металла заметно ниже, чем при дуговой, а зона воздействия тепла, наоборот, больше. Все это может привести к быстрому короблению деталей.
Производительность выполнения работ тем ниже, чем толще соединяемый металл. При этом проволока для газовой сварки используется самая обычная.
Единственное условие – приближенность к металлу, с которым проводятся работы, но температура расходного материала не должна превышать температуру плавления металла.
Чаще всего для газовой среды уместно проводить работу проволокой из:
- Углеродистой стали.
- Низколегированной стали.
- Алюминия, а также его сплавов.
- Меди и соединений с ним.
Как выбрать нужный материал
Для соединения низкоуглеродистой стали используют виды электрода с малым процентом углерода в составе (с цифрами в маркировке 080, а также с составом кремния). Конструкции из такого материала соединяют путем сваривания проволокой для полуавтомата без газа.
Если нужно сваривать легированные и нержавеющие стали, то, в соответствии с обозначениями, подбирают наиболее подходящий расходник.
Сварка алюминия происходит в защитной среде аргона, а значит понадобиться материал сплошного сечения с подходящим составом. Алюминиевую проволоку для полуавтомата рекомендуется быстро использовать после распаковки, так как после длительного хранения на ее поверхности появятся те же окислы от контакта с атмосферным кислородом.
- Для сваривания чистых и малолегированных медных деталей.
- Для сваривания бронзы и других низколегированных медных сплавов.
- Для сварного соединения литых и прокатных видов меди.
Часто бывает, что путем сварки нужно соединить разные виды металла. Для этого используют наплавочные типы (обозначение НП).
Такие металлы, как чугун и никель имеют коррозионные и жаростойкие свойства, следовательно, нужно подобрать соответствующую проволоку с никелевым составом.
Для чугуна используются рутиловые порошковые типы проволоки.
Диаметр нужной проволоки будет зависеть от толщины деталей. Для полуавтомата он может быть от 0,3 миллиметров до 2 мм. Опытный сварщик, зная технологию, может использовать один по толщине расходник в очень широком диапазоне работ.
Если Вы решили обучиться работе со сваркой полуавтоматом, то лучше всего, чтобы в этом деле Вам помог опытный специалист. Профессионал сможет подобрать нужные материалы или объяснить универсальные способы использования той или иной проволоки.
А что Вы можете посоветовать по выбору сварочной проволоки для полуавтомата, исходя из собственного опыта? Какие типы проволоки наиболее универсальны по Вашему мнению? Нам Важен ваш опыт в таких видах сварочных работ. Оставьте свои замечания в блоке комментариев к этой статье.
Преимущества
К достоинствам полуавтоматической сварки относятся:
- легкость применения;
- высокая производительность;
- возможность сваривания во всех пространственных положениях;
- деформации шва являются минимальными;
- возможность сварки тонких соединений;
- небольшая чувствительность по отношению к загрязнениям и ржавчине;
- цинковые покрытия не повреждаются при сварке с медной проволокой;
- получение шва высокого качества.
Недостатком является улетучивание газовой защиты на сквозняке. Относительная легкость управления процессом делает возможной сварку полуавтоматом для начинающих.
Виды изделий
В технике различают три основных состава:
- Сплошной. Проволока аналогичного сечения изготовлена из чистого материала, без вкраплений. Часто применяется для сварки с участием защитного газа.
- С содержанием флюса или порошковый вариант, используется для сварочных работ без газа, т. к. внутри находится флюс или вещества, заменяющие защиту от окисления. Такой метод сварки применяется, например, при строительстве многоэтажных зданий.
- Активированный состав, вобрал в себя все полезные функции — конструкцию от первого варианта, а защитные свойства от второго вида. Все необходимые компоненты пропорционально размещены по всему телу присадки.
