

Регулировка направляющей полотна
Ленточное полотно имеет верхнюю направляющую, которую следует отрегулировать. Перед началом работы высоту обрабатываемой детали нужно откорректировать, для этого верхнюю направляющую устанавливают в 3 мм над деталью. Осуществлять эти работы необходимо при натяжении полотна, изменении его положения и выравнивании отрезного станка по отношению к столу. Ленточное полотно, а точнее, его направляющая, должна регулироваться лишь после отключения электроинструмента. Полотно должно остановиться полностью, только после можно осуществлять регулировку. Производить эти работы необходимо с помощью ручки, следует ослабить и установить направляющую на необходимую высоту. Как только регулировка была завершена, стопорную гайку нужно затянуть. Следует воздержаться от распиливания нескольких деталей одновременно, например, стопок или пачек, которые содержат отдельные элементы. Когда полотно захватывает заготовки, можно получить травму.
Ленточная пила по дереву своими руками
Самостоятельно изготовить ленточную пилу сложно. Деревянный каркас для станка собирается из подручных материалов, необходимый инструмент для сборки найдется у любого мастера. Процесс работы над самодельной ленточной пилой по дереву можно разделить на основные этапы:
- Каркас для станка можно собрать из старой мебели, предварительный чертеж облегчит работу, и позволит собрать пилу по необходимым размерам.
- Самый простой ленточный самодельный станок держится на каркасе, собранном из штанги и двух опор. Расстояние между опорами следует продумать заранее, оно не должно быть меньше размера обрабатываемых бревен, лучше сделать его немного больше.
- Для рабочей поверхности можно использовать старый письменный стол, его тумбы могут служить контейнерами, в которых будут собираться опилки.
- В зависимости от параметров двигателя необходимо рассчитать диаметр шкивов для ременного привода.
- Для подъемного механизма, к которому крепится режущее полотно, подойдет массивная пружина, с помощью которой будет обеспечено необходимое давление станка.
- Направляющие необходимы для того, чтобы распил осуществлялся по ровной линии.
- Для того чтобы станок был безопасным, шкив лучше закрыть специальным кожухом.
- Обработка лаком для дерева или покраска станка увеличит срок его службы.
Конструкция изделия
Конструктивное исполнение у данного инструмента практически одинаковое у всех моделей. Пила представляет собой С-образную дугу, между нижними краями которой закрепляется или натягивается полотно. Рабочей и основной частью этого инструмента выступает все то же ножовочное полотно по металлу, имеющее множество мелких зубьев.
Рукоятка — одна из трех основных деталей приспособления, играет значительную роль в плане удобства использования инструмента при длительной работе. Наиболее удачными в плане исполнения и комфорта применения считаются двухкомпонентные составные рукояти с резиновыми вставками.
Рама данного инструмента — это элемент, который предназначен для крепления полотна для ножовки по металлу. При производстве рамы могут использоваться разные материалы, однако от них зависит то, для какого типа работ будет использоваться пила. К примеру, если необходимо распиливать металлы высокой прочности, то лучше всего, чтобы рама была изготовлена из композитных материалов также высокой прочности.

Важно отметить, что конструкция рамы во многом определяет и условия работы. Если необходимо провести распиливание в труднодоступных местах, то лучше всего использовать раму с регулировкой угла наклона полотна или просто приобрести более короткий вариант приспособления
Виды ленточной пилы по металлу
Представленное на рынке оборудование имеет разную степень автоматизированной работы. Распиловка металла ленточной пилой может происходить устройствами такого вида:
- Ручными . В них рама опускается благодаря прикладыванию сил оператором или весу самой конструкции. Скорость подачи заготовки регулируется благодаря фиксации устройства в исходных точках. Закрепляет и размечает заготовку оператор самостоятельно. Кроме того, ручная ленточная пила по металлу задает скорость путем опускания рамы.

Полуавтоматическими . У таких устройств подъем конструкции, фиксация заготовок в тисках и их освобождение после выполнения работ осуществляется самим станком. Задача для оператора состоит только в укладке деталей в зажимном механизме.

Автоматическими . Это оборудование в основном устанавливается на больших производствах. Оно самостоятельно выполняют фиксацию материала в тисках, спуск и подъем рамы, смену угла резки. Автоматически выполняется регулирование силы резки, давления и скорости подачи.

