

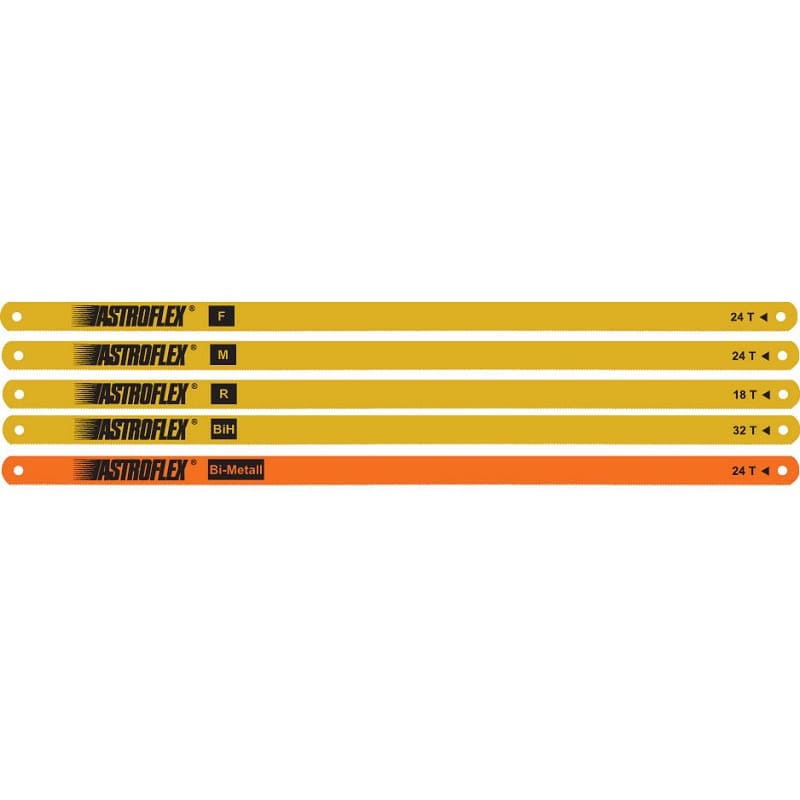
Виды ножовочных полотен и их конструкция
Не стоит забывать о том, что производство рабочего ножовочного полотна проводится в соответствии с установленным стандартам в ГОСТ 53411-2009. Указанная информация в этой нормативно-технической документации определяет выделение двух основных групп: для машинной и ручной резки. Стоит учитывать, что машинное ножовочное полотно по металлу приобретается крайне редко, так как подобное оборудование применяется крайне редко. Для ручной ножовки проводится выпуск следующих вариантов исполнения:
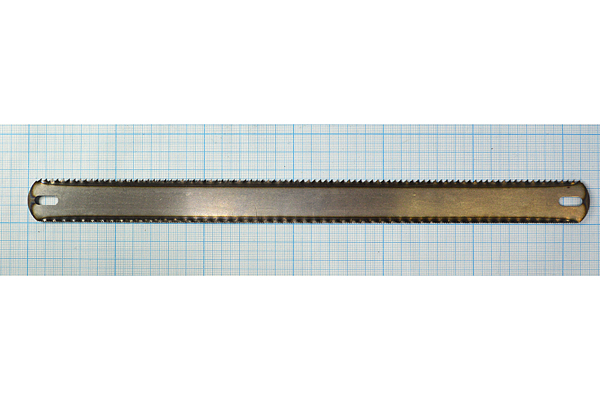
- Одинарное полотно ножовочное по металлу с расстоянием между крепежными элемента 250 мм. При этом общий показатель длины составляет 265 мм. Подобный вариант исполнения подходит для инструмента, который применяется в случае отсутствия необходимости в большой производительности.
- Одинарные варианты исполнения с расстоянием между двумя крепежными элемента 300 мм. Общий показатель длины составляет 315 мм.
- Для большей производительности проводится установка двойного ножовочного полотна. Длина этого варианта исполнения, как и предыдущего.
Регламентировано значение и шага расположения, так как подобный показатель определяет многие эксплуатационные характеристики.
При изготовлении подобного изделия могут применяться самые различные сплавы, от чего во многом зависят основные эксплуатационные характеристики. Наибольшее распространение получили следующие сплавы:
- Х6ВФ.
- В2Ф.
- Быстрорежущие сплавы, к примеру, Р5М5 и Р12.
Полотно ножовочное с карбид вольфрамовым напылением в последнее время довольно распространено, так как характеризуется повышенной износостойкостью. Стоит учитывать, что напыление может иметь самую различную расцветку, в продаже встречаются синие варианты исполнения, обычная сталь темно-серая.

Рассматриваемое вольфрамовое полотно ножовочное характеризуется тем, что при высокой твердости рабочей поверхности структура характеризуется высокой чувствительностью к изгибающей нагрузке. Именно поэтому при небрежной резке металла прослужить долго подобное изделие не сможет.
Достигнуть высокого показателя прочности производители могут за счет проведения термической обработки. При этом стоит учитывать следующее:
- Основная часть изделия характеризуется твердостью поверхностного слоя около HRC 44-46.
- В зависимости от типа применяемого материала при изготовлении твердость зуба варьирует в пределе HRC от 64 до 67. Этот показатель свойственен легированных сплавам. Быстрорежущая сталь характеризуется тем, что имеет твердость HRC в диапазоне 73-78 единиц.
Не стоит забывать о том, что значительные перепады твердости становятся причиной чувствительности изделия к изгибанию. Инструмент рассчитан на различную нагрузку, она не должна превышать 60 кг при шаге 1,4 мм, а также 10 кг при шаге зуба менее 1,4 мм.
Довольно большое количество разновидностей подобного изделия определяет то, что с подбором подходящего варианта исполнения не возникает серьезных проблем.