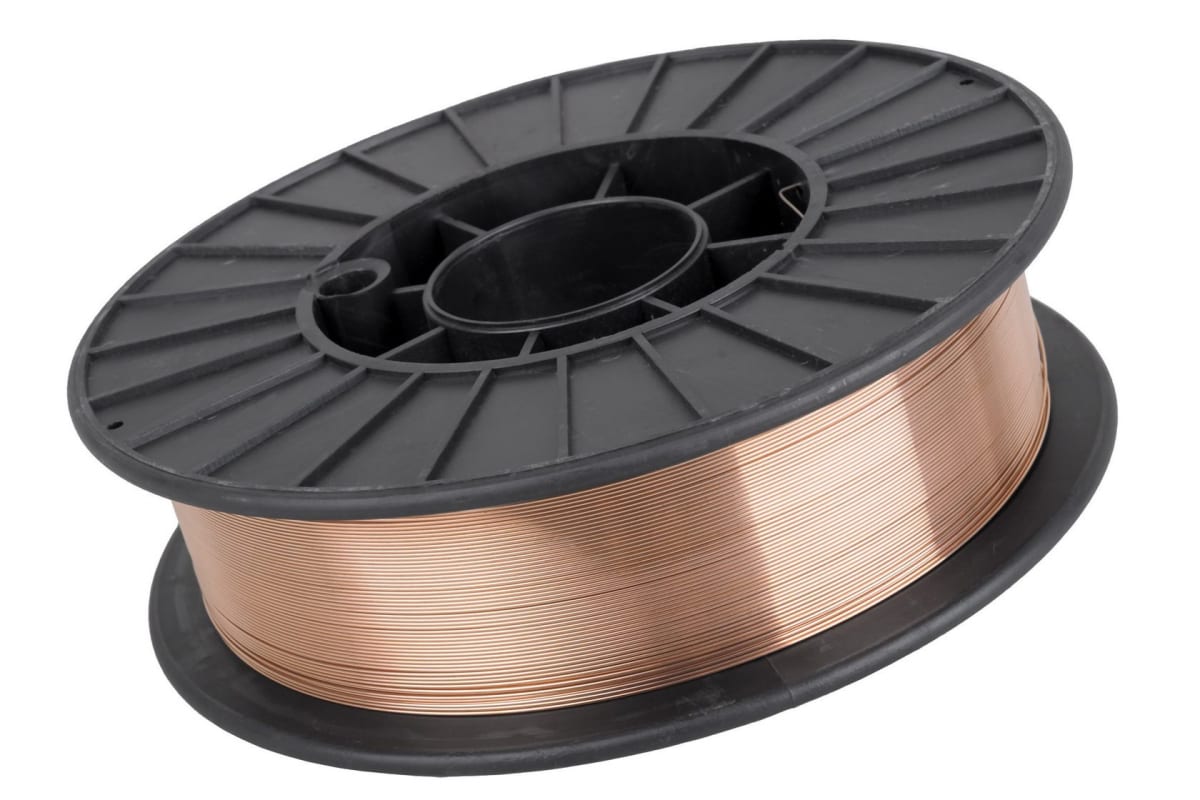
Предприятия, использующие постоянно аналогичные присадки на полуавтоматических или автоматизированных линиях, закупают сварочную проволоку в бухтах, весом от одной тонны, а затем уже самостоятельно осуществляют ее намотку или сразу же подают к месту сварки.
Из нержавеющей стали
Основное назначение проволоки для сварки нержавейки — прочное соединение сталей, содержащих хром и никель, при защите газа различного состава. Преимущества:
- высокая прочность, качество шовного соединения;
- стойкость при воздействии влаги;
- минимум разбрызгивания расплавленного металла;
- отсутствие микротрещин на готовых стыках;
- стабильность дуги;
- увеличенный ресурс службы.
Изготавливается проволока из легированных сталей с высоким содержанием никеля и хрома, обеспечивающих минимальное появление следов ржавчины. Диаметр варьируется в пределах 0,13—6,0 мм, наиболее известные маркировки: СВ06Х20Н11М3 и СВ01Х18Н10.