Виды ленточных пил
Ленточные пилы, изготовленные из качественной высокоуглеродистой инструментальной стали, предназначены для экономичной резки широкой гаммы легированных и нелегированных сталей с прочностью на разрыв до 80 кПа/мм?, но по своим техническим и эксплутационным показателям они уступают биметаллическим полотнам.
Самое широкое распространение в современной ленточнопильной технологии получили биметаллические пилы, особенно с зубом из быстрорежущей стали. Режущая часть зубьев изготовлена из быстрорежущей стали М42 (аналог 11Р2М10К8). Эта сталь, высоколегированная молибденом и кобальтом, имеет высокую твёрдость (до 950 НV) и красностойкость. Специально подобранная пружинная сталь основы пилы обеспечивает ей прочность и долговечность, а надёжное электронно-лучевое сварное соединение с режущими зубьями, позволяет использовать эти пилы в самых тяжёлых условиях производства. Пилы новой конструкции с комбинированным шагом наиболее применимы для резки труб, профилей и заготовок переменного сечения. Переменный шаг зуба пилы позволяет значительно уменьшить вибрацию, повысить устойчивость и эффективность процесса резки заготовок переменного сечения.
Ленточные полотна с твёрдосплавным зубом применяются для самых трудных условий резания. Они используются на высокопроизводительных и жёстких двухколонных ленточнопильных станках для резания таких труднообрабатываемых материалов, как чугунное литьё, неферромагнитные сплавы, редкоземельные металлы и сплавы типа Монель, Инконель, Хастелой и др. с высоким содержанием никеля и титана, и при этом существенно снижают себестоимость разделительной резки. Конструкция гнезда для размещения твёрдосплавной пластины гарантирует прочность ее соединения с полотном пилы. Зубья пил имеют разводку, которая обеспечивает необходимый зазор при пилении и удаление стружки. Эти пилы применяются для резки только сплошных сечений диаметром от 60 мм.
Правила эксплуатации аппарата
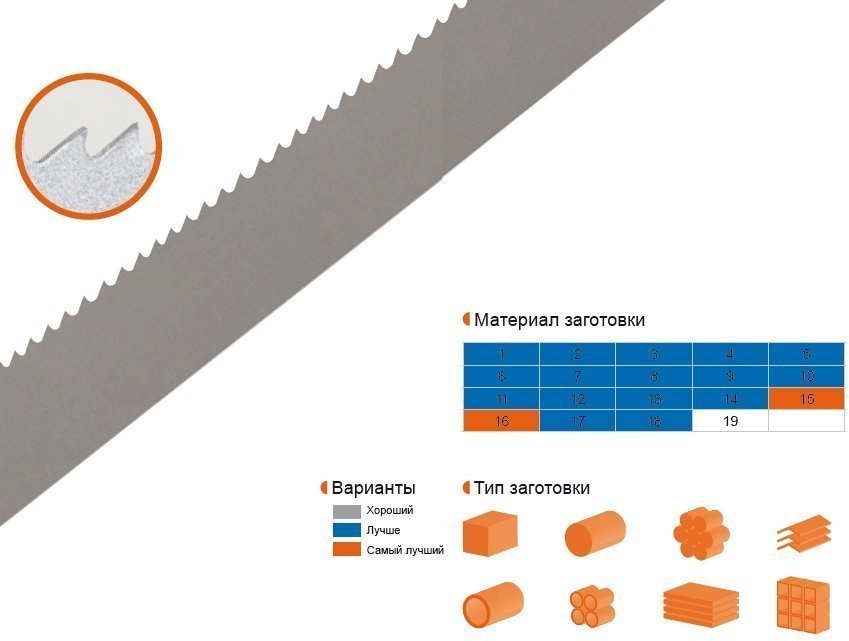
- Выбирайте зубья по правилу: чем больше заготовка, тем шире шаг.
- Вы можете постоянно менять полотно или использовать универсальные модели.