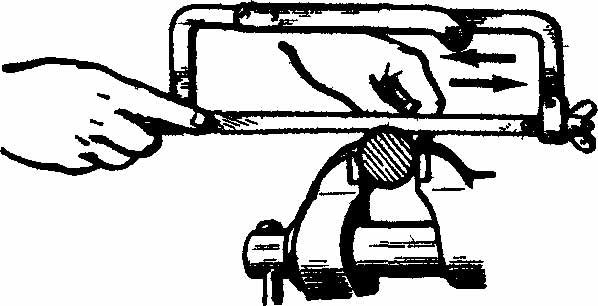
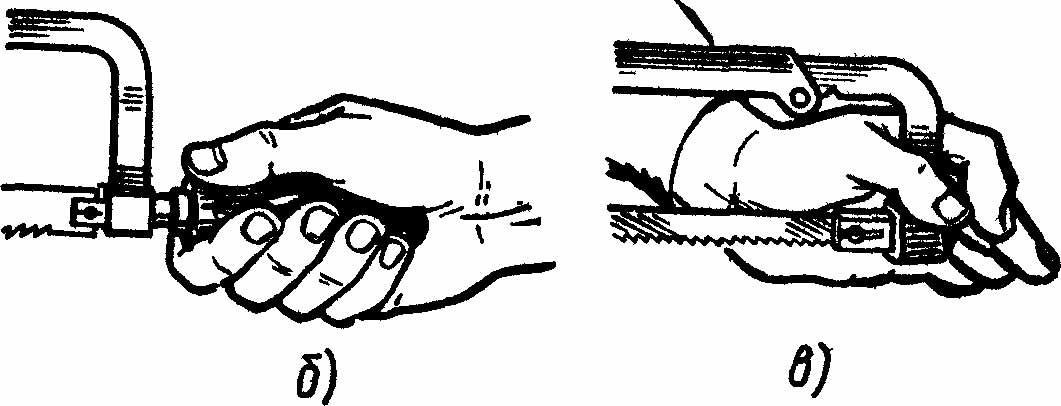
Положение рук (хватка) работающего
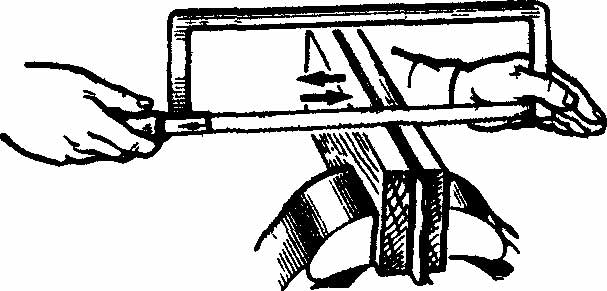
а) рукоятку ножовки захватывают пальцами правой руки (большой палец накладывают сверху, остальные пальцы поддерживают рукоятку снизу), конец ручки упирают в ладонь (рис. б). Не следует вытягивать указательный палец вдоль ручки и глубоко захватывать рукоятку, так как конец ее будет выходить из кисти, что может привести при работе к травме руки
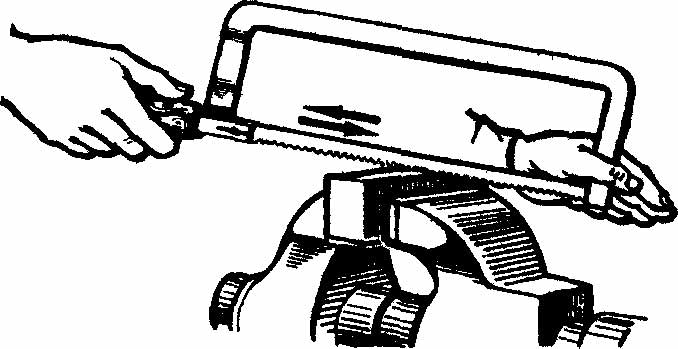
б) левой рукой держать рамку ножовки, как показано на рис. — в. Четырьмя пальцами охватывать барашек и натяжной болт, а не одну только рамку; если делать иначе, будет тяжело устранить покачивание ножовки во время работы.
Резка металла без поворота ножовочного полотна
а) нанести мелом разметочную риску места разреза;
б) закрепить деталь в тиски в горизонтальном положении так, чтобы отрезаемая часть находилась справа или слева от тисков. Линия резки должна находиться в 15—20 мм от губок тисков;
в) трехгранным напильником по разметочной риске сделать в месте разрезания небольшой (1,5—2 мм) пропил, чтобы ножовочное полотно в начале резания не скользило, а врезалось в деталь.
Для правильного начала резки на неразмеченной детали у места реза ставят ногтем большой палец левой руки и полотно ножовки прижимают вплотную к ногтю, ножовку держат только правой рукой. Указательный палец этой руки вытягивают вдоль руки сбоку. Это обеспечивает устойчивое положение ножовки во время начала реза;
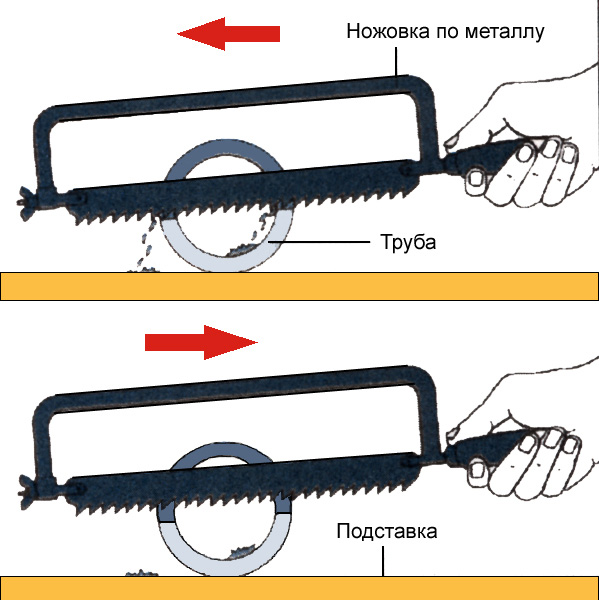
г) при резании соблюдать следующие правила: в работе должно участвовать не менее 3/4 ножовочного полотна; делать 40—50 рабочих движений в минуту; нажим на ножовку делать только при движении вперед; заканчивая разрезание, поддерживать отрезаемый кусок рукой.
Резка полосового и квадратного металла
1. Закрепить заготовку в тисках так, чтобы она выступала над губками тисков на 15—20 мм и линия реза была перпендикулярна губкам тисков.
2. Трехгранным напильником в месте реза сделать неглубокий пропил для лучшего направления ножовки.
3. В начале реза ножовку наклонить немного в сторону от себя (или на себя). По мере врезания наклрн постепенно уменьшать до тех пор, пока рез не дойдет до противоположной кромки заготовки. Затем осуществлять резку при горизонтальном положении ножовки.
4. Резать металл не по ширине, а по узкой стороне; это, однако, можно допустить только в том случае, когда ширина стороны больше, чем 2,5 шага зубьев полотна.
Примечание. Ножовкой можно резать полосовой материал только в том случае, если его толщина больше расстояния трех зубьев ножовочного полотна. Более тонкий материал зажимают в тиски между двумя деревянными брусками и разрезают.
Резка тонкого листового металла
1. Подготовить деревянные бруски (плоские).
2. Зажать между плоскими деревянными брусками по одной или несколько штук заготовок.