Омедненный вариант
Снижает оплавление наконечников неплавящихся электродов, поэтому применяется как проволока для полуавтомата. Для эффективного использования реализуется намотанной на кассеты, катушки или бобины из пластика, исполнителю достаточно вставить изделие в автомат подачи и приступить к работе. Стандарт толщины сечения: 0,6; 0,8 и 1,0 мм, помогает быстро повторно активировать сварочную дугу и стабилизировать ее устойчивое горение. Наиболее известные присадки — отечественного производства с маркировкой СВ-08Г2С и от компании из Швеции ESAB. Второй вариант применяется для сварки стали — штампованной, инструментальной, нержавеющей; используется для соединений деталей из чугуна.
Изделия из стали
Маркируются литерами СВ, применяется диаметр 0,3—12,0 мм, существуют пружинные, канатные, сварочные, армированные и т. д., всего около 50 вариантов. В технике используются три крупные группы для сварки таких сталей:
- Углеродистые — 08, ЮГЛ и 10Г2.
- Средне и низколегированные — 18ХС, 08ГС и 08Г2С.
- Высоколегированные — 08Х14ГНТ и 12Х13.
Проволока в некоторых случаях сверху омедняется для защиты от окисления и лучшей проводимости тока. Оптимальный вариант использования — аргонодуговая сварка, наличие процентного содержания легирующих металлов позволяет соединять высокоуглеродистые стали.
Из алюминия
Применяется для соединения конструкций аналогичного состава, а также металлов на его основе, при содержании: кремния — 3%, меди 3—5%, при этом получается шов с такими преимуществами:
- повышенной прочности;
- идентичность цвета;
- высокой коррозионной стойкости.
Применяется в автомобильной и судостроительной промышленности. Материал обладает высокой пластичностью и легким весом, применяется для газосварки и соединения заготовок из нержавеющего металла
В чистом виде не изготавливается, а только с присадками, например, при добавке 0,2% титана получается мелкозернистый шов, что важно при выполнении точных работ
Чтобы правильно и надежно соединить алюминиевые детали, проволока должна быть идентичной по составу, исключение — магний, в присадке содержание больше, т. к. во время сварки он быстро улетучивается.
Активированная

Порошок сосредотачивается во внутренней полой части и играет роль фитиля, используется такой вариант при сварке с защитой углекислым газом. Активную часть выполняют: карбонаты, оксиды металлов, такие как барий, титан, магний и кремний. Результат — сварочная дуга горит стабильно, металл не разбрызгивается, шов получается ровный без каверн.
Порошковый вид
Полая стальная проволока заполняется внутри флисом на 15—40%, конкретное содержание указывается в сопроводительном сертификате. Достоинства методики: качественное соединение, легкое удаление застывшего шлака и стабильное горение дуги. Производители часто называют ее стальной, что вводит пользователей в заблуждение.
Флюсовой вариант надо выделить в отдельную категорию, так как она увеличивает продуктивность и возможности полуавтоматической сварки, гарантирует качество шовного соединения, по сравнению с простой стальной присадкой.
Возможна ли сварка без газа?
Сразу скажем, что в этой статье мы будем говорить о технологии MIG/MAG (сварка с применением защитного газа и плавящейся проволоки). Эта технология хорошо себя зарекомендовала и позволяет получить качественные швы, в отличие от ММА сварки (ручная дуговая сварка). Для выполнения MIG/MAG сварки необходимы специальные сварочные полуавтоматы, присадочная проволока и, конечно, газ. Но что делать, если у вас нет возможности использовать газ?
Хоть MIG/MAG сварка и позволяет получить очень качественные швы, она не лишена недостатков. Зачастую газовые баллоны слишком громоздки, чтобы использовать их для сварки в труднодоступных местах и на высоте. В таких случаях сварка с газом просто невозможна. Также при частой сварке газовый баллон необходимо заправлять, и это не всегда возможно, а запасного баллона может не быть под рукой. Возникает необходимость применять сварочный аппарат без газа… Но насколько это возможно?