- Пространство, где будет расположен станок, должно обладать вентиляцией и подведением электропитания.
- Каждый раз проверяйте натяжение ленты.
- Делайте интервалы каждые два часа работы, чтобы не допустить перегрева.
- Смазывайте периодически вращающиеся части.
Мы рассказали особенности изготовления ленточнопильного станка. В качестве завершения статьи посмотрим видео о том, как сделать самодельную ленточную пилу по металлу своими руками:
Технические параметры
Стандартная ленточная пила состоит из:
- Прочного корпуса.
- Мощного двигателя.
- Полотна с острыми зубьями.
- Неподвижной губки тисков.
- Винта натяжения пилы.
- Механизма, загружающего и подающего материал для обработки.
- Панели управления.
Ленточные пилы по металлу от пил по дереву отличаются небольшой скоростью движения полотна и более мощными моторами, способными выдерживать большие нагрузки.
Чтобы получить ровный распил, тщательно подходят к выбору режущего полотна. Он выглядит в виде гибкой полосы с острыми зубцами, его надевают на два барабана, один из которых соединен с электродвигателем.
Что такое — ленточнопильные станки
Ленточнопильные станки — аппараты, у которых в качестве главного рабочего инструмента выступает ленточная пила. В свою очередь, ленточная пила представляет собой замкнутую металлическую полосу, натянутую на два или три больших шкива (колеса), и непрерывно обращающуюся вокруг них.
Ленточная пила в станках характеризуется следующими параметрами:
- толщиной,
- высотой,
- длиной,
- количеством зубьев на дюйм,
- разводкой,
- углом заточки,
- и так далее.
Шкивы крепятся к пильной раме, представляющей собой прочный каркас. Один из шкивов выступает как приводный элемент, которому от мотора передается движение для вращения ленточной пилы. Другой шкив является натяжным, так как в процессе выполнения операций он производит нажим и отвечает за натяжение ленты.
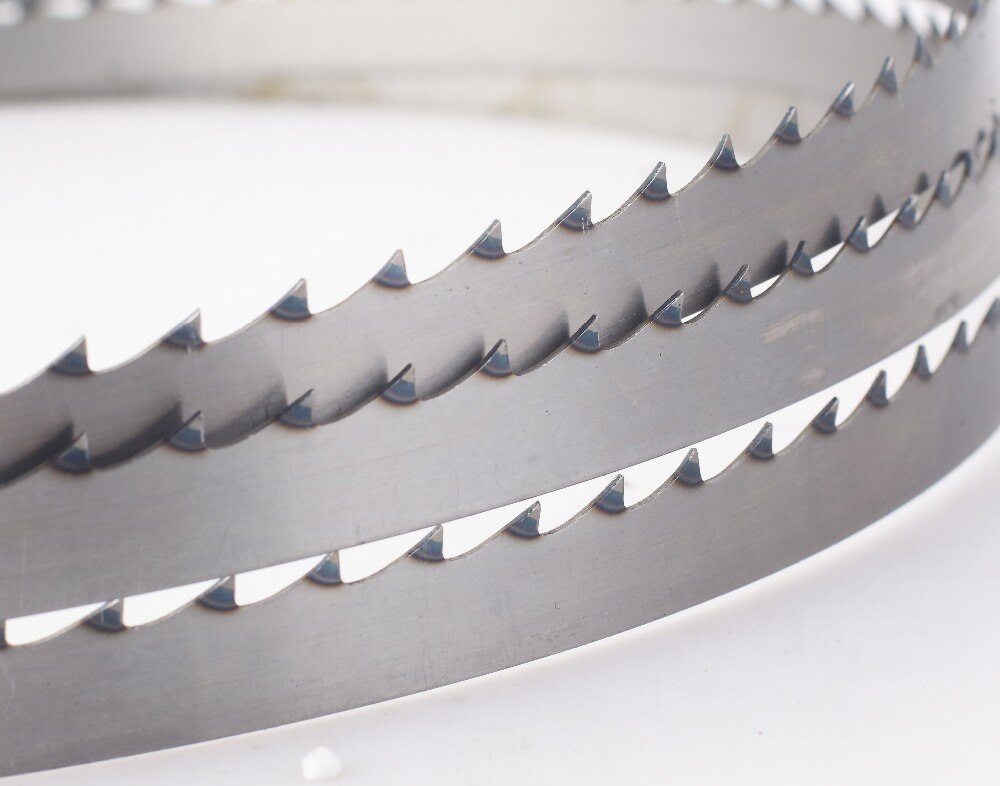
ТОП-7 полотен для ленточных пил
Изготовлением пильных лент занимаются как производители пил, так и узкопрофильные компании, занимающиеся выпуском деталей. При покупке фирменных инструментов приобретать полотна рекомендуется у той же компании.