3. Установить бруски вместе с заготовками в слесарных тисках.







4. Резать заготовки вместе с брусками.
Полотна по дереву конструктивные характеристики
Одними из самых популярных пилок для сабельных ножовок являются насадки по дереву. Главное отличие таких насадок — наличие маркировки с обозначением HCS. Эта маркировка означает тип стали, из которого изготовлена насадка. HCS — это высокоуглеродистая легированная сталь, из которой изготавливаются пилки для распила древесины (причем мягких и твердых пород), ДСП, фанеры, ДВП, резины и даже пластика. Для конкретных распиливаемых материалов применяются соответствующие полотна, отличающиеся по конструкции зубьев.
Производители выпускают полотна длиной до 400 мм. Если планируется пилить древесину, в которой могут попадаться гвозди и прочие виды металлических креплений, то лучше использовать пилки по дереву с карбоном. Наличие карбона повышает не только надежность, но и долговечность насадки, однако и цена их в 1,5-2 раза выше обычных углеродистых материалов. Насадки по форме рабочей части или высоте профиля бывают трех типов:
- С переменной высотой профиля — когда часть возле хвостовика шире, чем торец. Применяются такие насадки тогда, когда не важна ровность реза, а наоборот, когда необходимо сделать криволинейных надрез материала
- С одинаковым профилем — отличаются высокой стабильностью при пилении материала. Стабильность заключается в том, что пилка не вибрирует в процессе работ, а значит рез получается ровным
- Для фигурного реза используются специальные полотна с одинаковой тонкой формой рабочей части
Зубья на насадках бывают разного размера, а также с переменным, постоянным, широким и узким шагом.
- С широким шагом — используется полотно для распиливания твердотельной древесины, имеющей большую толщину
- С крупными зубьями — предназначены для распиливания древесины вдоль волокон. Самые крупнозубые имеют 3 зубца на 1 дюйм (TPI). Чем больше размер зубьев, тем соответственно выше производительность работ такой насадкой
- С мелкими и крупными чередующимися зубьями или переменным шагом — когда пиление осуществляется поперек волокон, в том числе для распила влажной (мокрой) волокнистой древесины
- С постоянным шагом — для распила однородной древесины и материалов
- С узким шагом — применяются для пиления пластика, а также древесины с металлическими крепежами, когда необходимо обеспечить аккуратный и ровный рез
- С надписью «Demolition» — предназначены для проведения демонтажных работ. Они отличаются толщиной и более прочной конструкцией
Сабельная пила с полотнами по дереву применяется не только при выполнении строительных и столярных работ, но еще и пользуется успехом при обрезке садовых деревьев на дачном участке или приусадебной территории. Аккумуляторные модели сабельных ножовок заменяют сучкорезы. Популярные производители полотен DeWalt, Hitachi, Diablo, Marathon, Milwaukee и другие.
Это интересно!Полотна по дереву также изготавливаются из биметалла (двойного металла). Это увеличивает не только срок службы оснастки, но еще и эффективность, например, когда осуществляется раскрой древесины с гвоздями. Если выполняются работы по раскрою древесины с встречающимися металлическими крепежами, тогда рекомендуется использовать насадки с количеством зубьев на дюйм не менее 5-6 штук. Одним из самых популярных видов полотен для сабельных пил являются биметаллические, которые имеют обозначение BIM. Изготавливаются они с применением двух видов материалов — высокоуглеродистая и быстрорежущая сталь. Такое сочетание двух видов стали в одной насадке позволило получить пилки, обладающие такими важными достоинствами, как высокая прочность и гибкость.
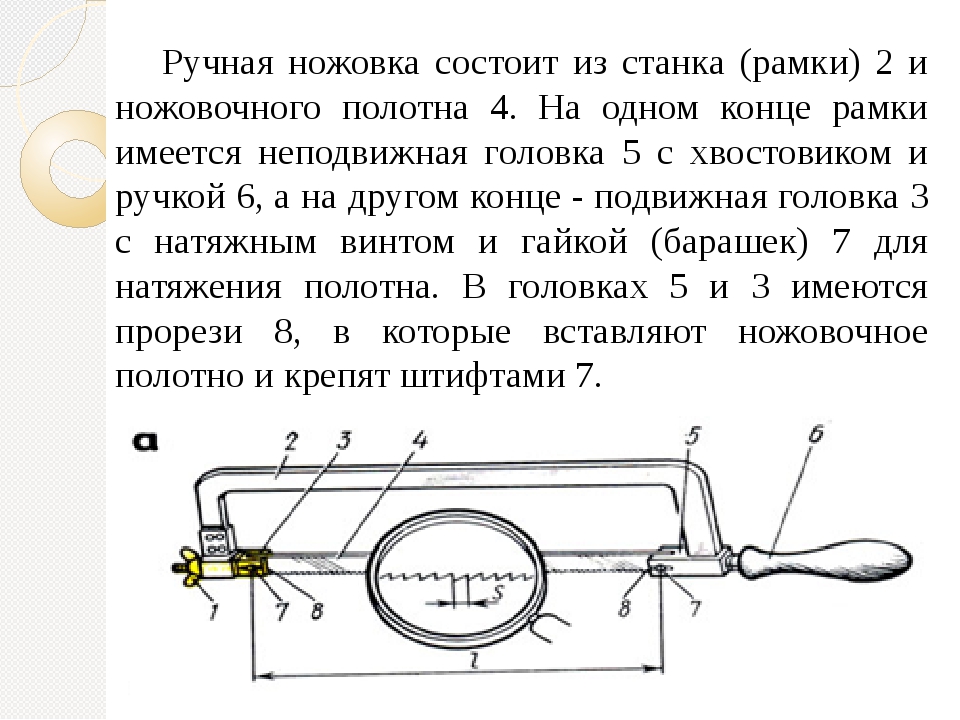
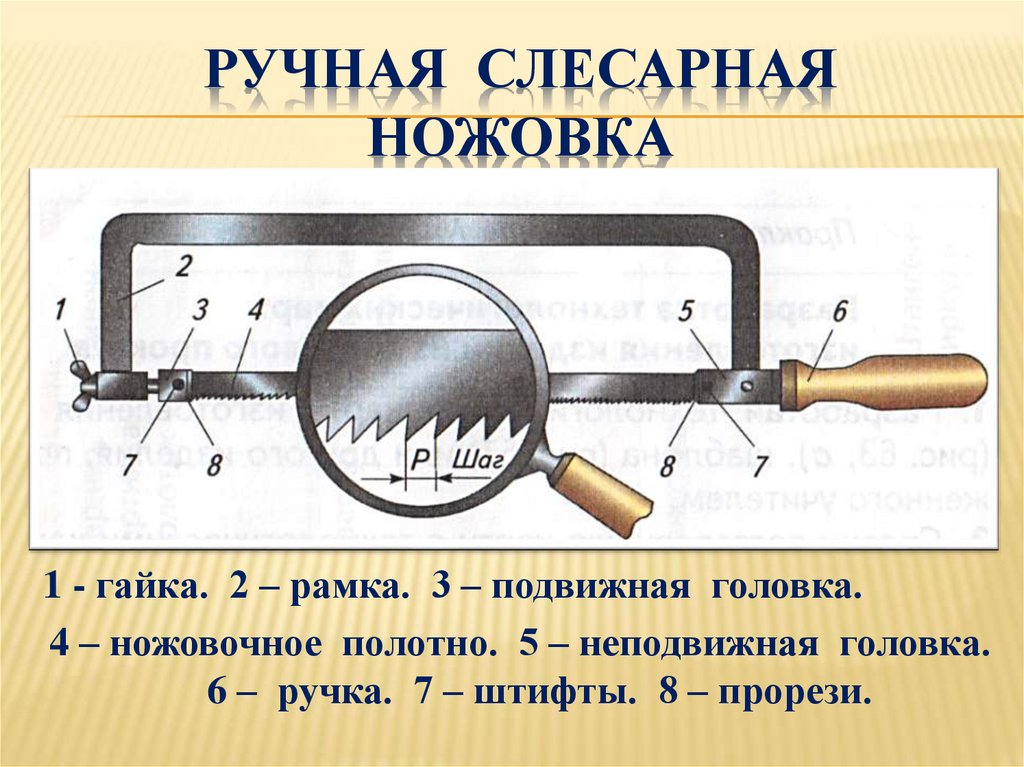
Конструкция ножовки по металлу
Самым всераспространенным и более обычным приспособлением для выполнения работ с металлом, это, является особая ножовка по металлу, что снаружи отличается от ножовки по дереву. Ножовка по металлу нередко используется при строительно-ремонтных работах, когда необходимо точно и аккуратненько распилить не слишком огромные из дерева и железные заготовки.