Многие умельцы решают просто исключить газ из технологии MIG/MAG и варить присадочной проволокой. Они убеждены, что можно использовать сварочный полуавтомат проволочный без газа и при этом получить качественные швы. Так ли это мы расскажем далее.
Сварка без газа обычной проволокой
Сварка обычной присадочной проволокой без газа с применением полуавтомата — это бессмысленная затея. Такая сварка практически невозможна из-за особенностей самой присадочной проволоки. Повторимся, что в данной статье мы говорим о технологии MIG/MAG сварки, где обязательно применение газа. Если убрать газ и оставить только присадочный материал, то он будет либо постоянно разбрызгиваться, либо залипать. И эту проблему не решить встроенными функциями полуавтомата. Просто такова технология. Отсутствие газа при сварке обычной проволокой — это все равно, что у человека отобрать одну руку и заставить выполнять привычные повседневные действия.
Итак, проволочные присадочные материальные годятся для сварки без газа. Что тогда делать? На помощь приходит так называемая порошковая проволока. С виду это обычный металлический пруток. Но в его сердцевине содержится флюс, который при плавлении проволоки высвобождается и позволяет варить без газа.
Вывод: сварка полуавтоматом без газа обычной проволокой возможна, но получаемые швы никуда не годятся и саму работу крайне сложно выполнять. Используйте такой метод только при экстренных случаях, когда у вас вообще нет никакого выбора. В остальных ситуациях лучше применять порошковую проволоку с флюсом внутри. На данный момент это единственный безгазовый способ сварки при применении MIG/MAG технологии.
Но учтите, что порошковая проволока стоит недешево и такая сварка может оказаться дороже применения газа и обычной проволоки. К тому же, получаемые швы не отличаются высоким качеством и подвержены коррозии. В случае с некоторыми металлами это особенно критично.
Например, при сварке нержавеющей стали. Если использовать порошковую проволоку при работе с нержавейкой, то шов через время покроется ржавчиной, и антикоррозийные свойства сойдут на нет. Учитывайте это и не используйте порошковую проволоку на постоянной основе вместо газа. Все-таки MIG/MAG технология подразумевается связку газ+присадочный материал. А порошковая проволока скорее помогает решить срочные задачи и не подходит для регулярного использования.









Подготовительные работы
Перед тем, как варить полуавтоматом нержавейку, требуется провести тщательную подготовку:
- Зачистить рабочие поверхности до блеска;
- обезжирить детали ацетоном или каким-либо органическим растворителем;
- при толщине металла более 4мм обработать торцы, чтобы между ними образовалось небольшое пространство для заполнения металлом;
- прогревая детали до100, убрать лишнюю влагу;
- нагреть металл до 200, чтобы снять внутреннее напряжение.
На производстве для удаления поверхностных загрязнений: нагара, следов от смазки, ржавчины детали и проволоку протравливают раствором соляной или серной кислоты. После этого промывают горячей и холодной водой и просушивают.
Расход газовой смеси при рабочем давлении 0,2 атмосферы с помощью редуктора устанавливается в пределах 6-12м3/мин. Несоблюдение этих показателей снижает качество шва.
Регулировка силы тока и напряжения зависят от мощности аппарата.
От этих параметров зависит глубина провара, длина дуги, форма шва. С увеличением силы тока – шире наплавленный шов, а глубина проварки уменьшается.