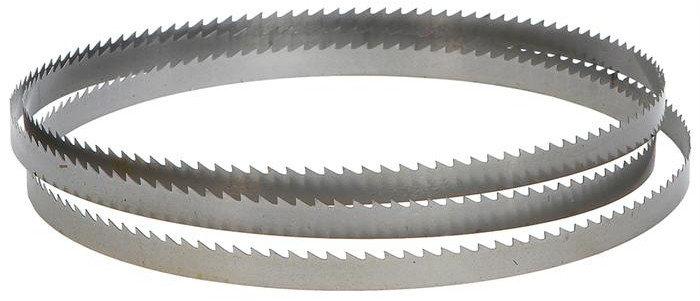

Pilana tools

Компания Pilana tools занимается выпуском режущих инструментов по металлу.
Фирма выпускает продукцию, которая работает с большим разнообразием материалов:
- Нержавеющая сталь.
- Профили цветных металлов.
- Цветные металлы.
- Толстостенные трубки.
- Пластины из жести.
Lenox
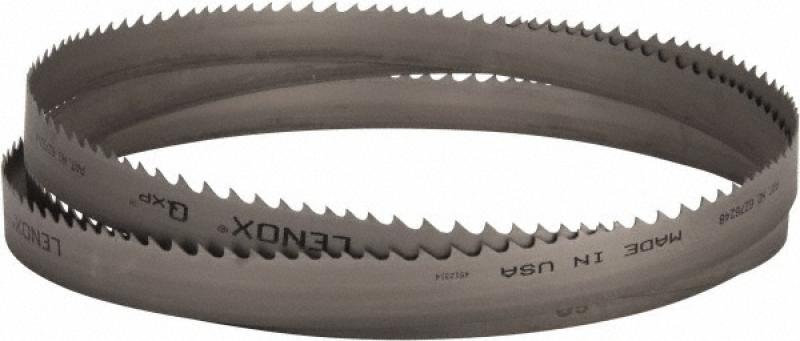
Lenox – это американская компания, которая специализируется на выпуске пил и связанного с ними оборудования. Преимуществом полотен этого производителя является защитное покрытие под названием «Armor». Благодаря нему повышаются прочность и износостойкость инструмента. Полотна фирмы Lenox выдерживают проверку временем и справляются с любыми нагрузками. К минусам пил и полотен этого производителя относится высокая стоимость.
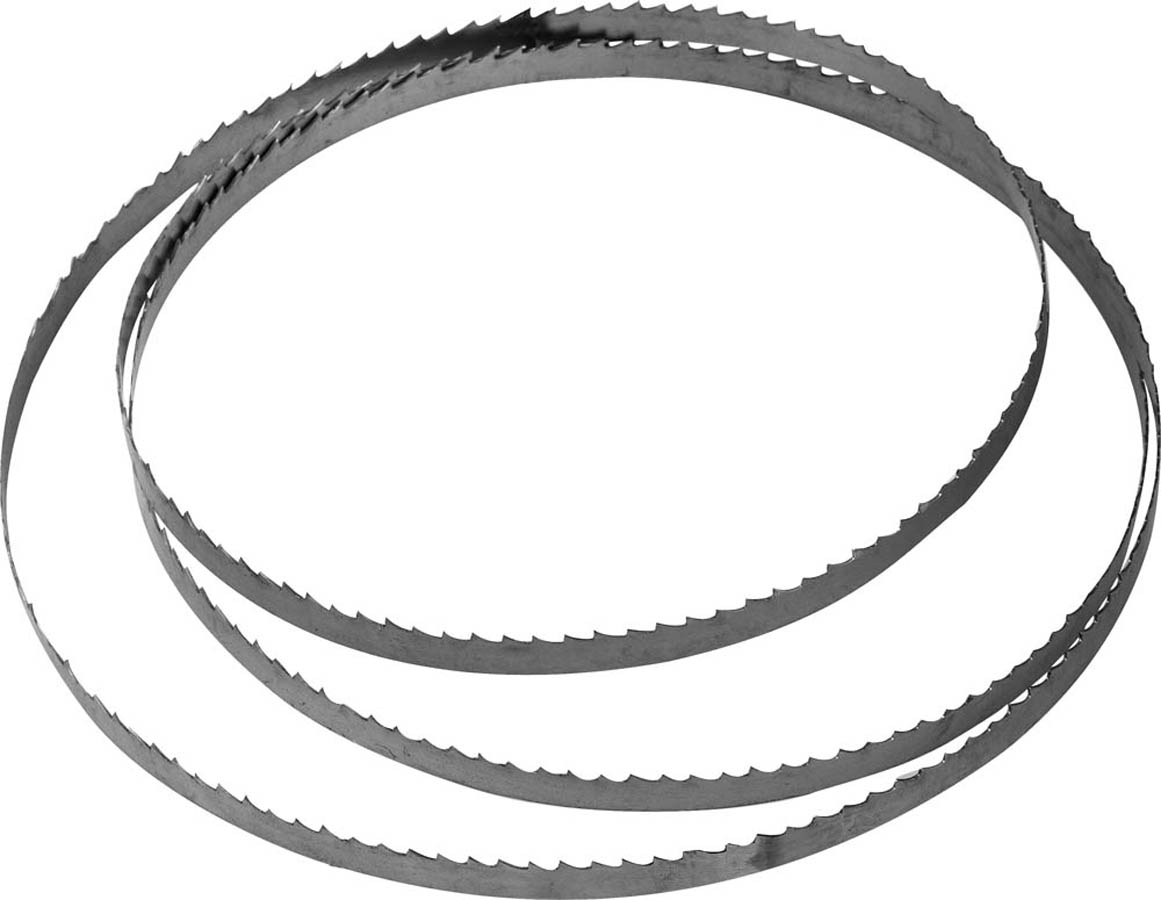
Arntz

Режущие инструменты и пильные ленты фирмы Arntz изготавливаются в германии. Эта крупная компания имеет торговые точки в большинстве стран. Производитель специализируется на изготовлении инструментов из твердосплавных материалов. В российских магазинах можно найти биметаллические и твердосплавные ленточные пилы фирмы Arntz.
Forezienne

Forezienne – один из главных поставщиков пил для деревообработки. Все полотна, которые выпускает компания, изготавливаются из стали, которая производится из обогащенной руды. В результате тщательного закаливания полотна обретают надежность. Недостатком продукции Forezienne является ее труднодоступность.
Lennartz

Немецкий производитель Lennartz специализируется на выпуске полотен, создаваемых из композиционных сплавов. Необычность режущих инструментов этой компании заключается в новаторском подходе к изготовлению деталей. Пильная лента создается из быстрорежущей закаленной стали. Зубчатая кромка изготавливается по отдельности и затем прикрепляется к полотну.
Продукция Lennartz используется для обработки следующих материалов:
- Алюминий и сплавы на его основе.
- Железные металлы.
Wikus