Конструкция ножовок по металлу является достаточно обычной: ножовочное узенькое полотно растянуто меж 2-мя концами железной П-образной скобы. Рабочей частью схожей пилы выступает тончайшее полотно с зубьями, а работать с таким инвентарем нужно только 2-мя руками. Система крепления полотна бывает 2-ух видов: зажим резьбовой. при таких обстоятельствах натягивается полотно и дальше фиксируется гайкой с барашком, механизм рычажный. когда полотно устанавливается и снимается с помощью специального рычажка.
Ножовки, в каких применяется 2-ой метод установки и натяжки полотна, это, дороже первого варианта по причине собственной универсальности, кроме того быстроты установки и снятия полотна. Основным преимуществом ножовок по металлу будет то, что в противоположность электроинструмента, при помощи ножовки по металлу конечно работать на месте поломки, по той причине что не нужна электросеть. Посреди иных преимуществ ножовок по металлу. простота в боте, обслуживании и маленькой вес.
Полотен для ножовок продаются достаточно множество. И, это, цена полотен тоже отличается. Стоимость ножовки по металлу находится в зависимости от типа полотна и количества зубьев на дюйм (биметаллические как еще его называют с калеными зубьями). Биметаллические полотна изредка ломаются, более гибкие и дороже стоят каленых полотен.
Характеристики
ГОСТ 6645-86 – стандарт, устанавливающий требования к типу, размеру, качеству пильных полотен по металлу.
Это тонкая, неширокая пластина с отверстиями, расположенными в противоположенных концах, на одной стороне расположены режущие элементы – зубья. Пилки изготавливаются из стали: Х6ВФ, Р9, У10А, с твердостью HRC 61-64.
В зависимости от типа работы ножовочные пилки делятся на машинные и ручные.
Длина пластины определяется по расстоянию от центра одного отверстия до другого, Универсальная ножовочная пилка для ручного инструмента имеет следующие размеры: толщину – 0,65-0,8 мм, высоту – 13-16 мм, длину – 25-30 см.
Стандартное значение длины полотна равно 30 см, но встречаются модели с показателем в 15 см. Короткие ножовки применяются в случае, когда стандартный большой инструмент не подходит для работы из-за размеров, а также для выполнения филигранных типов работ.
ГОСТ Р 53411-2009 устанавливает конфигурацию полотен для двух видов ножовок. Пилки для ручного оборудования выпускаются в трёх типоразмерах.
- Одинарные 1 типа. Расстояние между сквозными отверстиями 250±2 мм, длина пилки не свыше 265 мм.
- Одинарные 2 типа. Расстояние от одного отверстия до другого 300±2 мм, длина пластины до 315 мм.
- Двойные, расстояние равно 300±2 мм, длина рабочей поверхности до 315 мм.
Толщина одинарной пластины — 0,63 мм, двойной – 0,80 мм. Высота пилки с одинарным набором зубцов равна 12,5 мм, для двойного – 20 мм.
ГОСТ определяет значения шага зубцов, выраженных в миллиметрах, количество режущих элементов:
- для одинарной пластины первого типа — 0,80/32;
- одинарное второго типа — 1,00/24;
- двойного — 1,25/20.
Количество зубцов изменяется для инструментов большей длины — 1,40/18 и 1,60/16.
Для каждого типа работы может изменяться значение угла резца. В процессе обработки металла, обладающего достаточной шириной, достигаются довольно длинные пропилы: каждый резец пилки снимает опилки, заполняющие стружечное пространство, пока полностью не выйдет острие зубца.
Величина стружечного пространства определяется от шага зубца, переднего угла, заднего угла. Передний угол выражается в отрицательном, положительном, нулевом значениях. Величина зависит от твёрдости обрабатываемого изделия. Пилка с нулевым передним углом имеет КПД ниже по сравнению с передним углом, имеющим значение больше 0 градусов.
При разрезании наиболее твердых поверхностей применяются пилки с зубьями, которые заострены под большим углом. Для мягких изделий показатель может быть ниже среднего. Ножовочные полотна, оснащенные наиболее заостренными зубцами, являются самыми износостойкими.
Тип пилы классифицируется на профессиональный и домашний инструмент. Первый вариант обладает жесткой конструкцией и позволяет проводить работы под углами 55-90 градусов.