Некоторые настройки полуавтоматического сварочного аппарата:
| Толщина металла, мм | Диаметр проволоки, мм | Зазор, при сварке деталей в стык, мм | Сила тока, А | Сварочное напряжение, В |
| 1 | 0,8 | 65 | 17 | |
| 1,5 | 0,8 | 115 | 17 | |
| 2 | 0,8 | 0,5 | 130 | 17,5 |
| 3 | 1 | 1 | 210 –215 | 18 |
| 4 | 1 – 1,2 | 1,5 – 2,5 | 220 – 280 | 20 |
| 5 | 1,2 | 2,5 | 190 – 300 | 21 |
| 6 | 1,2 | 2,5 | 300 | 22 |
К каждому аппарату дается таблица режимов сварки. Мастер выбирает режим работы полуавтомата, в зависимости от параметров сварки. Настроив аппарат, сварить на пробной заготовке. В случае необходимости коррегировать настройки.
Возможна ли сварка без газа?
Для сварки полуавтоматом нужны инертные (или углекислый) газы, плавящаяся присадочная проволока и флюс. Такая технология называется MIG/MAG.
С её помощью работающие сварщики получают прочные соединения, на качество которых жаловаться не приходится. Ручная электродуговая сварка (ММА) такой эффект выдаёт с трудом.
Но первый вариант включает в себя много деталей: газовую среду, сам полуавтомат и проволоку. Последние два элемента исключить нельзя, но без первого шов может получиться.
Основной недостаток MIG/MAG — это газ. Баллоны с ним большие, переносить их сложно. В местах, где места мало, или нет устойчивой площадки для работы, негде поставить систему подачи газа.
Если материала для пайки много, баллоны нужно менять или заправлять, но в труднодоступных местах это нелегко из-за того, что заправку не получится носить с собой вместе со всем остальным оборудованием. Можно ли отказаться от газовой среды в этих случаях?
Сварщики считают, что можно делать работу так же, как и с газом, но без последнего. Они решают, что полуавтомат с присадочной проволокой выполнит неплохие швы без влияния газа.
Но будут ли они такими же плотными и аккуратными, как полученные в газовой среде? Расскажем дальше.
Это интересно: Сварочный полуавтомат — зачем он нужен и как его использовать?
Применение сварки полуавтоматом без газа обычной проволокой
Возможен такой вариант соединения деталей, как сварка порошковой проволокой без газа. автомата. Стержень такой проволоки для автомата заполнен флюсовым порошком, который при нагревании до высокой температуры формирует небольшую газовую среду, какой вполне достаточно для расплавления металлического изделия.
Необходимо обратить внимание, что в период сваривания швов, расположенных вертикально, теплообмен осуществляется снизу вверх. Поэтому сварочную головку необходимо водить от верхней части образца к его нижней части, так можно удерживать в сварочной ванне некоторое тепло
Рекомендуется также головку пистолета немного держать под небольшим наклоном к верхней части образца, и движения выполнять в быстром режиме.
Сварка полуавтоматом флюсовой проволокой без газа имеет свои преимущества:
- мобильность оборудования. Нет необходимости за собой носить дополнительные инструменты: газовый баллон, редуктор, резиновые рукава;
- существует возможность применения проволоки любого химического состава.
Но, как и у любого другого инструмента, присутствуют и свои недостатки:
качественная сварочная проволока стоит не дешево, если, конечно же, не брать во внимание китайского производителя;
при подборе сварочного агрегата и самой проволоки необходимо повышенное внимание.
Важно не забывать
Сварка полуавтоматом без газа обычной проволокой, как и для газового сварочного оборудования, требует правильного обустройства рабочего участка, в целом организации сварочного процесса, а также соблюдения техники безопасности непосредственно при осуществлении работ. У сварщика обязательно должны быть в наличии индивидуальные средства защиты.
https://youtube.com/watch?v=jFL-r67COw4
Как выбрать сварочную проволоку
Виды сварочной проволоки
. Всего в России существует около 80 марок сварочной проволоки. Специалисты различают 3 разновидности.
- Низколегированная содержит не более 2,5% легирующих добавок в составе. На рынке реализуется 6 марок такого материала.