Wikus занимается производством твердосплавных пил и сопутствующего оборудования с 1958 года. Изготавливаемые инструменты имеют универсальную направленность. Они справляются с обработкой металлических и древесных заготовок.
Помимо твердосплавных моделей, компания изготавливает следующие пилы:
- Алмазные.
- Биметаллические.
Doall

Американская компания Doall на протяжении 100 лет выпускает пилы и ленточнопильные станки. Фирма является первопроходцем в выпуске пильных лент с покрытием из химического соединения титана с азотом.
Производитель специализируется на ленточных пилах и имеет широкий модельный ряд, состоящий из таких экземпляров:
- BI – METAL Silencer 101.
- BI-METAL TIN Penetrator.
- BI-METAL Invader-X.
- BI-METAL PMP 2000.
Пильные ленты представлены в России американскими, германскими и французскими производителями. Есть и другие небольшие фирмы, специализирующиеся на производстве материалов для режущих агрегатов. Для правильно выбора пильной ленты необходимо учитывать характеристики станка и параметры обрабатываемого материала.
- Виды пилок для электролобзика: виды, типы, классификация с характеристиками, маркировка, обзор популярных производителей и моделей, их плюсы и минусы
- Диски для УШМ: как выбрать, виды и классификация, характеристики, маркировка, популярные модели, их плюсы и минусы, особенности ухода и хранения
- Виды сверл с характеристиками и назначением
- Виды фрез по дереву для ручного фрезера: их классификация, назначение, характеристики, особенности, плюсы и минусы, рекомендации как выбрать подходящий вариант
Инструкция по работе ленточнопильных станков
При работе на ленточнопильных станках нужно учитывать определенные моменты:
- Перед выполнением операций оператор задает на станке параметры по углу наклона, глубине и длине реза, по месту совершения операции, по скорости движения и натяжению полотна.
- Под каждый вид обрабатываемого материала подбирается свое ленточное полотно, которое различается как по конструкции режущих элементов (зубьев), так и по материалу их изготовления.
- Крупногабаритные станки устанавливаются на полу на цельную опору, а малогабаритные модели можно установить на столе, верстаке или на специальной подставке.
- Ленточные полотна, которые периодически нуждаются в замене, продаются свернутыми с бухты. При установке на агрегат лента нужного размера спаивается в кольцо, а сварной шов на ней зашлифовывается.
- Стоит учитывать, что с тонким полотном можно пилить быстрее, но более толстая лента реже рвется.
- Все работы на ленточнопильном оборудовании должны выполняться в строгом соответствии с нормами безопасности, и оператор должен хорошо разбираться в технологии производственного процесса.
Характеристики и свойства ленточной пилы
 Основными свойствами и характеристиками пилы являются:
Основными свойствами и характеристиками пилы являются:
- высота и ширина пропила;
- тип режущего полотна;
- мощность электрического двигателя;
- общая масса станка и диаметр шкивов.
Принято считать, что модели ленточнопильных станков со шкивом:
- до 300мм – легкие;
- от 420 до 500 мм – средние;
- с диаметром шкива выше 500 мм – тяжелые.
Легкие ленточнопильные станки оснащают электрическим двигателем до 2 кВт, средние и тяжелые электрическим двигателем до 4 кВт.
Типы режущего полотна
Для резки пилой к ленточному полотну предъявляют особые требования.
Для резки металлов используют биметаллические полотна, состоящие из двух металлов. Основная часть которой состоит из металлической полосы из специальной пружинной стали, а рабочая часть состоит из инструментальной стали с заточенными зубьями.
 Большое распространение получили полотна из углеродистой стали. По своей термической обработке ленточные полотна можно разделить на следующие типы:
Большое распространение получили полотна из углеродистой стали. По своей термической обработке ленточные полотна можно разделить на следующие типы:
- с одинаковым показателем твердости по всей ширине;
- с гибким полотном и твердыми зубьями;
- закаленные полотна по всей ширине.
Полотна с одинаковым показателем твердости по всей ширине отлично работают на шкивах среднего диаметра. Твердость полотен по Роквеллу составляет 47 ед.