Полотна по металлу на сабельную пилу как маркируется и что можно пилить
Сабельной пилой можно пилить не только древесину, но и металл, но для этого понадобится специальная насадка. На полотнах по металлу для сабельных пил имеется обозначение HSS, что означает быстрорежущая инструментальная сталь. Зубья на таких полотнах мелкие, а применяются насадки для распиливания цветных металлов, стальных изделий толщиной не более 5 мм, и листовых материалов. Длина насадок по металлу достигает 300 мм.
Полотна по металлу имеют разную толщину, что позволяет осуществлять не только прямой пропил, но еще и под углом, например, когда необходимо произвести отрезание выступающей части трубы из стены. Торцевая часть имеет заостренную форму, что позволяет сквозные пропилы листовых материалов. Рассмотрим конструктивные особенности пилок по металлу:
- Для фигурного реза — насадка имеет малый профиль, а также небольшую длину, что позволяет очень удобно осуществлять разного рода фигуры в листовом стальном материале. Количество зубьев на дюйм составляет 18 штук
- С одинаковой высотой профиля — при распиливании металла исключаются вибрации
- С разным количеством зубьев на дюйм — наверняка вы задумывались, зачем производители насадок по металлу выпускают их с разным шагом. Чем больше зубьев на дюйм, тем их размер меньше, что позволяет эффективно распиливать маленькие заготовки, например, проволоку. Если же нужно распилить толстый металл, то используются полотна с большими зубьями, а значит малым шагом — 10-14 TPI
- С разным шагом — есть полотна по металлу, которые имеют разный шаг. Такая конструкция делает режущую оснастку более эффективной и высоко class=»aligncenter» width=»570″ height=»355″
- С неодинаковым размером профиля — как правило, они имеют длинную конструкцию, и применяются для выполнения работ в труднодоступных местах. К примеру, если необходимо отрезать выступающую трубу из стены заподлицо. Конструкция сабельной пилы не позволит это сделать максимально ровно, поэтому вся надежда на режущие насадки
Популярные производители полотен по металлу для сабельных электроножовок — это DeWalt, Irwin, Milwaukee, Diablo, Bosch, Hitachi, Metabo. Есть более дешевые варианты менее известных производителей.



Как установить полотно на ножовку по металлу
Конструкция рассматриваемого инструмента позволяет проводить резвую подмену ножовочного полотна. Стоит учесть, что при допущении ошибки рассматриваемое изделие не прослужит в течение долгого периода. Как установить полотно в ножовку по металлу – очень всераспространенный вопрос, потому что этот инструмент встречается фактически во всех домашних мастерских. Основными советами можно именовать последующее:
- Аннотация почти во всем находится в зависимости от используемой системы крепежа в определенном случае.
- Огромное распространение получил резьбовой зажим, при котором ножовочное полотно устанавливается и натягивается. Резкая смена прилагаемой нагрузки становится предпосылкой, по которой приходится временами инспектировать степень натяжения.
- Встречаются инструменты с рычажным креплением. В данном случае установка значительно упрощается, потому что довольно отвести рычаг и установить ножовочное полотно по резке металла, после этого затянуть его в оборотном направлении.
При рассмотрении того, как верно воткнуть полотно в ножовку по металлу следует учесть, что после соответственного монтажа оно делает легкий гул при работе и может мало вибрировать. Но, на момент пиления изделие не должно поменять свое положение, потому что это может стать предпосылкой повреждения крепежных отверстий.
Конструктивные параметры ручных ножовок по металлу
Выглядит ножовка по металлу ручная достаточно просто:
- Основание или рама «П» образной формы преимущественно из металла
- Рукоятка разных форм для ручной работы
- Полотно по металлу для ручной ножовки или режущий элемент, фиксируемый по краям рамы
Это основные элементы, из которых состоят ручные ножовки по металлу
Важной деталью является полотно, имеющее характерный вид зубцов. Мелкие зубья предназначаются специально для того, чтобы работать с твердыми материалами
На раме закрепляется полотно. Для изготовления рамы используется легированная сталь. Рамы бывают разных видов, форм и конструкций. Профессиональные ручные устройства имеют функцию регулировки угла наклона полотен. Имеются такие варианты рам, которые способны раздвигаться. Эта функция в инструменте позволяет устанавливать режущие элементы разной длины.
Рукоятка также является важным узлом, так как она способна обеспечить удобство и комфорт применения инструмента. Рукоятки бывают разных форм, а также изготавливаются из таких материалов – дерево, металл, пластик. Самая простая рукоятка изготавливается из дерева, а максимально-комфортными считаются устрйоства двухкомпонентного состава: металл и резиновая вставка.
Полотно для ручной ножовки по металлу – тонкая лента, которая изготавливается из твердых видов стали, и имеет разную длину. С одной или двух сторон имеются зубцы клиновидной формы
Ножовочное полотно является самым хрупким элементом инструмента, поэтому при работе важно контролировать жесткость его закрепления. Режущие элементы для ручных пилок изготавливаются по способу термической обработки зубцов, что позволяет продлить срок эксплуатации изделия

Важно обратить внимание! Полотно для ножовки ручной не предназначается для заточки, поэтому при стирании зубьев требуется его замена. На сегодня выпускаются полотна из биметалла и каленого металла (никелированная нержавейка). Отличаются они по цвету: биметаллическое полотно окрашивается в разные цвета, а полностью каленое имеет темный окрас.
Отличаются они по цвету: биметаллическое полотно окрашивается в разные цвета, а полностью каленое имеет темный окрас.
При выборе полотна уделяется внимание его длине. Длина полотна может быть от 10 см до 70 см
Классическая механическая ножовка по металлу ручная позволяют применять полотна длиной в 30 см, так как именно такие размеры инструмента являются максимально комфортными и удобными для работы.
Подготовка ножовочного станка
Выбор ножовочного полотна:
а) для разрезания мягкого металла применять ножовочные полотна с крупным шагом s (16-18 зубьев на 1 дюйм); для разрезания тонкого полосового металла — ножовочные полотна с мелкими зубьями (22-23 зуба на 1 дюйм), а для разрезания самого тонкого листового металла — 24-32 зуба на 1 дюйм;
б) для слесарных работ пользуются преимущественно ножовочным полотном с шагом s=1,5 мм, при котором на длине 25 мм насчитывается примерно 17 зубьев;
в) при длинном пропиливании брать ножовочные полотна с крупным шагом, а при коротком — с мелким шагом;
г) ножовочные полотна выпускаются с углом заострения 43—60°. Для разрезания более твердого металла применять полотна, у которых угол заострения больше, а для разрезания мягких металлов — меньше. Полотна с большим углом заострения более износоустойчивы.