- К легированной сварочной проволоке относят материал с концентрацией легирующих добавок в пределе 2,5-10%. Торговая сеть предлагает около 30 марок проволоки.
- Высоколегированная содержит свыше 10% легирующих компонентов. Существует более 40 марок материала.
Химический состав
При выборе сварочной проволоки эксперты советуют в первую очередь обратить внимание на идентичность химического состава соединяемого материала и электрода
Особое внимание следует обратить на концентрацию углерода. Чем ниже содержание этого элемента, тем более пластичным получается шов.
Негативно отражается на качестве сварочного шва наличие в составе таких химических элементов, как фосфор и сера.. Температура плавления
Температура плавления
Еще одно важное требование предъявляется к сварочной проволоке при выборе
Это температура плавления. Специалисты считают, что этот параметр должен быть аналогичным или немного ниже, чем у соединяемых металлов. Аккуратность шва будет зависеть от равномерности плавления проволочного электрода. При неправильном выборе температуры плавления в шве появляются трещины, шлак, а на свариваемых деталях образуются прожоги.
Общие требования
Чтобы добиться прочного и долговечного соединения металлических заготовок, следует обратить внимание на несколько нюансов
- Диаметр должен быть сопоставим с толщиной соединяемых деталей.
- На поверхности проволоки не должно быть окалины, ржавчины, следов краски, масляных пятен и других загрязнений.
- В качестве защитной атмосферы используется углекислота, гелий, аргон, смесь углекислого газа и аргона. Если возникают проблемы с оснащением сварочного аппарата инертным газом, то лучше приобрести проволоку с флюсом. В процессе горения он создает защитную среду в зоне сварки.
Мы отобрали в обзор 9 лучших сварочных проволок. Все они реализуются в торговой сети России. При распределении мест учитывалось мнение экспертного сообщества и отзывы отечественных сварщиков.








Маркировка
Сварочная проволока для аппарата полуавтомата существует в большом количестве вариаций (свыше 70), но в широком использовании находятся всего несколько из них. Остальные же по большей части являются узкоспециальными и могут применяться в определенной отрасли промышленности, например, атомной или машиностроительной.
По обозначению можно легко определить состав материала, а также процентное соотношение основных элементов сплава:
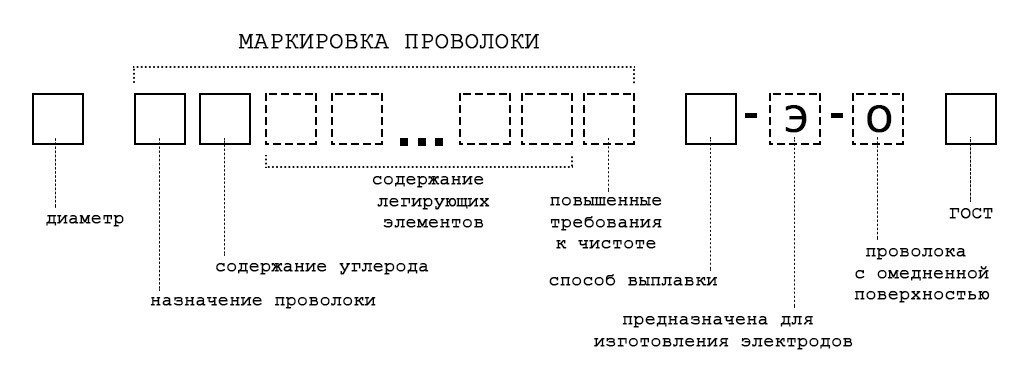 Маркировка изделия
Маркировка изделия
Из рисунка становится понятно, какое назначение у проволоки. Это может быть либо СВ (для сварки) либо НП (наплавочная). Содержание углерода показывает процентное содержание этого элемента в составе присадки. Содержание легирующих элементов позволяет определить не только наименование, но также содержание элемента в процентах. Если количество столь мало, что не превышает 1%, то число не входит в обозначение.