Пилы с гибким полотном и твердыми зубьями имеют специфическую структуру. Закалке будет подвергаться только верхняя половина зуба, оставляя пильное полотно гибким. Твердость тела пилы по Роквеллу составляет 31 ед., твердость зубьев 64 ед.
Пилы с закаленным полотном по всей ширине являются наиболее востребованными. Их твердость полотна по Роквеллу составляет 52 ед., а твердость зубьев 67 ед.
Из-за высокой твердости зубьев сопротивляемость затуплению значительно увеличивается, а повышенная жесткость позволяет выполнять распилы на больших оборотах.
Заточка ленточных пил по дереву
При распиле дерева либо металла, зубья ленточной пилы могут потерять первоначальную остроту заточки. Именно поэтому нужно производить заточку ленточной электрической пилы.
 Заточка пильного ленточного полотна состоит в следующем:
Заточка пильного ленточного полотна состоит в следующем:
- первоначальная заточка;
- очистка;
- разводка;
- окончательная заточка.
Чтобы восстановить режущие качества зубьев пильного ленточного полотна используйте специальные точильные станки.
В результате первоначальной заточки вы устраните все трещины в пазухах зубьев, а также восстановите профиль  зубьев с соблюдением определенной симметрии к остальным.
зубьев с соблюдением определенной симметрии к остальным.
При очистке удаляются все металлические опилки, оставшиеся после заточки.
При разводке изменяют углы.
При окончательной заточке исправляют допущенные симметрические искажения углов и придают остроту рабочим кромкам зубьев.
Заточка пил своими руками потребует от вас определенных навыков и умений. Поэтому, если вы не уверены в качестве своей работы, предоставьте это дело специалистам.
Профессиональная заточка восстановит перпендикулярность всех режущих кромок.
Инструкция, как сделать ленточную пилу
Вам нужно будет пройти несколько шагов:
- Сделать чертежи с помощью компьютерной программы или скачать их в интернете. Определитесь с размерами установки, расчистите место для нее.
- Из фанеры или иного материала сделайте шкивы. Их нужно отшлифовать и оклеить с торцовой стороны резиной.
- Используйте металлические швеллеры, чтобы сделать ось, или применяйте прочную породу дерева.
- В обе стороны основания нужно вставить втулки, которые будут держать уже сделанные диски из пункта №2. Настройте их, чтобы они стояли ровно не отклоняясь.
- Можно использовать демпфер, чтобы погасить лишние колебания и вибрацию.
- Установите двигатель (внизу, под столешницей) и соедините его с вращающимися деталями.
- Стол можно собрать из ДСП и покрыть его изолирующим материалом сверху. Он должен прочно стоять на ножке и быть рассчитан на большую массу, особенно если будет обрабатываться металл.
- При желании прямого продольного надреза следует установить направляющие.
Покажем вам чертежи с размерами и расчетами ленточной пилы, которую можно сделать своими руками.
Пошаговая инструкция по замене ленточной пилы
Рассмотрим процесс замены ленточной пилы на ручном станке для резки металлических заготовок.
Внезапное включение питания обязательно становится причиной тяжелейших травм, многие из них опасны для жизни. Никогда не нарушайте правила техники безопасности, они написаны на основании чьих-то ошибок и травм.
| Шаг, №№ | Описание |
| Откиньте защитный кожух механизма привода ленточной пилы. Он фиксируется на нескольких защелках, в нижней части имеются монтажные петли. |
| До предела ослабьте натяжение пилы. Для этого необходимо покрутить против часовой стрелки специальный рычаг, расположенный на торце корпуса станка. При вращении винта натяжное колесо смещается в сторону приводного и таким образом ослабляет натяжение ленточной пилы. |
| Снимите пилу с натяжного шкива, затем достаньте ее с направляющего механизма и лишь затем с приводного шкива. Работайте в плотных перчатках, не повредите руки. Не изгибайте полотно пилы сильно, при выравнивании оно может травмировать рабочего. Пила в направляющем механизме удерживается подшипниками, они выравнивают срез и гасят вибрации. Для эффективной работы обоймы подшипников плотно прижимают полотно, доставать его оттуда следует резким ударом руки. Не пользуйтесь молотками, они могут повредить детали станка. |
| Достаньте новую пилу, очистите ее от технического масла, сделайте визуальную ревизию. При обнаружении заводских дефектов пользоваться пилой категорически запрещается. Начинайте вставлять полотно в направляющее приспособление, оно должно плотно войти в подшипники. Если все встало на свои места, то вы должны почувствовать момент вхождение полотна в соприкосновение с обоймами – усилие увеличится, верхняя кромка полотна упрется о металлическую поверхность. |
| Аккуратно наденьте пилу на ведущий шкив, а затем на ведомый. Установите ее точно на предыдущее место. Немного натяните полотно вращением маховика натяжения. Еще раз поправьте положение пилы в роликах и опять подтяните пилу. На этом этапе пила не натягивается до рабочих значений, а только подтягивается для правильной укладки. Натягивать пилу при открытом кожухе категорически запрещается инструкцией по пользованию оборудованием. |
| Закройте на защелки кожух пилы. Замена режущего инструмента сделана, но работать на станке еще нельзя – пилу необходимо отрегулировать. Алгоритм действий немного изменяется с учетом технических данных станков, но принцип один и тот же. |






Сферы применения в зависимости от конструкции агрегата
Основная цель установки — распиловка. Распиливать можно большой материал на более мелкие детали, при этом учитываются размеры оборудования — столешницы, ленты, зубьев и мощности двигателя, скорости работы. Пилорамы нашли свое применение как на крупных производствах (лесопилки, мастерские по дереву, металлообрабатывающие заводы), так и в частном хозяйстве — для строительства или домашнего мастерства. Область применения очень широкая, из-за простоты конструкции, невысокой стоимости и высокой производительности их устанавливают повсеместно.