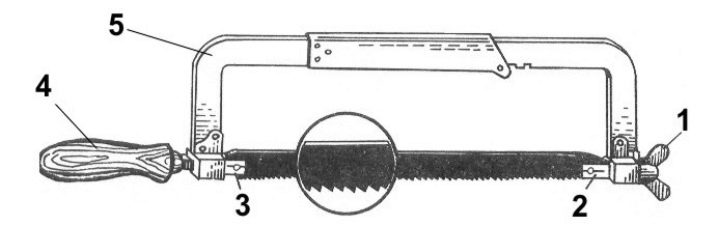
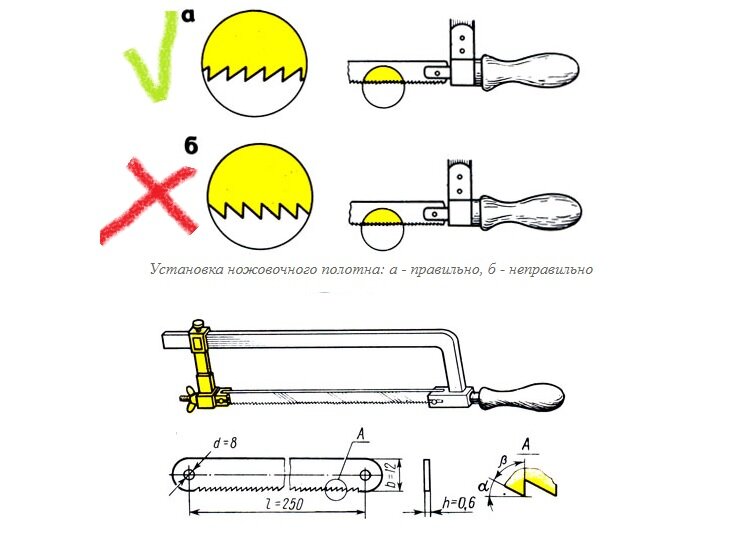
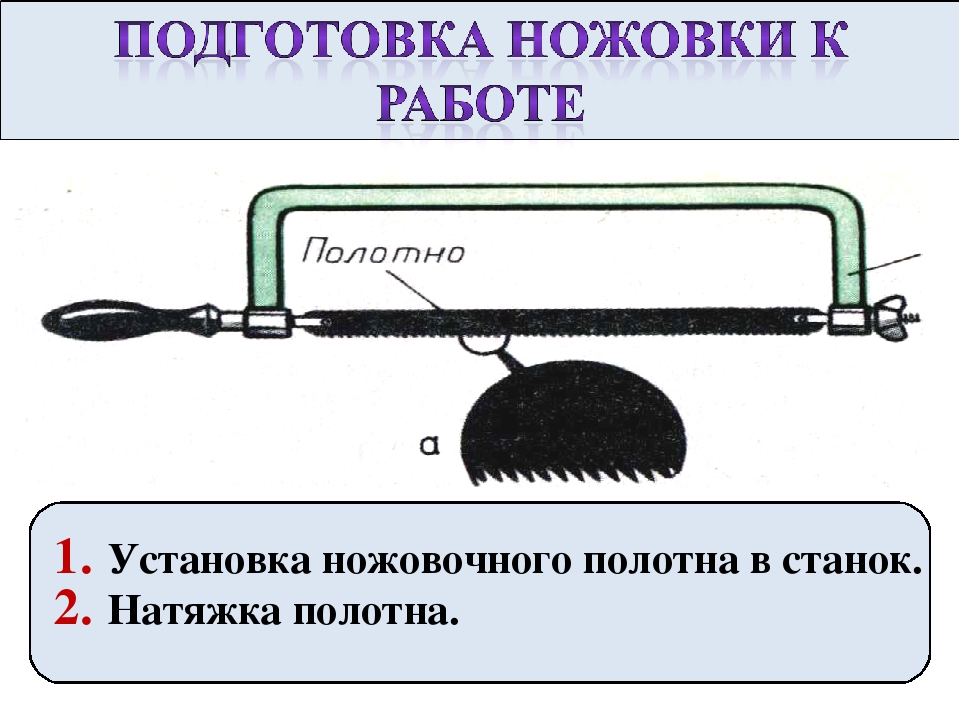
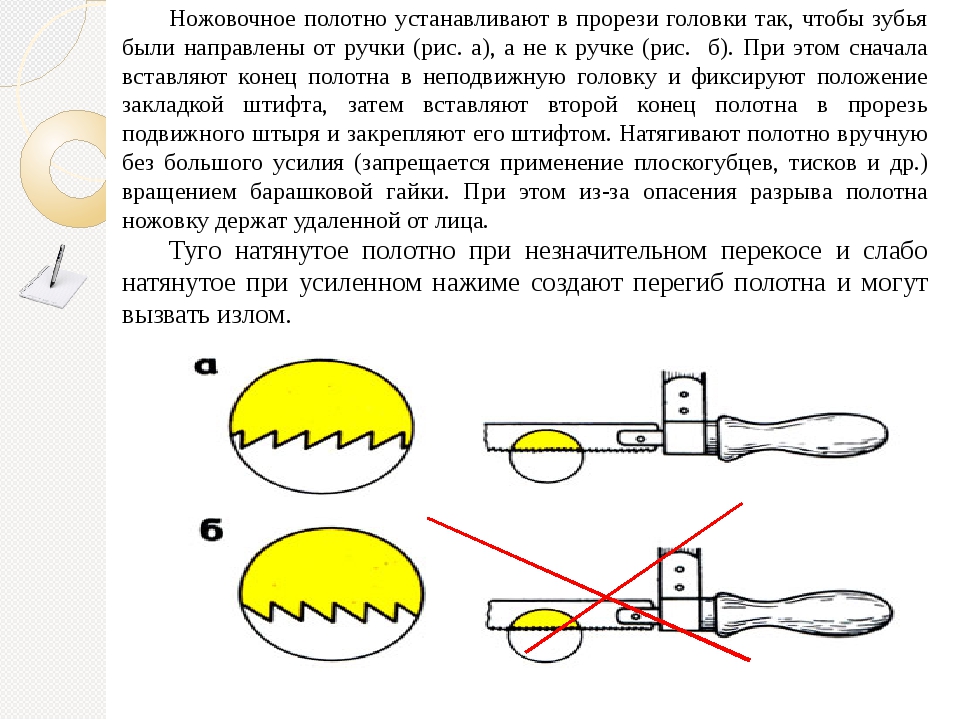
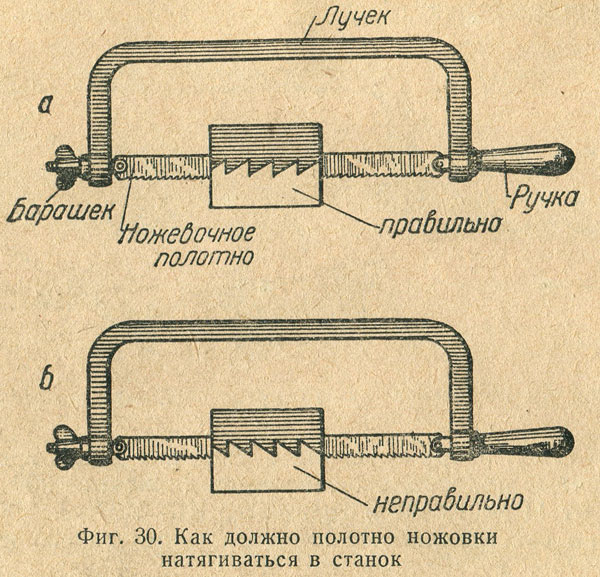
Установка ножовочного полотна в прорези головки:
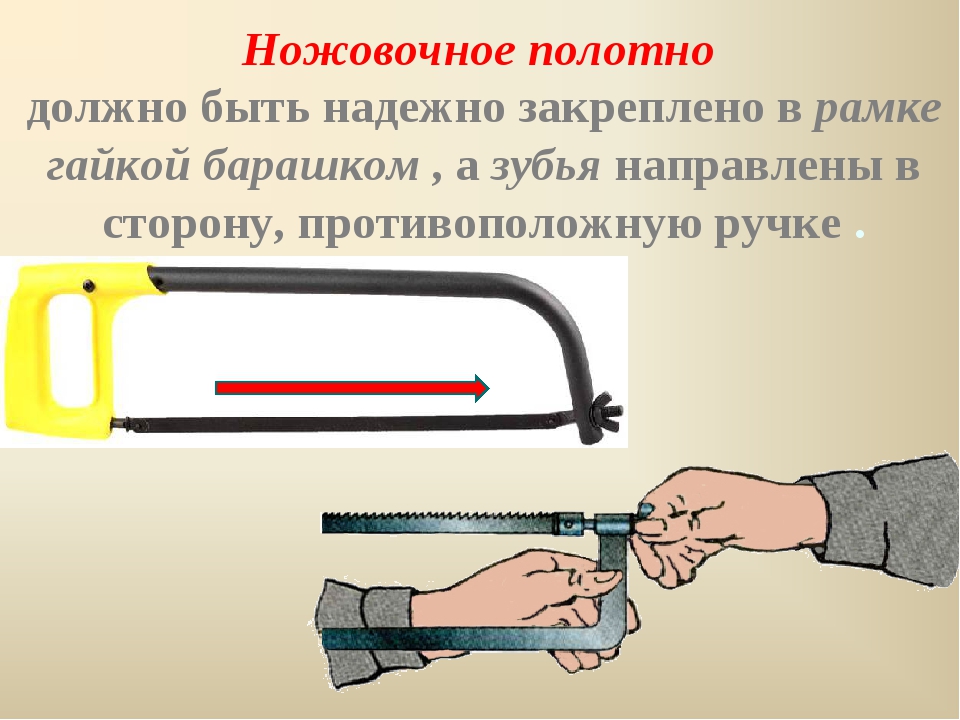
а) вставить ножовочное полотно 1 в прорези головки станка так, чтобы зубья были направлены от ручки (рис. в), а не к ручке;
б) отверстия в ножовочном полотне установить точно против отверстий в головке ножовочного станка;
в) передний хвостовик 4 должен выходить из головки 3 на 10—12 мм для возможности натяжки полотна;
г) штифт 2 должен входить в прорезь головки 3 (рис. б);
д) в отверстие головки и полотна вставить штифты 2, диаметр которых должен соответствовать диаметру отверстий.