Типы и маркировка проволоки для сварки
Сварочная проволока для полуавтоматов используется как плавящийся электрод при проведении сварочных работ на полуавтомате.
Существует около 77 марок проволоки для сварки, качество и состав которых регулирует ГОСТ 2246-70. Этому стандарту полностью соответствует выпускаемая холоднотянутая проволока из низкоуглеродистой стали, легированной, а также высоколегированной стали. Сварочная проволока для полуавтоматов подразделяется по своему назначению на:
- непосредственно для сварки;
- для изготовления электродов (дополнительное обозначение Э).
Низкоуглеродистая и легированная проволоки сортируются по виду обработки поверхности на неомеднённую и омеднённую (О).
Несмотря на большое количество различных марок проволоки для сварки полуавтоматом, в производстве и строительстве широко используют для работы всего несколько. Остальные – это марки специальные, или узкопрофильные. При изготовлении к ним предъявляют особенные требования. Такая проволока предназначается для проведения сварочных работ при строительстве научных комплексов и лабораторий, объектов атомной промышленности и для других современных отраслей промышленности, которые используют высокие технологии.

В настоящее время применяются технологии, позволяющие проводить сварку полуавтоматами не только в нейтральной среде защитного газа, но и при помощи проволоки, под слоем флюса. Тип применяемой проволоки, её диаметр и марка всегда зависят от толщины и химического состава конструкций и деталей, подлежащих сварке. В связи с этим, сварочная проволока для полуавтоматов делится на три основные категории:
- низкоуглеродистая – такие марки проволоки, как Св-08АА, Св-08, Св-10ГА, Св-08ГА и Св-10Г2;
- легированная – марки проволоки Св-12ГС, Св-08ГС, Св-10ГН, Св-08Г2С, а также Св-08ГСМТ и др.;
- высоколегированная – марки Св-10Х11НВМФ, Св-12Х11НММФ, Св-Х13,Св-20Х13 и др.
Если знать маркировку, то одного взгляда на название будет достаточно, чтобы узнать её состав. Таким образом, название Св-08Г2С говорит о следующем: Аббревиатура Св обозначает, что данная проволока сварочная. Буквы и цифры, идущие следом, рассказывают о содержании составляющих элементов в той или иной проволоке. Далее, цифры 08 говорят о массе углерода в сотых долях процента, в этом случае здесь 0,08%. Г – сообщает о том, что в состав проволоки входит марганец, следующая цифра 2 говорит о двухпроцентном его содержании. Буква С указывает на кремний в составе проволоки, если далее цифр нет, то его содержание не превышает 1%.
В некоторых случаях необходимо знать дополнительную маркировку проволоки:
А – стоящая в конце маркировки, означает, что эта проволока с уменьшенным содержанием вредных веществ, вроде серы или фосфора, а две буквы (АА) говорят о том, что проволока содержит минимум вредных примесей, а сама проволока сделана из металла высокой очистки. Кроме того, внутри маркировки А показывает наличие в составе азота.
Х и Н – (хром, никель), в основном используются как легирующие добавки, в том случае, если изготавливается сварочная проволока для нержавейки.
Остальные элементы, встречающихся в маркировках:
В — вольфрам; Т — титан; Ю — алюминий; Ф — ванадий; Б — ниобий; Д — медь; М — молибден; С — кремний; Ц — цирконий.
Можно выделить несколько самых известных производителей проволоки для сварки. Это Компания ООО «Петромет», выпускающая такие популярные в нашей промышленности марки проволоки, как Св-08ГСНТи Св-08Г2С, Св-08ГНМ, Св-08ХМ и др. ООО «Свармонтажстрой», производство которого основано на ряде иностранных технологий и качество выпускаемых изделий соответствует основным международным нормам. Московский производитель ООО «Велд – Метиз».