Сфера работы в основном зависит от следующих конструктивных особенностей:
- мощность двигателя;
- скорость вращения шкивов;
- ширина распилочного инструмента;
- острота и диаметр зубцов, шаг между ними, их наклон и форма.
Можно менять эти параметры и режимы, чтобы делать назначение агрегата разносторонним.
Основные характеристики ленточнопильных промышленных станков
Для бизнеса применяют выносливое оборудование, которое обладает большим ресурсом. Условно продукцию разделяют на 4 основные группы. Это станки для высокопроизводительной резки, для обработки цветных металлов, конструкционных и инструментальных сталей, а также ручные или настольные устройства.
При выборе станка обратите внимание на такие характеристики:
- мощность мотора и максимальная нагрузка на пильную раму;
- параметры вмещаемых заготовок, размер рабочего стола;
- конструкция рамы – одно-, двухколонная, наклонная, настраиваемая;
- тип направляющих пильной рамы – линейные, призматические, цилиндрические;
- механизмы автоматической очистки стружки, дополнительные функции.
ТРЕБОВАНИЯ ОХРАНЫ ТРУДА ВО ВРЕМЯ РАБОТЫ
3.1. Проверить правильность установки изделия до пуска станка. 3.2. Нерабочий участок ленточно-отрезной пилы станка должен быть огражден. 3.3. Следить во время работы, чтобы шкивы ленточно-отрезного станка имели ограждение режущего полотна по всей длине, за исключением участка в зоне резания, а также имели ограждения и с боковых сторон. 3.4. Ленточно-отрезные станки должны оснащаться устройством, предотвращающим травмирование режущим полотном, в случае его разрыва. 3.5. Следить, чтобы в отрезных станках, исключалось падение отрезанных заготовок. 3.6. Передняя часть пильной рамы ножовочной пилы не должна выходить за торец рукава станка или должна ограждаться защитным устройством. 3.7. Кромки кожухов отрезных пил и кругов, ленточных пил у зоны их раскрытия, а также внутренние поверхности кожухов должны быть окрашены в желтый сигнальный цвет. 3.8. Во время работы абразивно-отрезных станков следить за эффективной работой пылесборников, чтобы эффективно захватывался искровой факел. Конструкция пылезаборника и отходящего от него к отсасывающему устройству воздуховода должна предусматривать возможность удобной очистки их от нагара, образующегося при контакте раскаленных металлических частиц с внутренними поверхностями пылезаборника и воздуховода. 3.9. Абразивно-отрезные станки при технической необходимости должны комплектоваться индивидуальными отсасывающими устройствами. В случае применения в отсасывающем устройстве тканевых фильтров ткань должна быть огнестойкой или на участке всасывания перед устройством должен быть установлен искроулавливатель. 3.10. Следить, чтобы во время работы круглые пилы не имели трещин, поломанных зубьев, с выщербленными или отпавшими от зубьев пластинами от быстрорежущей стали или твердого сплава, выпучинами на диске и с зубьями, прижженными при заточке. 