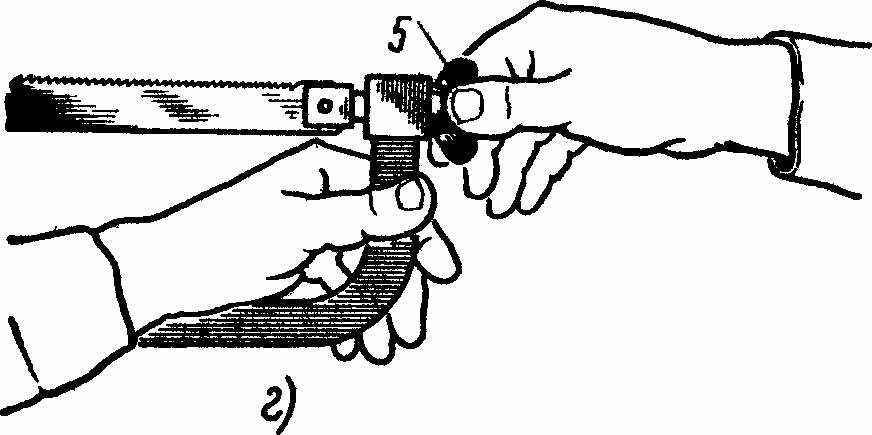
Натяжка ножовочного полотна:
а) натяжку ножовочного полотна производить вручную без больших усилий (запрещается применение плоскогубцев, ручных тисочков) легким вращением барашка 5;
б) степень натяжки проверить легким нажатием пальца на полотно сбоку: если полотно не прогибается, то натяжка достаточная (рис. г).






Примечание. Ни в коем случае не допускать очень сильной или очень слабой натяжки полотна, так как это приведет к его поломке, поэтому собранную ножовку обязательно нужно проверить.
При натяжке полотна из-за опасности разрыва полотна надо держать ножовку на некотором расстоянии от лица или использовать плексиглазовый щиток.
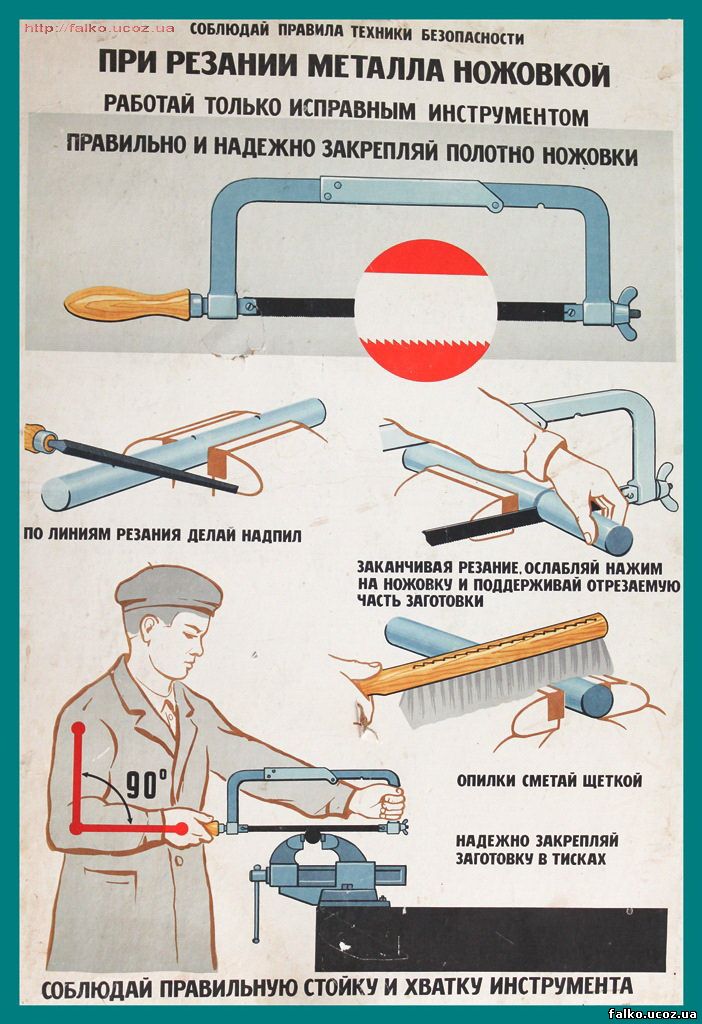
Рабочее положение при резке ножовкой
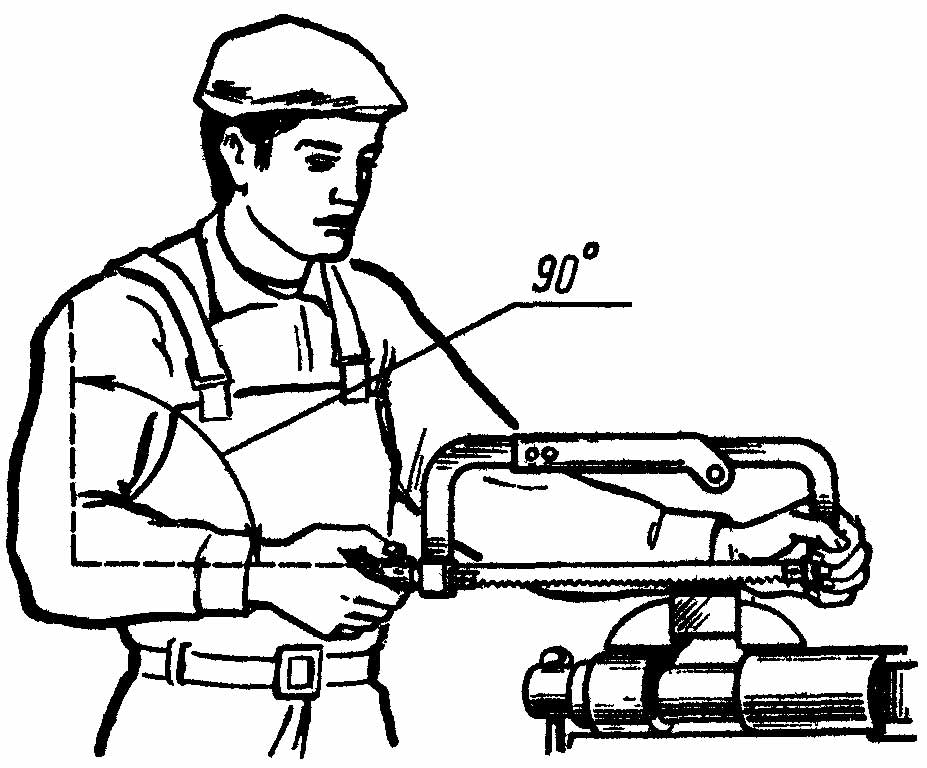
а) установить высоту тисков по росту — правая рука с ножовкой, должна иметь угол 90° в локтевом сгибе. Смотрите рисунок выше.
б) встать перед тисками свободно и устойчиво, вполоборота по отношению к губкам тисков или к оси разрезаемого предмета
в) корпус развернуть влево от тисков под углом 45°
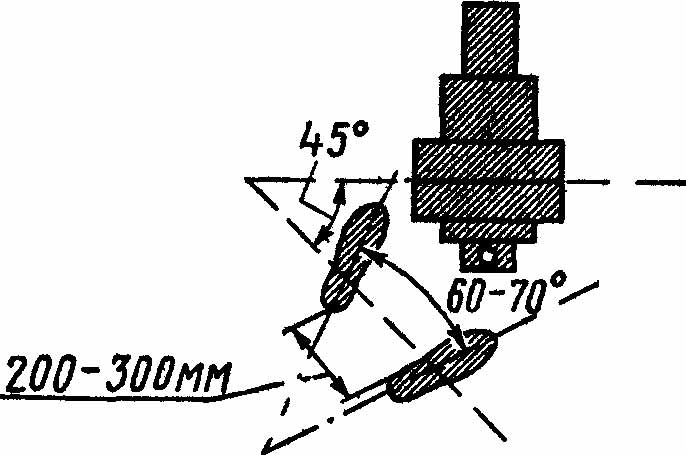
г) левую ногу несколько выставить вперед, примерно по линии разрезаемого предмета и на нее опирать корпус
д) правая нога должна быть повернута по отношению к левой на угол 60—70°, при этом расстояние между пятками должно быть 200-300 мм
Виды ножовок по металлу ручных
Различают следующие виды ножовок по металлу:
- Домашние. Простейшие варианты, которые имеются в наборе у каждого мастера. Такие приборы считаются устаревшим вариантом, но их производство продолжается и по сегодняшний день. Преимуществом этих инструментов является простота конструкции. Ручка выполнена из дерева, и расположена в одной плоскости с полотном
- Профессиональные предназначаются к применению при продолжительных работах. Такие изделия оснащены более удобной ручкой, которая в дополнение бывает прорезиненной. Некоторые дорогостоящие модели оснащаются механизмом для регулировки угла расположения режущей части при работе
- Мини-ножовки или ручка-пила по металлу имеет специальную форму, отличающуюся от первых двух видов. Такие изделия предназначены к применению только тогда, когда возникают трудности с доступом к распиливаемой детали. Устройство имеет форму ножа с дополнительной точкой фиксации полотна. Рукоятка изготавливается из пластика и металла с резиной