3.11. Не допускать установку пильных дисков с диаметром отверстия больше диаметра вала (шпинделя), а также применять вставные кольца (втулки) для уменьшения диаметра отверстия. 3.12. Полотно ленточной пилы должно быть отшлифовано и не иметь трещин, выпучин, продольной волнистости, отгиба задней кромки, раковин от коррозии. 3.13. Во время работы станка стоять в плоскости вращения диска пилы, выталкивать стружку из сегментов диска при его вращении, а также поддерживать руками отрезаемый конец заготовки запрещается. 3.14. Чистка, смазка и обтирка станков, смена деталей или режущего инструмента, уборка стружек из-под станка должны производиться только после полной остановки станка, отходить от станка разрешается также только после полной его остановки. 3.15. Полотно ленточной пилы должно быть отшлифовано и не иметь трещин, выпучин, продольной волнистости, отгиба задней кромки, раковин от коррозии и т.п. 3.16. Во время работы станка стоять в плоскости вращения диска пилы, выталкивать стружку из сегментов диска при его вращении, а также поддерживать руками отрезаемый конец заготовки запрещается. 3.17. При заточке круглых пил должна быть сохранена концентричность вершин всех зубьев относительно оси вращения диска. Заточка пил должна производиться в соответствии с требованиями заводской инструкции. 3.18. Применять круглые пилы с трещинами на диске или зубьях, с двумя подряд выломанными зубьями, с выщербленными или отпавшими от зубьев пластинками из быстрорежущей стали или твердого сплава, выпучинами на диске и с зубьями, прижженными при заточке, запрещается. 3.19. При механической обработке металлов резанием на металлорежущих станках необходимо соблюдать требования ГОСТ 12.3.025-80 «ССБТ. Обработка металлов резанием. Требования безопасности». 3.20. Кромки кожухов отрезных пил и кругов, ленточных пил у зоны их раскрытия, а также внутренние поверхности кожухов должны быть окрашены в желтый сигнальный цвет.
Ленточнопильные станки с гидравлическим подъёмом пильной рамы:
Данное оборудование обладает высокой мощностью, но в тоже время позволяет выполнять распил заготовок достаточно тихо (низкая шумность).
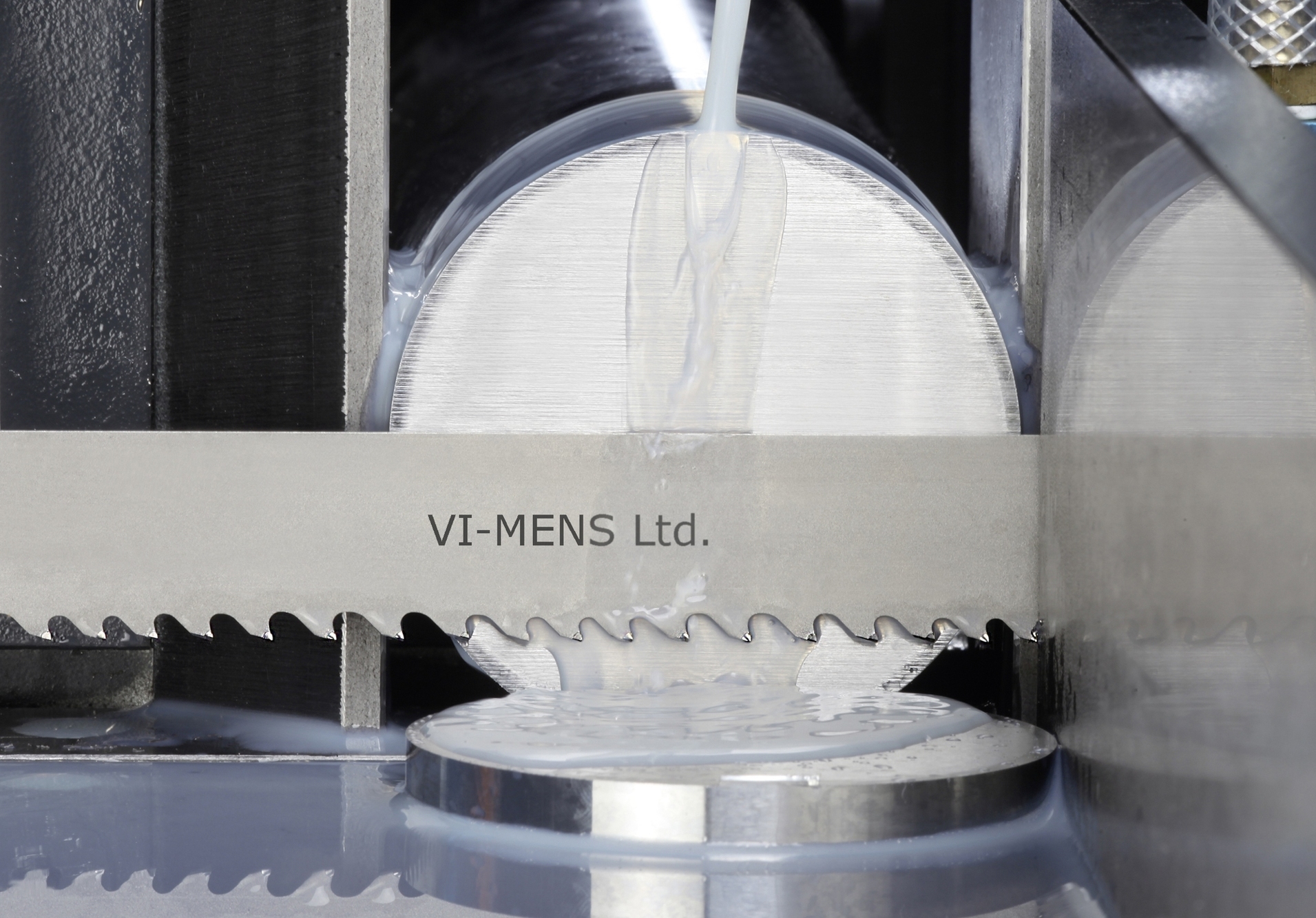
Сила натяжения пильного полотна регулируется при помощи такого устройства, как тензометр. Наличие системы подачи СОЖ позволяет пильному полотну прослужить достаточно длительное время, безупречно справляясь с выполнением поставленных задач.
Благодаря быстрозажимным тискам обрабатываемая заготовка находится в устойчивом положении. Возникающая в процессе работы вибрационная нагрузка не оказывает влияния на точность выполнения необходимых операций.

Ниже будет также представлен видеообзор китайского ленточнопильного станка Metal Master PT 220





